Способ получения изделий из порошковых среднелегированных сталей
Номер патента: 8552
Опубликовано: 30.10.2006
Авторы: Киреев Петр Николаевич, Янкевич Николай Григорьевич, Севастьянов Евгений Степанович, Ильющенко Александр Федорович
Текст
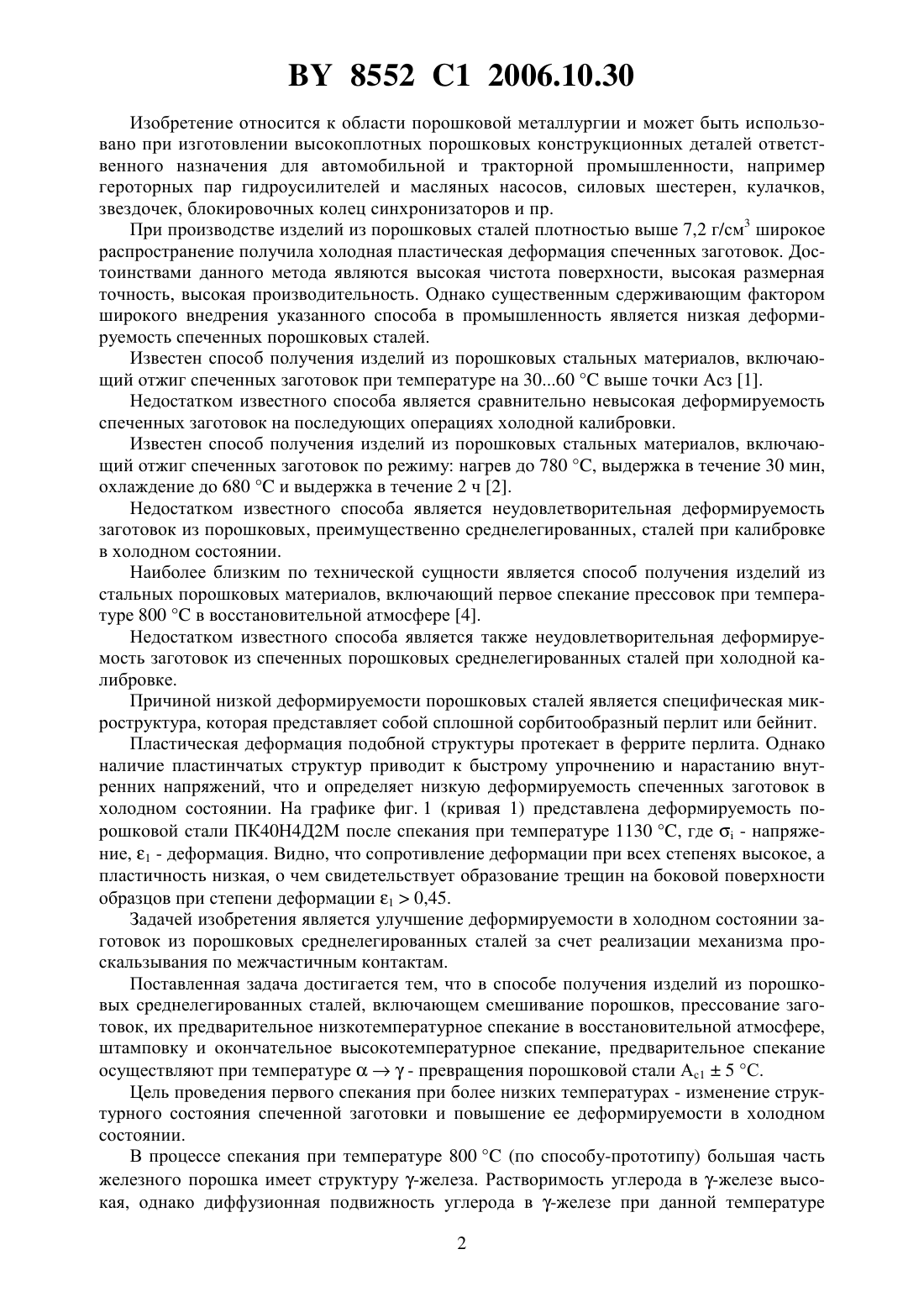
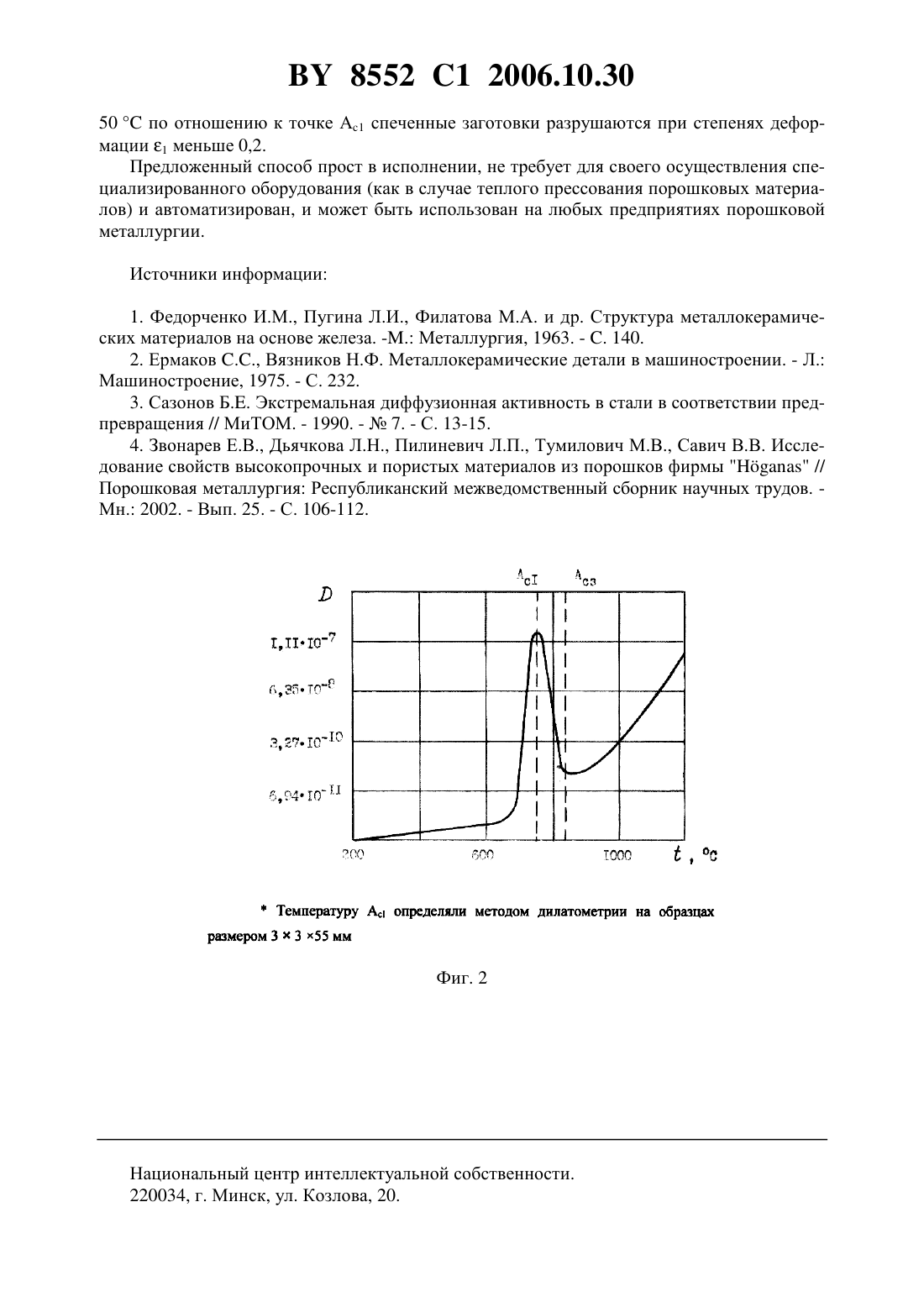
(51)22 3/16 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ СРЕДНЕЛЕГИРОВАННЫХ СТАЛЕЙ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии(72) Авторы Ильющенко Александр Федорович Киреев Петр Николаевич Севастьянов Евгений Степанович Янкевич Николай Григорьевич(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии(57) Способ получения изделий из порошковых среднелегированных сталей, включающий смешивание порошков, прессование заготовок, их предварительное низкотемпературное спекание в восстановительной атмосфере, штамповку и окончательное высокотемпературное спекание, отличающийся тем, что предварительное спекание осуществляют при температурепревращения порошковой стали 15 . 8552 1 2006.10.30 Изобретение относится к области порошковой металлургии и может быть использовано при изготовлении высокоплотных порошковых конструкционных деталей ответственного назначения для автомобильной и тракторной промышленности, например героторных пар гидроусилителей и масляных насосов, силовых шестерен, кулачков,звездочек, блокировочных колец синхронизаторов и пр. При производстве изделий из порошковых сталей плотностью выше 7,2 г/см 3 широкое распространение получила холодная пластическая деформация спеченных заготовок. Достоинствами данного метода являются высокая чистота поверхности, высокая размерная точность, высокая производительность. Однако существенным сдерживающим фактором широкого внедрения указанного способа в промышленность является низкая деформируемость спеченных порошковых сталей. Известен способ получения изделий из порошковых стальных материалов, включающий отжиг спеченных заготовок при температуре на 3060 выше точки Асз 1. Недостатком известного способа является сравнительно невысокая деформируемость спеченных заготовок на последующих операциях