Автоматическая гальваническая установка для обработки цилиндрических стержней
Текст
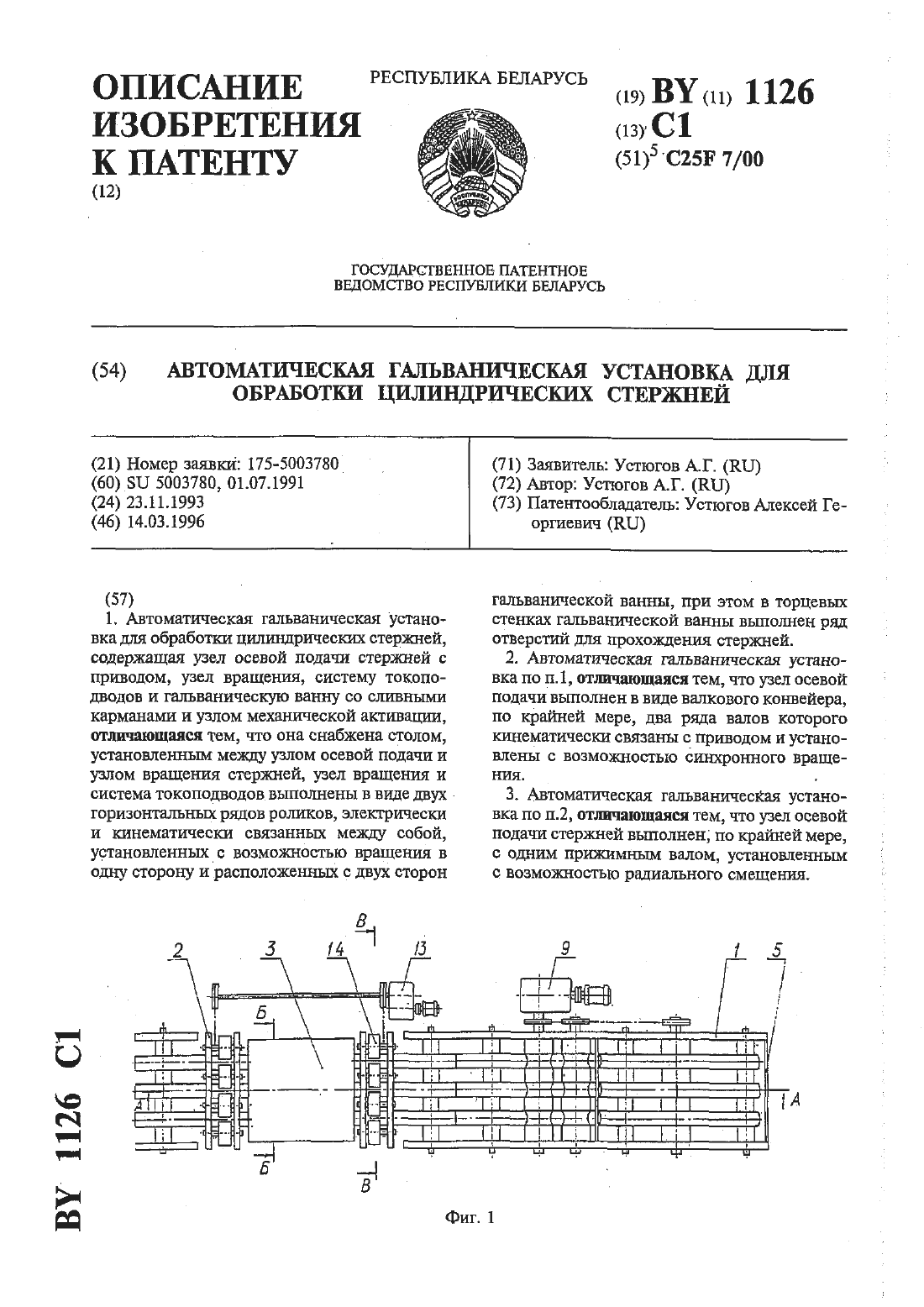
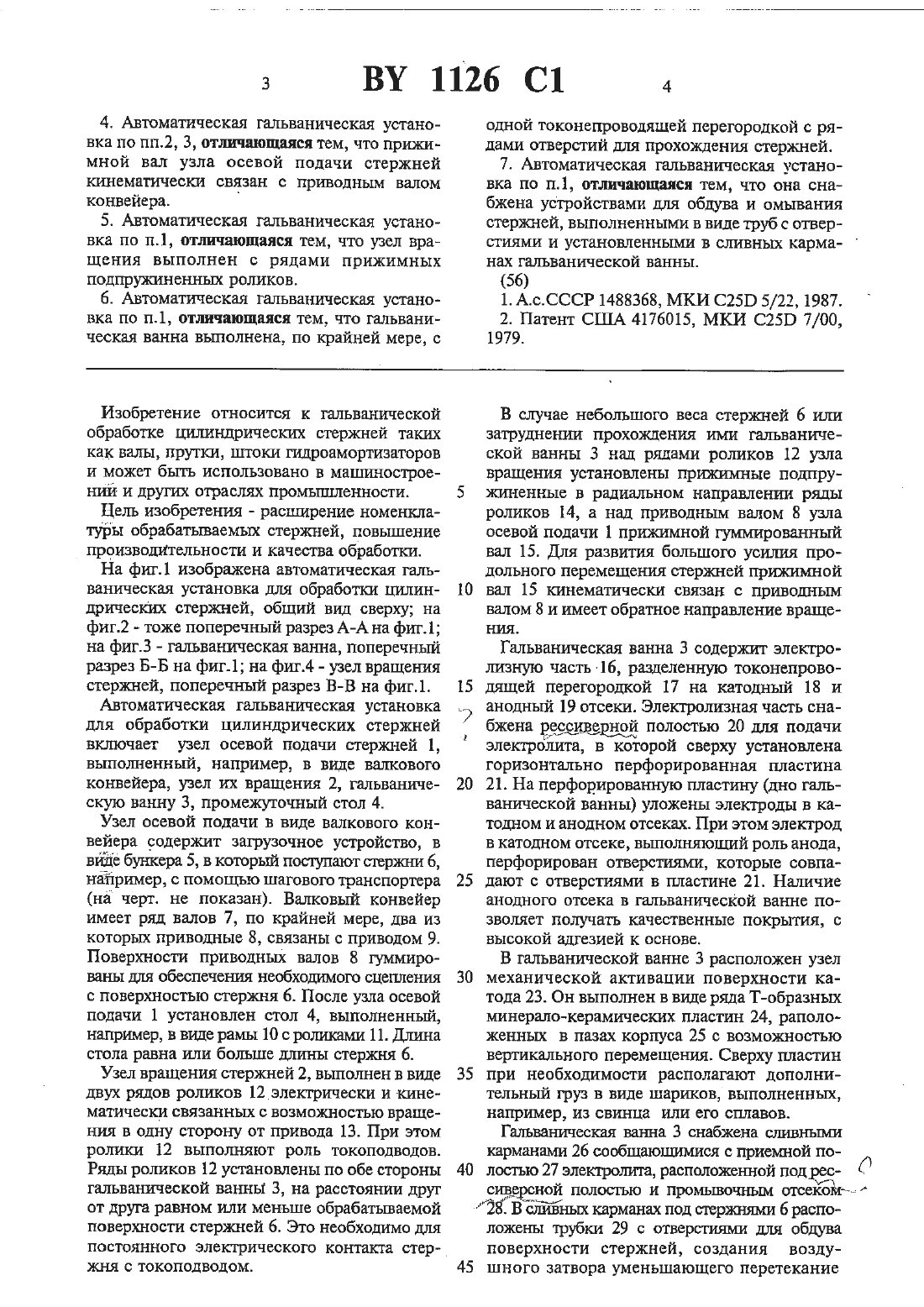
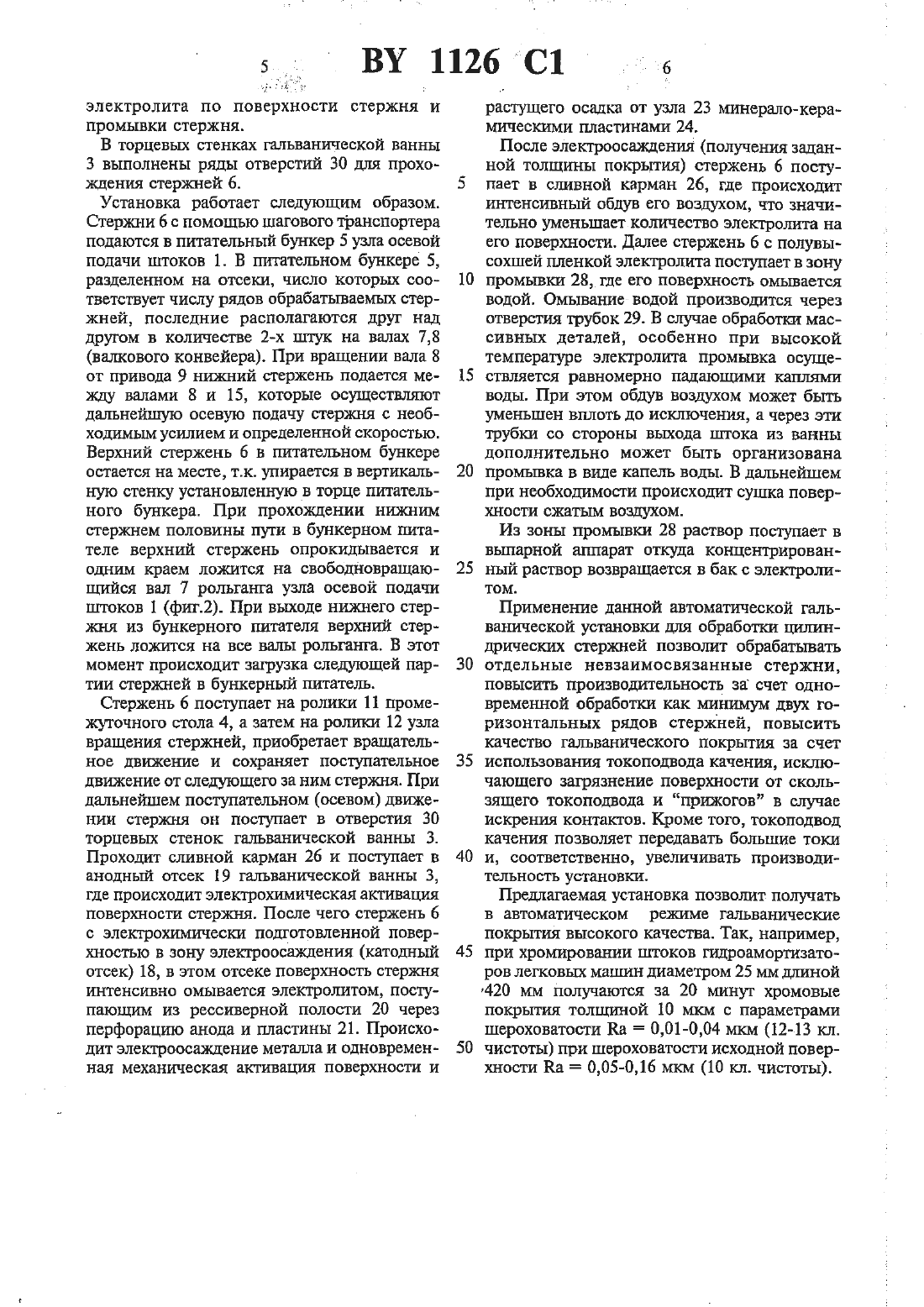
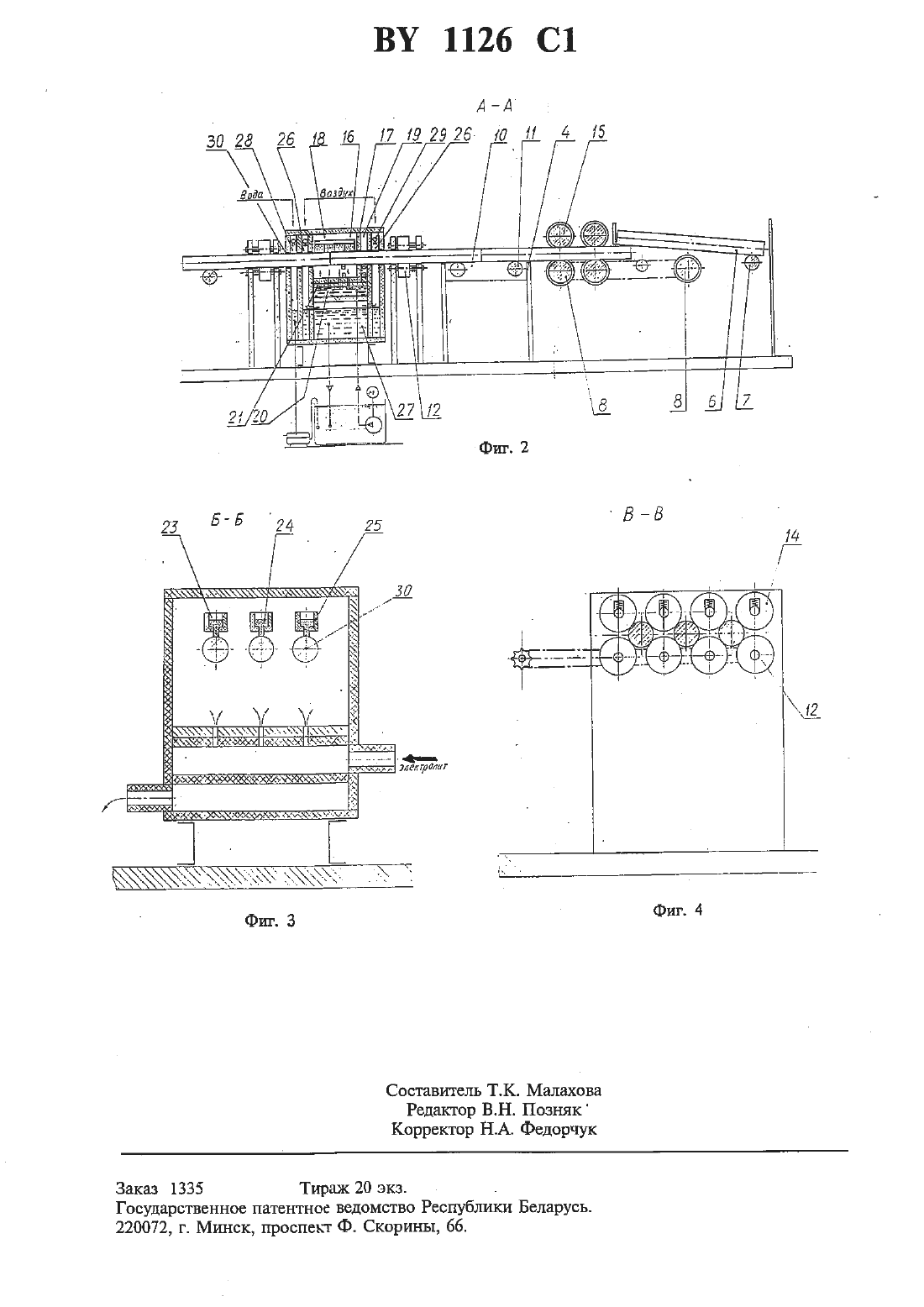
РЕСПУБЛИКА БЕЛАРУ СЬ (19 ВУцц 1126(12) госудввстввнновтипвнтнов ввдомство гвспувлики БЕЛАРУСЬ(54) АВТОМАТИЧЕСКАЯ ГАЛЬВАНИЧЕСКАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ СТЕРЖНЕЙ1. Автоматическая гальваническая установка для обработки цилиндрических стержней,содержащая узел осевой подачи стержней с приводом, узел вращения, систему токоподводов и гальваническую ванну со сливными карманами и узлом механической активации,отличающаяся тем, что она снабжена столом,установленным между узлом осевой подачи и валом вршцения стерэкней, узел вращения иСИСТЕМЕ ТОКОПОДВОДОВ ВЫПОЛНБНЫ В ВИДЕ ДВУХ горизонтальных рядов роликов, электрически и кинематически связанных между собой,установленных с возможностью вращения в одну сторону и расположенных с двух сторон(73) Патентообладатель Устюгов Алексей Георгиевич (КН)гальванической ванны, при этом в торцевых стенках гальванической ванны вьшовнен ряд отверстий для прохождения стержней.2. Автоматическая гальваническая установка по п.1, отличалощаяся тем, что узел осевой подачи вьшолнен в виде валкового конвейера,по крайней мере, два ряда валов которого математически связаны с приводом и установлены с возможностью синхронного вращения. .3. Автоматическая гальваническая установка по п.2, отдщчалощаяся тем, что узел осевой подачи стерэкней выполнен, по крайней мере,с одним прижтамнътм валом, установленным с возможностью радиального смещения.4. Автоматическая гальваническая установка по пп.2, 3, отличающаяся тем, что прижимной вал узла осевой подачи стержней кинематически связан с приводным валом конвейера.5. Автоматическая гальваническая установка по п.1, отличающаяся тем, что узел вращения выполнен с рядами прижимных подпружттненньш роликов.