Способ упаковывания жидких продуктов в рукав из термопластичного материала
Текст
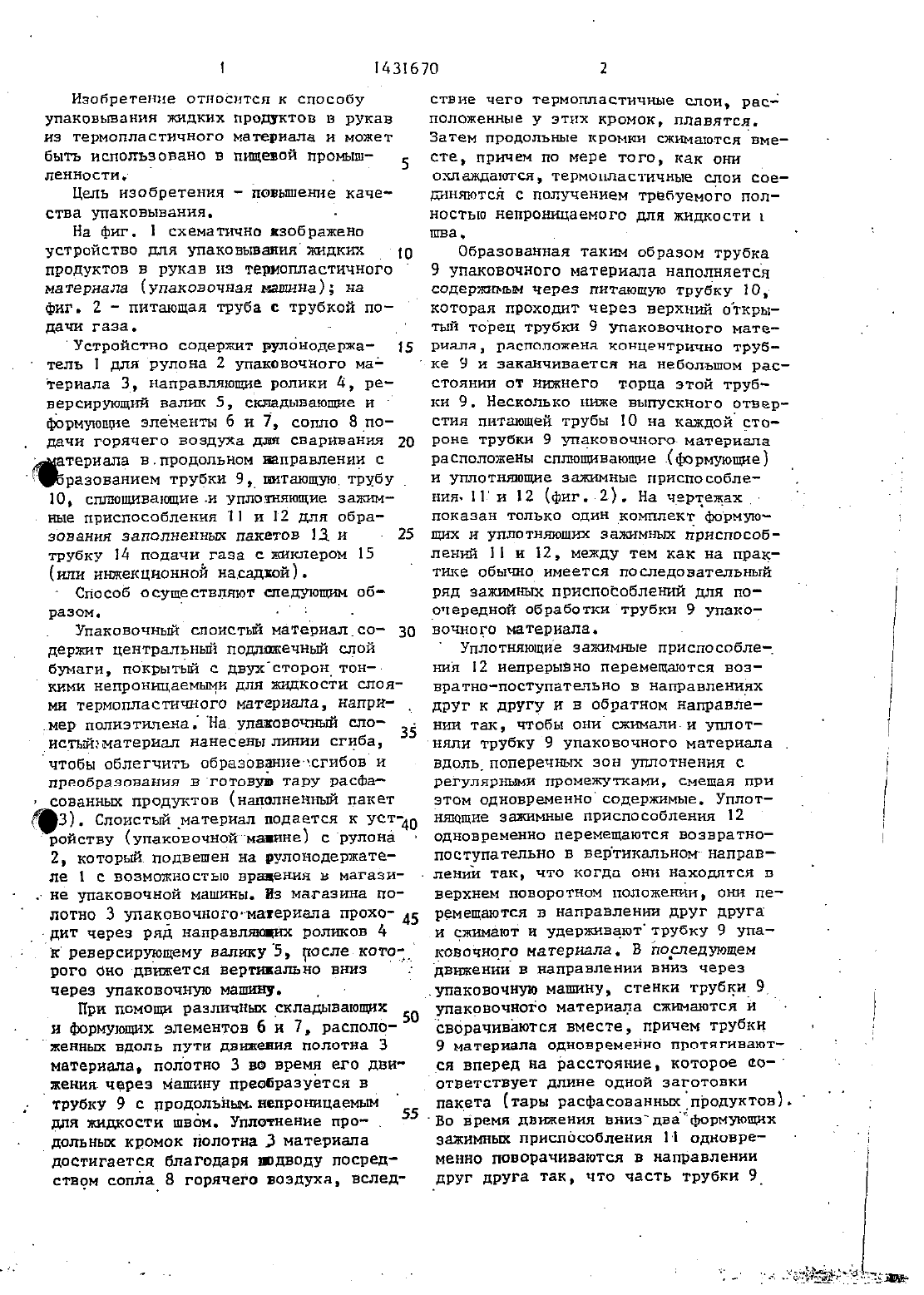
1 Евгпсдхксь ПАТЕНТ Не 542,(21) 36517808130-13 . кав из геркона-хаотичного материала,(22) 26.09.83 - может быть использовано в пищевой(ДБ) 15.10.88.Бюл. ЕР 38 ТРУбУ 1.0 Через трубку 14 с жиклером (П) двтетра Пак (ЕЕ) - - 15 или через инжекционную насадку 110(53621.798.4(088.8) продуктом для вспенивайин последнего.(56) Патент СССР К 258960, Газ может быть инертный, предпочтиКЛ- В 65 В 9/00, 1964. только азот, илн стерильный воздух.(ЗА) СПОСОБ УПАКОВЫВАНИЯ ЖИДКИХ ПРО- В результате этого достигается требуДУКТОВ В РУКАВ ИЗ ТЕРМОППАСТИЧНОГО . емая форма заполненного продуктом МАТЕРИАЛА ф У пакета 13 без складок н других дефорч(57) Изобретение относится к способу махшй, а также точность дозирования. цдпаковывания падких продуктов в ру- 2 з.п. ф-лы, 2 ил.Изобретение относится к способу упаковьшания жидких продктов в рукав из термопластичного материала н может быть использовано в пиевой промыш- 5 ленностн.На фиг. 1 схематично изображено устройство для упаковывания жидких 10 продуктов в рукав из териопластнчного материала (упаковочная машина) на фиг. 2 - питающая труба с трубкой подачи газа.Устройство содержит рулонодержа- 15 тель 1 для рулона 2 упаковочного материала 3, направляющие ролики д, реверсирующий валнщ 5, снладываюшме н формуюшме элементы 6 и 7, сопло 8 по ДаЧН ГОРЯЧЕГО ВОЗДУХЕ. для свариванияЗТЕРИЗЛЭ ВЛТРОДОПЬНОМ ННПРЕЕЛЕНИД Смер полиэтилена На упаловочны сло 1 О сплющивающие.и уплотняющие зажине приспособления 11 И 12 для образования заполненных пакетов 1 Зи - 25 трубку Яд подачи газа с.жиклером 15Способ осуществляют следующим образом. Упаковочный слоистый материалсо 30 держит центральный подложенный слой бумаги, покрытъй с двухсторонтон кими непроннцаемыи для жидкости слоями термопластичшого материала, иапри- 35 нстыиэматериал нанесены лгшии сгиба, чтобы облегчить образованнечсгибов Ипреобразования в готовую тару расфасованны продуктов (наполненный пакет 3). Слоистьйматериал подается к устдд ройству (упаковочноймапИне) срУп 0 На 2, который.подвешен на рулонодерлате ле 1 с возможностью врадения в магази-не упаковочной машины. Вз магазина по лотно 3 упаковочного-материала ПРОХО 45ддит через ряд направляюцнх роликов 4К реверсирующему валику 5, после кототц рого оно движется вертишально вниз ЧЕРЕЗ УПЕКОЕОЧНУЧО МЕШПЧНпри помощ различным складывающнх и формующх элементов 6 и 7, располо женны вдоль пути движения полотна Зматериала. полотно 3 во время его дви жения.