холодной калибровки. Известен способ получения изделий из порошковых стальных материалов, включающий отжиг спеченных заготовок по режиму нагрев до 780 , выдержка в течение 30 мин,охлаждение до 680 и выдержка в течение 2 ч 2. Недостатком известного способа является неудовлетворительная деформируемость заготовок из порошковых, преимущественно среднелегированных, сталей при калибровке в холодном состоянии. Наиболее близким по технической сущности является способ получения изделий из стальных порошковых материалов, включающий первое спекание прессовок при температуре 800 в восстановительной атмосфере 4. Недостатком известного способа является также неудовлетворительная деформируемость заготовок из спеченных порошковых среднелегированных сталей при холодной калибровке. Причиной низкой деформируемости порошковых сталей является специфическая микроструктура, которая представляет собой сплошной сорбитообразный перлит или бейнит. Пластическая деформация подобной структуры протекает в феррите перлита. Однако наличие пластинчатых структур приводит к быстрому упрочнению и нарастанию внутренних напряжений, что и определяет низкую деформируемость спеченных заготовок в холодном состоянии. На графике фиг. 1 (кривая 1) представлена деформируемость порошковой стали ПК 40 Н 4 Д 2 М после спекания при температуре 1130 , где- напряжение, 1 - деформация. Видно, что сопротивление деформации при всех степенях высокое, а пластичность низкая, о чем свидетельствует образование трещин на боковой поверхности образцов при степени деформации 10,45. Задачей изобретения является улучшение деформируемости в холодном состоянии заготовок из порошковых среднелегированных сталей за счет реализации механизма проскальзывания по межчастичным контактам. Поставленная задача достигается тем, что в способе получения изделий из порошковых среднелегированных сталей, включающем смешивание порошков, прессование заготовок, их предварительное низкотемпературное спекание в восстановительной атмосфере,штамповку и окончательное высокотемпературное спекание, предварительное спекание осуществляют при температуре- превращения