б. Автоматическая гальваническая установка по п.1, отличающаяся тем, что гальваническая ванна вьшолнена, по крайней мере, содной токонепроводящей перегородкой с рядами отверстий для прохождения стержней.7. Автоматическая гальваническая установка по п.1, отличающаяся тем, что она снабжена устройствами для обдува и омывания стержней, выполненными в виде труб с отверстиями и установленными в сливных карманах гальванической ванны.Изобретение относится к гальванической обработке цилиндрических стержней таких как валы, прутки, Штоки гидроамортизаторов и может бьттъ использовано в машинострое и других отраслях промышленности.Цель изобретения - расширение номенклатуры обрабатываемых стержней, повышение производительности и качества обработки.На фит.1 изображена автоматическая гальват-шческая установка для обработки Цилиндрических стержней, общий вид сверху на фиг.2 - тоже поперечный разрез А-А на фиг.1 на фиг.3 - гальваническая ванна, поперечный разрез Б-Б на фиг-1 на фиг.4 - узел вращения стержней, поперечный разрез В-В на фиг.1.Автоматическая гальваническая установка для обработки цилиндрических стержней включает узел осевой подачи стержней 1,вьшоштенный, например, в виде вашсового конвейера, узел их вращения 2, гальваническую ванну 3, промежуточный стол 4.Узел осевой подачи в виде валкового конвейера содержит загрузочное устройство, в виде бункера 5, в которьШ поступают стерло-пат 6,например, с помощью шагового транспортера(на черт. не показан). Вапковый конвейер имеет ряд валов 7, по крайней мере, два из которых приводные 8, связаны с приводом 9. Поверхности приводных валов 8 гуммированы для обеспечения необходимого сцеплешая с поверхностью стержня 6. После узла осевой подачи 1 установлен стол 4, выполненный,нагтргшер, в виде рамы 10 с ролшсалш 11. Длина стола равна или больше длины стержня 6.