Способ изготовления изделий кольцевой формы из порошковых низколегированных сталей
Номер патента: 16031
Опубликовано: 30.06.2012
Авторы: Ильющенко Александр Федорович, Тарусов Игорь Николаевич, Гучек Виталий Николаевич, Горохов Валерий Михайлович
Текст
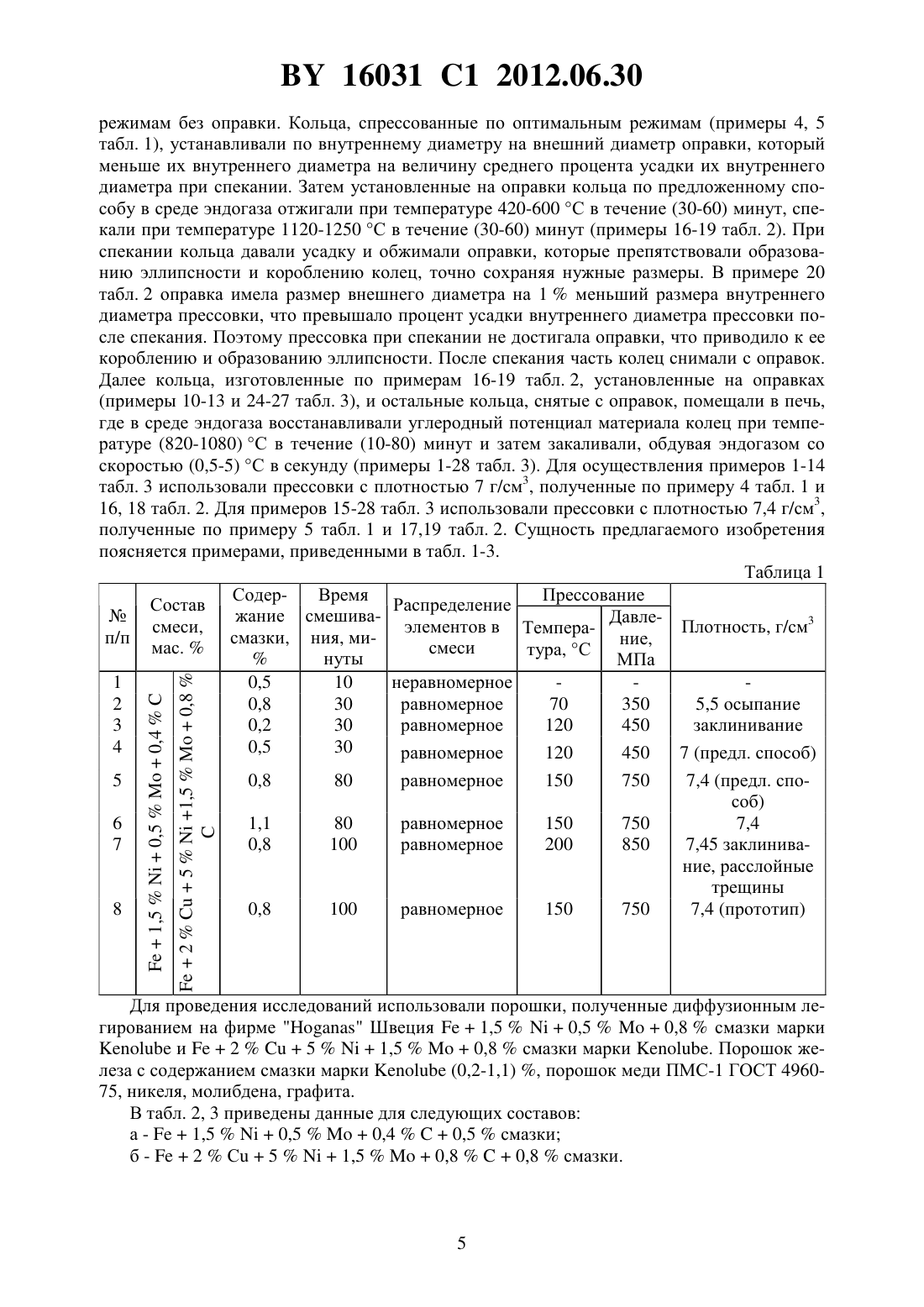
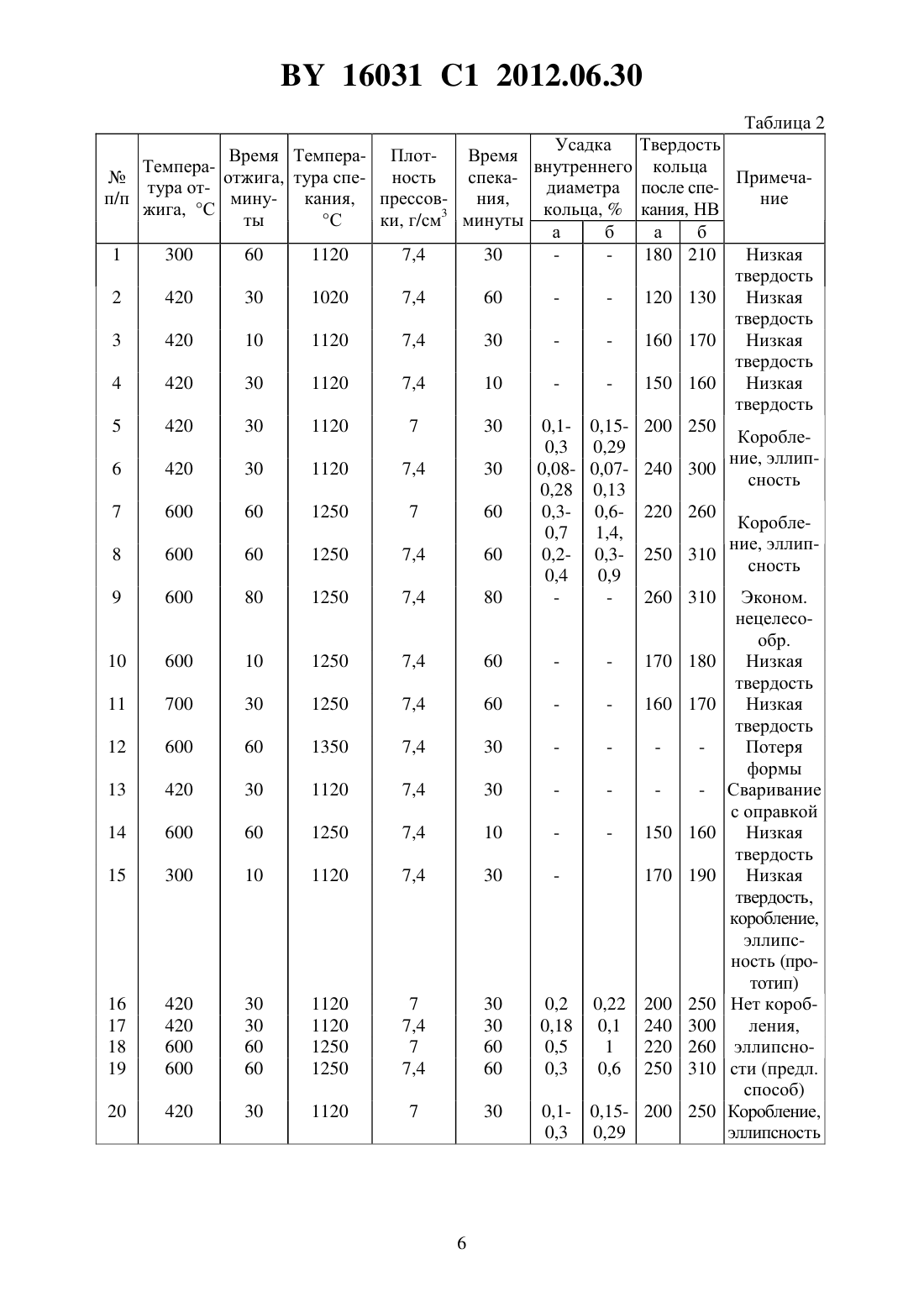
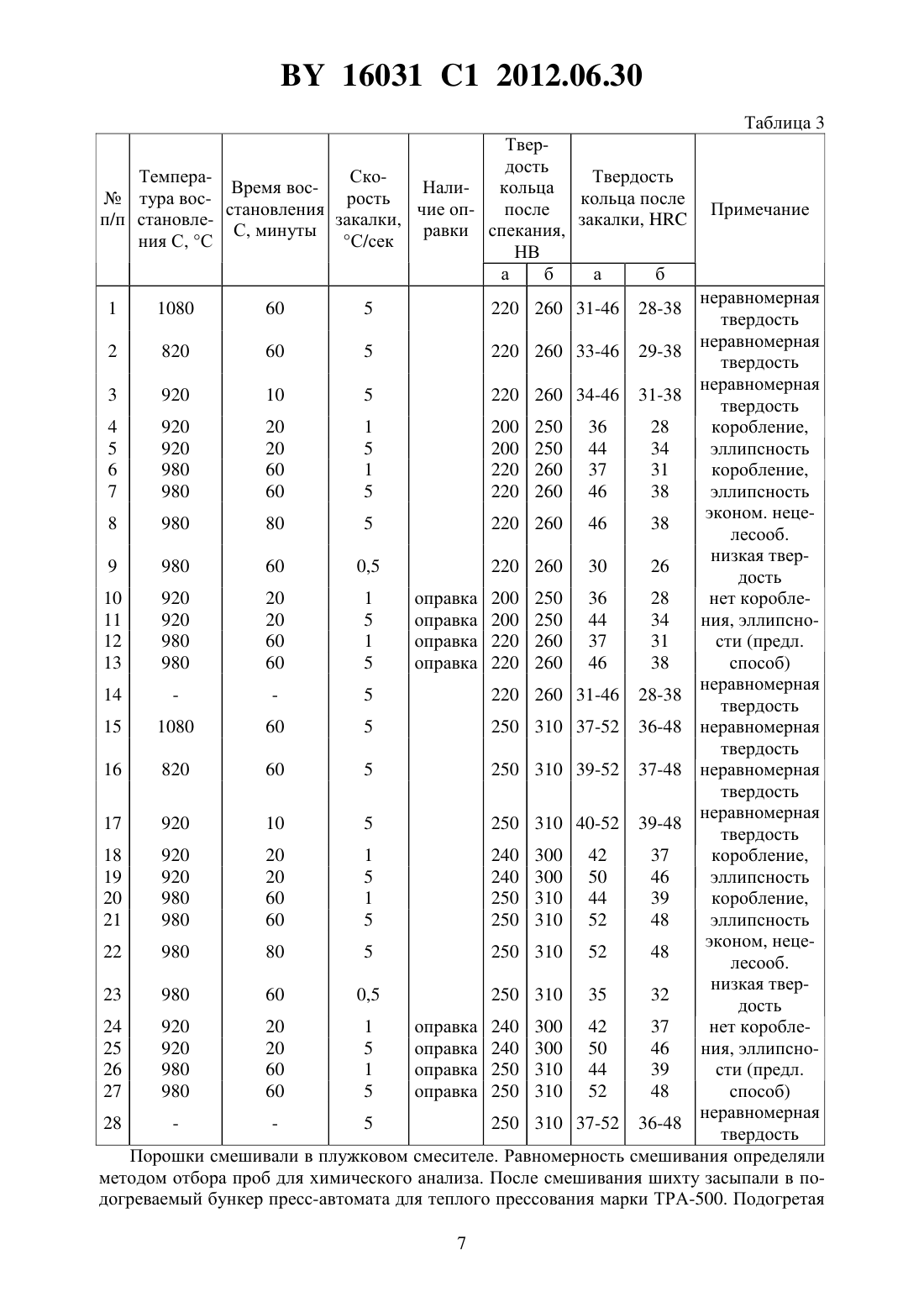
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ КОЛЬЦЕВОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Ильющенко Александр Федорович Горохов Валерий Михайлович Тарусов Игорь Николаевич Гучек Виталий Николаевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ изготовления изделия кольцевой формы из порошковой низколегированной стали, заключающийся в том, что порошок железа, содержащий 0,5-0,8 смазки, смешивают в течение 30-80 минут с порошками никеля, молибдена, графита и при необходимости меди в следующем соотношении, мас.никель 1,5-5,0 молибден 0,5-1,5 графит 0,4-0,8 медь 0-2 железо со смазкой остальное,из полученной смеси при температуре 120-150 С и давлении 450-750 МПа прессуют заготовку кольцевой формы с размерами больше размеров готового изделия на величину их уменьшения за счет усадки при спекании, устанавливают со стороны внутреннего диаметра кольцевой заготовки оправку, покрытую раствором нитрида бора и имеющую наружный диаметр меньше внутреннего диаметра заготовки на величину, соответствующую среднему проценту уменьшения внутреннего диаметра заготовки за счет усадки при ее спекании, отжигают заготовку при 420-600 С в течение 30-60 минут, спекают ее при 1120-1250 С в течение 30-60 минут, восстанавливают углеродный потенциал при 920-980 С в течение 20-60 минут и закаливают заготовку со скоростью 1-5 С в секунду. Изобретение относится к области порошковой металлургии и может быть использовано в машиностроении, тракторостроении, автомобильной промышленности для изготовления конструкционных изделий с высокой плотностью, твердостью и точными размерами, таких как кольца узла синхронизатора коробки скоростей автомобиля, трактора. 16031 1 2012.06.30 Известен способ получения изделий из порошков на основе железа и легирующих добавок, включающий смешивание порошка железа с порошками никеля, меди, молибдена,графита и смазки, например стеарата цинка, и последующее прессование на прессах с достижением плотности 6,6-7,1 г/см 3 1. Полученная заготовка затем спекается и при необходимости подвергается нитроцементации или закалке для повышения механических свойств. Недостатком известного способа являются высокие давления прессования, низкая плотность получаемых изделий и низкая размерная точность после проведения операций спекания и химико-термической обработки. Это, в свою очередь, приводит к повышенным затратам и стоимости изделий при проведении последующей механической обработки порошковых заготовок. Поэтому этот метод используется в основном для получения геометрически несложных изделий с низкой твердостью и плотностью. Известен способ изготовления изделий из порошковых низколегированных сталей,включающий операции двукратного прессования - спекания порошка 2. В этом способе сформованная при комнатной температуре и спеченная заготовка подвергается повторной штамповке при больших давлениях 900-1000 МПа, обеспечивающих высокую плотность,с одновременным калиброванием изделия. После повторного прессования порошковые заготовки необходимо окончательно спекать при температуре 1100-1200 С. Применение последовательно двух операций прессования и двух операций спекания обеспечивает получение высокоплотных и высокопрочных порошковых изделий из низколегированных сталей. Недостатком этого способа является применение повторного высокотемпературного спекания порошковой заготовки после уже выполненной калибровочной операции,что приводит к короблению изделия и изменению его размеров в результате усадки при спекании и последующем охлаждении, что снижает геометрическую точность изделия. Указанные два обстоятельства не позволяют получать детали с высокой точностью. Кроме того, применение двух дополнительных операций спекания и калибрования значительно удорожает трудоемкость изготовления порошковых изделий. Наиболее близким по технической сущности является способ изготовления изделий из порошковых низколегированных сталей, включающий приготовление шихты методом диффузионного легирования, теплое прессование ее при температуре 120-150 С и давлении (400-800) МПа, спекание прессовок в течение (15-45) минут при температуре 1090-1250 С, закалку в газе со скоростью (1-5) С в секунду 3. Теплое прессование за счет снижения предела текучести материала порошка и применения смазок на основе органических соединений позволяет получать порошковые заготовки с высокой плотностью 7-7,4 г/см 3. Однако, несмотря на высокую плотность в процессе спекания происходит их усадка, коробление, что снижает точность размеров получаемых изделий и, как следствие,приводит к необходимости последующего размерного их калибрования. Отсутствие операции низкотемпературного отжига смазки приводит к образованию сажистого остатка в результате ее обугливания и, как следствие, к снижению механических свойств изделия. Кроме того, в известном способе используют шихту, полученную методом диффузионного легирования, что усложняет технологический процесс, так как требует при приготовлении шихты этим методом применения специального оборудования и технологии. Недостатком этого способа является сложность приготовления шихты, низкая твердость спеченной прессовки, искажение ее формы из-за усадки материала и коробления при спекании. Задачей изобретения является получение точных размеров, повышение твердости и упрощение технологического процесса изготовления порошковых изделий кольцевой формы из порошков железа, меди, никеля, молибдена и графита. Поставленная задача достигается тем, что в способе изготовления изделий кольцевой формы из порошковой низколегированной стали, заключающемся в том, что порошок железа, содержащий 0,5-0,8 смазки, смешивают в течение 30-80 минут с порошками никеля, молибдена, графита и, при необходимости, меди в следующем соотношении, мас.2 16031 1 2012.06.30 никель 1,5-5,0 молибден 0,5-1,5 графит 0,4-0,8 медь 0-2 железо со смазкой остальное,из полученной смеси при температуре 120-150 С и давлении 450-750 МПа прессуют заготовку кольцевой формы с размерами больше размеров готового изделия на величину их уменьшения за счет усадки при спекании, устанавливают со стороны внутреннего диаметра кольцевой заготовки оправку, покрытую раствором нитрида бора и имеющую наружный диаметр меньше внутреннего диаметра заготовки на величину, соответствующую среднему проценту уменьшения внутреннего диаметра заготовки за счет усадки при ее спекании, отжигают заготовку при 420-600 С в течение 30-60 минут, спекают ее при 1120-1250 С в течение 30-60 минут, восстанавливают углеродный потенциал при 920-980 С в течение 20-60 минут и закаливают заготовку со скоростью 1-5 С в секунду. Технический результат предлагаемого изобретения - устранение брака, получение точных размеров, повышение твердости, упрощение технологического процесса изготовления изделий за счет устранения операции диффузионного легирования, предотвращения образования сажистого остатка, коробления, схватывания изделий с оправками и введения операции восстановления углеродного потенциала. Введение в порошок железа более 2 меди приводит к росту размеров прессовки при спекании и снижению твердости изделия, что недопустимо. Добавки соответственно никеля, молибдена и графита в железо менее 1,5 , 0,5 и 0,4 соответственно приводят к снижению твердости материала получаемого изделия, а превышение их содержания в железе более 5 , 1,5 и 0,8 соответственно экономически нецелесообразно, так как не приводит к существенному повышению твердости материала в изделии. Введение в шихту менее 0,5 процента смазки не позволяет получать качественные прессовки с высокой плотностью. При прессовании происходит налипание прессуемого материала на рабочую поверхность матрицы, образование на ее поверхности задиров и быстрый износ. Введение в шихту более 0,8 смазки экономически нецелесообразно, так как не приводит к дальнейшему повышению плотности прессуемого изделия. Содержание смазки в шихте (0,5-0,8)позволяет проводить процесс прессования шиты без налипаний и задиров на рабочем инструменте и получать прессовки с высокой плотностью. Время смешивания шихты менее 30 минут недостаточно для получения смеси с равномерным распределением компонентов. Смешивание в течение 30-80 минут позволяет получить смесь с равномерным распределением легирующих элементов. Дальнейшее увеличение времени смешивания более 80 минут качество смешивания не повышает и поэтому нецелесообразно из-за дополнительных энергетических затрат. Нагрев шихты до температуры 120-150 С и давление прессования 450-750 МПа позволяют