порошковой стали Ас 15 С. Цель проведения первого спекания при более низких температурах - изменение структурного состояния спеченной заготовки и повышение ее деформируемости в холодном состоянии. В процессе спекания при температуре 800(по способу-прототипу) большая часть железного порошка имеет структуру -железа. Растворимость углерода в -железе высокая, однако диффузионная подвижность углерода в -железе при данной температуре 2 8552 1 2006.10.30 сравнительно низкая. В силу указанного энергетического ограничения в процессе спекания при 800 происходит насыщение углеродом только приповерхностных участков частиц -железа. Повышенное содержание углерода в приповерхностных участках частиц-железа понижает температуру- превращения и сопровождается образованием твердых и дисперсных продуктов превращения после перемещения заготовок в холодильную камеру печи. После спекания при 800 структура порошковой среднелегированной стали представляет собой конгломерат отожженного феррита, лишенного субструктуры, и феррита с окаймляющим его приповерхностным сорбитообразным перлитом или бейнитом. Диффузионная подвижность атомов железа при 800 низкая, вследствие чего металлические мостики между частицамималочисленны и непрочные. В силу указанных причин деформируемость заготовок из порошковых среднелегированных сталей, спеченных при температуре 800 , невысока вследствие образования большого количества микротрещин между частицами железа, а также в жестком и малопластичном приповерхностном слое частиц, имеющем пластинчатое строение. Образование трещин на боковой поверхности образцов в процессе испытаний на сжатие имеет место при степенях деформации 0,45-0,5. Если первое спекание имеет место при температуре Ас 15(фиг. 2), порошковая сталь имеет структуру -железа. Растворимость углерода в -железе чрезвычайно низкая,а диффузионная подвижность атомов , наоборот, очень высокая. По данным 3 (фиг. 2) диффузионная подвижность атомовпри температуре Ас 1 имеет такое же значение, как и -железо при 1200 . Аномально высокая диффузионная подвижность атомовпри температуре Ас 1 приводит к образованию в