Cтан для поперечно-клиновой прокатки
Номер патента: 2858
Опубликовано: 30.06.1999
Авторы: Рудович Александр Олегович, Клушин Валерий Александрович
Текст
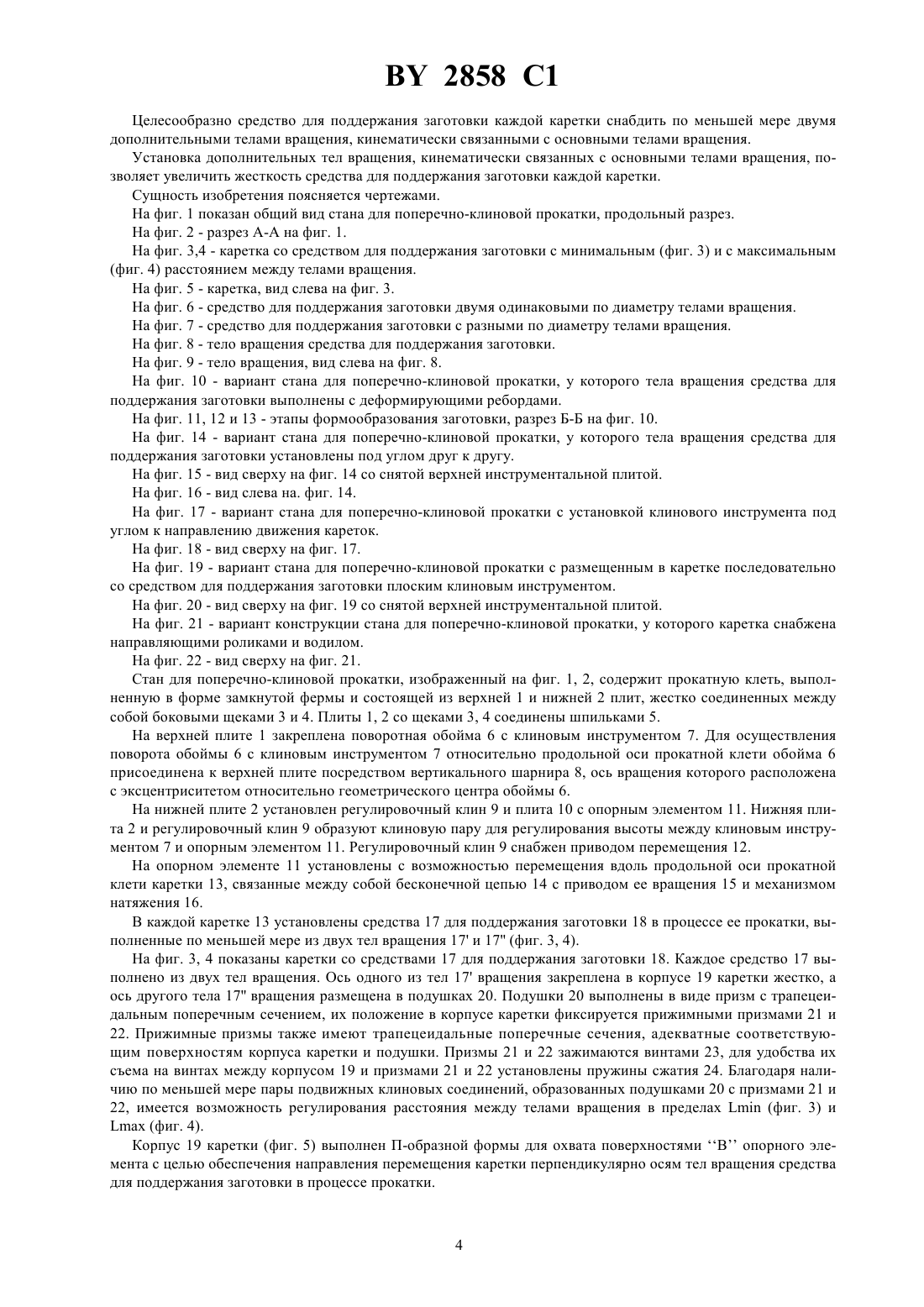
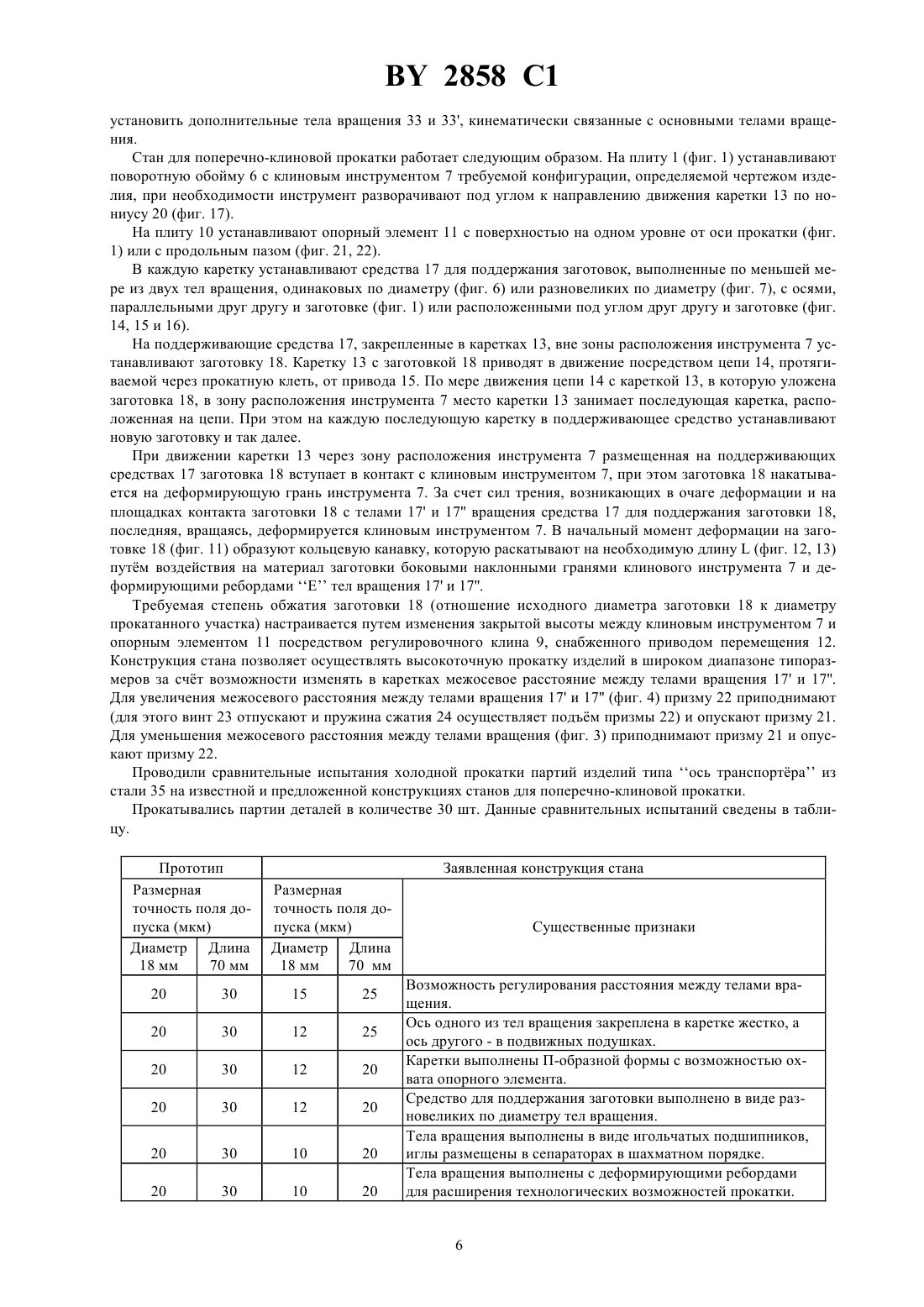
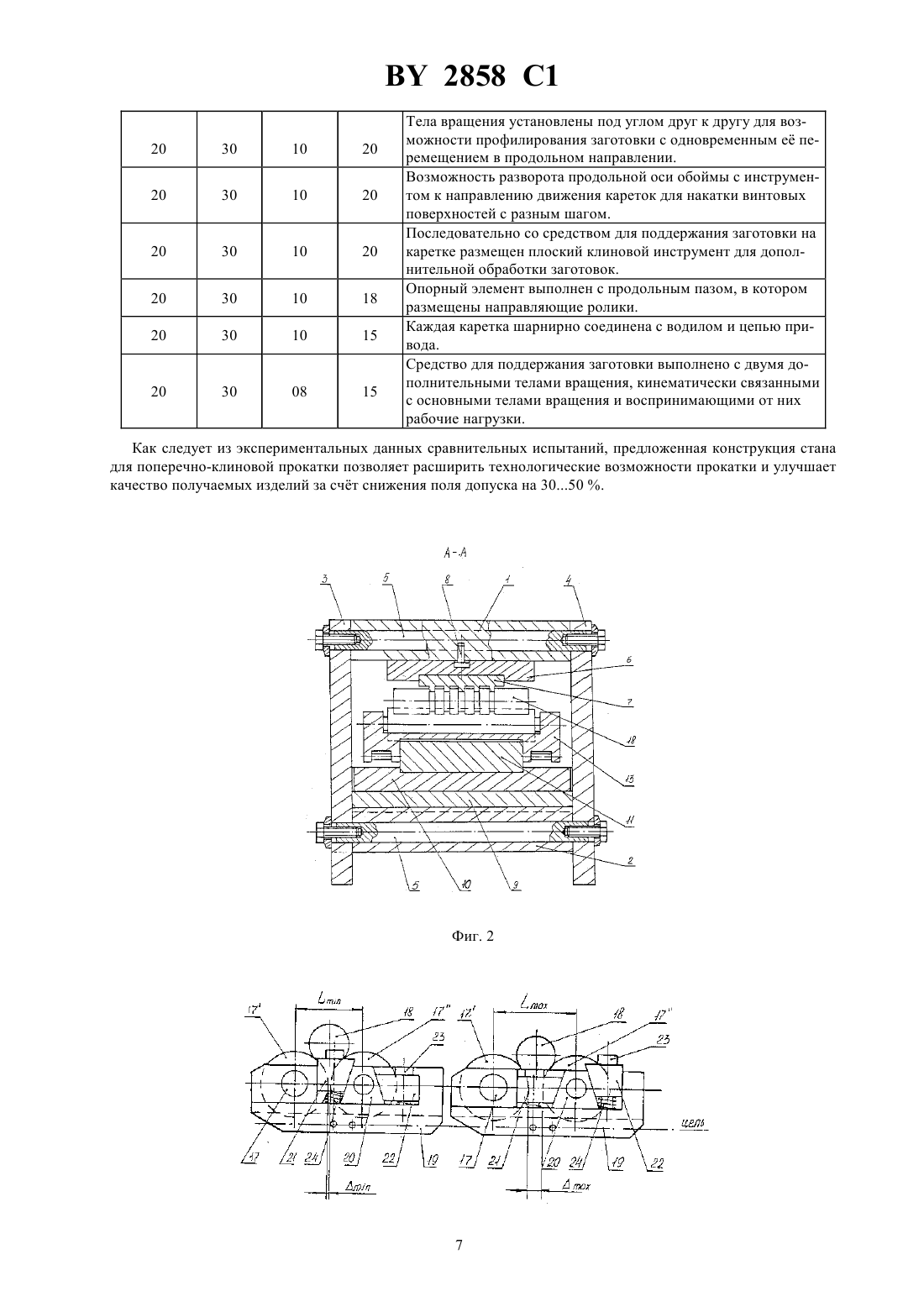
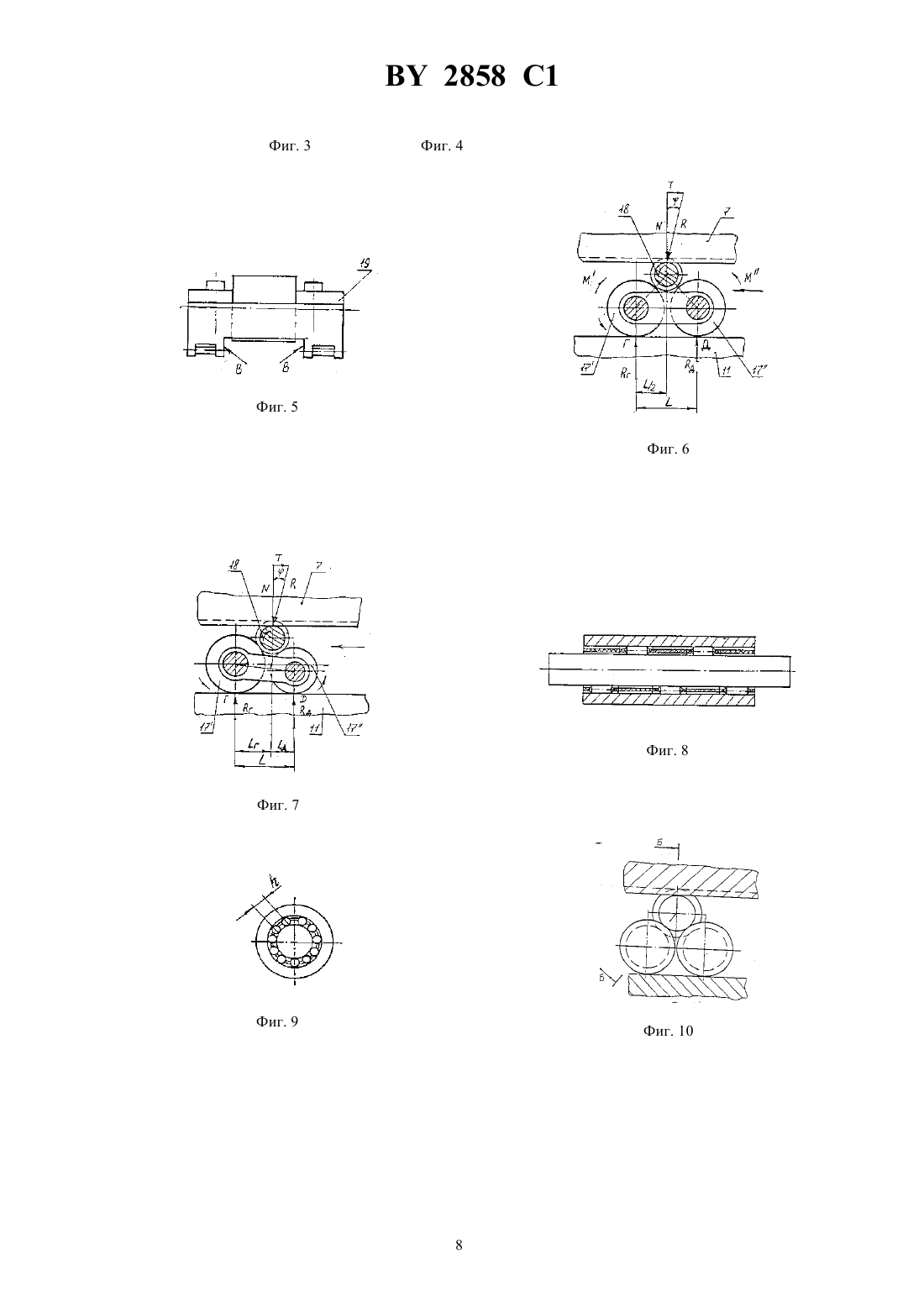
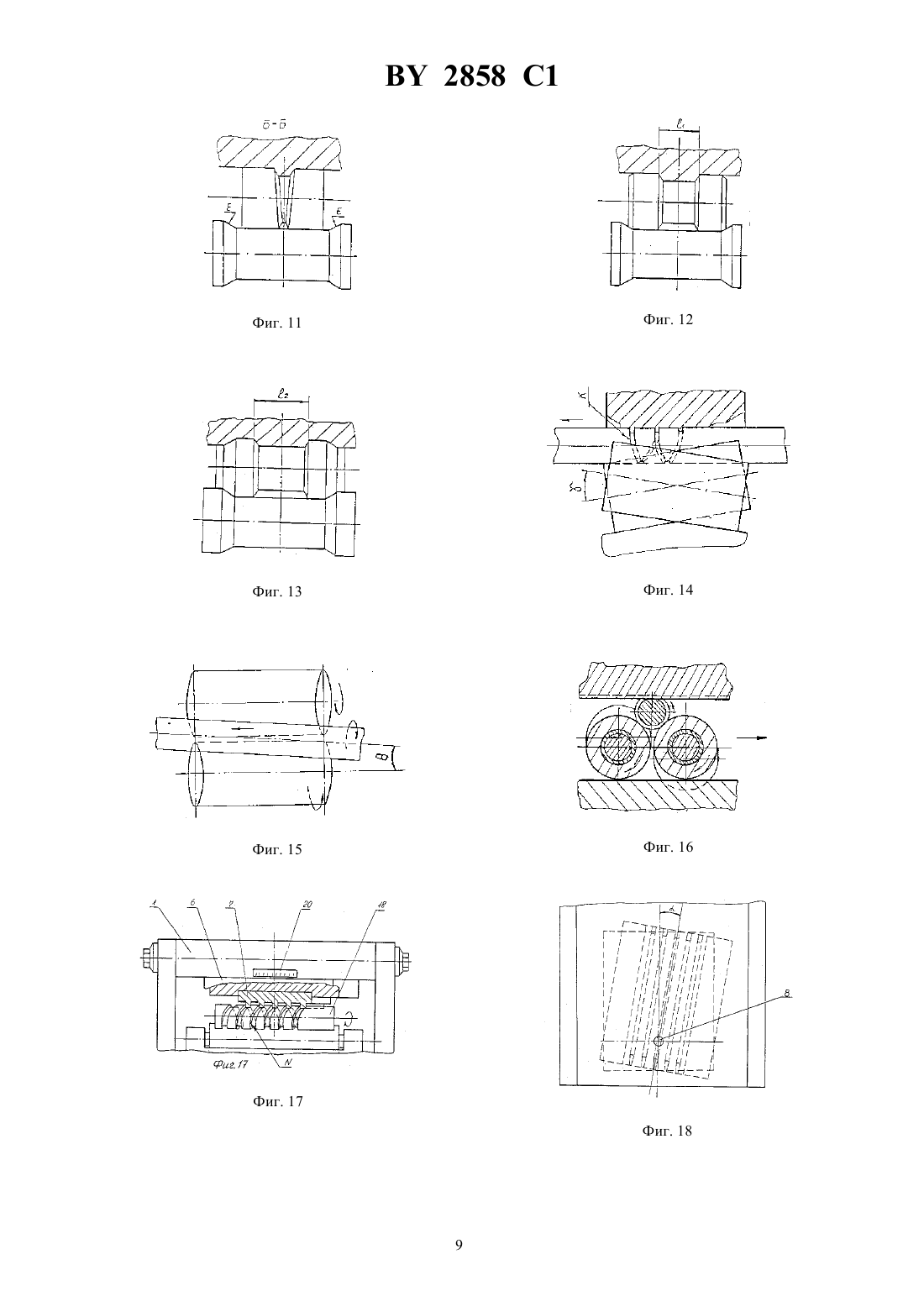
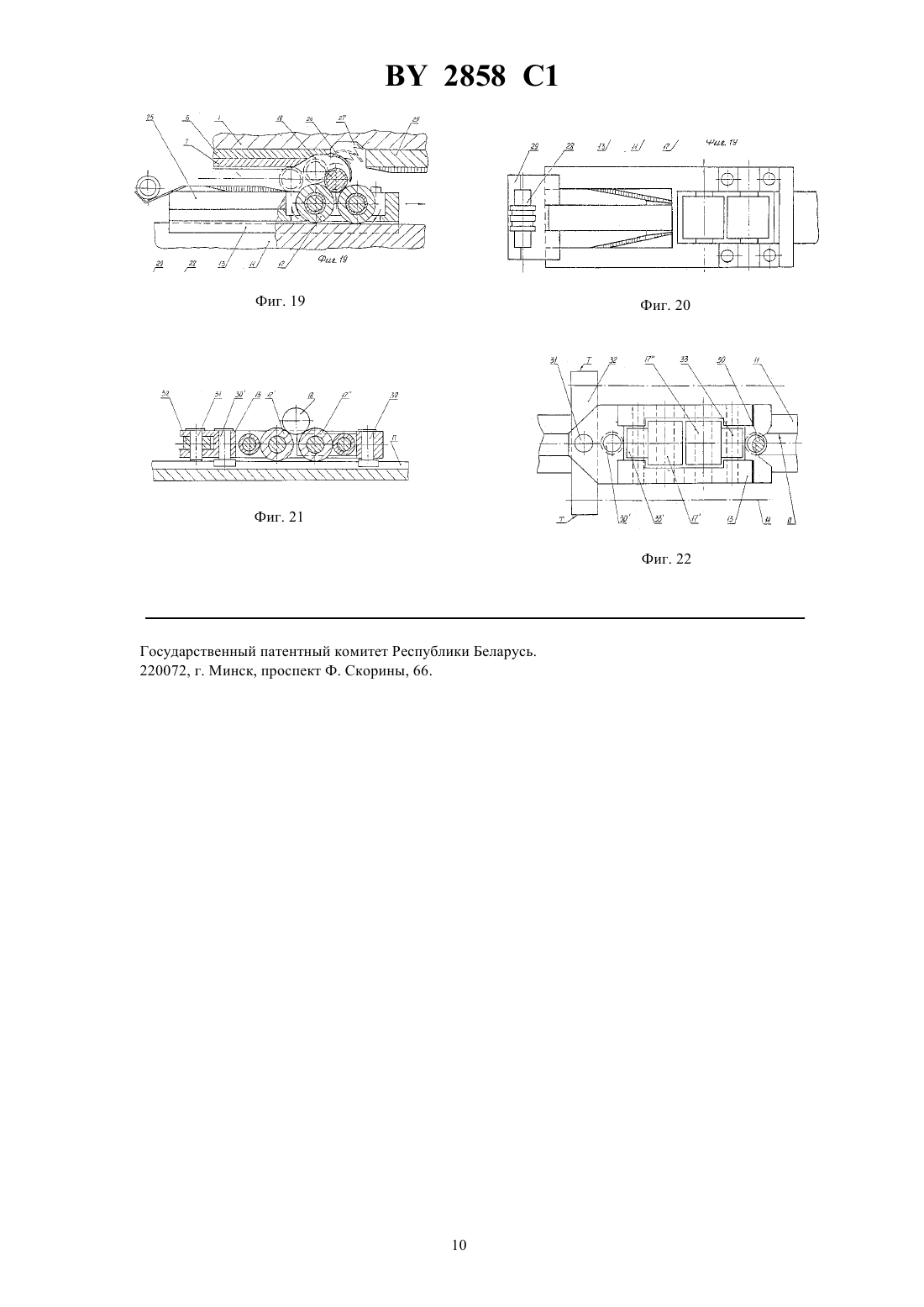
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ(73) Патентообладатели Клушин Валерий Александрович, Рудович Александр Олегович(57) 1. Стан для поперечно-клиновой прокатки, содержащий прокатную клеть, в которой смонтированы одна напротив другой верхняя инструментальная плита с клиновым инструментом и нижняя плита с опорным элементом, и установленные на опорном элементе с возможностью перемещения вдоль продольной оси стана и связанные между собой цепным приводом каретки со средством для поддержания заготовки в виде двух тел вращения, отличающийся тем, что средство для поддержания заготовки каждой каретки выполнено с возможностью регулирования расстояния между телами вращения. 2. Стан по п.1, отличающийся тем, что ось одного из тел вращения закреплена в каретке жестко, а ось другого тела вращения размещена в подушках, которые кинематически связаны с корпусом каретки посредством по меньшей мере двух подвижных клиновых соединений. 3. Стан по п.1 или 2, отличающийся тем, что каретки выполнены П-образной формы и установлены с возможностью охвата опорного элемента. 4. Стан по п.1 или 3, отличающийся тем, что в опорном элементе выполнен продольный паз, а каждая каретка снабжена по меньшей мере двумя жестко связанными с ее корпусом направляющими роликами,размещенными в указанном пазу, и смонтированным шарнирно в передней части водилом в виде поперечной траверсы, на противоположных концах которой размещены тела качения для взаимодействия с цепным приводом. 5. Стан по п.1 или 2, отличающийся тем, что средство для поддерживания заготовки каждой каретки выполнено в виде разновеликих по диаметру тел вращения, взаимодействующих с опорным элементом. Фиг. 1 6. Стан по п.1, отличающийся тем, что тела вращения средств для поддержания заготовки выполнены в виде игольчатых подшипников, иглы которых размещены в сепараторах в шахматном порядке. 2858 1 7. Стан по пп.1,2 или 5, отличающийся тем, что на телах вращения средств для поддержания заготовки выполнены деформирующие реборды. 8. Стан по пп.1,2,5 или 7, отличающийся тем, что оси тел вращения средства для поддержания заготовки каждой каретки установлены под углом относительно друг друга с возможностью его регулирования. 9. Стан по п.1, отличающийся тем, что клиновой инструмент установлен на поворотной обойме, закрепленной на верхней плите с возможностью разворота продольной оси обоймы под углом к направлению движения каретки. 10. Стан по п.9, отличающийся тем, что обойма присоединена к верхней инструментальной плите посредством вертикального шарнира, ось вращения которого расположена с эксцентриситетом относительно геометрического центра обоймы, которая при этом снабжена нониусной шкалой. 11. Стан по пп.1,4 или 5, отличающийся тем, что последовательно со средством для поддержания заготовки на каждой каретке размещен плоский клиновой инструмент. 12. Стан по п.1, отличающийся тем, что средство для поддержания заготовки каждой каретки снабжено по меньшей мере двумя дополнительными телами вращения, кинематически связанными с основными телами вращения. Изобретение относится к обработке материалов давлением, преимущественно к поперечно-клиновой прокатке, и может быть использовано для изготовления валов и осей ступенчатого профиля. Известен стан для поперечно-клиновой прокатки 1, содержащий станину, на которой смонтирована прокатная клеть с плоскопараллельными подвижным-приводным и неподвижным клиновыми инструментами. Недостаток известного стана проявляется в низкой производительности из-за наличия холостого хода для возврата подвижной