через машину преобразуется вдольнык кромок полотна 3 материаладостигается благодаря подводу посредством сопла 8 горячего воздуха, вслед ствие чего термопластичные слои, расПОПОЖЕННЫЕ У ЭТИХ кромок, ппавятсяц Затем продольне кромки сжимаются вместе ПРИЧЗМ ПО мере того, как они охлаждаются, термопластичные слои соеДНННЮТС С П 0 ЛУЧеНием требуемого полностью НеПРНИЦаемого для жидкости ъ шва. - Образованная таким образом трубка 9 УПЗКОВОЧНОГО материала НАПОЛНЯВТС содержимом через питающую трубку 30 которая проходит через верхний открытый торец трубки 9 упаковочного материала, расположена концентрично труб ке 9 И заканчивается на небольшом рас стоянии от нижнего торца этой трубки 9. Несколько ниже выпускного отверстия пнтающей трубы 10 на каждой стороне трубки 9 упаковочного материала расположены сплющваюшме (формующе) и уплотняющие зажимные приспособления-11 и 12 (фиг. 2). На чертежах показан только одинкомплект.формую щих И уплотияющи зажимных приспособлений 11 и 12, между тем как на практике обычо имеется последовательнй ряд зажимных приспособлений для поочередной обработки трубки 9 упаковочного материала. . 1Уплотняющие зажимные приспособлеимя 12 непрерывно перемещаются возвратно-поступательно в направлениях друг к другу и в обратном направлении так, чтобы они сжнали.и уплотняли трубку 9 Упаковочного материала вдольпоперечных зон уплотнения с ПЕГУПЯВНЬШИ ПРОМЭЖУТКЗМН, смещая ПРИэтом одновременно содержимые. Уплотняющие зажимные приспособления 12одновременно перемещаются ВОЗВРЗТНОПОСТУПЗТЛЬНО В БЕПТНКШЬНОМ НЗПРНВ. пении так, что когда они находятся вВерхнем ПОВОРОТНОМ ПОЛОЖЕНИИ. ОНН ПЕ РВМЩЮТСН В НЗПРЗЕЛЕНИНдруга и сжимают и удерживаюттрубку 9 упаковочного материала. В лорледующем дЛКЕНИН- в направлении ВНИЗ Черезупаковочную машну стенки трубки 9упаковочното материала сжимаются и сворачиваются вместе, причем трубки 9 материала одновременно протягиваются вперед на расстояние, которое еоответствует длине одной заготовкиВо время двиення вннздваформующихдруг друга так, что часть трубки 9упаковочного материала, которая располагается непосредственно над уплотняющими аажимными приспособлениям 12, частично сжимается и.формуется д 0 Требумой формы, которая, в данном случае, означает, по существу,подушкообразную форму с прямоугольнм поперечным сечением. Когда уплотняющие зажимные приспособленя 12 10 достигают своего нинего положения,формующие залитые приспособления 11 разводятся снова.в положение, показанное на фит. 2, одновременно с тем, когда трубка 9 материала отреза 15 ется, посредством поперечного разреза в зоне, сжатой уплотняюшн зажини приспособлениям 2, В результате, ранее сформированнй пакет 13 с продуктом отделяется от трубки 20 9 упаковочного материала. Пакет 13 транспортируется дальше при помошн конвейера (не показан) для дальнейшей обработки и окончательного формо вания с тем, чтобы-получить пакет 13 ,25рез питающую трубу 10. В процессе непрерывной рабоп упаковочной (фа.