очагах взаимодействия решетки совпадения,которая характеризуется совокупностью атомов, принадлежащих обеим частицам , разделенным границей - местами совпадений. Поскольку температура 1 находится в температурном интервале рекристаллизационного отжига порошковых среднелегированных сталей, то после спекания при 15 структура спеченных заготовок представляет собой легированный феррит низкой твердости. В пределах каждой отдельной частицы структура железа представляет собой ОЦК решетку, в то время как на межчастичных контактах в очагах взаимодействия - решетку совпадения. Под действием внешней нагрузки пластическая деформация порошковых сталей после спекания при температуре 15 осуществляется за счет сдвигов в пределах ферритных зерен и движением особого рода супердислокаций решетки совпадения, что приводит к проскальзыванию по межчастичным контактам. Известно, что деформируемость металлических материалов определяется количеством действующих механизмов деформации. Появление дополнительного механизма деформации (проскальзывания по межчастичным контактам) приводит к существенному увеличению деформируемости порошковых среднелегированных сталей по сравнению со спеканием при температуре 800(по методу прототипа). Как видно из представленных на фиг. 1 данных деформируемость порошковой среднелегированной стали ПК 40 Н 4 Д 2 М, определяемая величиной степени деформации 1, при напряжении 400 МПа, после спекания при температуре 15 возрастает приблизительно в 1,9 раза по сравнению со спеканием по методу-прототипу. Увеличение деформируемости после спекания при температуре 15 носит довольно общий характер и наблюдается на всех порошковых среднелегированных сталях. Спекание при температурах ниже А 15 не обеспечивает достаточного восстановления компонентов шихты, что приводит к низкой плотности очагов взаимодействия и резкому уменьшению деформируемости порошковых среднелегированных сталей. Так после предварительного спекания при температуре 650 разрушение порошковых среднелегированных сталей ПК 40 Н 4 Д 2 М и ПК 40 Н 2 М происходит при степени деформации 10,1. 