Узел вращения стержней 2, вьшолнен в виде двух рядов роликов 12 электрически и кинематически связанных с возможностью вращения в одну сторону от привода 13. При этом ролики 12 выполняют роль токоподводов. Ряды роликов 12 установлены по обе стороны гальванической ванны 3, на расстоянии друг от друга равном или меньше обрабатываемой поверхности стержней 6. Это необходимо для постоянного электрического контакта стержня с токоподводом.В случае небольшого веса стержней 6 или затруднентш прохождения ими гальванической ванны 3 над рядами роликов 12 узла вращения установлены приэкгигвтные подпру 5 экиненные в радиальном направлении ряды роликов 14, а над приводным валом 8 узла осевой подачи 1 прижимной гуммированный вал 15. Для развития большого усилия продольного перемещения стержней прижимной10 вал 15 кинематически связан с приводным валом 8 и имеет обратное направление вращения.Гальваническая ванна 3 содержит электродшзную часть 116, разделенную токонепрово 15 дящей перегородкой 17 на катодный 18 и7 анодный 19 отсеки. Электролизная часть снабжена рррсивуернрй полостью 20 для подачиэлектролита, в которой сверху установлена горизонтально перфорированная пластина21. На перфорированную пластину (дно галь ванической ванны) уложены электроды в катодном и анодном отсеках. При этом электродв катодном отсеке, вьптолняюцгий роль анода, перфорирован отверстиями, которые совпадают с отверстиями в пластине 21. Наличие анодного отсека в гальванической ванне по зволяет получать качественные покрытия, сВ гальванической ванне 3 расположен узел механической активации поверхности катода 23. Он выполнен в виде ряда Т-образных минерале-керамических пластин 24, раположенных в пазах корпуса 25 с возможностью вертикального перемещения. Сверху пластин при необходимости располагают дополнительный груз в виде шариков, выполненных,например, из свинца или его сштавов.