Валок для прошивного стана с кольцевой калибровкой
Номер патента: U 8926
Опубликовано: 28.02.2013
Авторы: Коровин Виктор Сергеевич, Томило Вячеслав Анатольевич, Ибрагимов Виталий Эрнестович, Масютина Ольга Николаевна, Муриков Максим Анатольевич, Шашков Александр Николаевич
Текст
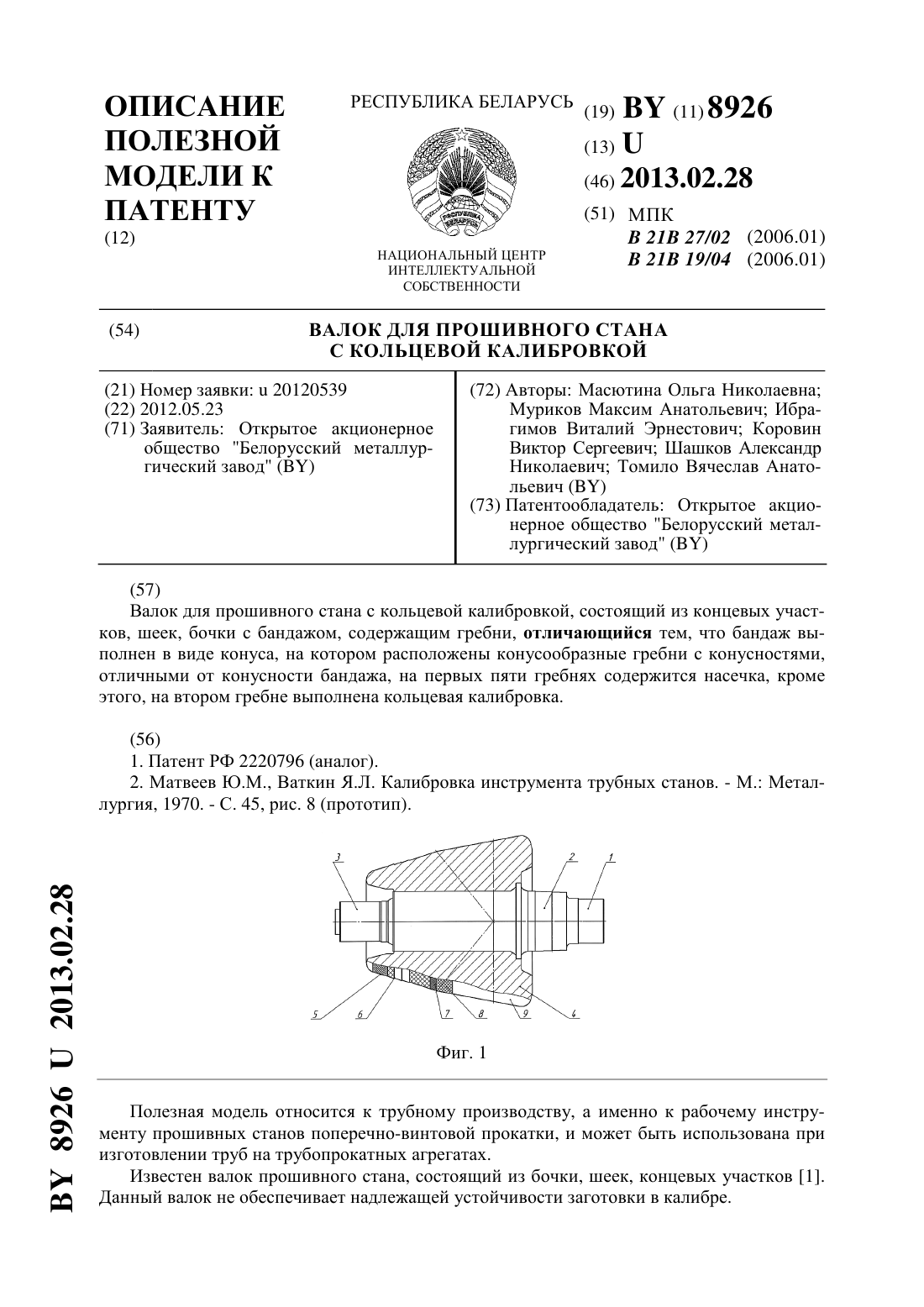
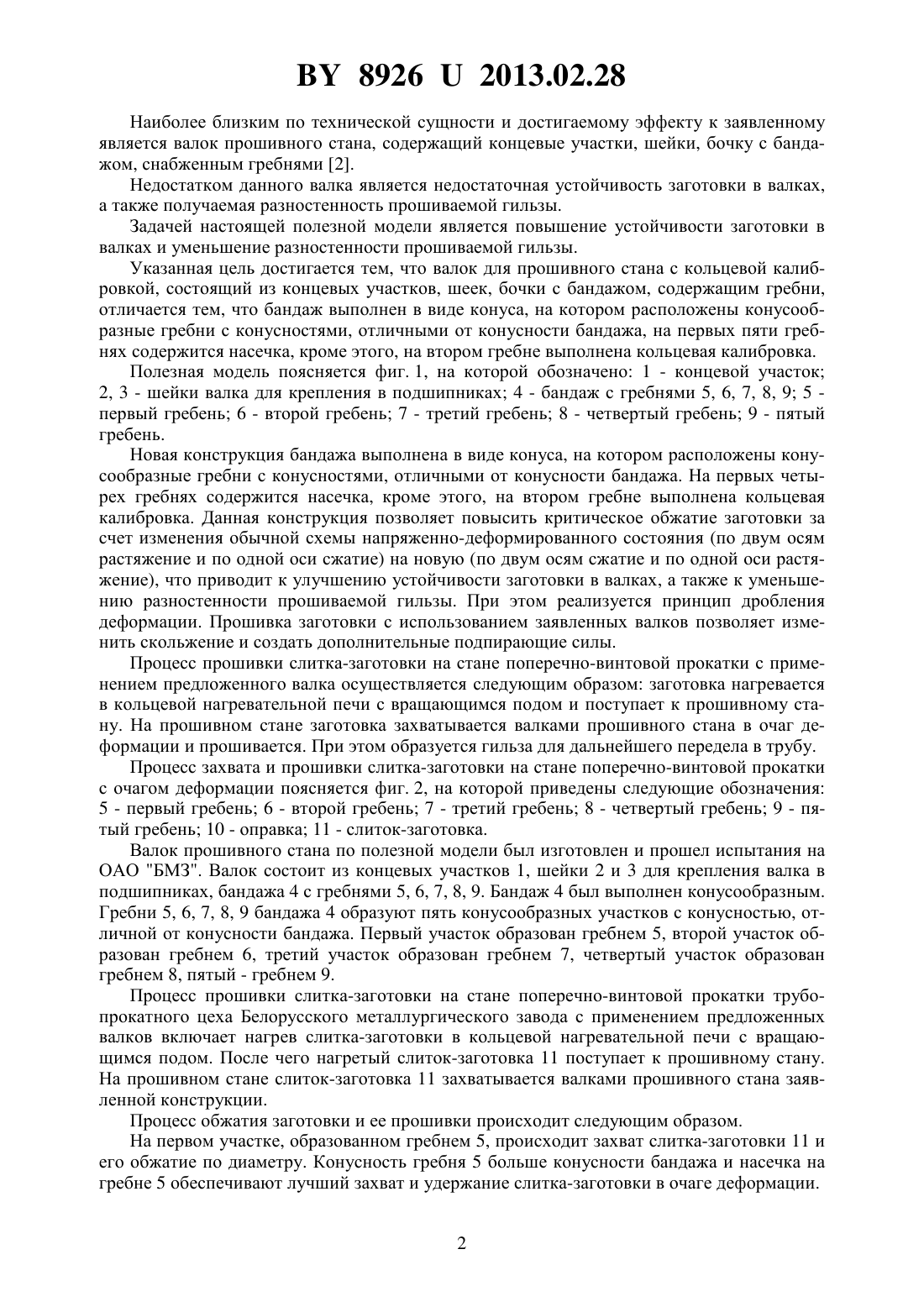
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ВАЛОК ДЛЯ ПРОШИВНОГО СТАНА С КОЛЬЦЕВОЙ КАЛИБРОВКОЙ(71) Заявитель Открытое акционерное общество Белорусский металлургический завод(72) Авторы Масютина Ольга Николаевна Муриков Максим Анатольевич Ибрагимов Виталий Эрнестович Коровин Виктор Сергеевич Шашков Александр Николаевич Томило Вячеслав Анатольевич(73) Патентообладатель Открытое акционерное общество Белорусский металлургический завод(57) Валок для прошивного стана с кольцевой калибровкой, состоящий из концевых участков, шеек, бочки с бандажом, содержащим гребни, отличающийся тем, что бандаж выполнен в виде конуса, на котором расположены конусообразные гребни с конусностями,отличными от конусности бандажа, на первых пяти гребнях содержится насечка, кроме этого, на втором гребне выполнена кольцевая калибровка.(56) 1. Патент РФ 2220796 (аналог). 2. Матвеев Ю.М., Ваткин Я.Л. Калибровка инструмента трубных станов. - М. Металлургия, 1970. - С. 45, рис. 8 (прототип). Фиг. 1 Полезная модель относится к трубному производству, а именно к рабочему инструменту прошивных станов поперечно-винтовой прокатки, и может быть использована при изготовлении труб на трубопрокатных агрегатах. Известен валок прошивного стана, состоящий из бочки, шеек, концевых участков 1. Данный валок не обеспечивает надлежащей устойчивости заготовки в калибре. 