получить прессовки с высокой плотностью 7-7,4 г/см 3. Температура шихты менее 120 С не позволяет получить прессовки с высокой плотностью. Нагрев шихты выше 150 С приводит к сильному разжижению смазки и ее разложению, что вызывает потерю ее смазывающих свойств и заклинивание пуансонов в матрице, образование расслойных трещин. Давление прессования менее 450 МПа не позволяет получить прессовки с высокой плотностью. Прессование при давлении выше 750 МПа несущественно повышает плотность прессовок, приводит к появлению в них расслойных трещин из-за высоких упругих напряжений, что недопустимо,и быстрому износу оснастки. Термообработку (отжиг, спекание, восстановление углеродного потенциала и закалку) прессовок проводят после установки их на стальные оправки,изготовленные по размеру внутреннего диаметра готового изделия и покрытые нитридом бора. Присутствие в материале прессовки свободного графита, меди приводит к образованию жидкой фазы и схватыванию ее с оправкой при спекании, что выводит оправку из строя и вызывает брак детали. Поэтому рабочие поверхности оправки, контактирующие с 3 16031 1 2012.06.30 прессовкой, перед термообработкой покрывают нитридом бора. Оправка, изготовленная по размеру внутреннего периметра готового изделия, покрытая нитридом бора и установленная внутри прессовки при термической обработке, предотвращает припекание, коробление спекаемой прессовки и формирует конечные размеры готового изделия. Отжиг прессовок при температуре менее 420 С не позволяет полностью удалить смазку из прессовок. Температура отжига выше 600 С приводит к быстрому испарению смазки, ее разложению и образованию сажистого остатка внутри прессовок. Время отжига менее 30 минут недостаточно для удаления смазки, отжиг более 60 минут нецелесообразен по экономическим соображениям, так как 60 минут вполне достаточно для полного удаления смазки. Спекание порошковых прессовок при температуре менее 1120 С и времени менее 30 минут не позволяет получить материалы с высокими механическими свойствами, так как этих температуры и времени недостаточно для полного протекания диффузионных процессов при спекании и образования материала нужного фазового состава. Прессовки, спеченные при температуре выше 1250 С и времени более 60 минут,теряют форму в результате резкого снижения их прочности, оплавления и деформации. В процессе спекания из прессовок выгорает графит, что приводит к снижению прочности спеченного изделия и неравномерному распределению твердости. Восстановление углеродного потенциала спеченных прессовок проводили в среде эндогаза при температуре (920-980) С в течение (20-60) минут. Температуры менее 920 С и времени менее 20 минут недостаточно для полного восстановления углерода. Температуры 980 С и времени 60 минут вполне достаточно для полного восстановления содержания углерода в спеченных прессовках, поэтому дальнейшее повышение температуры и времени восстановления углеродного потенциала нецелесообразно по экономическим соображениям. После восстановления содержания углерода заготовки закаливали (методом обдува эндогазом) со скоростью охлаждения (1-5) С в секунду. Скорость охлаждения менее 1 С в секунду не позволяет получить изделия с высокой твердостью. Скорость охлаждения 5 С в секунду позволяет получить изделия с высокой твердостью. Дальнейшее повышение скорости охлаждения заготовок более 5 С в секунду методом обдува эндогазом труднодостижимо и требует высоких затрат. Способ осуществляют следующим образом. Порошок железа, содержащий (0,2-1,1)смазки маркисмешивали с (0-2), (1,5-5), (0,5-1,5)и (0,4-0,8)в течение (10-100) минут. По способу прототипу (пример 8) шихту приготавливали смешиванием порошков, полученных диффузионным легированием на фирме ,Швеция (1,50,50,8 смазки марки ) и (251,50,8 смазки марки ) с 0,4 и соответственно 0,8 графита. Полученные смеси нагревали до температуры 70-200 С и прессовали при давлении(350 - 850) МПа из них кольца (примеры 1-8 табл. 1). Часть кольцевых прессовок, полученных по оптимальным режимам и по прототипу (примеры 4, 5, 8 табл. 1), в среде эндогаза отжигали при температуре 300-700 С в течение (10-80) минут, спекали при температуре 1020-1350 С в течение (10-80) минут (примеры 1-15 табл. 2). После спекания определяли твердость колец по Бринеллю. Все кольца после спекания имели эллипсность по диаметру и коробления. У колец, имеющих максимальную твердость и изготовленных по оптимальным режимам (примеры 4, 5 табл. 1), (примеры 5-8 табл. 2), после спекания измеряли внутренний диаметр в разных точках кольца и определяли процент усадки от внутреннего диаметра порошкового кольца после прессования. Интервал усадки внутреннего диаметра кольца, измеренный в разных точках после спекания, указывает на образование элипсности (примеры 5-8 табл. 2). С помощью полученных интервалов усадки определяли средний процент усадки внутреннего диаметра прессованных колец после спекания для каждого из примеров 5-8 табл. 2. Далее для каждой конкретной прессовки из стали вытачивали оправки с наружным диаметром, уменьшенным на усредненную величину процента усадки внутреннего диаметра этой прессовки, спеченной по оптимальным 4 режимам без оправки. Кольца, спрессованные по оптимальным режимам (примеры 4, 5 табл. 1), устанавливали по внутреннему диаметру на внешний диаметр оправки, который меньше их внутреннего диаметра на величину среднего процента усадки их внутреннего диаметра при спекании. Затем установленные на оправки кольца по предложенному способу в среде эндогаза отжигали при температуре 420-600 С в течение (30-60) минут, спекали при температуре 1120-1250 С в течение (30-60) минут (примеры 16-19 табл. 2). При спекании кольца давали усадку и обжимали оправки, которые препятствовали образованию эллипсности и короблению колец, точно сохраняя нужные размеры. В примере 20 табл. 2 оправка имела размер внешнего диаметра на 1 меньший размера внутреннего диаметра прессовки, что превышало процент усадки внутреннего диаметра прессовки после спекания. Поэтому прессовка при спекании не достигала оправки, что приводило к ее короблению и образованию эллипсности. После спекания часть колец снимали с оправок. Далее кольца, изготовленные по примерам 16-19 табл. 2, установленные на оправках(примеры 10-13 и 24-27 табл. 3), и остальные кольца, снятые с оправок, помещали в печь,где в среде эндогаза восстанавливали углеродный потенциал материала колец при температуре (820-1080) С в течение (10-80) минут и затем закаливали, обдувая эндогазом со скоростью (0,5-5) С в секунду (примеры 1-28 табл. 3). Для осуществления примеров 1-14 табл. 3 использовали прессовки с плотностью 7 г/см 3, полученные по примеру 4 табл. 1 и 16, 18 табл. 2. Для примеров 15-28 табл. 3 использовали прессовки с плотностью 7,4 г/см 3,полученные по примеру 5 табл. 1 и 17,19 табл. 2. Сущность предлагаемого изобретения поясняется примерами, приведенными в табл. 1-3. Таблица 1 Прессование СодерВремя Состав Распределение Для проведения исследований использовали порошки, полученные диффузионным легированием на фирмеШвеция 1,50,50,8 смазки маркии 251,50,8 смазки марки . Порошок железа с содержанием смазки марки(0,2-1,1) , порошок меди ПМС-1 ГОСТ 496075, никеля, молибдена, графита. В табл. 2, 3 приведены данные для следующих составов а -1,50,50,40,5 смазки б -2 С 51,50,80,8 смазки. 16031 1 2012.06.30 Таблица 2 Усадка Твердость Время Темпера- ПлотВремя Темперавнутреннего кольца отжига, тура спе- ность спекаПримечатура отдиаметра после спеп/п мину- кания, прессовния,ние жига, С кольца,кания, НВ 3 ты С ки, г/см минуты а б а б 1 300 60 1120 7,4 30 180 210 Низкая твердость 2 420 30 1020 7,4 60 120 130 Низкая твердость 3 420 10 1120 7,4 30 160 170 Низкая твердость 4 420 30 1120 7,4 10 150 160 Низкая твердость 5 420 30 1120 7 30 0,1- 0,15- 200 250 Коробле 0,3 0,29 ние, эллип 6 420 30 1120 7,4 30 0,08- 0,07- 240 300 сность 0,28 0,13 7 600 60 1250 7 60 0,3- 0,6- 220 260 Коробле 0,7 1,4,ние, эллип 8 600 60 1250 7,4 60 0,2- 0,3- 250 310 сность 0,4 0,9 9 600 80 1250 7,4 80 260 310 Эконом. нецелесообр. 10 600 10 1250 7,4 60 170 180 Низкая твердость 11 700 30 1250 7,4 60 160 170 Низкая твердость 12 600 60 1350 7,4 30 Потеря формы 13 420 30 1120 7,4 30 Твердость Твердость Скокольца Время восНаликольца после рость после становления чие опзакалки,закалки,С, минуты равки спекания,С/сек НВ а б а б неравномерная твердость неравномерная 2 820 60 5 220 260 33-46 29-38 твердость неравномерная 3 920 10 5 220 260 34-46 31-38 твердость 4 920 20 1 200 250 36 28 коробление,5 920 20 5 200 250 44 34 эллипсность 6 980 60 1 220 260 37 31 коробление,7 980 60 5 220 260 46 38 эллипсность эконом. неце 8 980 80 5 220 260 46 38 лесооб. низкая твер 9 980 60 0,5 220 260 30 26 дость 10 920 20 1 оправка 200 250 36 28 нет коробле 11 920 20 5 оправка 200 250 44 34 ния, эллипсно 12 980 60 1 оправка 220 260 37 31 сти (предл. 