Лазерная установка для обработки внутренней поверхности изделия
Номер патента: U 9973
Опубликовано: 28.02.2014
Авторы: Максименко Александр Васильевич, Лелекин Владимир Вячеславович, Мышковец Виктор Николаевич, Полторан Игорь Леонидович, Баевич Георгий Александрович
Текст
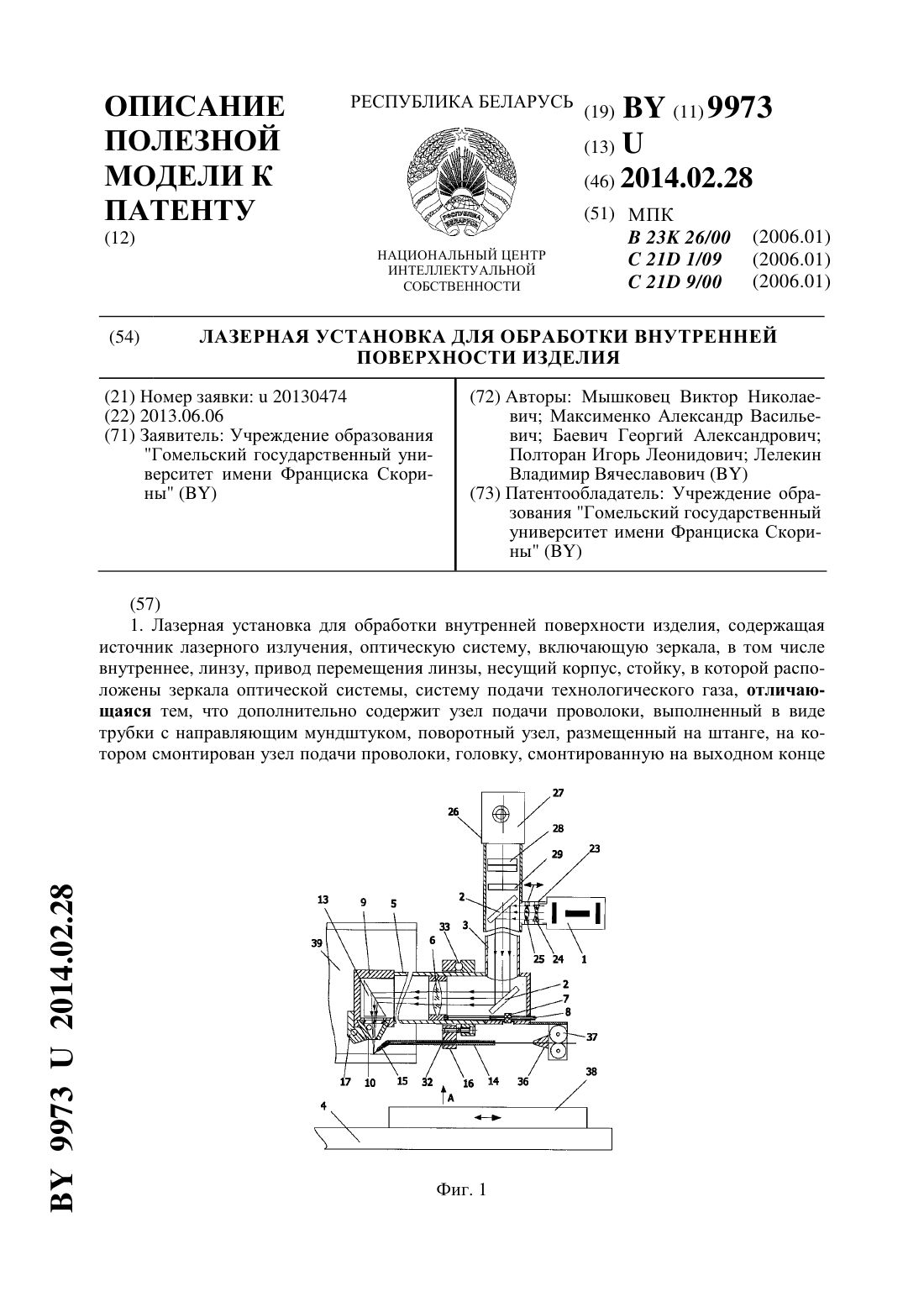
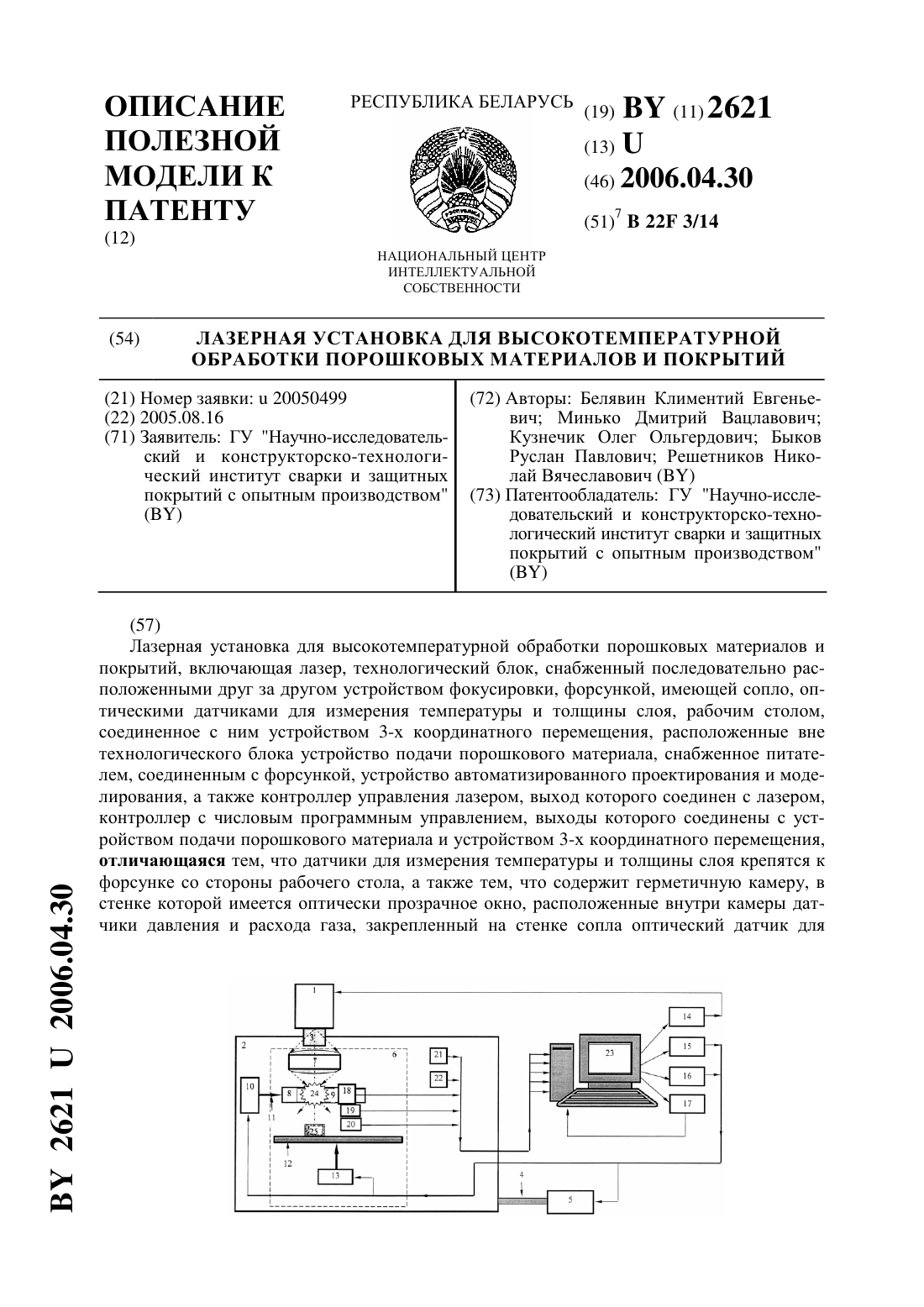
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ЛАЗЕРНАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ(71) Заявитель Учреждение образования Гомельский государственный университет имени Франциска Скорины(72) Авторы Мышковец Виктор Николаевич Максименко Александр Васильевич Баевич Георгий Александрович Полторан Игорь Леонидович Лелекин Владимир Вячеславович(73) Патентообладатель Учреждение образования Гомельский государственный университет имени Франциска Скорины(57) 1. Лазерная установка для обработки внутренней поверхности изделия, содержащая источник лазерного излучения, оптическую систему, включающую зеркала, в том числе внутреннее, линзу, привод перемещения линзы, несущий корпус, стойку, в которой расположены зеркала оптической системы, систему подачи технологического газа, отличающаяся тем, что дополнительно содержит узел подачи проволоки, выполненный в виде трубки с направляющим мундштуком, поворотный узел, размещенный на штанге, на котором смонтирован узел подачи проволоки, головку, смонтированную на выходном конце 99732014.02.28 штанги, содержащую корпус, сопло со штуцером подачи технологического газа в зону обработки, связанное с корпусом, трубопровод, связанный со штуцером сопла и системой подачи технологического газа, систему удаления продуктов испарения из зоны обработки,включающую смонтированную на корпусе головки насадку с каналом для удаления продуктов испарения и соединенный с ней штуцером трубопровод, светоизлучающие элементы для подсветки зоны обработки, размещенные в отверстиях, выполненных в головке,защитное стекло, размещенное в головке под внутренним зеркалом и светоизлучающими элементами, телескопическую систему, установленную между источником лазерного излучения и стойкой, соосно ее верхнему зеркалу, содержащую оптические элементы, причем один из оптических элементов телескопической системы установлен с возможностью перемещения, систему визуального наблюдения за процессом обработки, размещенную в верхней части стойки, при этом внутреннее зеркало выполнено в форме призмы и размещено в корпусе головки соосно оси сопла. 2. Лазерная установка по п. 1, отличающаяся тем, что привод перемещения линзы выполнен в виде винтовой пары, состоящей из винта и гайки. 3. Лазерная установка по п. 1, отличающаяся тем, что поворотный узел выполнен в виде двух связанных между собой подпружиненными винтами колец, одно из которых выполнено с возможностью поворота, опоры вращения, выполненной в виде шарика и размещенной между кольцами, и двух регулировочных винтов, установленных в неподвижном кольце, при этом узел подачи проволоки смонтирован на поворотном кольце. 4. Лазерная установка по п. 1, отличающаяся тем, что защитное стекло выполнено в виде прямоугольного прозрачного элемента из кварцевого стекла. 5. Лазерная установка по п. 1, отличающаяся тем, что оптические элементы телескопической системы выполнены в виде отрицательной и положительной линз, при этом положительная линза телескопической системы установлена с возможностью перемещения вдоль ее оптической оси. 6. Лазерная установка по п. 1, отличающаяся тем, что система визуального наблюдения за процессом обработки выполнена в виде блока, содержащего моно- или бинокулярную насадку, жидкокристаллический затвор и защитный светофильтр или видеокамеру. 7. Лазерная установка по п. 1, отличающаяся тем, что светоизлучающие элементы выполнены в виде двух светодиодов и закреплены в отверстиях, выполненных в корпусе головки, при этом для направления светового излучения в зону обработки в сопле также выполнены отверстия, причем отверстия, выполненные в головке и сопле, размещены так,что их оси пересекаются с лучом лазера в зоне обработки. 