инструментальной плиты в исходное положение. Проблема повышения производительности решена в конструкции стана 2, принятым в качестве прототипа. Производительность достигнута за счет одновременной прокатки двух и более деталей, последовательно задаваемых в зону обработки. Стан содержит прокатную клеть, в которой смонтированы одна напротив другой верхняя инструментальная плита с клиновым инструментом и нижняя плита с опорным элементом. Стан также содержит установленные на опорном элементе с возможностью перемещения вдоль продольной оси стана и связанные между собой цепным приводом каретки со средством для поддержания заготовки в виде двух тел вращения. Недостатком данной конструкции стана является невысокая точность геометрических размеров прокатываемых изделий и ограниченные технологические возможности формообразования. Точность геометрических размеров прокатываемых изделий и их повторяемость в партии изделий, полученной при прокатке заготовок, уложенных в различные каретки, зависит от точности тел вращения средства для поддержания заготовки и их взаимного расположения. Так, например, если диаметры роликов (тел вращения) одной каретки окажутся меньшими, чем диаметры роликов, смонтированных в других каретках, то при одинаковой наладке изделия с этой каретки будут иметь прокатанные ступени с большими значениями диаметров. Аналогичная ситуация будет и в том случае, если межосевое расстояние между роликами в одной из кареток окажется большим, чем в остальных. Ограниченные технологические возможности известного стана заключаются в том, что одним инструментом невозможно, например, получить изделия с разным шагом винтовых элементов (канавок) или изделия, значительно отличающиеся друг от друга диаметральными размерами. В основу изобретения поставлена задача улучшения качества изделий путем повышения их размерной точности и расширения технологических возможностей стана. Поставленная задача достигается тем, что в стане для поперечно-клиновой прокатки, содержащем прокатную клеть, в которой смонтированы одна напротив другой верхняя инструментальная плита с клиновым инструментом и нижняя плита с опорным элементом, и установленные на опорном элементе с возможностью перемещения вдоль продольной оси стана и связанные между собой цепным приводом каретки со средством для поддержания заготовки в виде двух тел вращения, согласно изобретению, средство для поддержания заготовки каждой каретки выполнено с возможностью регулирования расстояния между телами вращения. Регулированием расстояния между телами вращения в каждой отдельной каретке можно компенсировать погрешности диаметральных размеров роликов и обеспечить гарантированное выставление заготовки на ось прокатки, и тем самым повысить качество (геометрическую точность) прокатываемых изделий. 2 2858 1 Целесообразно ось одного из тел вращения закрепить в каретке жестко, а ось другого тела вращения разместить в подушках, которые кинематически связаны с корпусом каретки посредством по меньшей мере двух подвижных клиновых соединений. Это позволяет создать жесткую конструкцию средства для поддержания заготовки с минимальными упругими деформациями и, следовательно, повысить геометрическую точность прокатываемых изделий. Клиновые соединения, кроме придания конструкции жесткости, обеспечивают плавное регулирование, что также способствует точному выставлению заготовки на ось прокатки. Кроме достижения поставленной цели, механизм регулирования расстояния между телами вращения может быть использован в аварийных ситуациях для расклинивания каретки, например, в случае попадания в. средство для поддержания заготовки большего диаметра или осуществления неправильной наладки, когда происходит заклинивание заготовки между инструментом и роликами. Целесообразно каретки выполнять П-образной формы и устанавливать с возможностью охвата опорного элемента. Это позволяет обеспечить направление движения каретки параллельно клиновому инструменту и этим