C25F — Электролитические способы удаления примесей из изделий; устройства для них
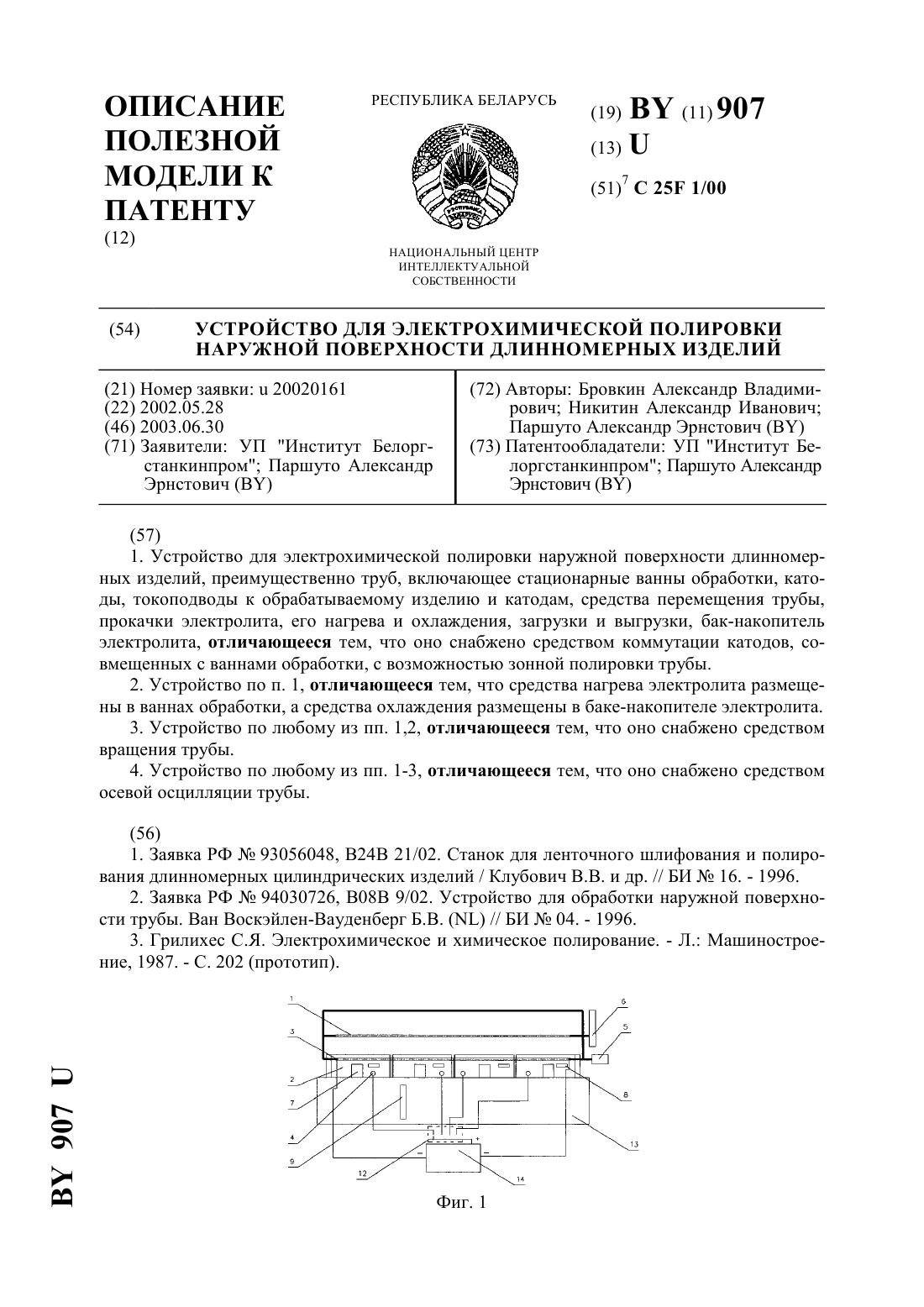
Устройство для электрохимической полировки наружной поверхности длинномерных изделий
Номер патента: U 907
Опубликовано: 30.06.2003
Авторы: Никитин Александр Иванович, Паршуто Александр Эрнстович, Бровкин Александр Владимирович
МПК: C25F 1/00
Метки: электрохимической, поверхности, устройство, наружной, полировки, длинномерных, изделий
Текст:
...катодную ванну биполярного токоподвода. Задача, решаемая полезной моделью, заключается в упрощении конструкции устройства при одновременном повышении качества обработанной поверхности. 2 907 Поставленная задача достигается тем, что в устройстве для электрохимической обработки наружной поверхности длинномерных металлических изделий, преимущественно труб, включающем стационарные ванны обработки, катоды, токоподводы к обрабатываемому изделию и...