3 8552 1 2006.10.30 Сущность изобретения поясняется примером выполнения. Способ осуществляется следующим образом. Смешивают шихту из металлических порошков с добавкой 0,50,8 стеарата цинка и 0,30.6 графита, прессуют брикеты давлением 600700 МПа, спекают при температуре 15 . Пример проведения предварительной термической обработки заготовок из порошковых среднелегированных сталейи. Смешивают шихту из порошковых среднелегированных сталейи(производства фирмы(с добавлением 0,30,6 графита ГК-1 и 0,8 стеарата цинка. Из полученных смесей при давлении 650 МПа прессовали цилиндрические заготовки диаметром 20 мм и высотой 35 мм, спекали при температурах 780 и 700 соответственно в восстановительной атмосфере, деформировали сжатием между плоскопараллельными плитами давлением 300 и 400 МПа. Температуру в печи регулировали при помощи потенциометра КСП-3 и хромель-алюмелевой термопары, температуру образцов в процессе первого спекания определяли также с помощью хромель-алюмелевой термопары. Температуру в печи поддерживали с точностью 1 . Для уменьшения потерь на трение между торцами заготовок и пуансонами помещали прокладки из полиэтилена толщиной 0,1 мм. Таблица 1 п/п Температура спекания Напряжение, МПа Деформация 300 0,18 1 800400 0,41 760300 0,25 400 0,51 78300 0,42 2 400 0,78 790300 0,23 400 0,48 3 730 Разрушение при 0,2 п/п В табл. 1 и 2 представлены данные по влиянию предварительной термической обработки (первого спекания) на деформируемость порошковых среднелегированных сталейи. Из представленных в таблицах 1 и 2 данных видно, что предварительное спекание заготовок из порошковых сталейипо предложенному способу позволяет существенно повысить деформируемость спеченных заготовок по сравнению с прототипом при обеих величинах приложенного напряжения. Уменьшение деформируемости заготовок происходит и в том случае, когда предварительное спекание осуществляют при более низких температурах, чем 15 . Так, примеры 3 показывают, что при уменьшении температуры предварительного спекания на 4 8552 1 2006.10.30 50 по отношению к точке А 1 спеченные заготовки разрушаются при степенях деформации 1 меньше 0,2. Предложенный способ прост в исполнении, не требует для своего осуществления специализированного оборудования (как в случае теплого прессования порошковых материалов) и автоматизирован, и может быть использован на любых предприятиях порошковой металлургии. Источники информации 1. Федорченко И.