самым повысить точность линейных размеров прокатываемых изделий. Возможно выполнение опорного элемента с продольным пазом, а каждая каретка при этом снабжена по меньшей мере двумя жестко связанными с ее корпусом направляющими роликами, размещенными в указанном пазу, и смонтированным шарнирно в передней части водилом в виде поперечной траверсы, на противоположных концах которой размещены тела качения для взаимодействия с цепным приводом. Такая конструкция каретки повышает надежность ее работы за счет увеличения количества циклов поступательных перемещений без отказов в процессе рабочего хода при прокатке. Надежность работы узла каретки - опорный элемент, образующих кинематическую пару трения, достигнута за счет того, что совокупность направляющих роликов и водила обеспечивает поступательное движение каретки без перекосов и, как следствие, без заклинивания и большого износа пары трения. Перекосы каретки возникают из-за того, что звездочки цепного привода практически невозможно выставить в одной плоскости, кроме того, в процессе формообразования изделия возникает дебаланс усилий прокатки, который приводит к перекосам каретки. Выполнение конструкции каретки плавающего типа обеспечивает стабильность размерной точности геометрических параметров прокатанных изделий. Целесообразно средство для поддержания заготовки каждой каретки выполнить в виде разновеликих по диаметру тел вращения, взаимодействующих с опорным элементом. Такое исполнение тел вращения позволяет компенсировать влияние сил трения в очаге деформации изменением реакций опорного элемента на тела вращения средства для поддержания заготовки, что исключает появление опрокидывающего момента на каретках и повышает качество прокатки. Целесообразно тела вращения средства для поддержания заготовки выполнить в виде игольчатых подшипников, иглы которых размещены в сепараторах в шахматном порядке. Выполнение тел вращения средства для поддержания заготовки в виде подшипника качения с несколькими рядами игл, размещенных в сепараторах в шахматном порядке, способствует созданию жесткой конструкции средства для поддержания заготовки, что увеличивает точность диаметральных размеров прокатываемых изделий. Целесообразно, с целью расширения технологических возможностей и повышения качества изделий, на телах вращения средства для поддержания заготовки выполнить деформирующие реборды. Это позволяет повысить качество поверхностей прокатываемых изделий, а также позволяет формообразовывать на заготовке фаски и концевые ступени меньших диаметров. Целесообразно, чтобы оси тел вращения средства для поддержания заготовки каждой каретки имели возможность устанавливаться под углом относительно друг друга с возможностью его регулирования. Возможность установки тел вращения под углом относительно друг друга позволяет осуществить профилирование заготовки с одновременным ее перемещением в продольном направлении. Целесообразно клиновой инструмент установить на поворотной обойме, закрепленной на верхней плите с возможностью разворота продольной оси обоймы под углом к направлению движения каретки. Это позволяет одним инструментом осуществить формообразование различных изделий. Целесообразно обойму присоединить к верхней инструментальной плите посредством вертикального шарнира, ось вращения которого расположена с эксцентриситетом относительно геометрического центра обоймы, которая при этом снабжена нониусной шкалой. Такое конструктивное исполнение позволит осуществить контролируемый разворот инструмента относительно продольной оси прокатки клети, что расширяет возможность формообразования и повышает геометрическую точность прокатываемых изделий. Целесообразно последовательно со средством для поддержания заготовки на каждой каретке разместить плоский клиновой инструмент. Это расширяет технологические возможности формообразования. 