89262013.02.28 Наиболее близким по технической сущности и достигаемому эффекту к заявленному является валок прошивного стана, содержащий концевые участки, шейки, бочку с бандажом, снабженным гребнями 2. Недостатком данного валка является недостаточная устойчивость заготовки в валках,а также получаемая разностенность прошиваемой гильзы. Задачей настоящей полезной модели является повышение устойчивости заготовки в валках и уменьшение разностенности прошиваемой гильзы. Указанная цель достигается тем, что валок для прошивного стана с кольцевой калибровкой, состоящий из концевых участков, шеек, бочки с бандажом, содержащим гребни,отличается тем, что бандаж выполнен в виде конуса, на котором расположены конусообразные гребни с конусностями, отличными от конусности бандажа, на первых пяти гребнях содержится насечка, кроме этого, на втором гребне выполнена кольцевая калибровка. Полезная модель поясняется фиг. 1, на которой обозначено 1 - концевой участок 2, 3 - шейки валка для крепления в подшипниках 4 - бандаж с гребнями 5, 6, 7, 8, 9 5 первый гребень 6 - второй гребень 7 - третий гребень 8 - четвертый гребень 9 - пятый гребень. Новая конструкция бандажа выполнена в виде конуса, на котором расположены конусообразные гребни с конусностями, отличными от конусности бандажа. На первых четырех гребнях содержится насечка, кроме этого, на втором гребне выполнена кольцевая калибровка. Данная конструкция позволяет повысить критическое обжатие заготовки за счет изменения обычной схемы напряженно-деформированного состояния (по двум осям растяжение и по одной оси сжатие) на новую (по двум осям сжатие и по одной оси растяжение), что приводит к улучшению устойчивости заготовки в валках, а также к уменьшению разностенности прошиваемой гильзы. При этом реализуется принцип дробления деформации. Прошивка заготовки с использованием заявленных валков позволяет изменить скольжение и создать дополнительные подпирающие силы. Процесс прошивки слитка-заготовки на стане поперечно-винтовой прокатки с применением предложенного валка осуществляется следующим образом заготовка нагревается в кольцевой нагревательной печи с