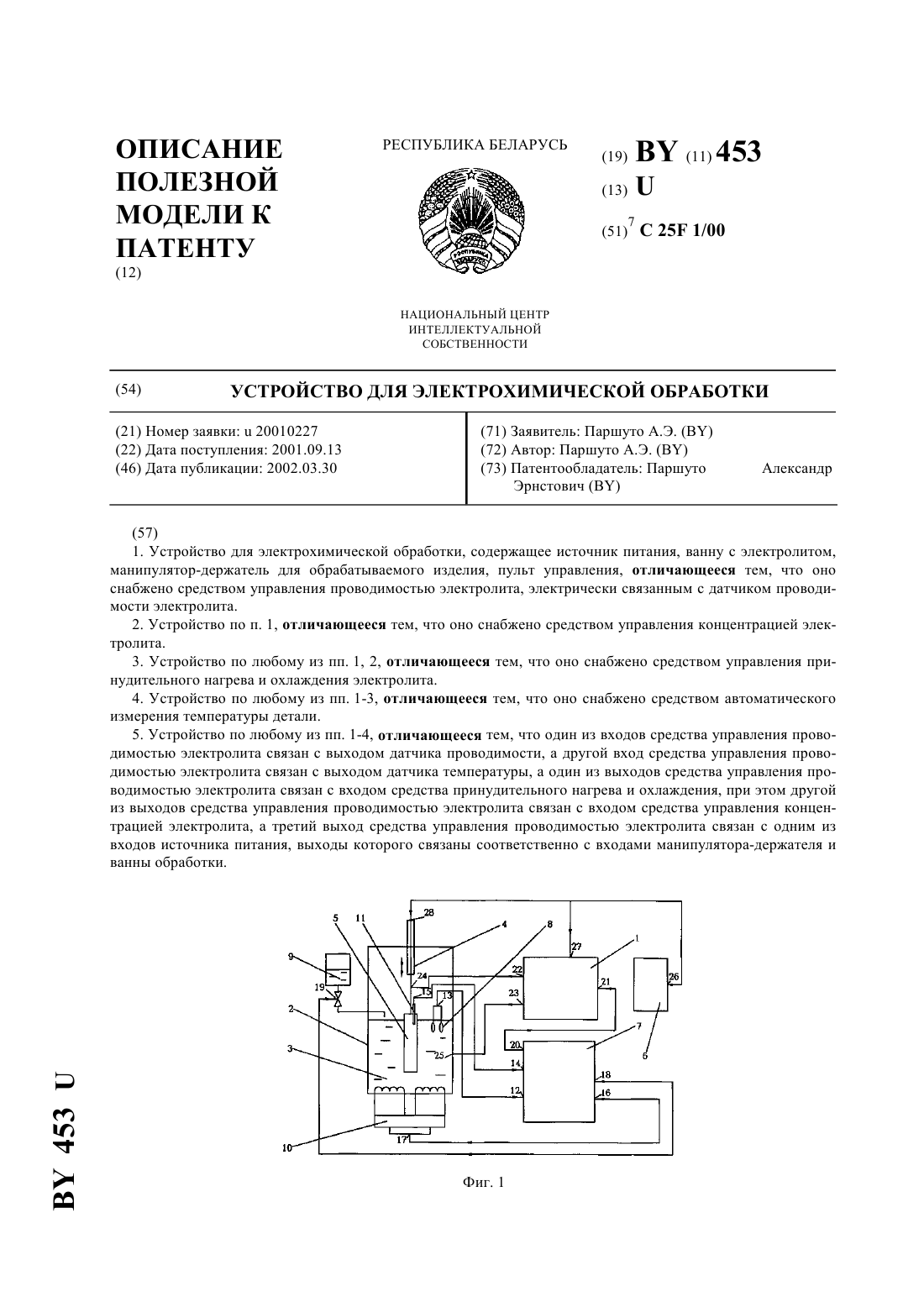
Устройство для электрохимической обработки
Номер патента: U 453
Опубликовано: 30.03.2002
Автор: Паршуто Александр Эрнстович
МПК: C25F 1/00
Метки: устройство, обработки, электрохимической
Текст:
...1 питания, подачу рабочего напряжения и образование парогазовой оболочки вокруг обрабатываемой поверхности изделия 5,при этом обработку проводят в анодном нагревном режиме электролитно-разрядной обработки. Электрохимическую обработку металлических проводящих изделий осуществляют в анодном режиме в растворе соли аммония, совмещенным с нагревным режимом электролитно-разрядной обработки при температуре обрабатываемого изделия 100-140 С и...