8. Лазерная установка по п. 1, отличающаяся тем, что узел подачи проволоки снабжен смонтированным на стойке подающим механизмом, содержащим электродвигатель,систему роликов и взаимозацепляющихся шестерен, расположенных на осях роликов. Полезная модель относится к отрасли машиностроения, в частности к лазерным установкам для обработки внутренней поверхности изделий различной конфигурации, в том числе и трубчатой формы, и может быть использована как для упрочнения внутренних поверхностей изделий, так и для восстановления дефектных или поврежденных внутренних поверхностей изделий наплавкой присадочными материалами в виде проволоки. Известна лазерная установка для обработки внутренней поверхности изделия, содержащая источник лазерного излучения, оптическую систему, включающую зеркала, в том 2 99732014.02.28 числе внутреннее, установленное на выходной части штанги, помещаемое внутрь обрабатываемого изделия, линзу, установленную с возможностью ее горизонтального перемещения, несущий корпус, стойку, в которой расположены зеркала оптической системы,привод перемещения линзы 1. Существенным недостатком известной установки является то, что она может быть использована для термоупрочнения внутренней поверхности изделий, в частности резьбы в изделиях, и не позволяет восстанавливать дефектные или поврежденные внутренние поверхности изделий наплавкой присадочными материалами в виде проволоки, что снижает технологические возможности лазерной обработки деталей. Кроме этого, перемещение линзы осуществляют механизмом, содержащим электродвигатель, что позволяет перемещать линзу автоматически, но габариты двигателя способствуют увеличению размеров обрабатываемых изделий, что снижает ее технологические возможности. Кроме этого, недостатком данной установки является отсутствие системы подачи технологического газа и удаления продуктов испарения в зоне обработки, что снижает качество обработки, ухудшает условия труда. Кроме этого, недостатком данной установки является невозможность регулировки плотности мощности в зоне обработки, в силу этого она имеет ограниченный диапазон в выборе плотностей мощности, оптимальных для обработки, что снижает технологические возможности и сужает область ее применения. Кроме этого, известная лазерная установка не обеспечивает визуального наблюдения за выполнением технологического процесса, что снижает производительность и качество обработки. Наиболее близким техническим решением является лазерная установка для обработки внутренней поверхности изделия, содержащая источник лазерного излучения, оптическую систему, включающую зеркала, в том числе внутреннее, линзу, привод перемещения линзы, несущий корпус, стойку, в которой расположены зеркала оптической системы, систему подачи технологического газа 2. Известная лазерная установка также предназначена только для термоупрочнения внутренней поверхности изделий и не позволяет выполнять наплавку на внутренние поверхности изделий присадочными материалами в виде проволоки. Перемещение линзы осуществляют при помощи ручки через резьбовое соединение,при этом габариты ручки способствуют увеличению внутренних размеров обрабатываемых изделий, что, в свою очередь, снижает технологические возможности установки. Недостатком данной установки также является отсутствие системы удаления продуктов испарения из зоны обработки. Если применить такую установку для наплавки внутренних поверхностей изделия присадочными материалами в виде проволоки в среде защитного газа, то нарушается технологический процесс наплавки, поскольку защитный газ перемешивается с продуктами испарения. В результате этого в процессе обработки внутреннее зеркало покрывается продуктами испарения из зоны обработки, что приводит к поглощению энергии лазерного излучения данными продуктами и накоплению тепла, которое может вызвать повреждение внутреннего зеркала. Кроме того, установка имеет ограниченный диапазон в выборе плотностей мощности,оптимальных для обработки, а также не обеспечивает визуального наблюдения за выполнением технологического процесса. Все вышеуказанные недостатки лазерной установки снижают ее технологические и функциональные возможности и сужают область ее применения. Техническая задача, решаемая заявляемой полезной моделью, - создание лазерной установки для обработки внутренней поверхности изделия, обеспечивающей как термоуп 3 99732014.02.28 рочнение, так и наплавку внутренней поверхности изделия присадочными материалами в виде проволоки, а также расширение функциональных возможностей, повышение качества обработки. Технический результат от использования предлагаемого технического решения заключается в расширении номенклатуры обрабатываемых изделий за счет возможности обработки внутренних поверхностей изделий наплавкой, в улучшении качества обрабатываемых поверхностей за счет применения в качестве присадочного материала проволоки и обеспечения возможности регулировки плотности мощности и наблюдения за процессом в зоне обработки. Указанный технический результат достигается тем, что лазерная установка для обработки внутренней поверхности изделия, содержащая источник лазерного излучения, оптическую систему, включающую