13 980 60 5 оправка 220 260 46 38 способ) неравномерная 14 5 220 260 31-46 28-38 твердость 15 1080 60 5 250 310 37-52 36-48 неравномерная твердость 16 820 60 5 250 310 39-52 37-48 неравномерная твердость неравномерная 17 920 10 5 250 310 40-52 39-48 твердость 18 920 20 1 240 300 42 37 коробление,19 920 20 5 240 300 50 46 эллипсность 20 980 60 1 250 310 44 39 коробление,21 980 60 5 250 310 52 48 эллипсность эконом, неце 22 980 80 5 250 310 52 48 лесооб. низкая твер 23 980 60 0,5 250 310 35 32 дость 24 920 20 1 оправка 240 300 42 37 нет коробле 25 920 20 5 оправка 240 300 50 46 ния, эллипсно 26 980 60 1 оправка 250 310 44 39 сти (предл. 27 980 60 5 оправка 250 310 52 48 способ) неравномерная 28 5 250 310 37-52 36-48 твердость Порошки смешивали в плужковом смесителе. Равномерность смешивания определяли методом отбора проб для химического анализа. После смешивания шихту засыпали в подогреваемый бункер пресс-автомата для теплого прессования марки ТРА-500. Подогретая 1 16031 1 2012.06.30 до температуры 70-200 С шихта подавалась через шланг в подогреваемую до той же температуры стальную матрицу, где прессовалась пуансонами давлением (350-850) МПа. После выпрессовки получали кольца с внутренним диаметром 100 мм и высотой 10 мм. В часть прессовок устанавливали оправки. Оправки изготавливали механической обработкой из стали марки Ст. 3. У части оправок поверхность, контактирующую при спекании с прессовкой, покрывали раствором нитрида бора в воде (вместо воды с целью ускорения процесса сушки можно использовать ацетон или быстро испаряющиеся растворители). Для нанесения раствора использовали кисточку. Термообработку (отжиг, спекание, восстановление углеродного потенциала и закалку) прессовок проводили в печи фирмы Кремер с зонами отжига, спекания, восстановления углеродного потенциала и закалки. Для определения эллипсности колец измеряли их внутренний диаметр в разных точках штангенциркулем. Коробление оценивали плотностью прилегания колец по плоскости их прессования к плоской шлифованной плите. Изменение твердости по высоте колец от поверхности к центру определяли пона шлифах, изготовленных из образцов, вырезанных из колец. По разбросу показаний твердости судили о равномерности ее распределения. В примерах 4, 5 табл. 1 приведены оптимальные режимы смешивания (предложенный способ) порошков железа, меди, никеля, молибдена, графита, при которых в любом участке смеси процентное содержание этих элементов соответствует значению в табл. 1. Из пример 1 табл. 1 видно, что времени смешивания 10 минут недостаточно для получения смеси с равномерным распределением легирующих элементов. На примере 7 табл. 1 также показано, что при смешивании в течение 90 минут можно получить смесь с равномерным распределением легирующих элементов. Однако нет необходимости в таком длительном смешивании, так как смешивания в течение 80 минут пример 4 табл. 1 достаточно для получения смеси с равномерным распределением легирующих элементов. Из примеров 4 и 5 табл. 1 (предложенный способ) видно, что плотность прессовок из смесей, полученных по оптимальным режимам, является оптимальной, обеспечивающей им необходимую прочность для проведения последующих операций. Прессовки с плотностью 5,5 г/см 3 пример 2 табл. 1 имеют низкую прочность и осыпаются, что недопустимо. Нагрев шихты выше 150 С приводит к сильному разжижению смазки и ее разложению, что вызывает потерю ее смазывающих свойств и заклинивание пуансонов в матрице. Прессование при давлении выше 750 МПа несущественно повышает плотность прессовок до 7,45 г/см 3 и приводит к появлению в них расслойных трещин из-за высоких упругих напряжений, что недопустимо, и быстрому износу оснастки (пример 7 табл. 1). Малое содержание смазки в шихте 0,2 приводит к заклиниванию пуансонов при прессовании и выходу из строя оснастки(пример 3 табл. 1). Введение смазки более 0,8 экономически нецелесообразно, так как не приводит к повышению плотности прессовок и увеличивает время ее выжигания (пример 6 табл. 1). Из примера 8 табл. 1 (прототип) также видно, что из смеси порошков, полученных диффузионным легированием, с графитом получаются качественные прессовки с оптимальной плотностью 7,4 г/см 3, однако время смешивания этих смесей завышено и составляет 100 минут, что удорожает стоимость продукции. В табл. 2 (примеры 16-19, предложенный способ), 13, 20 показано, что прессовки с плотностью 7-7,4 г/см 3, полученные по оптимальным