3 2858 1 Целесообразно средство для поддержания заготовки каждой каретки снабдить по меньшей мере двумя дополнительными телами вращения, кинематически связанными с основными телами вращения. Установка дополнительных тел вращения, кинематически связанных с основными телами вращения, позволяет увеличить жесткость средства для поддержания заготовки каждой каретки. Сущность изобретения поясняется чертежами. На фиг. 1 показан общий вид стана для поперечно-клиновой прокатки, продольный разрез. На фиг. 2 - разрез А-А на фиг. 1. На фиг. 3,4 - каретка со средством для поддержания заготовки с минимальным (фиг. 3) и с максимальным(фиг. 4) расстоянием между телами вращения. На фиг. 5 - каретка, вид слева на фиг. 3. На фиг. 6 - средство для поддержания заготовки двумя одинаковыми по диаметру телами вращения. На фиг. 7 - средство для поддержания заготовки с разными по диаметру телами вращения. На фиг. 8 - тело вращения средства для поддержания заготовки. На фиг. 9 - тело вращения, вид слева на фиг. 8. На фиг. 10 - вариант стана для поперечно-клиновой прокатки, у которого тела вращения средства для поддержания заготовки выполнены с деформирующими ребордами. На фиг. 11, 12 и 13 - этапы формообразования заготовки, разрез Б-Б на фиг. 10. На фиг. 14 - вариант стана для поперечно-клиновой прокатки, у которого тела вращения средства для поддержания заготовки установлены под углом друг к другу. На фиг. 15 - вид сверху на фиг. 14 со снятой верхней инструментальной плитой. На фиг. 16 - вид слева на. фиг. 14. На фиг. 17 - вариант стана для поперечно-клиновой прокатки с установкой клинового инструмента под углом к направлению движения кареток. На фиг. 18 - вид сверху на фиг. 17. На фиг. 19 - вариант стана для поперечно-клиновой прокатки с размещенным в каретке последовательно со средством для поддержания заготовки плоским клиновым инструментом. На фиг. 20 - вид сверху на фиг. 19 со снятой верхней инструментальной плитой. На фиг. 21 - вариант конструкции стана для поперечно-клиновой прокатки, у которого каретка снабжена направляющими роликами и водилом. На фиг. 22 - вид сверху на фиг. 21. Стан для поперечно-клиновой прокатки, изображенный на фиг. 1, 2, содержит прокатную клеть, выполненную в форме замкнутой фермы и состоящей из верхней 1 и нижней 2 плит, жестко соединенных между собой боковыми щеками 3 и 4. Плиты 1, 2 со щеками 3, 4 соединены шпильками 5. На верхней плите 1 закреплена поворотная обойма 6 с клиновым инструментом 7. Для осуществления поворота обоймы 6 с клиновым инструментом 7 относительно продольной оси прокатной клети обойма 6 присоединена к верхней плите посредством вертикального шарнира 8, ось вращения которого расположена с эксцентриситетом относительно геометрического центра обоймы 6. На нижней плите 2 установлен регулировочный клин 9 и плита 10 с опорным элементом 11. Нижняя плита 2 и регулировочный клин 9 образуют клиновую пару для регулирования высоты между клиновым инструментом 7 и опорным элементом 11. Регулировочный клин 9 снабжен приводом перемещения 12. На опорном элементе 11 установлены с возможностью перемещения вдоль продольной оси прокатной клети каретки 13, связанные между собой бесконечной цепью 14 с приводом ее вращения 15 и механизмом натяжения 16. В каждой каретке 13 установлены средства 17 для поддержания заготовки 18 в процессе ее прокатки, выполненные по меньшей мере из двух тел вращения 17 и 17 (фиг. 3, 4). На фиг. 3, 4 показаны каретки со средствами 17 для поддержания заготовки 18. Каждое средство 17 выполнено из двух тел вращения. Ось одного из тел 17 вращения закреплена в корпусе 19 каретки жестко, а ось другого тела 17 вращения размещена в подушках 20. Подушки 20 выполнены в виде призм с трапецеидальным поперечным сечением, их положение в корпусе каретки фиксируется прижимными призмами 21 и 22. Прижимные призмы также имеют трапецеидальные поперечные сечения, адекватные соответствующим поверхностям корпуса каретки и подушки. Призмы 21 и 22 зажимаются винтами 23, для удобства их съема на винтах между корпусом 19 и призмами 21 и 22 установлены пружины сжатия 24. Благодаря наличию по меньшей мере пары подвижных клиновых соединений, образованных подушками 20 с призмами 21 и 22, имеется возможность регулирования расстояния между телами вращения в пределах(фиг. 3) и(фиг. 4). Корпус 19 каретки (фиг. 5) выполнен П-образной формы для охвата поверхностями В опорного элемента с целью обеспечения направления перемещения каретки перпендикулярно осям тел вращения средства для поддержания заготовки в процессе прокатки. 