совочной) машины и производства полностью наполненной тары пакетов 13 с продуктом содеримое подается в таких количествах, что уровень продуктов всегда располагается над участком уплотненя н формовки пакета 13. Это гарантирует, что упаковки будутПОЛНОСТЬЮ ЗЗПШЦЧЯТЬСЯ ПРОДУКТОМ Н ДЕ.лает возможны формование, поскольку, для достиения удовлетворительного дфюрмования необходмо использоватьв пакете 13 с продуктом. В производстве не полностью заполненнык продуктом пакетов 13, т.е. пакетов 13 с воздушнымпрост ранством, продукты подаютсяв таких количествах, чтобы создавалось требуемое.воэдушное пространство. Этаверхнем конце пакета 13, что, в свою 55очередь, означает, что, во время формования лротнводавление, создаваемое продуктами,меняется в различных частяк пакета 13, при этом увеличивает 35ся вероятность получения брака (например, складчатого формования),Чтобы избежать этого, производит ся частичное наполнение-пакета 13 продуктом посредством непрерывнойподачи продукта через питающую трубу 10 с одновременны смешиванием про дукта с газом перед подачей в трубку 9 упаковочного материала. Газ подает ся через тРУбку 14, которая соединяет ся с птаюцей трубой 10 за пределамибы улучшить смешиваннегаза п полу-чить требуемьй размер пузырьков, труб ка 6 подачи газа снабжена жиклером 5 (или нкекционвой насадкой) в точке соединения с питающей трубой ПО. Продукты подаются непреръшно в таком ритме, что во время работы уровень продуктов остается несколько вьг пе участка формования, что регулируется посредством управляемого поплавКОМ клапана. ОДНОБРВМЕННЬ ГЗЗ ПОДЗстоя через трубку 14 в таком количе СТБЕ, ЧТОбЫ СОДЕРЖИМОЕ С. ГЗЗОМ ПОЛ- ностью заполняло пакет 13 после уп лотнения и герметизации. При помощи жнклера 15, который предпочтительно имеет диаметр О,2 О,6 мм, обеспечивается получение в содержимом большого количества пузырьков. Эти пузырьки имеют очень малые размеры и равномерно распределены в содержимом так, что смесь остается однородной течение времен, которое требуется дляпрохожденя через питающую трубу 0 и ЗЗПОЛНЕНЕП ЪГНЖНЕГО КОНЦЕ. ТРУ 5 КН 9 упаковочного материала. Чтобы компенсировать потери газа вследствие утеч ки через трубку 9 упаковочного материала, прнмещивание газа осуществляется с определена избытком, который определяется в каждом отделъном случае в зависимости от вязкости фасуемогопродукта.Когдатребуемыйкоэффициент наполневя продукта равен 9 О 2 яеоб ходимо подавать газ несколько больше 102. Установлено, что избыток газа должен составлять 52 для относительно подвинк продуктов, таких как молоко, т.е. приблизительно 151 газа должно добавляться к содержимому, чтобы получить коэффициент наполнения 902.