зеркала, в том числе внутреннее, линзу, привод перемещения линзы, несущий корпус, стойку, в которой расположены зеркала оптической системы, систему подачи технологического газа, согласно полезной модели, дополнительно содержит узел подачи проволоки, выполненный в виде трубки с направляющим мундштуком, поворотный узел, размещенный на штанге, на котором смонтирован узел подачи проволоки, головку, смонтированную на выходном конце штанги, содержащую корпус, сопло со штуцером подачи технологического газа в зону обработки, связанное с корпусом, трубопровод, связанный со штуцером сопла и системой подачи технологического газа, систему удаления продуктов испарения из зоны обработки, включающую смонтированную на корпусе головки насадку с каналом для удаления продуктов испарения и соединенный с ней штуцером трубопровод, светоизлучающие элементы для подсветки зоны обработки, размещенные в отверстиях, выполненных в головке, защитное стекло, размещенное в головке под внутренним зеркалом и светоизлучающими элементами, телескопическую систему, установленную между источником лазерного излучения и стойкой соосно ее верхнему зеркалу, содержащую оптические элементы, причем один из оптических элементов телескопической системы установлен с возможностью перемещения, систему визуального наблюдения за процессом обработки, размещенную в верхней части стойки, при этом внутреннее зеркало выполнено в форме призмы и размещено в корпусе головки соосно оси сопла. Кроме того, привод перемещения линзы выполнен в виде винтовой пары, состоящей из винта и гайки. Кроме того, поворотный узел выполнен в виде двух связанных между собой подпружиненными винтами колец, одно из которых выполнено с возможностью поворота, опоры вращения, выполненной в виде шарика и размещенной между кольцами, и двух регулировочных винтов, установленных в неподвижном кольце, при этом узел подачи проволоки смонтирован на поворотном кольце. Кроме того, защитное стекло выполнено в виде прямоугольного прозрачного элемента из кварцевого стекла. Кроме того, оптические элементы телескопической системы выполнены в виде отрицательной и положительной линз, при этом положительная линза телескопической системы установлена с возможностью перемещения вдоль ее оптической оси. Кроме того, система визуального наблюдения за процессом обработки может быть выполнена в виде блока, содержащего моно- или бинокулярную насадку, жидкокристаллический затвор и защитный светофильтр или видеокамеру. Кроме того, светоизлучающие элементы выполнены в виде двух светодиодов и закреплены в отверстиях, выполненных в корпусе головки, при этом для направления светового излучения в зону обработки в сопле также выполнены отверстия, причем отверстия, выполненные в головке и сопле, размещены так, что их оси пересекаются с лучом лазера в зоне обработки. 4 99732014.02.28 Кроме того, узел подачи проволоки может быть снабжен смонтированным на стойке подающим механизмом, содержащим электродвигатель, систему роликов и взаимозацепляющихся шестерен, расположенных на осях роликов. Сопоставление заявляемого технического решения с прототипом показывает, что оно отличается от прототипа тем, что дополнительно содержит узел подачи проволоки, выполненный в виде трубки с направляющим мундштуком поворотный узел, размещенный на штанге, на котором смонтирован узел подачи проволоки головку, смонтированную на выходном конце штанги, содержащую корпус, сопло со штуцером подачи технологического газа в зону обработки, связанное с корпусом, и трубопровод, связанный со штуцером сопла и системой подачи технологического газа систему удаления продуктов испарения из зоны обработки, включающую смонтированную на корпусе головки насадку с каналом для удаления продуктов испарения и соединенный с ней штуцером трубопровод светоизлучающие элементы для подсветки зоны обработки, размещенные в отверстиях, выполненных в головке защитное стекло, размещенное в головке под внутренним зеркалом и светоизлучающими элементами телескопическую систему, установленную между источником лазерного излучения и стойкой соосно ее верхнему зеркалу, содержащую оптические элементы, причем один из оптических элементов телескопической системы установлен с возможностью перемещения систему визуального наблюдения за процессом обработки,размещенную в верхней части стойки, при этом внутреннее зеркало выполнено в форме призмы и размещено в корпусе головки соосно оси сопла. Снабжение установки узлом подачи проволоки, выполненным в виде трубки с направляющим мундштуком, и поворотным узлом, размещенным на штанге, на котором смонтирован узел подачи