2858 1 На фиг. 6 показана конструкция стана для поперечно-клиновой прокатки, у которой средство для поддержания заготовки выполнено в виде двух одинаковых по диаметру тел вращения. Такое исполнение целесообразно использовать при небольших степенях деформации заготовки 1,11,2, когда усилие прокатки имеет малое значение. При больших степенях деформации распорное усилие прокаткивозрастает и направление его воздействия на заготовку отклоняется от нормальной компоненты усилияна угол , учитывающий влияние силы трения Т в очаге деформации. Это обстоятельство вызывает разные реакции со стороны опорного элемента 11 на тела вращения 17 и 17 (гд), что, при равных значениях плеч приложения опорных реакций /2, создат опрокидывающий момент ММ-М, отрицательно влияющий на качество прокатки и способствующий возможности проскальзывания заготовки 18 относительно инструмента 7. На фиг. 7 показан вариант выполнения стана, в котором с целью обеспечения равновесного состояния средства для поддержания заготовки последнее выполнено в виде разновеликих по диаметру тел вращения,взаимодействующих с опорным элементом. Для обеспечения равновесного состояния необходимо соблюдение следующего условия г/дд/г, где г и д - опорные реакции, действующие на тела вращения,г и д - плечи приложения опорных реакций г и д относительно оси заготовки. На фиг. 8 и 9 показан один из предпочтительных вариантов изготовления тел вращения средства для поддержания заготовки. Тело вращения выполнено в виде подшипника качения с несколькими рядами игл, размещенными в сепараторах, причем каждый следующий ряд сдвинут относительно предыдущего на 0,5 расстояния между иглами . Это способствует созданию жесткой конструкции средства для поддержания заготовки, воспринимающей значительные нагрузки при минимальных потерях на трение, что увеличивает точность диаметральных размеров прокатываемых изделий. На фиг. 10 показан вариант стана для поперечно-клиновой прокатки, в котором на телах вращения средства для поддержания заготовки выполнены деформирующие реборды, а на фиг. 11, 12 и 13 - этапы формообразования изделия. Тела вращения в этом случае выполняют на начальной стадии функции поддержания заготовки, а на последующих этапах, по мере удлинения заготовки, непосредственно участвуют в процессе е формообразования ребордами Е тел вращения. Такое решение расширяет технологические возможности стана и гарантирует качество с высокой степенью точности линейных размеров прокатываемых изделий. На фиг. 14, вид спереди, показан вариант стана для поперечно-клиновой прокатки, в котором оси тел вращения средства для поддержания заготовки установлены под угломотносительно друг друга с возможностью его регулирования, при этом ось заготовки остается параллельной плоскому инструменту. На фиг. 15 и 16, вид сверху и вид слева на фиг. 14, показано, что ось заготовки установлена под угломк оси тел вращения и к поперечной оси плоского клинового инструмента. В результате такого расположения средства для поддержания заготовки и деформирующего инструмента заготовка в процессе е формообразования не только вращается, но и поступательно перемещается вдоль своей оси, т.