режимам (примеры 4, 5 табл. 1),наиболее предпочтительно отжигать при 420-600 С в течение 30-60 минут и спекать в эндогазе при 1120-1250 С в течение 30-60 минут. Температуры 300 С и времени 60 минут(пример 1 табл. 2) недостаточно для удаления смазки. Отжиг при 700 С (пример 11 табл. 2) также не позволяет удалить смазку из прессовок перед спеканием, так как смазка на поверхности прессовок начинает обугливаться, минуя стадию испарения. В материале прессовок после этого образуются сажистые включения, которые препятствуют спеканию частиц, снижая твердость заготовок после спекания, что недопустимо. В примере 10 недостаточное время отжига смазки 10 минут приводит к образованию сажистых включений 8 16031 1 2012.06.30 внутри прессовок и снижению твердости после спекания. Отжиг по оптимальным режимам, спекание прессовок при температурах 1120-1250 С в течение 30-60 минут (примеры 5-8 и 16-19 табл. 2) позволяют получить заготовки с высокой твердостью. Спекание прессовок при температурах ниже оптимальных (пример 2 табл. 2) приводит к снижению их твердости. Это свидетельствует о низком качестве и неполном прохождении процесса спекания из-за заниженной температуры спекания 1020 С. В примере 12 табл. 2 повышение температуры спекания до 1350 С вызывает оплавление прессовок и потерю формы,что недопустимо. Пример 4 табл. 2 показывает, что времени спекания 10 минут недостаточно для полного протекания процесса спекания и усадки спекаемых материалов. Поэтому твердость прессовок после спекания ниже, чем в примерах 5-8 табл. 2. Увеличение времени отжига до 80 минут и времени спекания до 80 минут (пример 9 табл. 2) не приводит к дополнительному повышению твердости прессовок при спекании и поэтому нецелесообразно по экономическим причинам. В табл. 2 примеры 1-12, 14, 15 (прототип) прессовки спекались без оправок, поэтому имели эллипсность и были покороблены, что недопустимо. Табл. 2, примеры 16-19 (предложенный способ) прессовки устанавливались на стальную оправку, покрытую нитридом бора. После спекания заготовки не имели короблений,эллипсности и не сваривались с оправкой. В примере 13 табл. 2 прессовка устанавливалась на стальную оправку, не покрытую нитридом бора. При спекании прессовка обжимала оправку и сваривалась с ней, что приводило к браку и выходу из стоя оправки для спекания. В примере 20 табл. 2 прессовка устанавливалась на стальную оправку, внешний диаметр которой меньше на 1 размера внутреннего диаметра прессовки, что привело к короблению и эллипсности спекаемого на ней кольца, так как после спекания внутренний диаметр кольца дал усадку 0,15-0,29 и не обжал оправку. Далее кольца, изготовленные по оптимальным режимам пример 4 табл. 1, 16-18 табл. 2, 1-14 табл. 3 и изготовленные по оптимальным режимам пример 5 табл. 1, 17-19 табл. 2, 15-28 табл. 3, установленные на оправках (примеры 10-13 и 24-27 табл. 3) и снятые с оправок (остальные примеры табл. 3), помещали в печь, где в среде эндогаза восстанавливали углеродный потенциал материала колец при температуре (820-1080) С в течение (10-80) минут и затем закаливали, обдувая эндогазом со скоростью (0,5-5) С в секунду (примеры 1-28 табл. 3). В табл. 3 (примеры 10-13 и 24-27, предложенный способ) показано, что прессовки, установленные на оправках, наиболее предпочтительно отжигать при 420-600 С в течение 30-60 минут и спекать в эндогазе при 1120-1250 С в течение 3060 минут. Кольца, изготовленные по этим режимам, имели равномерную, высокую твердость, точные размеры внутреннего диаметра кольца, не коробились после закалки. Температуры 820 С и времени 10 минут (примеры 2, 3, 16, 17 табл. 3) недостаточно для восстановления углеродного потенциала, что приводит к неравномерному распределению твердости и снижению ее ближе к поверхности колец. Отсутствие операции восстановления углеродного потенциала, а также завышенная температура ее проведения тоже приводят к неравномерному распределению твердости (примеры 14, 28 и 1, 15 табл. 3). Закалка колец со скоростью менее 1 С в секунду не позволяет получать кольца с высокой твердостью (примеры 10, 24 табл. 3). Скорость закалки более 5 С в секунду методом обдува эндогазом трудно достижима. Кольца, изготовленные по оптимальным режимам, но не установленные на оправки (примеры 4-7 и 18-22 табл. 3), имели коробления и эллипсность, что недопустимо и является браком. По способу-прототипу заготовки получали следующим образом. Порошки смешивали с