проволоки, обеспечивает постоянное нахождение проволоки в зоне обработки, улучшает качество обрабатываемых внутренних поверхностей деталей. Снабжение установки головкой, смонтированной на выходном конце штанги, содержащей корпус, сопло со штуцером, связанным трубопроводом с системой подачи технологического газа, обеспечивает защиту зоны теплового воздействия лазерного луча от окисления и создание условия для однородного формирования расплава на внутренней поверхности изделия. Снабжение установки системой удаления продуктов испарения из зоны обработки,включающей смонтированную на корпусе головки насадку с каналом для удаления продуктов испарения и соединенный с ней штуцером трубопровод, повышает производительность и качество обработки, поскольку защитный газ не перемешивается с продуктами испарения, и улучшает условия труда. Снабжение установки светоизлучающими элементами для подсветки зоны обработки,размещенными в отверстиях, выполненных в головке, обеспечивает возможность наблюдения за выполнением технологического процесса и тем самым повышает производительность и качество обработки. Снабжение установки защитным стеклом, размещенным в головке под внутренним зеркалом и светоизлучающими элементами, предотвращает загрязнение внутреннего зеркала и светоизлучающих элементов продуктами испарения с обрабатываемой поверхности,уменьшает время простоя и тем самым повышает эффективность и производительность. Снабжение установки телескопической системой обеспечивает широкий выбор оптимальных плотностей мощности излучения при лазерной обработке. Снабжение установки системой визуального наблюдения за процессом обработки и выполнение внутреннего зеркала в форме призмы обеспечивают возможность наблюдения и контроля выполнения технологического процесса и тем самым повышают производительность и качество обработки. Проведенный заявителем анализ уровня техники позволил установить, что аналоги,характеризующиеся совокупностями признаков, тождественных всем признакам заявляемой лазерной установки для обработки внутренней поверхности изделия, отсутствуют. 5 99732014.02.28 Таким образом, заявляемое техническое решение соответствует критерию новизна. Лазерная установка для обработки внутренней поверхности изделия иллюстрируется фигурами, на которых представлены фиг. 1 - общий вид лазерной установки для обработки внутренней поверхности изделия фиг. 2 - конструкция лазерной установки для обработки внутренней поверхности изделия, вид А фиг. 3 - сечение Б-Б на фиг. 2. Лазерная установка для обработки внутренней поверхности изделия содержит (фиг. 1) источник лазерного излучения 1, оптическую систему, состоящую из зеркал 2, установленных в стойке 3 в ее верхней части и у основания, наклоненных соответствующим образом. Вся установка смонтирована на несущем корпусе 4. В горизонтальной части - штанге 5, выполненной трубчатой формы, установлена линза 6. Горизонтальное перемещение линзы 6 осуществляют при помощи гайки 7, размещенной в выполненном в штанге 5 пазу, винтом 8. На выходном конце штанги 5 смонтирована головка, содержащая корпус 9, сопло 10 со штуцером 11 подачи технологического газа в зону обработки (фиг. 2). Сопло 10 связано с корпусом 9 и соединено трубопроводом 12 с системой подачи технологического газа (не показана). Внутреннее зеркало 13 размещено в корпусе 9 головки соосно оси сопла 10. Лазерная установка содержит узел подачи проволоки (фиг. 1), выполненный в виде трубки 14 с направляющим мундштуком 15, смонтированный на поворотном узле 16, размещенном на штанге 5. Лазерная установка снабжена системой удаления продуктов испарения из зоны обработки (фиг. 1, 2), включающей смонтированную в нижней части головки насадку 17 с каналом для удаления продуктов испарения из зоны обработки и соединенный с ней штуцером 18 трубопровод 19. В отверстиях 20 (фиг. 3), выполненных в корпусе 9 головки, размещены светоизлучающие элементы 21 для подсветки зоны обработки. В головке под внутренним зеркалом 13 и светоизлучающими элементами 21 для защиты их от продуктов испарения размещено защитное стекло 22, выполненное в виде прямоугольного прозрачного элемента из кварцевого стекла. Между источником лазерного излучения 1 и стойкой 3, соосно ее верхнему зеркалу 2,установлена телескопическая система 23 (фиг. 1), содержащая оптические элементы, выполненные в виде отрицательной 24 и положительной линз 25. Положительная линза 25 телескопической системы 23 установлена с возможностью перемещения вдоль ее оптической оси. Наблюдение за процессом обработки осуществляют системой 26 визуального наблюдения, размещенной в верхней части стойки 