Гальваг-Шческая ванна 3 снабжена сшавньпиш карманами 26 сообщающимися с приемной по 40 лостью 27 электролита, расположет-п-юй подрес- Юстиддерсной полостью и промывотп-тьш отсегбмы с 28. ВЬШШ карманах под стержнями 6 распо ложены трубки 29 с отверстиями для обггуваповерхности стержней, создания возду 45 шного затвора уменьшающего перетеканиеэлектролита по поверхности стержня и промывки стержня.В торцевых стенках гальванической ванны 3 выполнены ряды отверстий 30 для прохождения стержней б.Установка работает следующим образом. Стержни 6 с помощью шагового транспортера подаются в питательный бункер 5 узла осевой подачи штоков 1. В гштательном бункере 5,разделенном на отсеки, число которых соответствует числу рядов обрабатываемых стержней, последние располагаются друг над другом в количестве 2-х цггук на валах 7,8(валкового конвейера). При вращении вала 8 от привода 9 нижний стержень подается между валами 8 и 15, которые осуществляют дальнейшую осевую подачу стержня с необходимым усилием и определенной скоростью. Верхний стержень 6 в питательном бункере остается на месте, так. упирается в вертикальную стенку установленную в торце питательного бункера. При прохождении нижним стержнем половины пути в бункерном питателе верхний стержень опрокидывается и одним краем лоэкится на свободновращающийся вал 7 рольганга узла осевой подачи штоков 1 (фиг.2). При выходе ниэкнего стержня из бункерного питателя верхний стержень лохсится на все валы рольганга. В этот момент происходит закрузка СЛЕДУЮЩЕЙ Партии стержней в бункерный питатель.Стержень 6 поступает на ролики 11 промежуточного стола 4, а затем на ролики 12 узла вращения стержней, приобретает вращательное движение и сохраняет поступательное движение от следующего за ним стержня. При дальнейшем поступательном (осевом) движении стержня он поступает в отверстия 30 торцевых стенок гальванической ванны 3. Проходит сливной карман 26 и поступает в анодный отсек 19 гальванической