порошком графита в течение 100 минут. Полученную шихту нагревали до температуры 150 С и прессовали из нее кольца при давлении 750 МПа до плотности 7,4 г/см 3 (пример 8 табл. 1). Прессовки без оправок в среде эндогаза отжигали при температуре 300 С в течение 10 минут и спекали при температуре 1120 С в течение 30 минут (пример 15 табл. 2). Однако после отжига при температуре 300 С в течение 30 минут внутри прессо 9 16031 1 2012.06.30 вок образовался сажистый осадок, а после спекания произошла усадка, коробление и образование эллипсности колец. Образование сажистого осадка, эллипсности, коробления колец является признаком брака и поэтому не позволяет использовать спеченные по способу-прототипу заготовки для дальнейшей термообработки. По сравнению со способом-прототипом (пример 8 табл. 1 и пример 15 табл. 2) предложенный способ позволяет упростить технологический процесс за счет использования шихты, полученной смешиванием порошков легирующих элементов с порошком железа,уменьшить время смешивания шихты до 30-80 минут (примеры 4, 5 табл. 1), устранить появление сажистого остатка с помощью отжига при 420-600 С в течение 30-60 минут,предотвратить коробление и образование эллипсности колец спеканием на оправках,имеющих наружный диаметр, покрытый нитридом бора, меньше внутреннего диаметра прессовки на величину среднего процента усадки внутреннего диаметра прессовки при спекании (табл. 2, примеры 16-19), повысить твердость и устранить ее неравномерное распределение из-за выгорания углерода при спекании за счет восстановления углеродного потенциала материала колец в среде эндогаза при температуре (920-980) С в течение(20-60) минут и последующей закалки со скоростью охлаждения (1-5) С в секунду(табл. 3 примеры 10-13 и 24-27, предложенный способ). Следует отметить, что оптимальные режимы получения изделий из порошков железа, меди, никеля, молибдена и графита(предложенный способ) должны рассматриваться в совокупности. Отклонения одного из параметров, приведенных в оптимальных режимах изготовления, от нормы приводит к снижению экономической эффективности, появлению брака или снижению плотности,твердости получаемых изделий. Источники информации 1. Кипарисов С.С., Либенсон Г.А. Порошковая металлургия. - М. Металлургия,1980. - с. 435-463. 2.0149891, МПК 22 3/16, 22 33/02, 2001. 3... - 2002. - Р. 222225. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 10
МПК / Метки
Метки: изделий, формы, изготовления, сталей, порошковых, способ, низколегированных, кольцевой
Код ссылки
<a href="https://by.patents.su/10-16031-sposob-izgotovleniya-izdelijj-kolcevojj-formy-iz-poroshkovyh-nizkolegirovannyh-stalejj.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления изделий кольцевой формы из порошковых низколегированных сталей</a>
Способ изготовления изделий из порошковых среднелегированных сталей
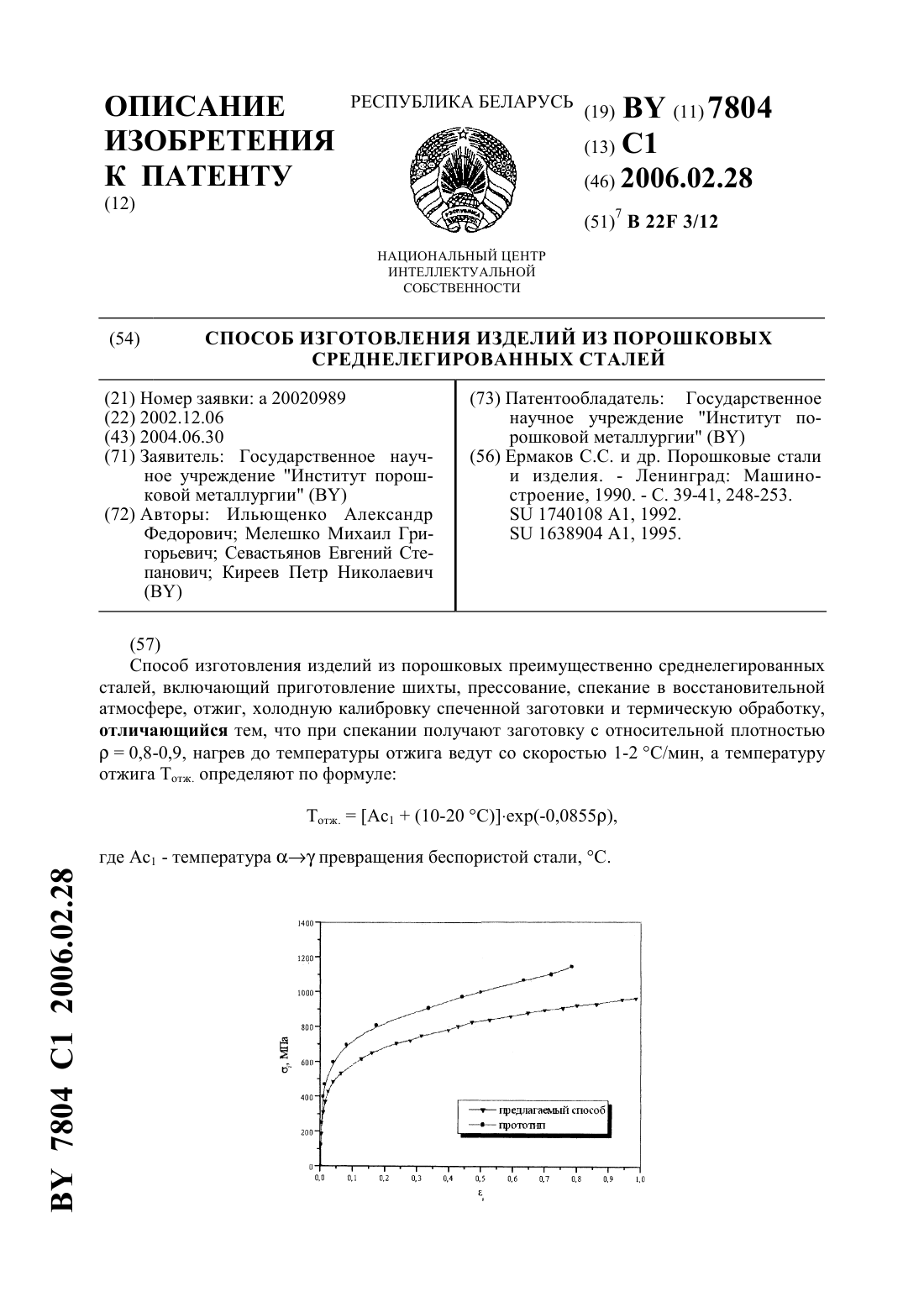
Номер патента: 7804
Опубликовано: 28.02.2006
Авторы: Киреев Петр Николаевич, Ильющенко Александр Федорович, Севастьянов Евгений Степанович, Мелешко Михаил Григорьевич
МПК: B22F 3/12
Метки: сталей, изделий, среднелегированных, порошковых, способ, изготовления
Текст:
...а именно неравновесный ее характер. Неравновесный характер структуры порошковых спеченных заготовок оказывает влияние не только на кинетику фазовых превращений, но и на температурные интервалы существования фаз, их состав и морфологические характеристики образующихся структур. В неравновесных структурах предпочтительными местами зарождения аустенита являются участки с повышенной свободной энергией независимо от наличия карбидных частиц....
Способ получения изделий из порошковых среднелегированных сталей
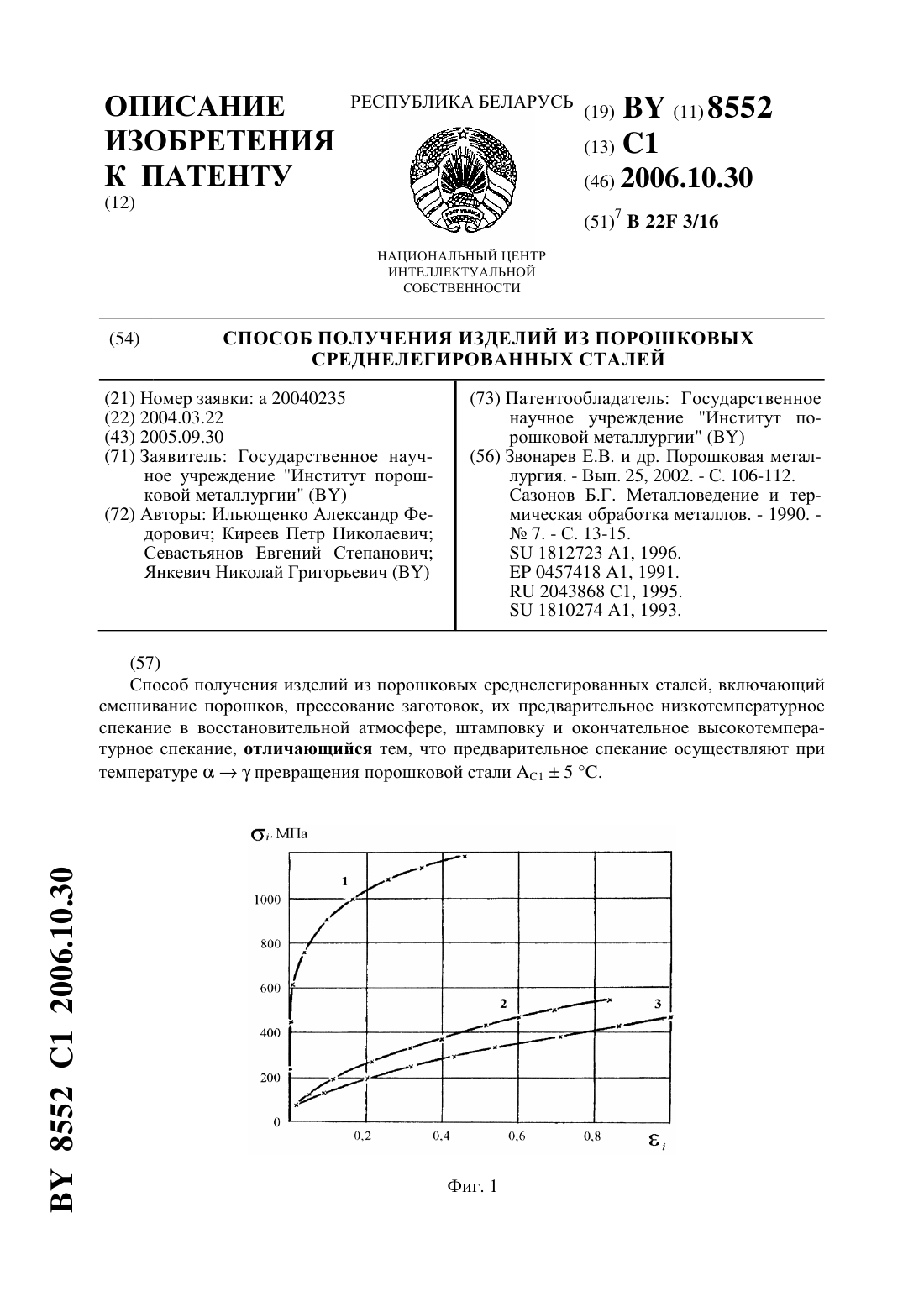
Номер патента: 8552
Опубликовано: 30.10.2006
Авторы: Янкевич Николай Григорьевич, Киреев Петр Николаевич, Севастьянов Евгений Степанович, Ильющенко Александр Федорович
МПК: B22F 3/16
Метки: сталей, способ, изделий, среднелегированных, порошковых, получения
Текст:
...а также в жестком и малопластичном приповерхностном слое частиц, имеющем пластинчатое строение. Образование трещин на боковой поверхности образцов в процессе испытаний на сжатие имеет место при степенях деформации 0,45-0,5. Если первое спекание имеет место при температуре Ас 15(фиг. 2), порошковая сталь имеет структуру -железа. Растворимость углерода в -железе чрезвычайно низкая,а диффузионная подвижность атомов , наоборот, очень высокая....