М., Пугина Л.И., Филатова М.А. и др. Структура металлокерамических материалов на основе железа. -. Металлургия, 1963. - . 140. 2. Ермаков , Вязников Н.Ф. Металлокерамические детали в машиностроении. - Л. Машиностроение, 1975. - С. 232. 3. Сазонов Б Экстремальная диффузионная активность в стали в соответствии предпревращения // МиТОМ. - 1990. -7. - С. 13-15. 4. Звонарев Е.В., Дьячкова Л.Н., Пилиневич Л.П., Тумилович М.В., Савич В.В. Исследование свойств высокопрочных и пористых материалов из порошков фирмы// Порошковая металлургия Республиканский межведомственный сборник научных трудов. Мн. 2002. - Вып. 25. - С. 106-112. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B22F 3/16
Метки: порошковых, получения, среднелегированных, сталей, способ, изделий
Код ссылки
<a href="https://by.patents.su/5-8552-sposob-polucheniya-izdelijj-iz-poroshkovyh-srednelegirovannyh-stalejj.html" rel="bookmark" title="База патентов Беларуси">Способ получения изделий из порошковых среднелегированных сталей</a>
Способ изготовления изделий из порошковых среднелегированных сталей
Номер патента: 7804
Опубликовано: 28.02.2006
Авторы: Киреев Петр Николаевич, Ильющенко Александр Федорович, Мелешко Михаил Григорьевич, Севастьянов Евгений Степанович
МПК: B22F 3/12
Метки: порошковых, изготовления, изделий, среднелегированных, способ, сталей
Текст:
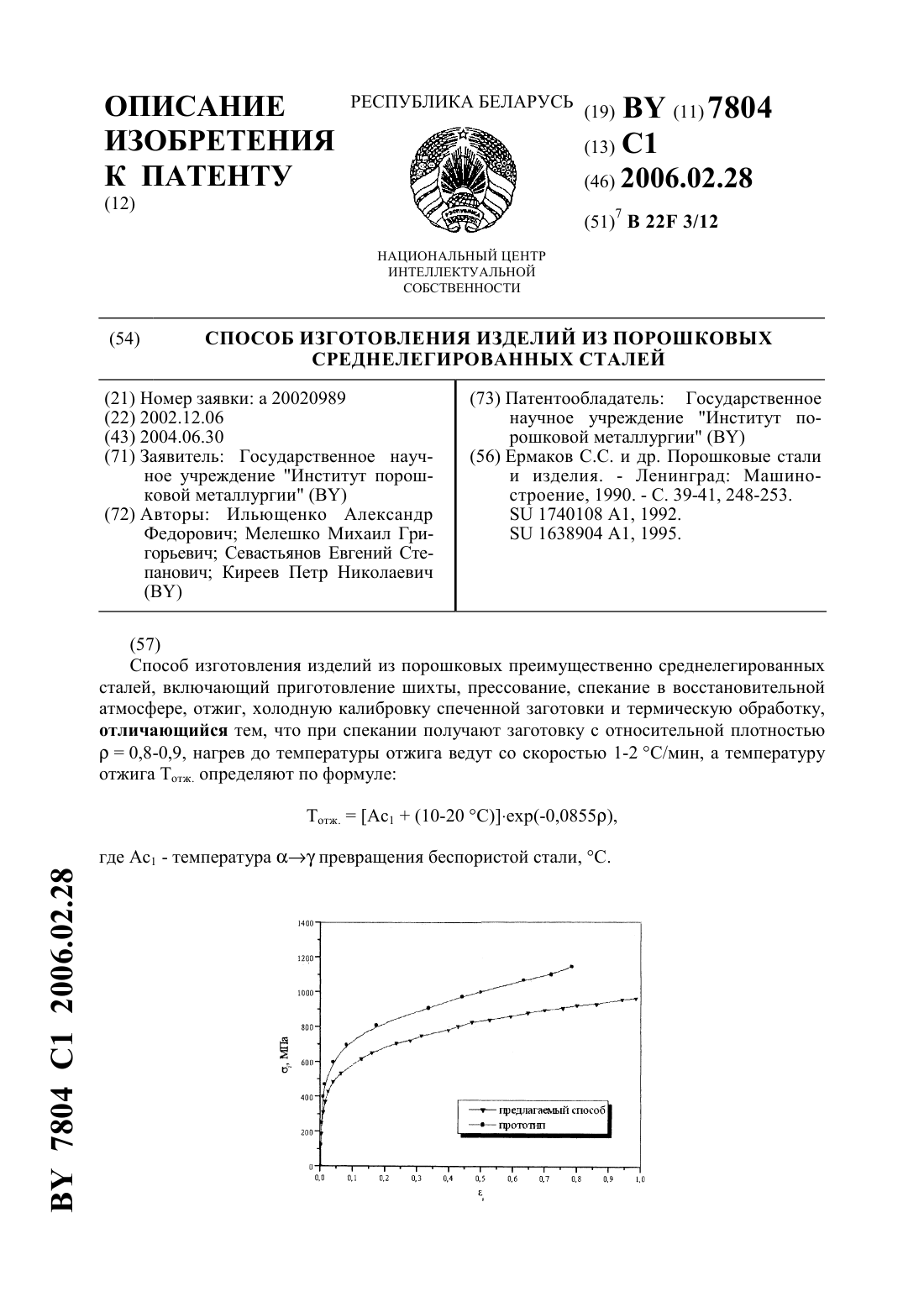
...а именно неравновесный ее характер. Неравновесный характер структуры порошковых спеченных заготовок оказывает влияние не только на кинетику фазовых превращений, но и на температурные интервалы существования фаз, их состав и морфологические характеристики образующихся структур. В неравновесных структурах предпочтительными местами зарождения аустенита являются участки с повышенной свободной энергией независимо от наличия карбидных частиц....