Экспериментально установлено, что при расфасовке стандартного молока с содержанием жира 1,532 следует подалвать газ при давлении приблзнтельно3 д бар череп жиклер 15 с диаметром 0206 мм, предпочтительно 0 д мм. При этом получается большое КОЛНЧЕСТЧ во хорошо распределенны газовых пу ЗЫРЬКОВ СО средним диаметром ПрНбЛНЭИтельно 50 мкм. Абсолютное большинст во пузырьков имеет диаметр 30-60 мкм,что означает, что равномерное распределение пузырьков газа в содержиом остается по существу неизменным в течение процесса формования. Только через 15-20 мин после примешивания газа ИМЕЕТ МЕСТО ЭНМЕТНОЕ перераспределение, состоящее в том, что пузырькн перемещаются к верхней части наполненного продуктомпакета 13колчества продуктов (содержимого), которые проходят через питающую трубу 10. Используемый газ долен быть такого качества, чтобы не вступал вреакцию С ПРСТДУКТОМ ИЛИ Не оказывалкакоголибо другого влняня На этотпродукт В больиинстве.случаев может быть использован стерильный воздух, НО ДЛН НЕКОТОРЫХ ПРОДУКТОВ напримерпродуктов может осуществляться черд инжекторную насадку в месте соединенп с трубкой 1 д подач газа. Поток содержимого автоматически регулирует требуемое -примешивание газа, что исключает необходимость подачи газа под давлением. При использовании стерильного воэдуха он может поступать непосредственно из системы стерильного воздуха Упаковочной машны без использования газохранлмща н компрессора.Предлагаемый способ может использоваться В асептическом, а также в неасептическом наполнении, т.е. в на ПОПНЕНИИ стерильного, а талоне станКоличество добавляемого газа может дартного (пастеризованного)молока.точно регулироваться тем, что вдувание газе через трубку 1 д непрерьшно кон 20 Ф о рм У л а и э о б р е т е н и яфруктовых соковдпредпочтителен инерт ный газ, такой как азот.Таким образом, точное и однородное примешмвание пузырьков газа в продукты, проходящие через питающую трубу 10, гарантируется, с одной сторон,подачей газа через жиклер 15 малого диаметра и, с другой стороны, пода 5 ейгшапщцыюшшмдшлышыьв результате содержимое получается пе 4 Овляет собой инертный газ, ПРеИМУЩест иообразиого вида. Смешивание газа иК. Способ упаковывания жидких про одуктов врУкав из термоппастичногоматериала, предусматрнвающй подачу . продукта через питающую трубу в ру кав сплющивание, уплотнение и разрезадние рукава С образованием заполненны пакетов, о т л и ч а ю щ ий спи тем, что, с целью ПОВЫШЕЦИЛ качества упаковьшанин, в питающую трУ 5 У ЧЕРЕЗ жиклер или ннекцонную насадку подакт порцию газа,дуктом длявспеннванипдпоследнего.2. Способ по п. 1, о т л и ч аю щ и й с я тем, что газ представляет собой стерильный воздух.