3. Система 26 визуального наблюдения за процессом обработки может быть выполнена, в частности, в виде блока, содержащего моно- или бинокулярную насадку 27, жидкокристаллический затвор 28 и защитный светофильтр 29, или в виде блока, содержащего видеокамеру (не показана). Для наблюдения за процессом обработки внутреннее зеркало 13 выполнено в форме призмы полного внутреннего отражения и размещено в корпусе 9 головки соосно оси сопла 10. Поворотный узел 16 узла подачи проволоки выполнен в виде двух колец 30 и 31, связанных между собой подпружиненными винтами 32. Кольцо 30 выполнено с возможностью поворота. Поворот кольца 30 осуществляют на размещенной между кольцами 30 и 31 опоре вращения 33, выполненной в виде шарика, по меньшей мере двумя регулировочными винтами 34, установленными в неподвижном кольце 31, при этом узел подачи проволоки смонтирован на поворотном кольце 30. 6 99732014.02.28 Светоизлучающие элементы 21, предназначенные для освещения зоны обработки, выполнены в виде двух светодиодов и закреплены в отверстиях 20, выполненных в корпусе 9 головки. Для направления светового излучения в зону обработки в сопле 10 выполнены отверстия 35. Отверстия 20, выполненные в корпусе 9 головки, и отверстия 35, выполненные в сопле 10, размещены так, что их оси пересекаются с лучом лазера в зоне обработки. Подачу проволоки можно производить вручную или осуществлять подающим механизмом 36, содержащим электродвигатель и систему роликов 37 и взаимозацепляющихся шестерен (не показаны), расположенных на осях роликов 37. На несущем корпусе 9 (фиг. 1) закреплен координатный стол 38 с приводами для перемещений их по двум взаимно перпендикулярным направлениям (на фигурах не указываются). Для обработки внутренней поверхности изделия 39 трубчатой формы на координатный стол 38 устанавливают съемный механизм вращения обрабатываемого изделия 39,включающий патрон с губками и привод (на фигурах не указываются). Для локальной обработки внутренней поверхности изделия 39 трубчатой формы на координатном столе 38 может быть установлен съемный монтажный стол, в частности,выполненный с шариковыми опорными и направляющими элементами (на фигурах не указывается). А для обработки внутренней поверхности изделия 39 различной конфигурации на координатный стол 38 может быть установлен съемный монтажный стол с гладкой опорной поверхностью (на фигурах не указывается). Лазерная установка для обработки внутренней поверхности изделия работает следующим образом. Закрепляют обрабатываемое изделие 39 в патроне механизма вращения или на монтажном столе (на фигурах не указывается). Включают светоизлучающие элементы 21 и с помощью системы визуального наблюдения 26, перемещая изделие 39, наводят проецируемый зеркалом 13 луч лазера на зону обработки. Узлом подачи, выполненным в виде трубки 14 с направляющим мундштуком 15, подают проволоку в зону обработки. Для точной подачи проволоки поворотным узлом 16 в зону обработки регулировочными винтами 34 поворачивают кольцо 30 с узлом подачи проволоки до тех пор, пока проволока не попадет в зону обработки. Включают источник лазерного излучения 1. Лазерное излучение проходит через телескопическую систему 23 и зеркала 2, фокусируется линзой 6 и отражается от зеркала 13,выполненного в форме призмы, позиционируется на проволоке в зоне ее контакта с обрабатываемой поверхностью. Настраивают телескопическую систему 23, выполненную в виде отрицательной 24 и положительной линз 25, при этом подбор оптимальных плотностей мощности достигается за счет изменения диаметра сфокусированного линзой 6 лазерного луча путем перемещения положительной линзы 25 вдоль ее оптической оси. Вращают изделие 39 вручную или механизмом вращения (на фигурах не указывается) и перемещают его координатным столом 38, одновременно подают проволоку и осуществляют наплавку в локальной дефектной зоне внутренней поверхности изделия 39 или всей образующей внутренней поверхности, при этом перемещают проволоку вручную или механизмом 36. Наплавку слоя производят проволокой или по спирали, вращая и перемещая изделие 39 вдоль ее оси, или параллельными валиками, причем при наплавке параллельными валиками изделие 39 поворачивают вдоль его оси на угол, обеспечивающий перекрытие наплавляемых валиков с коэффициентом перекрытия, равным по меньшей мере 0,6. 