Способ изготовления изделий из порошковых материалов, содержащих вольфрам и медь
Номер патента: 8373
Опубликовано: 30.08.2006
Авторы: Тарусов Игорь Николаевич, Ефимов Дмитрий Анатольевич, Горохов Валерий Михайлович
МПК: C22C 9/00, B22F 3/26, C22C 27/04...
Метки: изделий, порошковых, содержащих, вольфрам, материалов, медь, способ, изготовления
Текст:
...распределения парафина, вольфрама и меди в шихте определяли методом отбора проб для химического анализа и визуально. Прессовки отжигали в защитной атмосфере диссоциированного аммиака и пропитывали в вакууме. В примерах 3, 4 табл. 1 приведены оптимальные режимы смешивания (предложенный способ) парафина с медью и вольфрамом при приготовлении смеси. Здесь количество введенного парафина в любом участке смеси (2-4 ) соответствует количеству...
Способ изготовления пористых изделий сложной формы
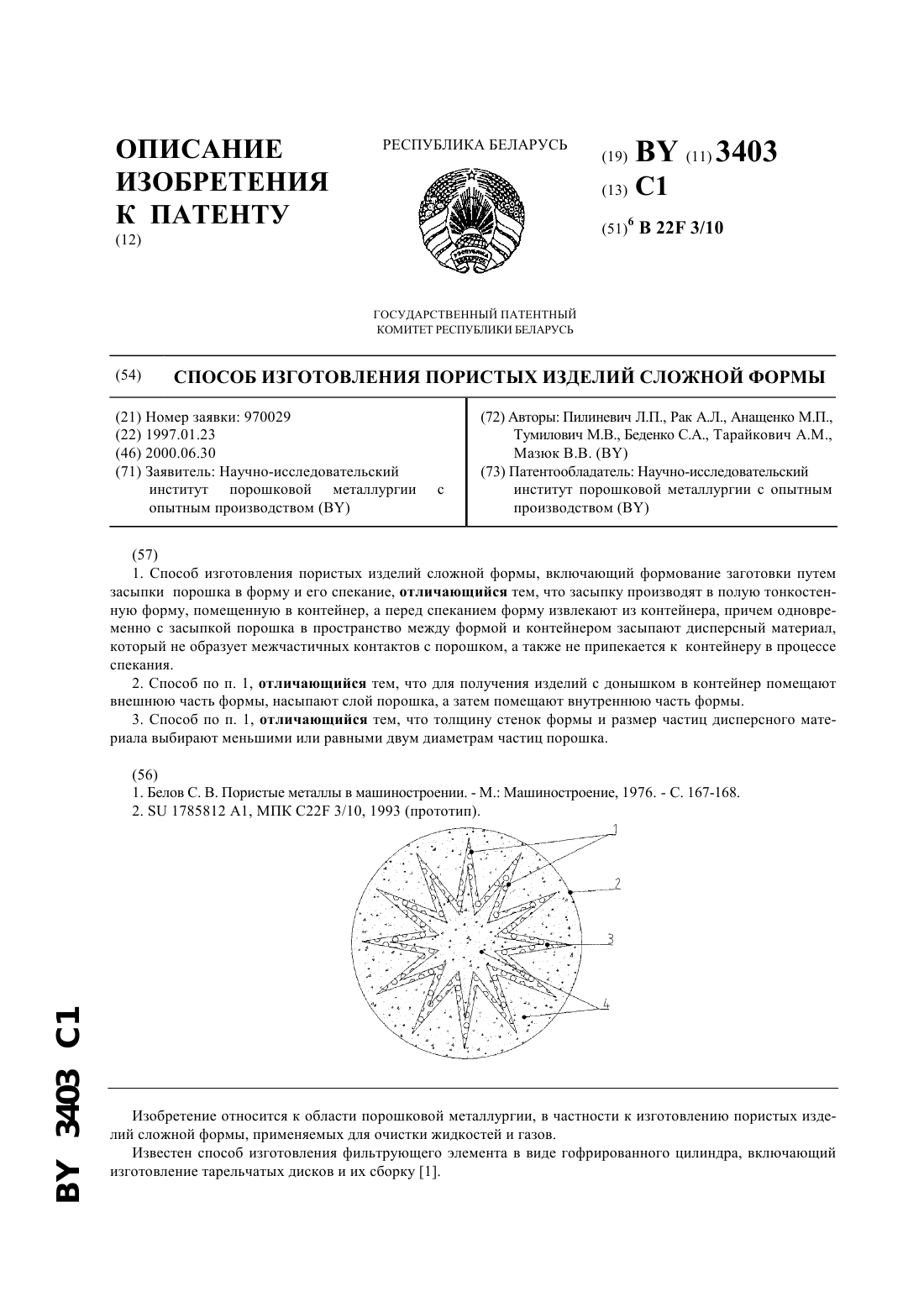
Номер патента: 3403
Опубликовано: 30.06.2000
Авторы: Пилиневич Леонид Петрович, Мазюк Виктор Васильевич, Тарайкович Александр Михайлович, Рак Анатолий Леонидович, Беденко Сергей Александрович, Анащенко Михаил Петрович, Тумилович Мирослав Викторович
МПК: B22F 3/10
Метки: формы, сложной, способ, пористых, изготовления, изделий
Текст:
...засыпки порошка в форму и его спекание, засыпку производят в полую тонкостенную форму, помещенную в контейнер, а перед спеканием форму из контейнера извлекают, причем одновременно с засыпкой порошка в пространство между формой и контейнером засыпают дисперсный материал, размер частиц которого меньше или равен 2-м диаметрам частиц порошка, который не образует межчастичных контактов с порошком, а также не припекается к контейнеру в процессе...
Способ изготовления изделий из порошков вольфрама и никеля
Номер патента: 9905
Опубликовано: 30.10.2007
Авторы: Словыревский Олег Игоревич, Горохов Валерий Михайлович, Тарусов Игорь Николаевич
МПК: B22F 3/02, C22C 27/00
Метки: изготовления, никеля, порошков, вольфрама, изделий, способ
Текст:
...поясняется примерами, приведенными в табл. 1 и 2.Для проведения исследований использовали порошок вольфрама ТУ 48-4205-62-2000 и порошок никеля карбонильного ГОСТ 9722-79. Смешивание порошка вольфрама и никеля осуществляли в смесителе типа пьяная бочка. Парафин растворяли в бензине, а затем перемешивали со смесью порошка вольфрама и никеля. Шихту протирали через сито и получали гранулы, которые затем высушивали на воздухе. Равномерность...
Предыдущий патент: Способ получения керамического порошка
Следующий патент: Способ определения дальности до объекта, его высоты и ширины
Случайный патент: Комбинированный упругий инструмент для обработки отверстия