вращающимся подом и поступает к прошивному стану. На прошивном стане заготовка захватывается валками прошивного стана в очаг деформации и прошивается. При этом образуется гильза для дальнейшего передела в трубу. Процесс захвата и прошивки слитка-заготовки на стане поперечно-винтовой прокатки с очагом деформации поясняется фиг. 2, на которой приведены следующие обозначения 5 - первый гребень 6 - второй гребень 7 - третий гребень 8 - четвертый гребень 9 - пятый гребень 10 - оправка 11 - слиток-заготовка. Валок прошивного стана по полезной модели был изготовлен и прошел испытания на ОАО БМЗ. Валок состоит из концевых участков 1, шейки 2 и 3 для крепления валка в подшипниках, бандажа 4 с гребнями 5, 6, 7, 8, 9. Бандаж 4 был выполнен конусообразным. Гребни 5, 6, 7, 8, 9 бандажа 4 образуют пять конусообразных участков с конусностью, отличной от конусности бандажа. Первый участок образован гребнем 5, второй участок образован гребнем 6, третий участок образован гребнем 7, четвертый участок образован гребнем 8, пятый - гребнем 9. Процесс прошивки слитка-заготовки на стане поперечно-винтовой прокатки трубопрокатного цеха Белорусского металлургического завода с применением предложенных валков включает нагрев слитка-заготовки в кольцевой нагревательной печи с вращающимся подом. После чего нагретый слиток-заготовка 11 поступает к прошивному стану. На прошивном стане слиток-заготовка 11 захватывается валками прошивного стана заявленной конструкции. Процесс обжатия заготовки и ее прошивки происходит следующим образом. На первом участке, образованном гребнем 5, происходит захват слитка-заготовки 11 и его обжатие по диаметру. Конусность гребня 5 больше конусности бандажа и насечка на гребне 5 обеспечивают лучший захват и удержание слитка-заготовки в очаге деформации. 