МПК / Метки
МПК: B65B 9/00
Метки: рукав, материала, способ, упаковывания, жидких, продуктов, термопластичного
Код ссылки
<a href="https://by.patents.su/5-517-sposob-upakovyvaniya-zhidkih-produktov-v-rukav-iz-termoplastichnogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ упаковывания жидких продуктов в рукав из термопластичного материала</a>
Устройство для формирования труб из термопластичного материала
Номер патента: 418
Опубликовано: 30.03.1995
Авторы: Сидоренко Ф. Д., Горбачев Ю. И., Сиканевич А. В., Шустов В. П., Гайдук В. Ф.
МПК: B29C 41/08, B29C 67/20
Метки: устройство, термопластичного, формирования, труб, материала
Текст:
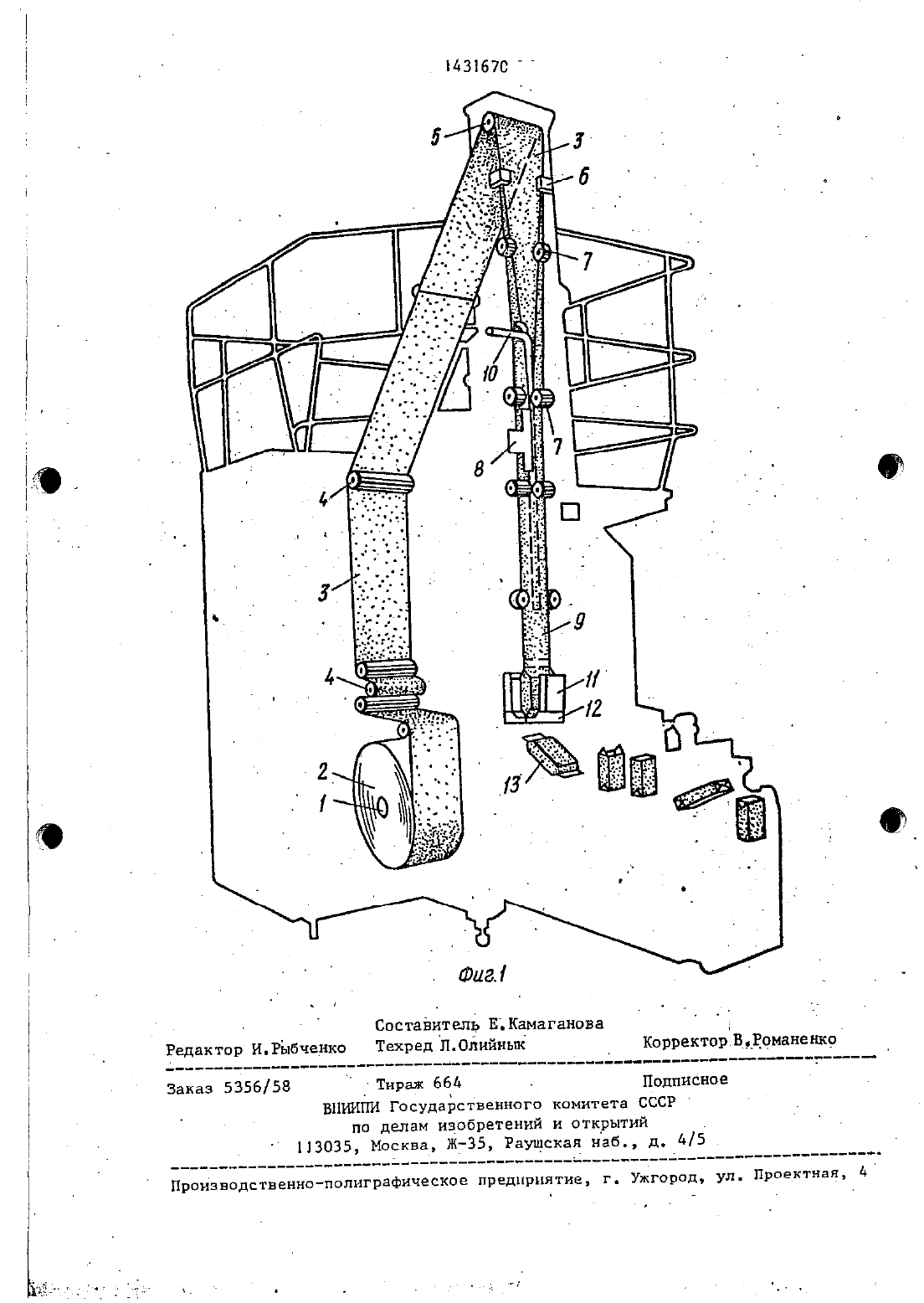
...вошли в контактнейшем автоматическим съем трубы производится следующим образом. При прибпиженииоправки 1 в крайнее нижнее положение шток 20 упирается в толкатель 12, который посредством гайюи 11 по допол мещается вверх с большей скоростью. чем скорость поступательного перемещения оправки 1. Это позволяет исключить разнотолщинностъ трубы и оплаврение участков. которые формуются в момент съема трубы с оправки 1. что повышает качество труб. Для...