е. совершает винтовое движение. Таким образом профиль плоского инструмента при его внедрении в заготовку образует на ней не кольцевую канавку, а винтовую К, что расширяет возможности стана для поперечно-клиновой прокатки и процесса в целом. На фиг. 17 и 18 показан вариант стана для поперечно-клиновой прокатки, у которого клиновой инструмент 7 закреплен на обойме 6, установленной на верхней плите 1 с возможностью разворота ее продольной оси под угломк направлению движения кареток посредством вертикального шарнира 8, ось вращения которого расположена с эксцентриситетом относительно геометрического центра обоймы. Это позволяет расширить технологические возможности стана за счет прокатки изделий 18 с винтовым профилем , причем шаг винтового профиля можно изменять по нониусной шкале 20 путм разворота клинового инструмента. На фиг. 19 и 20 показан вариант стана для поперечно-клиновой прокатки, у которого на каждой каретке последовательно со средством 17 для поддержания заготовки дополнительно размещен плоский клиновой инструмент 25. На верхней плите 1, кроме клинового инструмента 7, в обойме 6 тоже дополнительно размещен плоский клиновой инструмент 25. После прохождения каретки 13 через зону действия инструмента 7 заготовка 18 удаляется из средства 17 рычагом 26 в зону действия клина 25. При дальнейшем движении каретки 13 с заготовкой 18, занимающей положение перед клиновым инструментом 25, заготовка поднимает рычаг 26, сжимая пружину 27, вступает во взаимодействие с клиновым инструментом 25. Затем заготовку деформируют инструментами 25 и 25, и полученное изделие 28 скатывается на лоток 29. На фиг. 21 и 22 показан вариант стана для поперечно-клиновой прокатки, у которого опорный элемент 11 выполнен с продольным пазом П, в котором размещены по меньшей мере два направляющих ведомых ролика 30 и 30, жестко связанных с корпусом каретки 13, передняя часть которой через шарнир 31 присоединена к водилу 32, имеющего форму поперечной траверсы, на противоположных концах которой размещены тела качения Т (на чертежах условно не показаны) для взаимодействия с цепью14 привода каретки 13. С целью увеличения жесткости средства для поддержания заготовки в процессе прокатки в каретке 13(фиг. 21, 22), кроме тел вращения 17 и 17, непосредственно контактирующих с заготовкой, целесообразно 2858 1 установить дополнительные тела вращения 33 и 33, кинематически связанные с основными телами вращения. Стан для поперечно-клиновой прокатки работает следующим образом. На плиту 1 (фиг. 1) устанавливают поворотную обойму 6 с клиновым инструментом 7 требуемой конфигурации, определяемой чертежом изделия, при необходимости инструмент разворачивают под углом к направлению движения каретки 13 по нониусу 20 (фиг. 17). На плиту 10 устанавливают опорный элемент 11 с поверхностью на одном уровне от оси прокатки (фиг. 1) или с продольным пазом (фиг. 21, 22). В каждую каретку устанавливают средства 17 для поддержания заготовок, выполненные по меньшей мере из двух тел вращения, одинаковых по диаметру (фиг. 6) или разновеликих по диаметру (фиг. 7), с осями,параллельными друг другу и заготовке (фиг. 1) или расположенными под углом друг другу и заготовке (фиг. 14, 15 и 16). На поддерживающие средства 17, закрепленные в каретках 13, вне зоны расположения инструмента 7 устанавливают заготовку 18. Каретку 13 с заготовкой 18 приводят в движение посредством цепи 14, протягиваемой через прокатную клеть, от привода 15. По мере движения цепи 14 с кареткой 13, в которую уложена заготовка 18, в зону расположения инструмента 7 место каретки 13 занимает последующая каретка, расположенная на цепи. При этом на каждую последующую каретку в поддерживающее средство устанавливают новую заготовку и так далее. При движении каретки 13 через зону расположения инструмента 7 размещенная на поддерживающих средствах 17 заготовка 18 вступает в контакт с клиновым инструментом 7, при этом заготовка 18 накатывается на деформирующую грань инструмента 7. За счет сил трения, возникающих в очаге деформации и на площадках контакта заготовки 18 с телами 17 и 17 вращения средства 17 для поддержания заготовки 18,последняя, вращаясь, деформируется клиновым инструментом 7. В начальный момент деформации на заготовке 18 (фиг. 11) образуют кольцевую канавку, которую раскатывают