2 89262013.02.28 Очаг деформации представлен на фиг. 2. Условно его можно разделить на пять зон. В первой зонепроисходит первичный захват и обжатие металла по диаметру. Но так как деформация осуществляется при сравнительно узких контактных поверхностях металла с валками, это вызывает неравномерность деформации слоев слитка-заготовки 11. При движении слитка-заготовки 11 образуется периферийный слой, который подвергается деформации более интенсивно, чем центральный слой слитка-заготовки 11, что приводит к появлению в центральной слое растягивающих напряжений. В результате деформации металла происходит, с одной стороны, увеличение растягивающих напряжений, а с другой стороны, скопление микропор и микротрещин, которые являются результатом пластической деформации. Если в результате обжатия будет достигнуто критическое напряжение крит, то произойдет полное использование запаса пластичности нагретого металла и образуются макроразрушения. Это приводит к образованию дефектов на внутренней стороне трубы. Процесс прошивки необходимо вести таким образом, чтобы не было достигнуто критическое напряжение крит. Для этого на бочке валка после гребня 5 выполняют гребень 6 с кольцевой калибровкой (зона ). При кольцевой калибровке малые гребни, расположенные вдоль образующей валка, оказывают подпирающее действие в осевом направлении, уменьшая в этом направлении растягивающие напряжения. При этом схема напряженного состояния становится близкой к схеме с двумя сжимающими и одним растягивающим напряжением, что ведет к повышению критического обжатия крит. В третьей зонепроисходит обжатие металла по диаметру с большими обжатиями,так как во второй зонеудалось повысить критическое обжатие крит. В четвертой зонена пути течения металла встречаются гребень 7 и оправка 10,которые создают дополнительное сопротивление течению металла. Это приводит к смене схемы напряженного состояния металла в очаге деформации. Гребень 7 с насечкой отвечает за вторичный захват и удержание слитка-заготовки 11 в очаге деформации при ее прохождении через оправку 