Способ электрохимической обработки поверхности металлических изделий
Номер патента: 3604
Опубликовано: 30.12.2000
Автор: Синькевич Юрий Владимирович
МПК: C25F 3/00
Метки: поверхности, способ, электрохимической, обработки, металлических, изделий
Текст:
...63 и нержавеющей стали 20 Х 13. Для сравнительных испытаний были приготовлены электролиты 1, используемый в известном способе обработки, содержащий, мас.- хлористый аммоний 20, вода - остальное и 228, используемые в заявляемом способе и приведенные в табл. 1. Образцы из латуни Л 63 обрабатывались в электролитах 128, из нержавеющей стали 20 Х 13 - в электролитах 1,4,9,14,19,22 и 27. Шероховатость поверхности образцов из латуни Л 63 после...
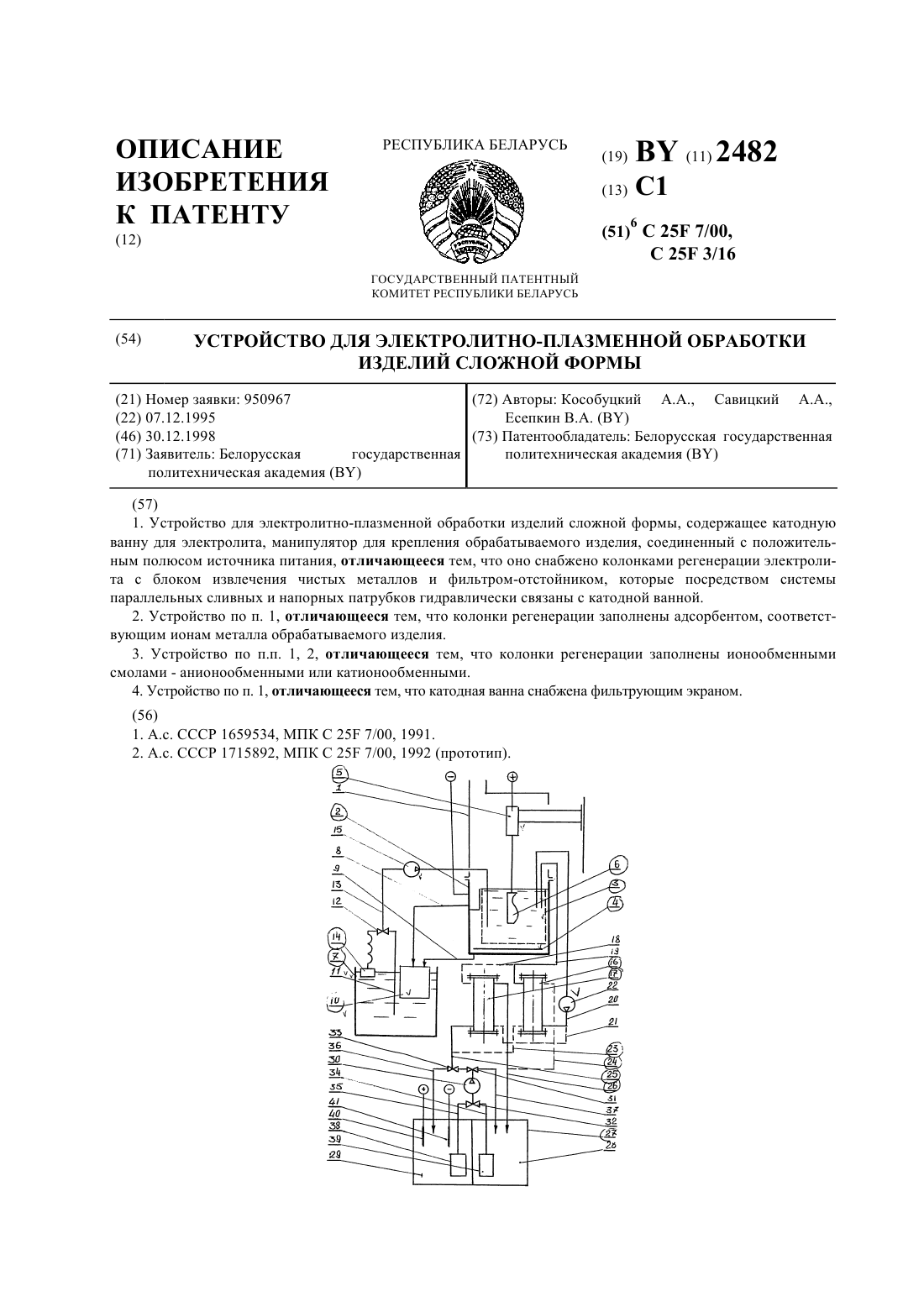
Устройство для электролитно-плазменной обработки изделий сложной формы
Номер патента: 2482
Опубликовано: 30.12.1998
Авторы: Кособуцкий Александр Антонович, Есепкин Владимир Александрович, Савицкий Александр Александрович