7 99732014.02.28 Для создания многослойного покрытия на полученный слой заново наносят слой из проволоки. Для защиты зоны теплового воздействия лазерного луча от окисления и создания условия для однородного формирования расплава на внутренней поверхности изделия в зону наплавки системой подачи технологического газа (на фигурах не указывается) через трубопровод 12, штуцер 11 и сопло 10 направляют поток защитного газа. Одновременно системой удаления продуктов испарения, смонтированной на корпусе головки насадкой 17, соединенной своим штуцером 18 с гибким трубопроводом 19, и через фильтрующий элемент (на фигурах не указывается) продукты испарения удаляют из зоны обработки. Защитное стекло 22 предотвращает загрязнение внутреннего зеркала 13 и светоизлучающих элементов 21 продуктами испарения с обрабатываемой поверхности. Наблюдение за выполнением технологического процесса осуществляют моно- или бинокулярной системой визуального наблюдения 26 или видеокамерой (на фигурах не указывается). Жидкокристаллический затвор 28 и защитный светофильтр 29 системы визуального наблюдения обеспечивают защиту глаз оператора от излучений, отраженных от поверхности детали и плазменного факела, образующегося при воздействии лазерного излучения на поверхность детали. Для очистки загрязненной поверхности защитного стекла 22 его вынимают и осуществляют очистку или его замену. Наплавку внутренней трубчатой поверхности детали из стали 30 ХГСН 2 А, используемой в авиатехнике, производили на изготовленной нами установке для лазерной обработки внутренней поверхности изделия. Наплавку осуществляли сварочной проволокой диаметром 0,5 мм лазерным лучом с длиной волны 1,06 мкм при частоте следования импульсов от 5 до 12 Гц, регулируемыми длительностью отдельного импульса от 1,5 до 6,0 мс и с плотностью мощности излучения 105-107 Вт/см 2. Системой 26 визуального наблюдения в реальном времени отслеживали процесс наплавки проволоки. За один проход наплавляют проволокой слой толщиной до 0,4 мм. При переходе на обработку - термоупрочнение внутренней трубчатой поверхности детали проволоку в зону наплавки не подавали, осуществляли подбор оптимальных плотностей мощности за счет изменения диаметра сфокусированного линзой 6 лазерного луча путем перемещения положительной линзы 25 вдоль ее оптической оси. Системой 26 визуального наблюдения в реальном времени отслеживали процесс термоупрочнения детали. Применение предлагаемой установки позволяет расширить номенклатуру обрабатываемых деталей, повысить производительность, улучшить качество обрабатываемых поверхностей деталей. Заявляемое техническое решение пригодно к осуществлению промышленным способом с использованием существующей технологии производства. Таким образом, заявляемое техническое решение соответствует критерию промышленная применимость. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 9
МПК / Метки
МПК: B23K 26/00, C21D 9/00, C21D 1/09
Метки: внутренней, установка, изделия, обработки, лазерная, поверхности
Код ссылки
<a href="https://by.patents.su/9-u9973-lazernaya-ustanovka-dlya-obrabotki-vnutrennejj-poverhnosti-izdeliya.html" rel="bookmark" title="База патентов Беларуси">Лазерная установка для обработки внутренней поверхности изделия</a>
Лазерная установка для высокотемпературной обработки порошковых материалов и покрытий
Номер патента: U 2621
Опубликовано: 30.04.2006
Авторы: Быков Руслан Павлович, Минько Дмитрий Вацлавович, Кузнечик Олег Ольгердович, Решетников Николай Вячеславович, Белявин Климентий Евгеньевич
МПК: B22F 3/14
Метки: высокотемпературной, материалов, обработки, покрытий, лазерная, порошковых, установка
Текст:
...на стенке сопла оптического датчика, и варьируя мощностью лазер, можно порошковый материал нагревать до температур спекания или плавления. Если при этом контролировать температуру и толщину поверхностного слоя в момент его формирования, то при температурах спекания порошкового материала будут получаться пористые изделия и покрытия, а при температурах плавления - такие же, как и при лазерной обработке известного устройства. Отсутствие в...
Способ обработки внутренней поверхности вращения пластическим деформированием
Номер патента: 9655
Опубликовано: 30.08.2007
Авторы: Пашкевич Виктор Михайлович, Павлюц Станислав Анатольевич, Пашкевич Михаил Фёдорович
МПК: B24B 39/00
Метки: обработки, пластическим, способ, внутренней, деформированием, поверхности, вращения
Текст:
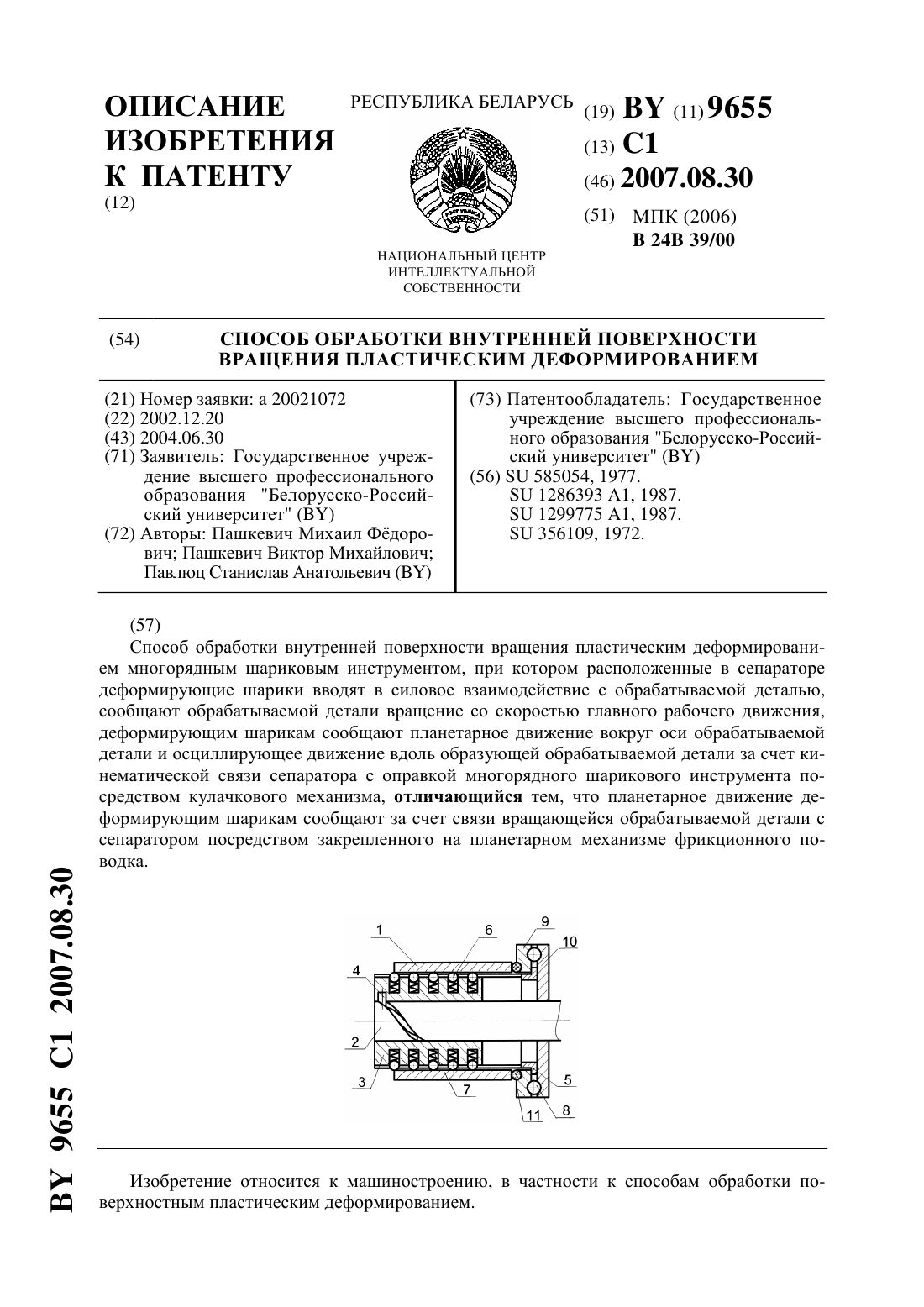
...является устранение повторения и наложения траектории деформирующего шарика на обрабатываемой цилиндрической поверхности за каждый оборот детали при отсутствии продольной подачи. Эта задача достигается тем, что в способе обработки внутренней поверхности вращения пластическим деформированием многорядным шариковым инструментом, при котором расположенные в сепараторе деформирующие шарики вводят в силовое взаимодействие с обрабатываемой...