10. После чего слиток-заготовка 11 превращается в полую гильзу. Насечка на гребне 7 улучшает вторичный захват слитка-заготовки. Выполнение гребней с насечками повышает устойчивость слитка-заготовки 11 в валках и обеспечивает его прохождение через прошивку 10 и образование гильзы. В пятой зонена пути течения металла встречается гребень 8, который отвечает за формирование толщины стенки и диаметра получаемой гильзы. Взоне формируются окончательные размеры получаемой гильзы. На гребнях происходит дробление деформации по двум осям сжатие и по одной оси растяжение, что приводит к улучшению устойчивости заготовки в валках, а так же к уменьшению разностенности прошиваемой гильзы. На этих участках осуществляются отдельные обжатия, которые значительно меньше критических. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B21B 19/04, B21B 27/02
Метки: кольцевой, прошивного, валок, стана, калибровкой
Код ссылки
<a href="https://by.patents.su/3-u8926-valok-dlya-proshivnogo-stana-s-kolcevojj-kalibrovkojj.html" rel="bookmark" title="База патентов Беларуси">Валок для прошивного стана с кольцевой калибровкой</a>
Валок прошивного стана
Номер патента: U 8698
Опубликовано: 30.10.2012
Авторы: Масютина Ольга Николаевна, Муриков Максим Анатольевич, Коровин Виктор Сергеевич, Томило Вячеслав Анатольевич, Ибрагимов Виталий Эрнестович, Шашков Александр Николаевич
МПК: B21B 19/04, B21B 27/02
Метки: прошивного, стана, валок
Текст:
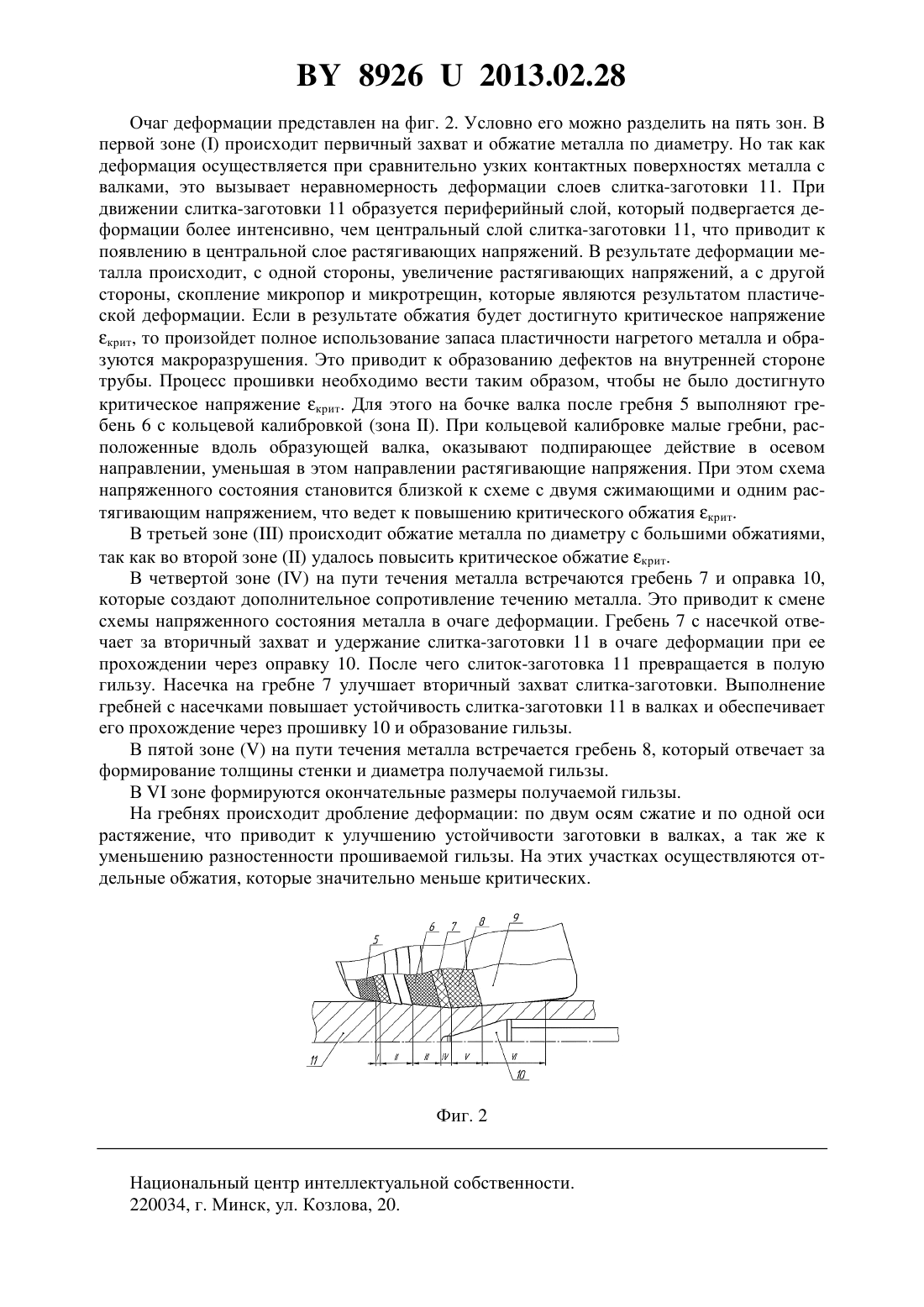
...на Белорусском металлургическом заводе. Валок содержал концевой участок 1, шейки 2 и 3 для крепления валка в подшипниках, бандаж 4 с гребнями 5, 6, 7. Бандаж 4 был выполнен конусообразным с конусностью 0,47. Гребни 5, 6, 7 бандажа образуют три конусообразных участка с конусностью, отличной от конусности бандажа. Первый участок, образованный гребнем 5, имеет конусность 0,66. Второй участок, образованный гребнем 6 имеет конусность 0,91. Третий...