на необходимую длину(фиг. 12, 13) путм воздействия на материал заготовки боковыми наклонными гранями клинового инструмента 7 и деформирующими ребордами Е тел вращения 17 и 17. Требуемая степень обжатия заготовки 18 (отношение исходного диаметра заготовки 18 к диаметру прокатанного участка) настраивается путем изменения закрытой высоты между клиновым инструментом 7 и опорным элементом 11 посредством регулировочного клина 9, снабженного приводом перемещения 12. Конструкция стана позволяет осуществлять высокоточную прокатку изделий в широком диапазоне типоразмеров за счт возможности изменять в каретках межосевое расстояние между телами вращения 17 и 17. Для увеличения межосевого расстояния между телами вращения 17 и 17 (фиг. 4) призму 22 приподнимают(для этого винт 23 отпускают и пружина сжатия 24 осуществляет подъм призмы 22) и опускают призму 21. Для уменьшения межосевого расстояния между телами вращения (фиг. 3) приподнимают призму 21 и опускают призму 22. Проводили сравнительные испытания холодной прокатки партий изделий типа ось транспортра из стали 35 на известной и предложенной конструкциях станов для поперечно-клиновой прокатки. Прокатывались партии деталей в количестве 30 шт. Данные сравнительных испытаний сведены в таблицу. Прототип Размерная точность поля допуска (мкм) Диаметр Длина 18 мм 70 мм Заявленная конструкция стана Размерная точность поля допуска (мкм) Диаметр Длина 18 мм 70 мм Возможность регулирования расстояния между телами вращения. Ось одного из тел вращения закреплена в каретке жестко, а ось другого - в подвижных подушках. Каретки выполнены П-образной формы с возможностью охвата опорного элемента. Средство для поддержания заготовки выполнено в виде разновеликих по диаметру тел вращения. Тела вращения выполнены в виде игольчатых подшипников,иглы размещены в сепараторах в шахматном порядке. Тела вращения выполнены с деформирующими ребордами для расширения технологических возможностей прокатки. 6 Тела вращения установлены под углом друг к другу для возможности профилирования заготовки с одновременным е перемещением в продольном направлении. Возможность разворота продольной оси обоймы с инструментом к направлению движения кареток для накатки винтовых поверхностей с разным шагом. Последовательно со средством для поддержания заготовки на каретке размещен плоский клиновой инструмент для дополнительной обработки заготовок. Опорный элемент выполнен с продольным пазом, в котором размещены направляющие ролики. Каждая каретка шарнирно соединена с водилом и цепью привода. Средство для поддержания заготовки выполнено с двумя дополнительными телами вращения, кинематически связанными с основными телами вращения и воспринимающими от них рабочие нагрузки. Как следует из экспериментальных данных сравнительных испытаний, предложенная конструкция стана для поперечно-клиновой прокатки позволяет расширить технологические возможности прокатки и улучшает качество получаемых изделий за счт снижения поля допуска на 3050 . Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B21H 1/18
Метки: прокатки, cтан, поперечно-клиновой
Код ссылки
<a href="https://by.patents.su/10-2858-ctan-dlya-poperechno-klinovojj-prokatki.html" rel="bookmark" title="База патентов Беларуси">Cтан для поперечно-клиновой прокатки</a>
Стан для поперечно-клиновой прокатки

Номер патента: 2301
Опубликовано: 30.09.1998
Авторы: Рудович Александр Олегович, Сильванович Николай Владимирович
МПК: B21H 1/18
Метки: поперечно-клиновой, стан, прокатки
Текст:
...(верхняя) кинематически связана с телами качения посредством двуплечих рычагов (вид сбоку) на фиг. 2 схематически изображена прокатная клеть, в которой нагружатель выполнен в виде двух штанг, телескопически соединенных между собой на фиг. 3 - принципиальная схема стана, в котором эксцентрики узла регулировки рабочего зазора смонтированы внутри двух противоположных траверс стана, на которых размещены инструментальные плиты (разрез А-А) по фиг....