Способ обработки внутренней поверхности вращения заготовки из нетермообработанной стали
Номер патента: 8635
Опубликовано: 30.10.2006
Авторы: Ильюшина Елена Валерьевна, Камчицкая Ирина Дмитриевна, Ткачев Александр Владимирович, Минаков Анатолий Петрович, Ящук Олег Викторович
МПК: B24B 39/02
Метки: внутренней, обработки, поверхности, стали, вращения, нетермообработанной, заготовки, способ
Текст:
...шаров из стали ШХ 15 степени точности 100, поверхность которых имеет параметр шероховатости 0,125 мкм. Известно, что при шероховатости стальной поверхности 0,1 мкм полимер интенсивно изнашивается 3. Поэтому - для пар трения полимер (резина) - сталь, как, например, в гидроцилиндре, следует стремиться к изготовлению стальной поверхности с параметром шероховатости а 0,1 мкм. Задачей изобретения является достижение значения параметра...
Способ обработки внутренней цилиндрической поверхности
Номер патента: 11338
Опубликовано: 30.12.2008
Авторы: Филонов Игорь Павлович, Чепик Павел Петрович, Курч Леонид Витальевич, Варварина Ирина Александровна
МПК: B23C 9/00, B23B 29/00, B23C 5/00...
Метки: способ, обработки, поверхности, цилиндрической, внутренней
Текст:
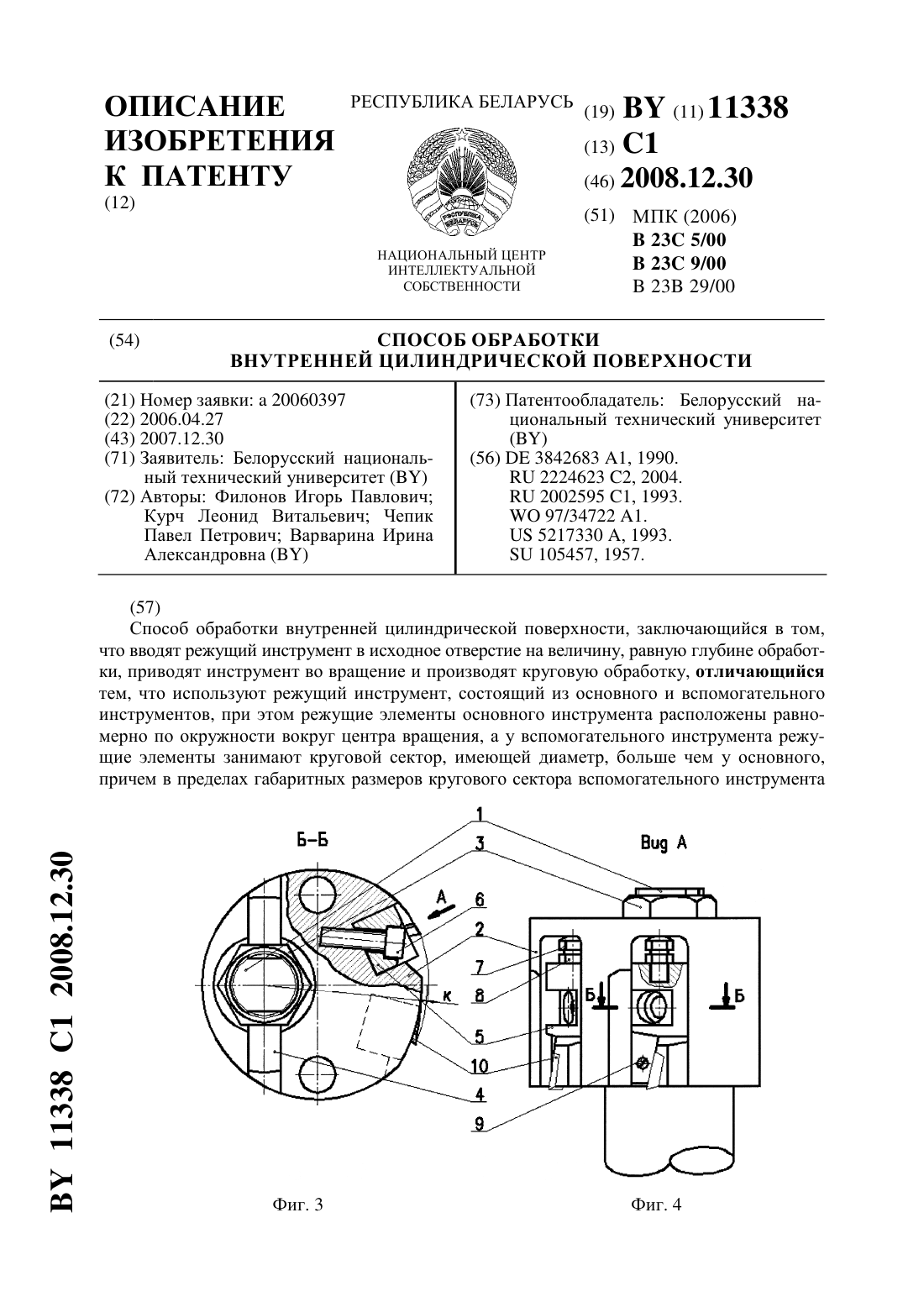
...через отверстиев исходное отверстие заготовки с вращением или без него вводят основной инструмент, которым осуществляют предварительную обработку, по ее окончании основной инструмент выводят из отверстия и вводят без вращения дополнительный инструмент (фиг. 3, 4), ось вращения которого совпадает с осью , а режущие элементы 10 направлены к шпинделю станка при вращении инструмента производится круговая обработка рассматриваемых...