Прокатный валок
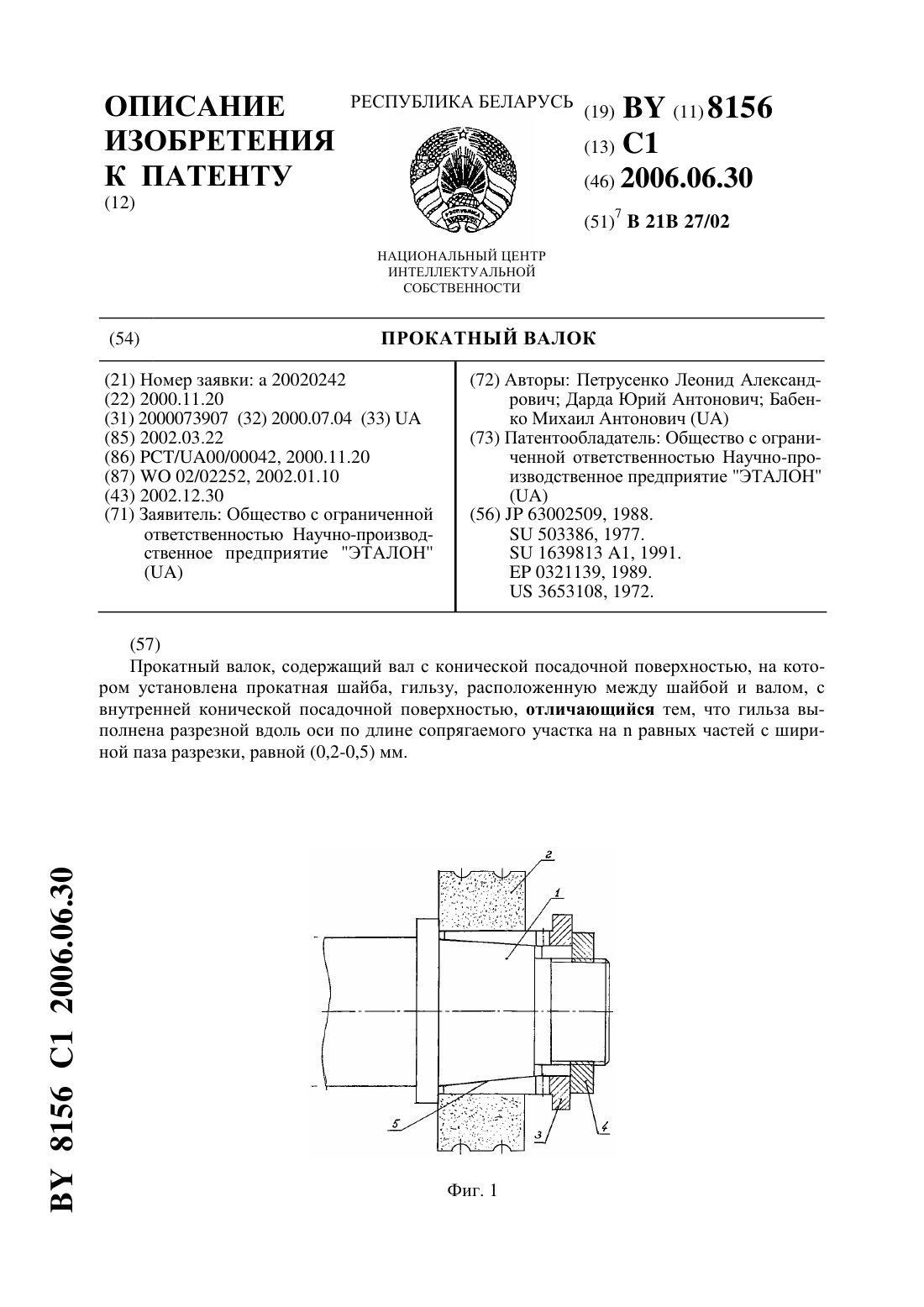
Номер патента: 8156
Опубликовано: 30.06.2006
Авторы: Петрусенко Леонид Александрович, Дарда Юрий Антонович, Бабенко Михаил Антонович
МПК: B21B 27/02
Текст:
...оборудования для его производства, в особенности большие технологические затруднения, вызывает изготовление внутренних поверхностей сложной формы. Задачей предлагаемого технического решения является улучшение эксплуатационных характеристик валка, а именно повышение надежности крепления и уменьшение усилий распрессовки деталей валка за счет нового конструктивного выполнения гильзы. Поставленная задача достигается тем, что в прокатном...
Составной валок

Номер патента: 16366
Опубликовано: 30.10.2012
Авторы: МЮНКЕР, Йохен, РАЙНЕР, Петер, ЙЕПСЕН, Олаф, Норман, ЛИНДНЕР, Флориан
МПК: B21B 27/03
Текст:
...гильзе посредством стяжного болта прижимаются к торцевым сторонам гильзы. Благодаря расширению гильзы с помощью напорного масла становится возможной деформация, не вызывающая усадочных напряжений, как это происходит при нагреве. В результате расширения, происходящего в упругой области гильзы, гильза после снятия избыточного давления возвращается в свою исходную форму. Другие варианты осуществления следуют из соответствующих зависимых...