ванны 3,где происходит Электрохимическая активация поверхности стержня. После чего стержень б с электрохимически подготовленной поверхностью в зону электроосажцения (катодный отсек) 18, в этом отсеке поверхность стержня интенсивно омывается электролитом, поступающим из рессиверной полости 20 через перфорацию анода и пластины 21. Происходит электроосаждение металла И одновременная механическая активация поверхности иву 1126 ос 1 о д, растущего осадка от узла 23 минерало-керамическими пластинами 24.После электроосаждения (получения заданной толщины покрытия) стержень 6 поступает в сливной карман 26, где происходит интенсивный обдув его воздухом, что значительно уменьшает количество электролита на его поверхности. Далее стержень 6 с полувысохшей пленкой электролита поступает в зону промывки 28, где его поверхность омывается водой. Омь 1 вание- водой производится через отверстия трубок 29. В случае обработки массивных деталей, особенно при высокой температуре электролита промывка осуществляется равномерно падающими каплями воды. При этом обдув воздухом может быть уменьшен вплоть до исключения, а через эти трубки со стороны выхода штока из ванны дополнительно может быть организована промывка в виде капель воды. В далънейтцем при необходимости происходит сушка поверхности сжатым воздухом.Из зоны промывки 28 раствор поступает в вьшарной аппарат откуда концентрированный раствор возвращается в бак с электролитом.Применение данной автоматической гальванической установки для обработки шшиндрических стержней позволшт обрабатывать отдельные невзаимосвязанные стержни,повысить производительность за счет одновременной обработки как минимум двух горизонтальных рядов стержней, повысить качество гальванического покрьггия за счет использования токоподвода качения, исключающего загрязнение поверхности от скользящего токоподвода и прижогов в случае искрения контактов. Кроме того, токоподвод качения позволяет передавать большие токи и, соответственно, увеличивать производительность установки.