Стан для поперечно-клиновой прокатки
Номер патента: 2299
Опубликовано: 30.09.1998
Авторы: Рудович Александр Олегович, Полюхович Адам Петрович, Сильванович Николай Владимирович
МПК: B21H 1/18
Метки: стан, прокатки, поперечно-клиновой
Текст:
...мере, одной винтовой парой, при этом , гайка упомянутой винтовой пары была бы установлена на одной из частей рейки с возможностью относительного поворота, а винт был бы закреплен неподвижно на другой части. Снабжение узла регулировки зазора механизмом синхронного поворота эксцентриковых валов, направлено на обеспечение одновременного управления этими валами, что повысить точность установки необходимого зазора между клиновыми инструментами и,...
Инструмент для поперечно-клиновой прокатки
Номер патента: 2369
Опубликовано: 30.09.1998
Автор: Куксенков Василий Андреевич
МПК: B21H 1/18
Метки: поперечно-клиновой, прокатки, инструмент
Текст:
...узких формообразующих клиновых элементов любой длины. Кроме того, в задачу входит также и уменьшение трудоемкости изготовления инструмента за счет дополнительного сжатия набора клиновых элементов по всей длине паза. Сущность изобретения заключается в том, что в инструменте для поперечно-клиновой прокатки,одержащем обойму, включающую инструментальную плиту и закрепленные на ее несущей поверхности с образованием паза планки, а также...
Стан для поперечно-клиновой прокатки
Номер патента: 45
Опубликовано: 30.05.1994
Авторы: Клушин В. А., Щукин В. Я., Ермолович В. И., Садко В. И.
МПК: B21H 1/18
Метки: стан, прокатки, поперечно-клиновой
Текст:
...стан содержит кор пус 1 н подвижные плиты 2, 3 с закрепленны на них инструментом. корПУС СТЕП-За. СОСТОИТ ИЗ ДВУХ частей верхней 4 н нижней 5, выолненныи с выступами 6 по линии разъема, образующими в сборе замок типа выстуш- т паз. В выступах имеются сквозные . отверстия, где размещены оси 7. На то осях выполнены эксцентричные участки, соответствующие по длине и шагу шипам однои из частей корпуса.Стан работает следующим образом. Подвижным...
Способ получения деталей из прутка путем поперечно-клиновой прокатки и устройство для осуществления этого способа
Номер патента: 2564
Опубликовано: 30.12.1998
Авторы: Рудович Александр Олегович, Давидович Александр Николаевич, Сильванович Николай Владимирович, Середа Николай Ефимович, Щукин Валерий Яковлевич
МПК: B21H 1/18
Метки: получения, путем, прокатки, прутка, этого, осуществления, устройство, деталей, способ, поперечно-клиновой, способа
Текст:
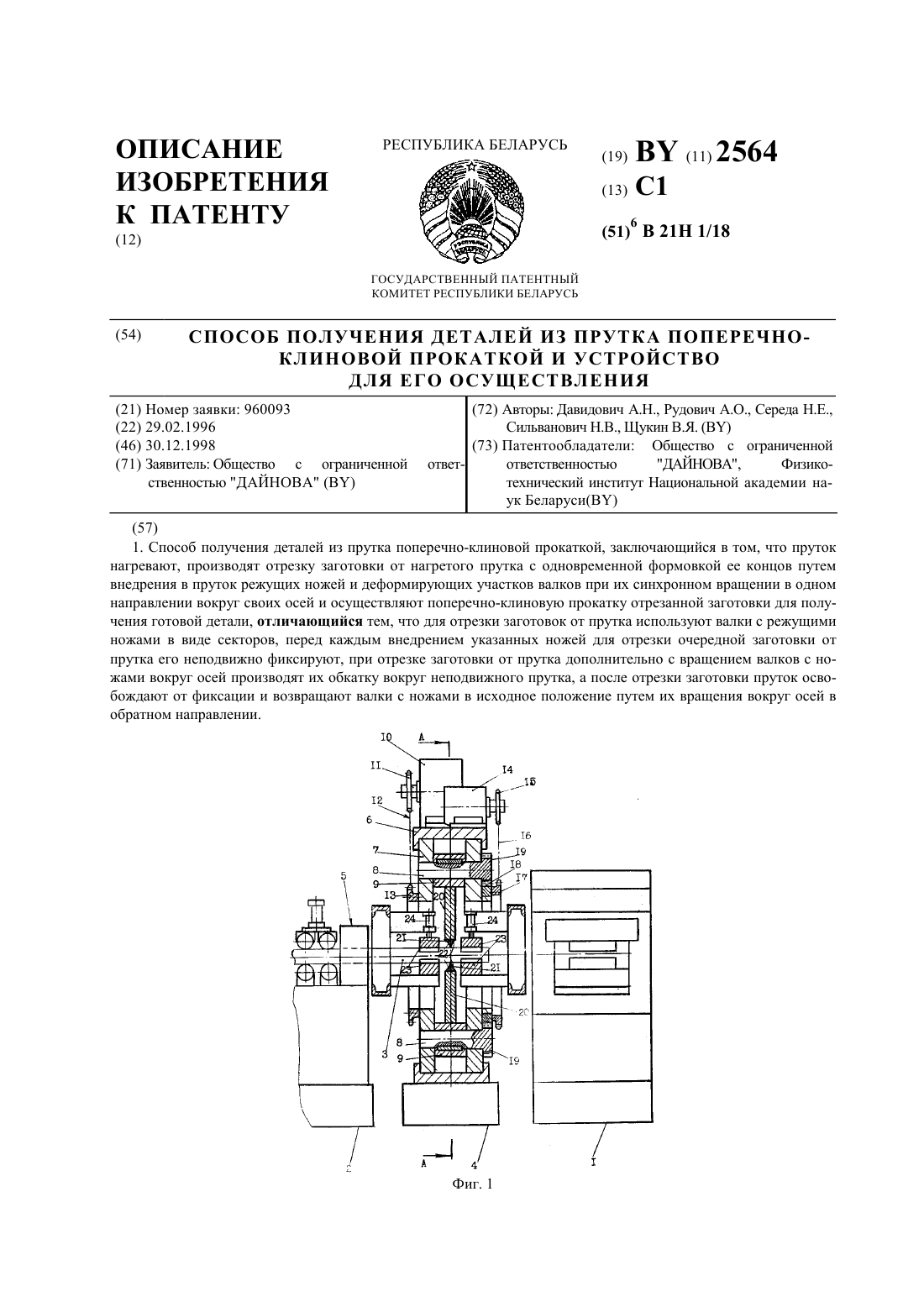
...обкатку вокруг неподвижного прутка, а после отрезки заготовки пруток освобождают от фиксации и возвращают валки с ножами в исходное положение путем их вращения вокруг осей в обратном направлении. Использование валков с режущими кромками в виде секторов и неподвижная фиксация прутка устраняет отрицательное явление вращения прутка во время процесса отрезки и предварительной формовки заготовок. Поворот вращающихся валков вокруг прутка обеспечит...
Предыдущий патент: Устройство для перемещения осветителя наблюдательных оптических аппаратов
Следующий патент: Способ преобразования тепловой энергии в механическую работу и установка для его осуществления
Случайный патент: Дорожное покрытие