Опора прокатного валка клети дрессировочного стана
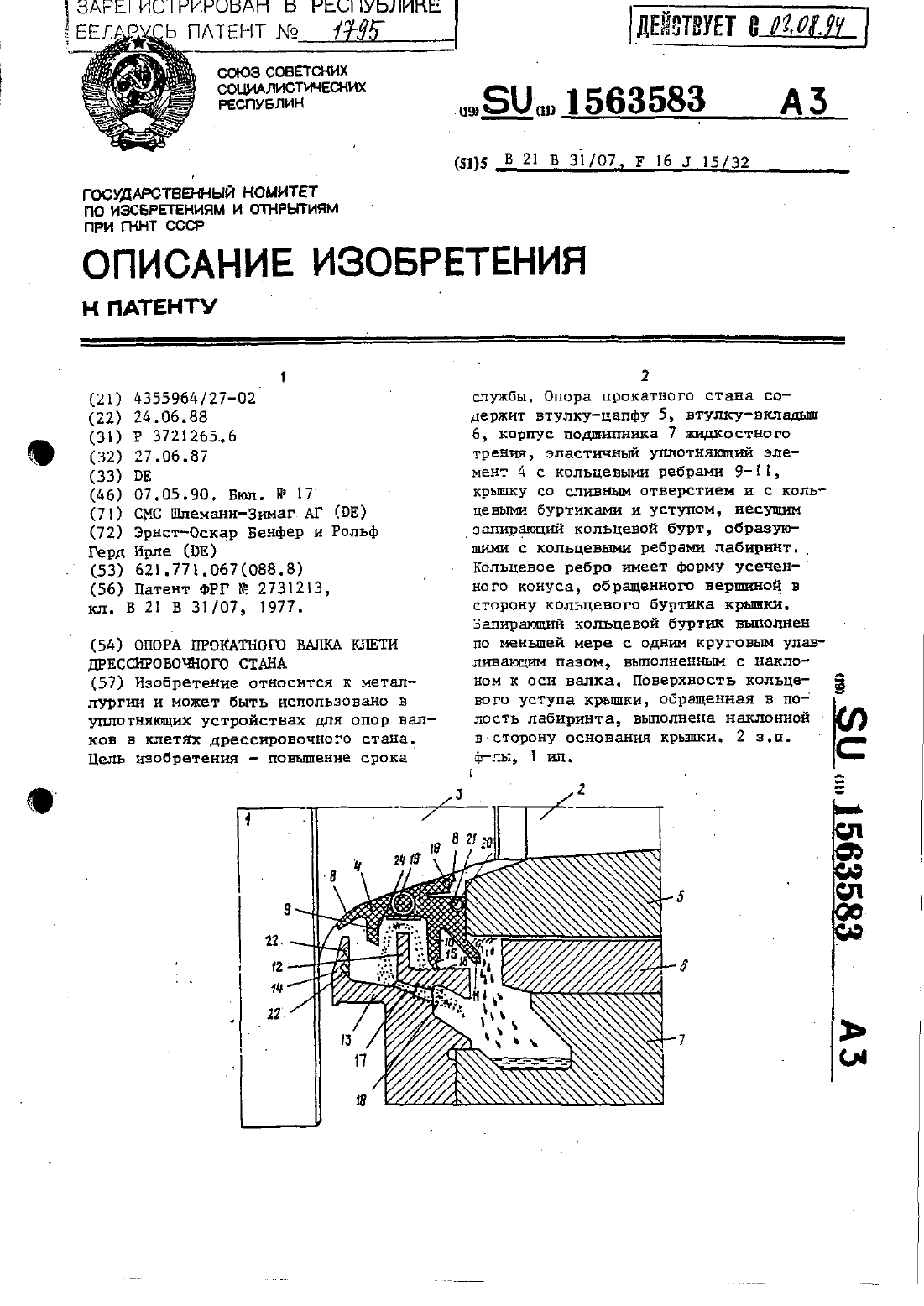
Номер патента: 1795
Опубликовано: 30.12.1997
Авторы: Эрнст-Оскар Бенфер, Рольф-Герд Ирле
МПК: B21B 31/07, F16J 15/32
Метки: клети, прокатного, валка, дрессировочного, опора, стана
Текст:
...к оси валка так, что масло, которое собралось в улавливающем пазу, может беспрепятственно стекать к самой нижней точке уступа 13 и к сливному отверстию. Олора работает следующим образом.Во время работы клети в опоре валка могут возникать очень высокие температуры масла. При кипящем масле масляные пары поднимаются из маслосборника и попадают через отверстие для стока масла к валку. дВыполнение опоры с уплотнением решает исключение...