Упаковочный контейнер для жидких продуктов
Номер патента: 482
Опубликовано: 30.03.1995
Авторы: Петер Фриск, Торбйерн Андерссон
МПК: B65D 5/54
Метки: жидких, упаковочный, продуктов, контейнер
Текст:
...с внутренней стороны-зоны. образуя смежную боковую стенку З заготовки. После этого вдоль линий для складывания, имеющихся в нижней части заготовки 1. происходит складывание ПРОИЗВОЛЬНЫМ образом нижней части КО. робки контейнера для образования дна б. после чего закрытый таким образом снизу контейнер заполняется необходимым содержимым. например молоком. Другой конец коробки контейнера. верхняя часть. закрывается после заполнения при помощи...
Способ получения жидкого чугуна или продуктов стали и восстановительного газа в плавильном газификаторе
Номер патента: 153
Опубликовано: 30.09.1994
Авторы: Вернер КЕППЛИНГЕР, Рольф Хаук
МПК: C21B 13/00
Метки: продуктов, получения, способ, газа, жидкого, плавильном, чугуна, или, восстановительного, стали, газификаторе
Текст:
...крупнокусковой уголь подается сверку в плавильные реактор, который при прохождениичерез первую зону лсевдоожиженного слоя не газифицируется полностьюи в-форме более крупных частиц кокса гЕОбИРНЕТС-Ч 136 ТОрОй ЗОНЕ ДОПОПНИ телъно в качестве носителей углерода.для построения второй зоны можно также применить кокс - высокотемпературный буроугольный кокс (ВНТ кусковой кокс). Согласно предлагаемому способу к первой и второй плоскостям вдувания...
Установка для упаковывания битума в термопластичную рукавную пленку
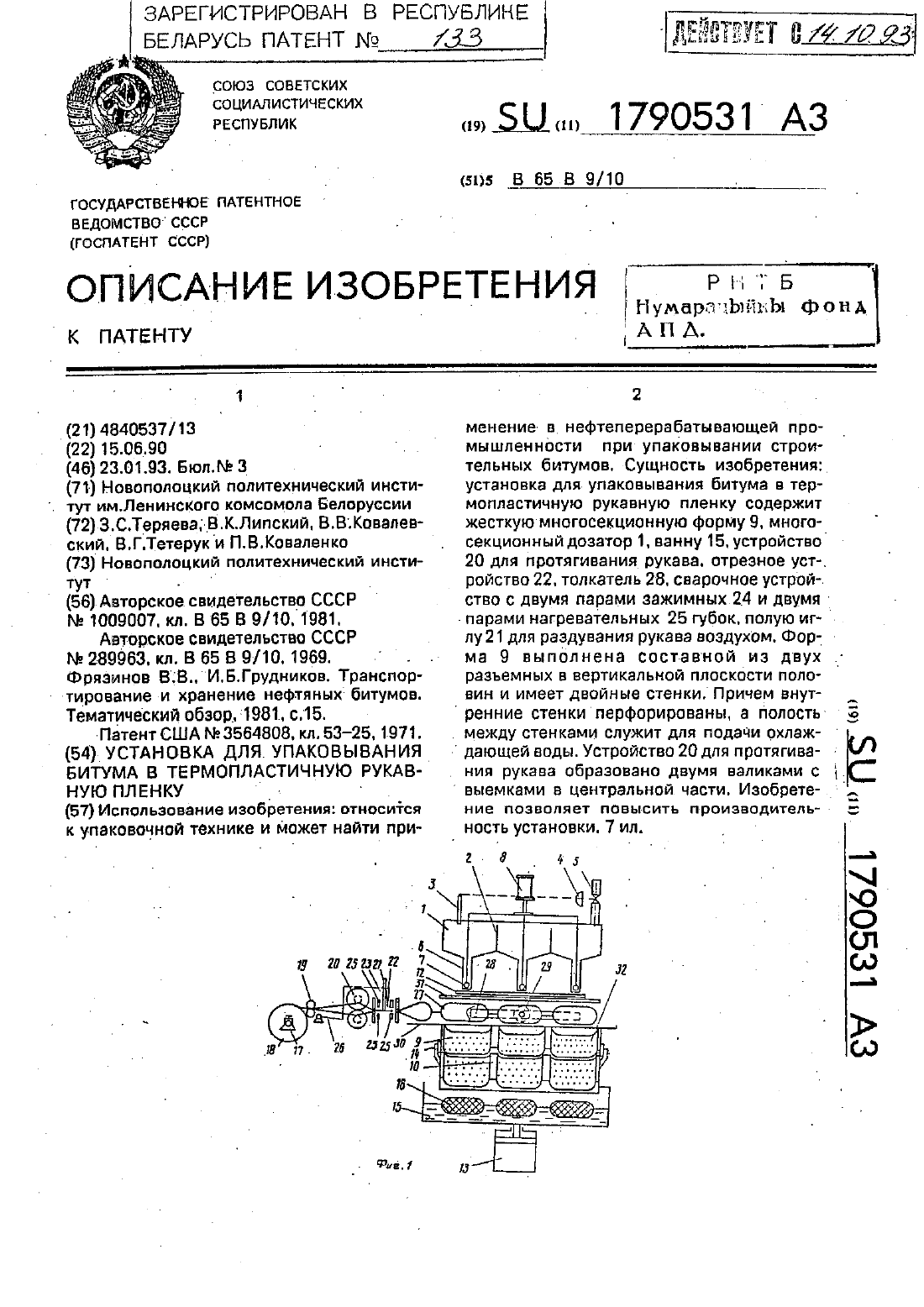
Номер патента: 133
Опубликовано: 30.09.1994
Авторы: Коваленко П. В., Липский В. К., Тетерук В. Г., Теряева З. С., Ковалевский В. В.
МПК: B65B 9/10
Метки: термопластичную, рукавную, установка, битума, упаковывания, пленку
Текст:
...раскрытой формы рычага 14 имеют, 40возвратно-поступательного перемещения в направлении. перпендикулярном направлению протягивания рукава.Перед валиками устройства для протягивания рукава расположена пластина 26. служащая для передавливания воздуха в руКЭВВ. КИНЕМЭТИЧВСКИ СЕЯЗЗННЗЯ С ПрИВОДОМ перемещения полой иглы 21.Для ввода разделенного на секции, раздутого воздухом. рукава 27 в форму 9 служит толкатель 28. смонтированныйкс возможностью...