Предлагаемая установка позволит получать в автоматическом реяшме гальванические покрытия высокого качества. Так, например,при хромировании штоков гидроамортизаторов легковых мантии диаметром 25 мм длшчой 420 мм получаются за 20 мугнут хромовые покрьггия толщиной 10 мкм с параметрами шероховатости Ка О,01-О,О 4 мкм (12-13 кл. чистоты) при шероховатости исходной поверхности На 005-0,16 мкм (10 кл. чистоты).Заказ 1335 Тираж 20 экз. Государственное патентное ведомство Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: C25F 7/00
Метки: цилиндрических, гальваническая, обработки, установка, стержней, автоматическая
Код ссылки
<a href="https://by.patents.su/4-1126-avtomaticheskaya-galvanicheskaya-ustanovka-dlya-obrabotki-cilindricheskih-sterzhnejj.html" rel="bookmark" title="База патентов Беларуси">Автоматическая гальваническая установка для обработки цилиндрических стержней</a>
Способ обработки цилиндрических поверхностей сквозных отверстий
Номер патента: 454
Опубликовано: 30.03.1995
Авторы: Давыдов И. И., Минец В. В., Мастюгин Л. И., Амозов С. В.
МПК: B24B 37/02, B24D 13/02
Метки: цилиндрических, способ, отверстий, поверхностей, сквозных, обработки
Текст:
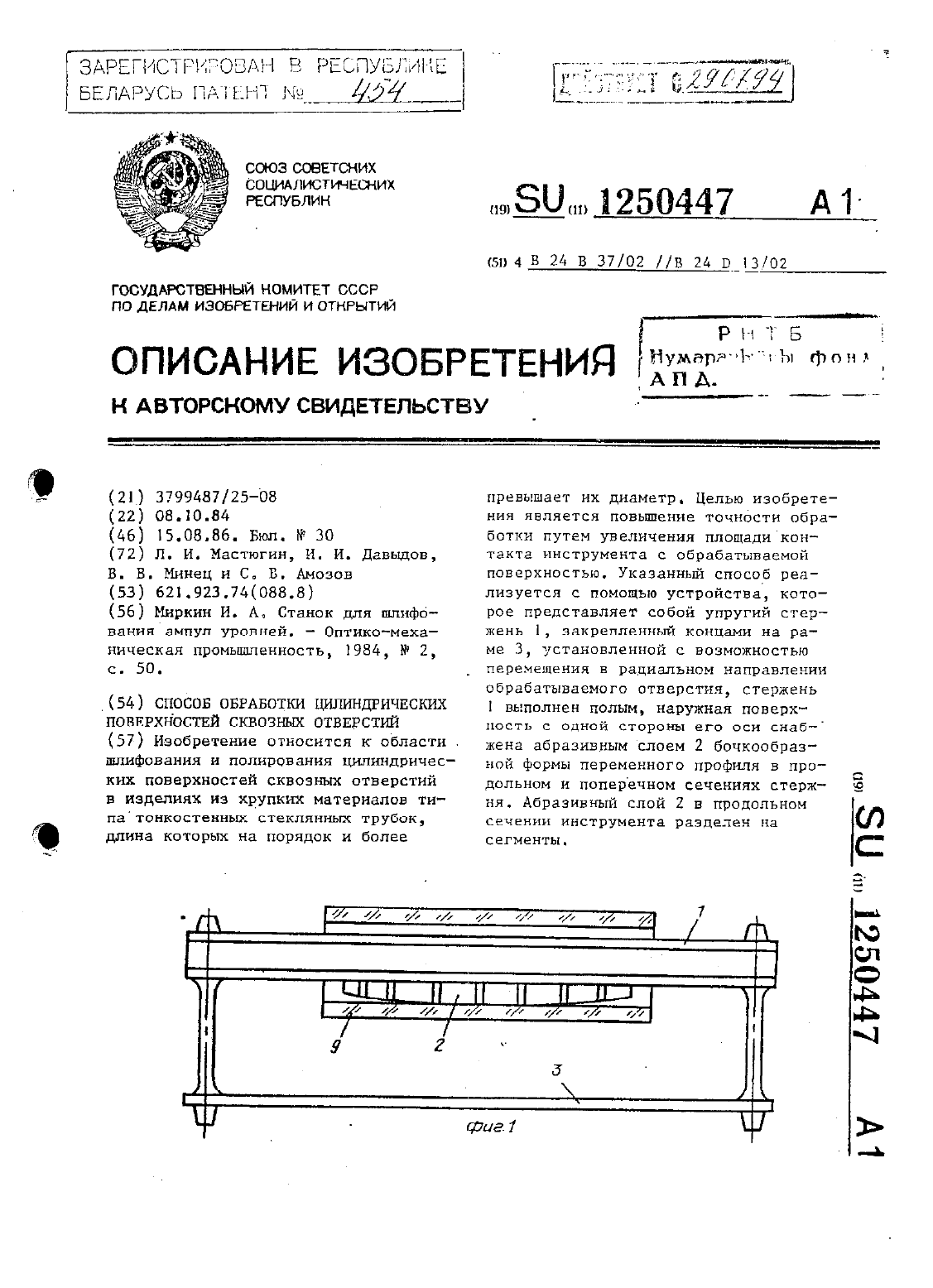
...отверстия. Абразивный слой 2 в продольном сечении разделен на сегменты 7 путем нарезания канавок 8.Обработку цилиндрических поверхностей сквозных отверстии осуществляют следующим образом.Вначале к работа готовят сам инструмент. Для этого абразивному слою 2 придают бочкообразную форму переменного профиля в продольном и поперечном сечениях согласно указанны выше выражений с таким условием, чтобы максимальная толщина абразивного слоя...
Автоматическая установка катодной защиты
Номер патента: 80
Опубликовано: 30.09.1994
Авторы: Тесов Н. И., Скосырев И. С., Чекмарев В. Е., Иванов Н. И.