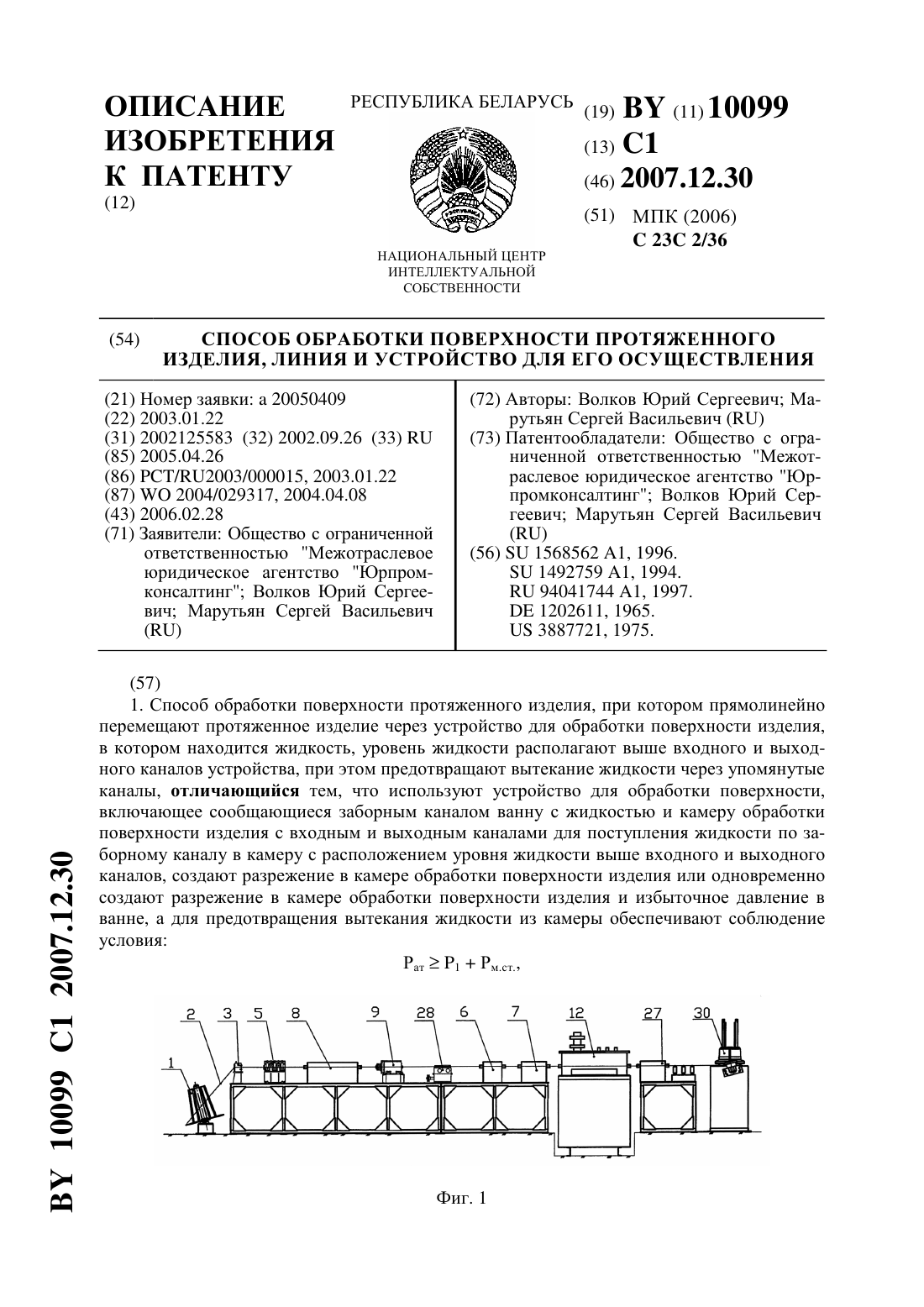
Способ обработки поверхности протяженного изделия, линия и устройство для его осуществления
Номер патента: 10099
Опубликовано: 30.12.2007
Авторы: МАРУТЬЯН, Сергей Васильевич, ВОЛКОВ, Юрий Сергеевич
МПК: C23C 2/36
Метки: протяженного, способ, изделия, устройство, линия, осуществления, поверхности, обработки
Текст:
...за счет простого и надежного удержания материала, которым обрабатывают изделие (раствора, расплава), от вытекания через входной и выходной каналы. Изобретение обеспечивает повышение качества получаемого покрытия или качества обработанной поверхности изделия вследствие того, что режимы, предлагаемые в изобретении, позволяют обеспечить как спокойное состояние материала, находящегося в устройстве для обработки поверхности изделия (например,...
Предыдущий патент: Кормовая решетка
Следующий патент: Цифровой индикатор уровня жидкости
Случайный патент: Способ повышения оплодотворяемости коров