Способ получения высокоплотных массивных деталей из порошковых сталей методом пропитки
Номер патента: 5816
Опубликовано: 30.12.2003
Авторы: Волчек Анатолий Яковлевич, Дьячкова Лариса Николаевна, Рудьков Сергей Николаевич
МПК: B22F 3/26
Метки: деталей, порошковых, высокоплотных, сталей, пропитки, получения, методом, массивных, способ
Текст:
...дополнительное время на прогрев. Задача, которую решает предлагаемое изобретение, заключается в обеспечении равномерного прогрева массивных деталей до достижения температуры плавления медного сплава и получении прочной прессовки из медного сплава, удобной для транспортировки. Поставленная задача достигается тем, что способ получения высокоплотных массивных деталей из порошковых сталей методом пропитки включает прессование и спекание заготовок...
Материал для пропитки порошковых сталей
Номер патента: 3370
Опубликовано: 30.06.2000
Автор: Дьячкова Лариса Николаевна
Метки: порошковых, материал, пропитки, сталей
Текст:
...изобретение, заключается в повышении качества поверхности пропитываемых изделий из сталей, легированных карбидообразующими элементами. Поставленная техническая задача достигается тем, что для пропитки сталей, легированных карбидообразующими элементами, материал содержит железо дисперсностью менее 100 мкм и дополнительно - титан или хром при следующем соотношении компонентов, мас.алюминий 0,1-1,0 железо 3,0-10,0 стеарат цинка 0,1-0,8...
Материал для пропитки порошковых углеродистых сталей
Номер патента: 3371
Опубликовано: 30.06.2000
Автор: Дьячкова Лариса Николаевна
Метки: пропитки, порошковых, материал, сталей, углеродистых
Текст:
...содержит углерод в виде порошка графита дисперсностью 2-100 мкм, железо дисперсностью менее 100 мкм при следующем соотношении компонентов, мас.алюминий 0,1-1,0 железо 3,0-10,0 стеарат цинка 0,1-0,8 графит 0,1-1,0 медь остальное. Экспериментально установлено, что введение графита в материал для пропитки углеродистых сталей,обеспечивает получение качественной поверхности изделия отсутствует налипание остатков пропитывающего материала и...
Материал для пропитки порошковых сталей
Номер патента: 7314
Опубликовано: 30.09.2005
Авторы: Дмитрович Александр Анатольевич, Дьячкова Лариса Николаевна
МПК: B22F 3/26, B22F 1/00, C22C 9/00...
Метки: порошковых, материал, пропитки, сталей
Текст:
...соотношении компонентов, мас.алюминий 0,1-1,0 порошок стали ШХ 15 4,0-8,0 графит ГЛ 0,5-1,5 медь остальное. Экспериментально установлено, что введение порошка стали ШХ 15 - отходов, образующихся при обкатке шариков, и натурального графита марки ГЛ-1 в материал для пропитки сталей, легированных карбидообразующими элементами, обеспечивает получение качественной поверхности изделия отсутствует налипание остатков пропитывающего материала и эрозия...
Предыдущий патент: Клиновой ремень
Следующий патент: Способ получения изделий из керамического материала с повышенными диэлектрическими свойствами
Случайный патент: Гидрант пожарный подземный