МПК: C23F 13/02
Метки: автоматическая, установка, защиты, катодной
Текст:
...через датчик В Работа Установки протекает сле Зависит ОТ РВЗУЛЬТЗТЗ СРОБНЭННЯ ПО ДУЮЩИМ образом. тенцналов поступающих на входы Станция 1 катодной защты формш 45 блока 9 сравнения. рует на своих выходах напряжение ПРИ НОВЕВОНСТВЕ потенцалов попостоянного тока, под действием ко ступающих на входы блока 9 сравне торого по цепи анодное заземленне 2- ния, на его вьшоде будет изменяться подземное сооружение 3 потечет за величина...
Способ изготовления стержней
Номер патента: 1013
Опубликовано: 15.12.1995
Авторы: Щемелев Игорь Сергеевич, Шаповалов Юрий Петрович, Дещиц Сергей Сергеевич
МПК: B22C 15/26, B22C 9/00
Метки: изготовления, способ, стержней
Текст:
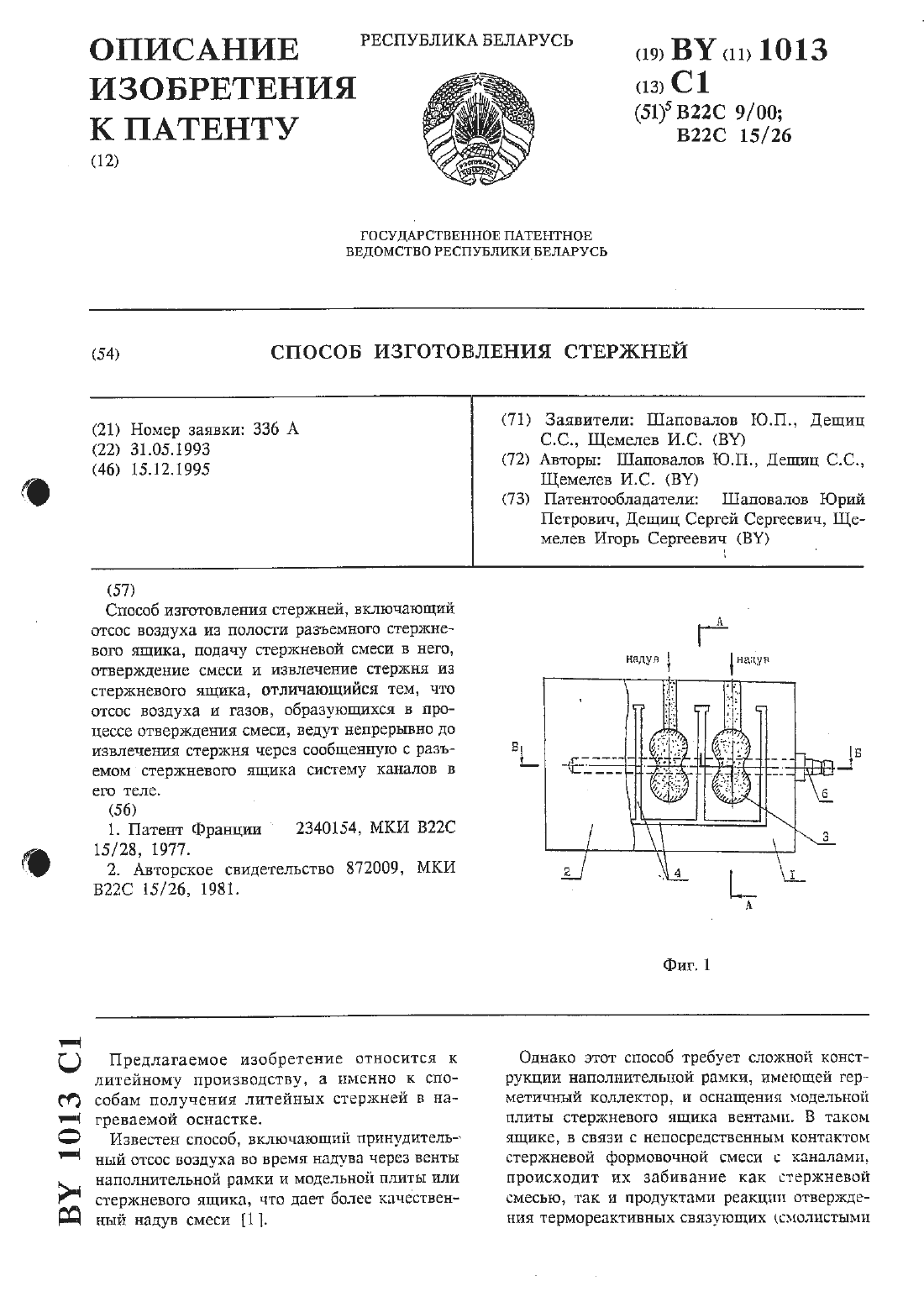
...с разъемом стержневого ящика систему каналов в его теле.Отсос газов через сообщенную с разъемом стержневого ящика систему каналов в его теле позволяет устранить забивание каналов стержневой смесью, обычно имеющем место при непосредственном контакте и особенно в процессе надува. Не требуется дополнительная зашита отсасывающего средства.Непрерывный отсос газов из полости до извлечения стержня позволяет обеспечить безопасные условия труда...
Станок для электроэрозионной обработки
Номер патента: 399
Опубликовано: 30.03.1995
Автор: Бельский Георгий Дмитриевич
Метки: обработки, станок, электроэрозионной
Текст:
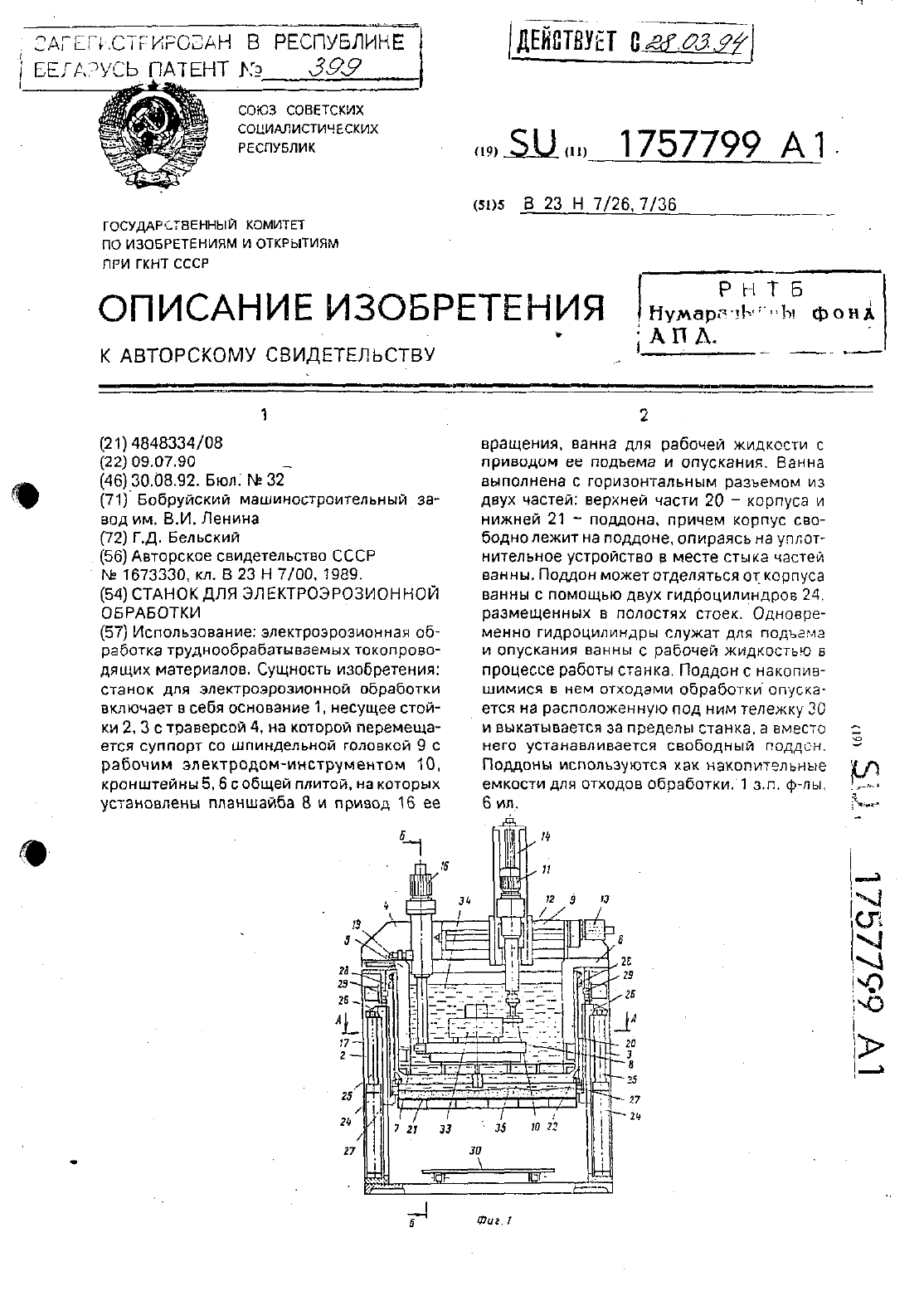
...крутящим моментом, что значительно расширяет технологические возможности станка и позволяетПОЛНОСТЬЮ ОТКЭЗЭТЬСЯ ОТ СЛОЖНЫХ МВХЭННческих коробок скоростей с множеством зубчатых передач. электромагнитных ъуфтПрименение автоматизированного регулируемого привода позволяет автоматизировать раГоту станка, используя систему ЧИСЛОБОГО ПВОГрЭММНОГО управления.Работает станок для электроэрозионной обработки следующим образом.ванне на планшайбе 8...
Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей
Номер патента: 678
Опубликовано: 30.06.1995
Авторы: Кукин С. Ф., Пасах Е. В.
МПК: B24B 39/02
Метки: ультразвуком, цилиндрических, способ, деталей, наружных, поверхностей, упрочнения
Текст:
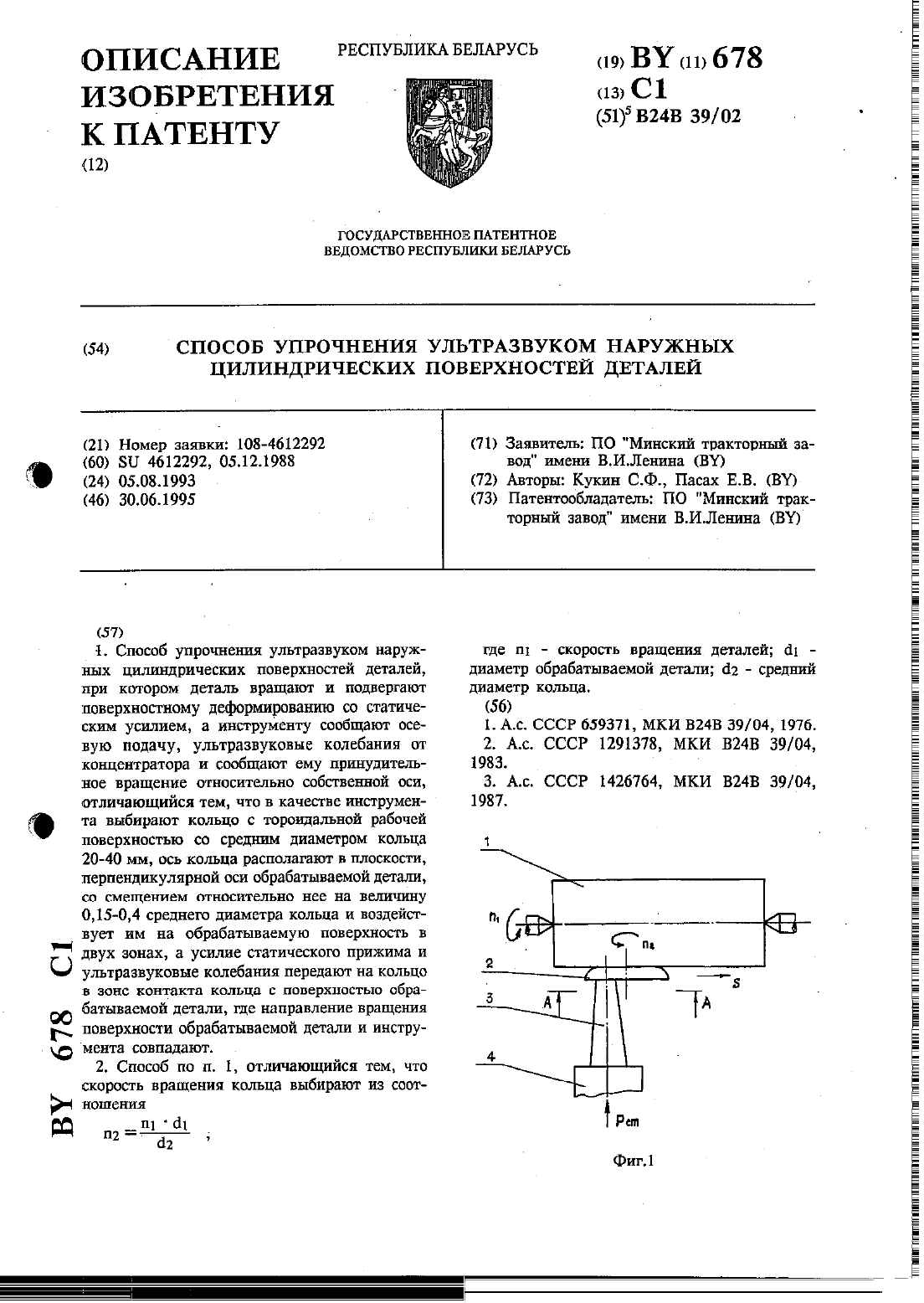
...деталь 1 диаметром с 11 вращают со скоростью щ в контакте с вращающимся со скоростью п и перемещающимся вдоль с подачей 8 кольцом 2 с тороидальной рабочей поверхностью и средним диаметром с 12, ось которого расположена от оси детали 1 на расстоянии 11. С обратной стороны кольца 2 по оси концентратора 3, проходящей через зону контакта кольца с деталью, где направление перемещения обрабатываемой поверхности и инструмента (кольца 2)...
Предыдущий патент: Ультразвуковой генератор
Следующий патент: Способ получения линий сгиба на упаковочном материале
Случайный патент: Стеклопакет