Метки: обработки, электролитно-плазменной, устройство, формы, сложной, изделий
Текст:
...17 в режиме промывки адсорбента, т.е. имеет место случай регенерации электролита путем удаления ионов одного типа. В случае отравления электролита анионами и катионами различных металлов необходимо прокачивать электролит последовательно через анионообменную и катионообменную колонки с последующей их промывкой соответствующими промывочными жидкостями. Ионообменные колонки 16, 17 посредством трубопроводов 18,19,20,21 и насоса 22 поочередно...
Раствор для полирования металлических поверхностей
Номер патента: 1132
Опубликовано: 14.06.1996
Авторы: Кособуцкий Александр Антонович, Овчинникова Нина Викторовна, Житкевич Лилия Сергеевна
МПК: C25F 3/16
Метки: металлических, поверхностей, полирования, раствор
Текст:
...рекомендуется вести при температуре электродшта 75-95 С, в интервале напряжений 220-240 В, время обработки зависит в ОСНОВНОМ ОТ СОСТОЯНИЯ ИСХОДНОЙ ПОВВрХНОСТИ и достигает 6-10 минут.Примеры конкретного выполнения представлены в таблице 1.В результате исследований установлена зависимость влияния концентрации компонентов на съем металла, а соответственно на показатель шероховатости Ка и на отражающую поверхность р. Полученные...
Автоматическая гальваническая установка для обработки цилиндрических стержней
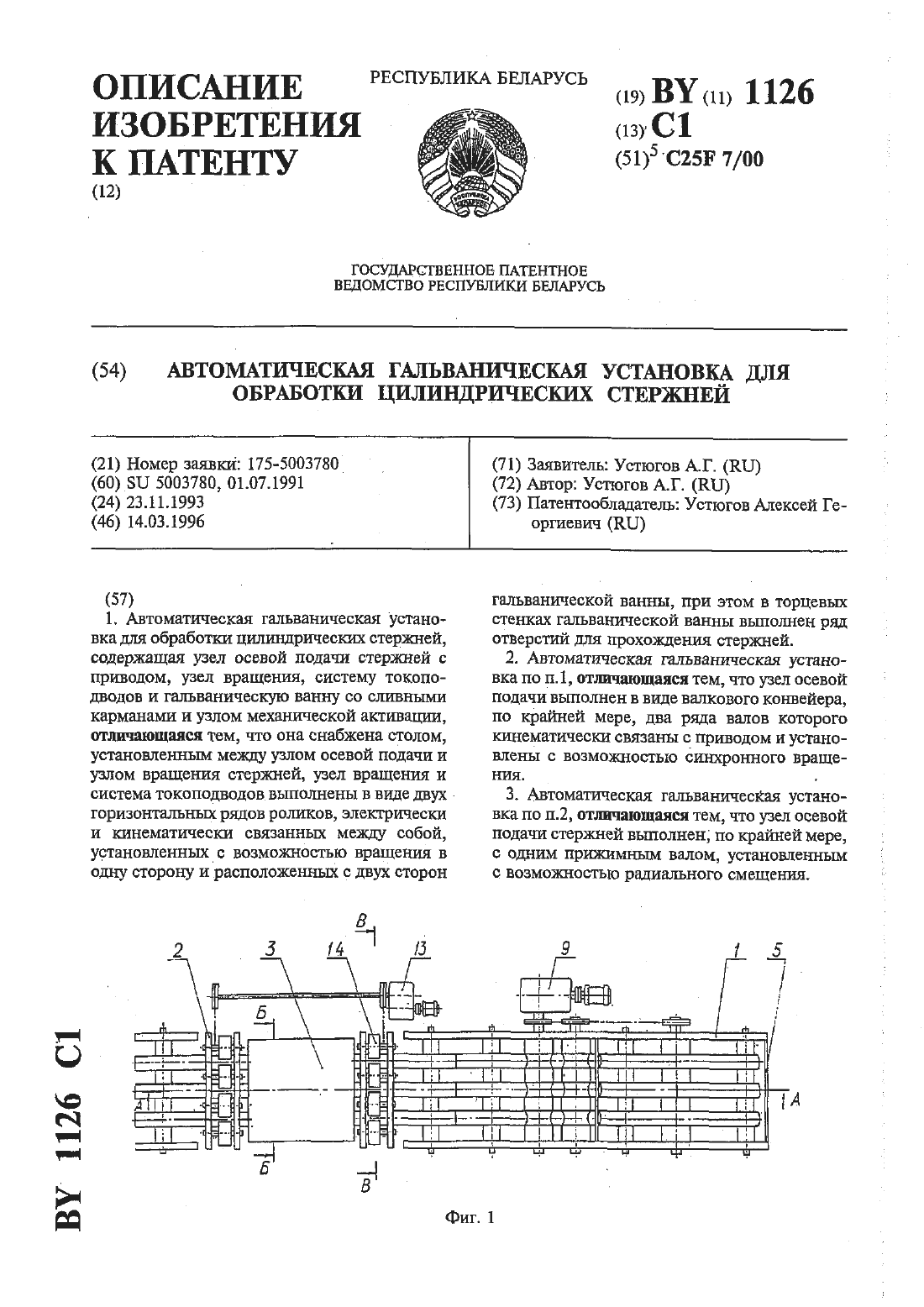
Номер патента: 1126
Опубликовано: 14.03.1996
Автор: Устюгов Алексей Георгиевич
МПК: C25F 7/00
Метки: гальваническая, установка, автоматическая, обработки, цилиндрических, стержней
Текст:
...пластину (дно галь ванической ванны) уложены электроды в катодном и анодном отсеках. При этом электродв катодном отсеке, вьптолняюцгий роль анода, перфорирован отверстиями, которые совпадают с отверстиями в пластине 21. Наличие анодного отсека в гальванической ванне по зволяет получать качественные покрытия, сВ гальванической ванне 3 расположен узел механической активации поверхности катода 23. Он выполнен в виде ряда Т-образных...