Способ эксплуатации прокатного стана для производства проката
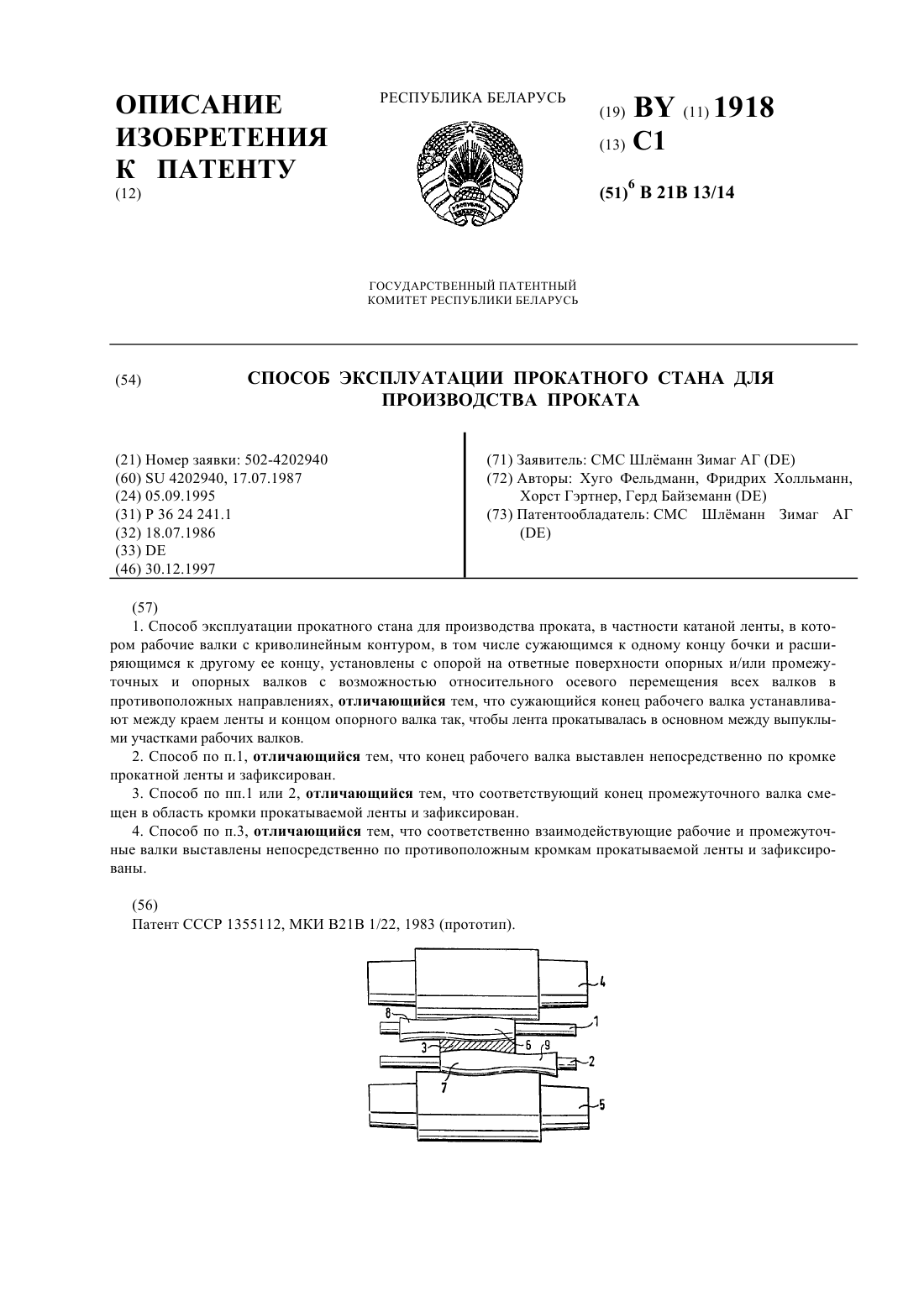
Номер патента: 1918
Опубликовано: 30.12.1997
Авторы: Хуго Фельдманн, Герд Байземанн, Хорст Гэртнер, Фридрих Холльманн
МПК: B21B 13/14
Метки: способ, проката, производства, стана, эксплуатации, прокатного
Текст:
...фиг.1, размещенные перпендикулярно друг над другом два рабочих валка 1 и 2, непосредственно обжимающие прокатываемую ленту 3, известным способом закреплены установленными в станине клети подушками (не изображено). Рабочие валки 1, 2 опираются на один верхний и один нижний опорные валки 4, 5. Каждый из рабочих валков 1, 2 сужен на одном конце, т.е. конец 6 рабочего валка 1 и конец 7 рабочего валка 2 имеют выпуклую, сужающуюся к концу бочки...
Предыдущий патент: Роторный кусторез
Следующий патент: Электрод для получения порошковых покрытий методом электроконтатного припекания
Случайный патент: Устройство для генерации плазменных потоков