Устройство для обработки перемещаемого полотна материала
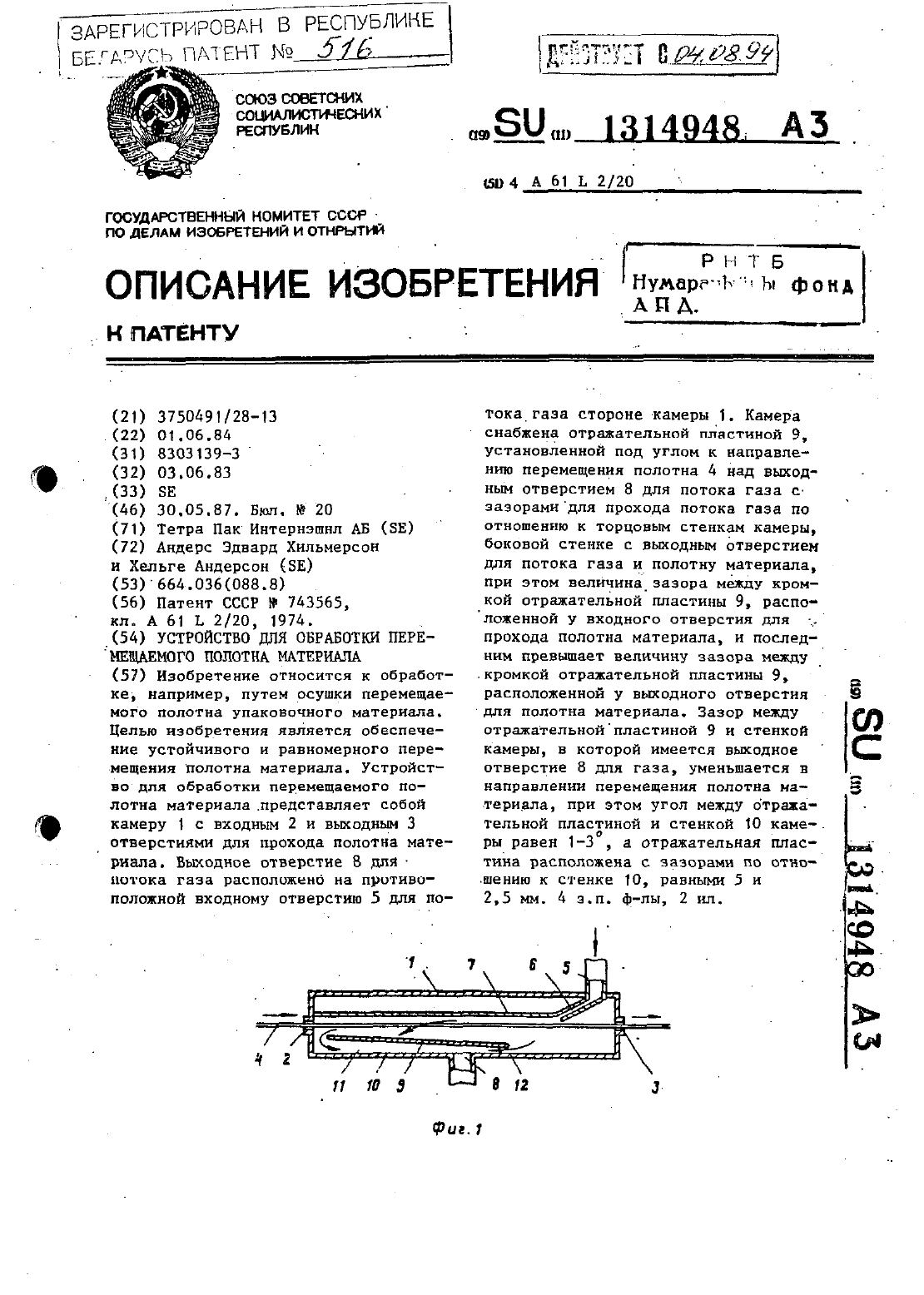
Номер патента: 516
Опубликовано: 30.03.1995
Авторы: Андерс Эдвард Хильмерсон, Хельге Андерсон
МПК: A61L 2/20
Метки: перемещаемого, материала, обработки, полотна, устройство
Текст:
...женин указано стрелками на фнг.1ная за соплом 6, обеспечивает проте Юканне горячего воздуха из сопла 6 на заданное расстояние, соприкасаясь С полотном материала что надежно обеспечивает нагревание и испарение-ОСТЗТКОБ стерилизующего аГеНТа- Од нако наличие сильного воздушного по тока связано с возникновением так называемогоэффектаКоанда, обусловленного обраэованием частичного вакуума между направляющей стенкой 7 и полотном материала д,...
Предыдущий патент: Устройство для изготовления, наполнения продуктом и запечатывания пакетов из материала, включающего термопластик
Следующий патент: Способ получения замещенных андроста-1,4-диен-3,17-дионов
Случайный патент: Кожухотрубный теплообменник