Устройство для полирования полых металлических изделий
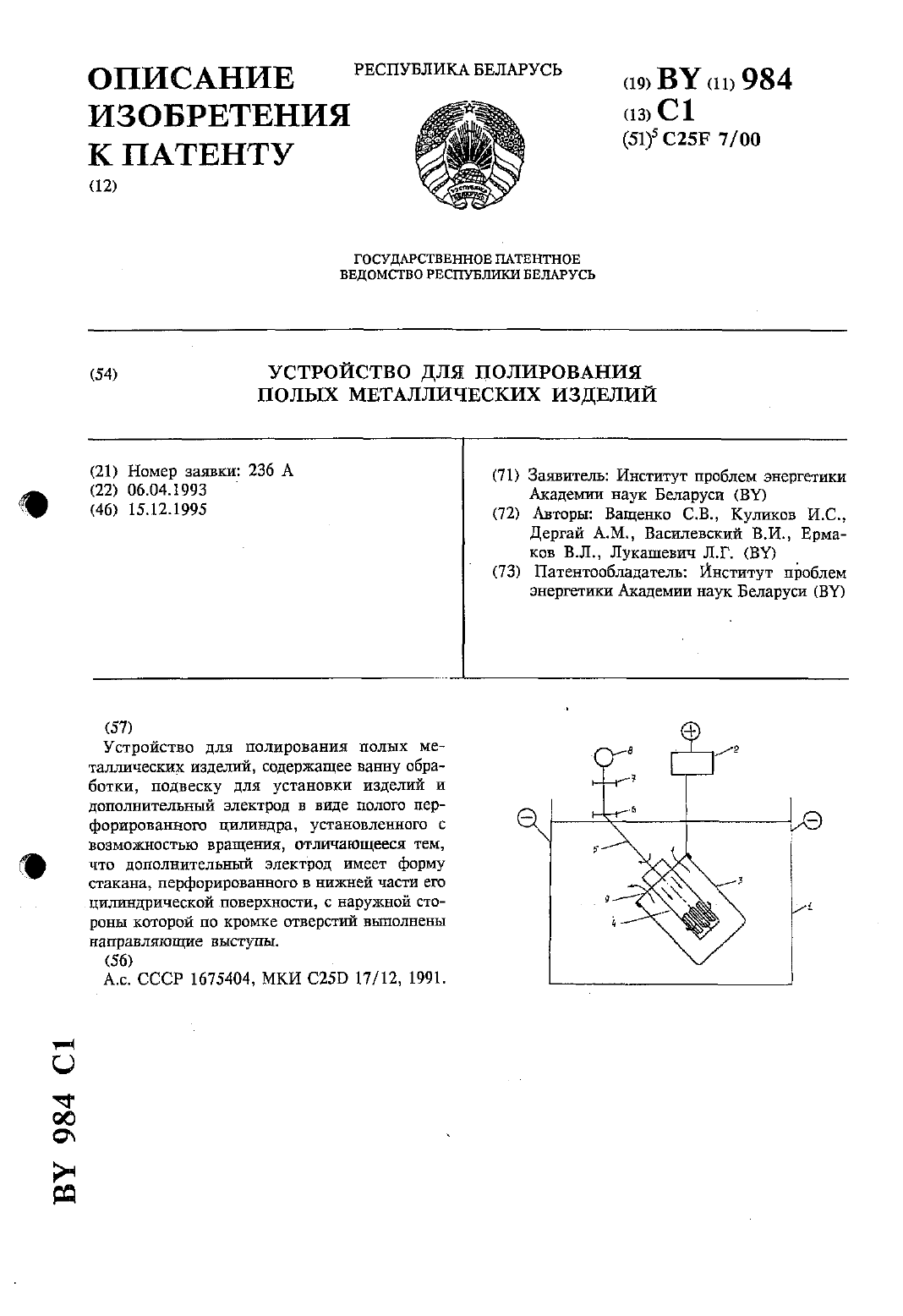
Номер патента: 984
Опубликовано: 15.12.1995
Авторы: Ермаков Владимир Леонидович, Василевский Виктор Иванович, Лукашевич Лариса Георгиевна, Дергай Александр Михайлович, Куликов Иван Семенович, Ващенко Светлана Владимировна
МПК: C25F 7/00
Метки: изделий, полирования, полых, металлических, устройство
Текст:
...неебходиынх електрогидродинанических условий и режимов ЧретеканиеВЕЪЗЛИЧННХ ФИЗИКОХИЫИЧЕСННХ ПВОЦЕССОВ В ПВИЭЛВКТВОДНОЙ ЗОНЕ. Приполировании изделий импульсным электрохимическим нетодвн вблизи обИНЙЩШБПВЪЦН Э 93103.01 ЭИНЬЭЕЭОНИВЗ ЗВНОПИЭ ЪИОХЭИПЦ ЕОЬНЗЕЕиннашваа иацан 1 Бшан 0 йЦ ипнпошнэнешап 8 И 9 н 9 не 1 эеПпб 1 нне идана иъэонпиш аинэшваа щаванзна винэщ оценена низ аиаьэпакэа поаьязие вэвишшвшеба нашшйПзп 3 8 Бэщэгьшинпе 9813305135...