Способ обработки внутренней поверхности вращения заготовки из нетермообработанной стали
Номер патента: 8635
Опубликовано: 30.10.2006
Авторы: Камчицкая Ирина Дмитриевна, Ткачев Александр Владимирович, Минаков Анатолий Петрович, Ящук Олег Викторович, Ильюшина Елена Валерьевна
Текст
(51)24 39/02 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ВРАЩЕНИЯ ЗАГОТОВКИ ИЗ НЕТЕРМООБРАБОТАННОЙ СТАЛИ(71) Заявитель Минаков Анатолий Петрович Ящук Олег Викторович Камчицкая Ирина Дмитриевна Ткачев Александр Владимирович Ильюшина Елена Валерьевна(72) Авторы Минаков Анатолий Петрович Ящук Олег Викторович Камчицкая Ирина Дмитриевна Ткачев Александр Владимирович Ильюшина Елена Валерьевна(73) Патентообладатель Минаков Анатолий Петрович Ящук Олег Викторович Камчицкая Ирина Дмитриевна Ткачев Александр Владимирович Ильюшина Елена Валерьевна(57) Способ обработки внутренней поверхности вращения заготовки из нетермообработанной стали, включающий размерную лезвийную обработку, поверхностное пластическое деформирование жесткими рабочими элементами и центробежную пневмовибродинамическую обработку, отличающийся тем, что поверхностное пластическое деформирование жесткими рабочими элементами осуществляют до получения на обрабатываемой поверхности параметра шероховатостив пределах 0,2-0,1 мкм, а центробежную пневмовибродинамическую обработку осуществляют деформирующими элементами, поверхность которых имеет параметр шероховатости 0,08 мкм. Изобретение относится к технологии машиностроительного производства, а именно к тонким доводочным процессам обработки, главным образом внутренних поверхностей вращения заготовок, материалом для которых служит нетермообработанная сталь. Известно, что при окончательной обработке методом поверхностного пластического деформирования (ППД) внутренних поверхностей вращения жестких заготовок получают параметр шероховатостив пределах 0,8 - 0,1 мкм 1. Изготовить поверхность с а 0,1 мкм традиционными способами ППД не представляется возможным. Известен также способ обработки внутренних поверхностей вращения нежестких заготовок из сталей без термоулучшения, включающий размерную лезвийную обработку, поверхностное пластическое деформирование жесткими рабочими элементами до получения на обрабатываемой поверхности параметра шероховатостив пределах 0,25-0,16 мкм и центробежную пневмовибродинамическую обработку (ПВДО) деформирующими элементами до получения на обрабатываемой поверхности параметра шероховатости 0,16 мкм 2. Указанным способом тоже невозможно достичь на обрабатываемой внутренней поверхности вращения, для заготовок из нетермообрабатываемых сталей, параметра а 0,1 мкм. 8635 1 2006.10.30 Обусловлено это использованием в качестве деформирующих элементов стандартных шаров из стали ШХ 15 степени точности 100, поверхность которых имеет параметр шероховатости 0,125 мкм. Известно, что при шероховатости стальной поверхности 0,1 мкм полимер интенсивно изнашивается 3. Поэтому - для пар трения полимер (резина) - сталь, как, например, в гидроцилиндре, следует стремиться к изготовлению стальной поверхности с параметром шероховатости а 0,1 мкм. Задачей изобретения является достижение значения параметра шероховатости 0,1 мкм на обрабатываемой внутренней поверхности вращения у заготовок из нетермообрабатываемых сталей. Указанная задача решается способом, включающим размерную лезвийную обработку,поверхностное пластическое деформирование жесткими рабочими элементами и центробежную пневмовибродинамическую обработку, в котором, согласно изобретению, поверхностное пластическое деформирование жесткими рабочими элементами осуществляют до получения на обрабатываемой поверхности параметра шероховатостив пределах 0,2-0,1 мкм, а центробежную пневмовибродинамическую обработку осуществляют деформирующими элементами, поверхность которых имеет параметр шероховатости 0,08 мкм. Было установлено, что после ППД жестким роликовым накатником проведение центробежной ПВДО стандартными шарами из стали ШХ 15 степени точности 40 и менее,поверхность которых имеет 0,08 мкм, позволяет на обрабатываемой поверхности достигать параметра шероховатостив пределах 0,07-0,085 мкм. Пример. Финишная обработка внутренней цилиндрической поверхности гильзы гидроцилиндра, выполненная на токарно-винторезном станке мод. 1620. В качестве заготовки использовалась бесшовная горячекатаная труба (сталь 35 с твердостью 187). Длина обработки 350 мм. Внутренний диаметр 100 Н 7. Шероховатость поверхности отверстия по чертежу 0,08 мкм. В качестве деформирующих элементов при центробежной ПВДО применялись стандартные шары из стали ШХ 15 степени точности 40 диаметром 11,112 мм и 9,525 мм. Шероховатость поверхности отверстия у партии заготовок после ППД жестким роликовым накатником составилав пределах 0,13-0,2 мкм. Режимы процесса окончательной центробежной ПВДО частота вращения заготовки,200500 мин-1 давление подводимого к инструменту сжатого воздуха,0,30,45 МПа подача инструмента (шаров),0,40,5 мм/об количество проходов инструментом,1. В результате обработки по предлагаемому способу на различных режимах достигается шероховатость обрабатываемой поверхностив пределах 0,07 - 0,085 мкм. При этом данный способ обработки пригоден и для жестких и для нежестких заготовок. Источники информации 1. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г. Косиловой,.К. Мещерякова. 4-е изд., перераб. и доп. - . Машиностроение, 1985. - С. 402. 2. Патент РФ 2207241, П 7 В 24 В 39/02, 2003. 3. Гаркунов Д Триботехника Учебник для студентов втузов. - 2-е изд., перераб. и доп. - М. Машиностроение, 1989. - С. 65. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B24B 39/02
Метки: способ, внутренней, обработки, стали, поверхности, нетермообработанной, вращения, заготовки
Код ссылки
<a href="https://by.patents.su/2-8635-sposob-obrabotki-vnutrennejj-poverhnosti-vrashheniya-zagotovki-iz-netermoobrabotannojj-stali.html" rel="bookmark" title="База патентов Беларуси">Способ обработки внутренней поверхности вращения заготовки из нетермообработанной стали</a>
Способ обработки внутренних поверхностей вращения нежестких заготовок из сталей без термоулучшения
Номер патента: 5492
Опубликовано: 30.09.2003
Авторы: Минаков Анатолий Петрович, Ящук Олег Викторович
МПК: B24B 39/02
Метки: вращения, обработки, внутренних, поверхностей, сталей, способ, термоулучшения, нежестких, заготовок
Текст:
...оптимальной величины припуска на обработку ухудшение экологии производства. Кроме того, для пар трения полимер (резина) - сталь, как, например, в гидроцилиндре, более предпочтительным является снижение шероховатости поверхности зеркала гильзы гидроцилиндра, и повышение размерной точности отверстия, обеспечиваемое абразивной доводкой, является необязательным дорогостоящим дополнением. Известно, что при шероховатости стальной поверхности...
Комбинированный инструмент для обработки внутренних поверхностей вращения нежёстких тонкостенных заготовок
Номер патента: U 1835
Опубликовано: 30.03.2005
Авторы: Ящук Олег Викторович, Минаков Анатолий Петрович, Куцеполенко Александр Владимирович
МПК: B24B 39/02
Метки: нежёстких, поверхностей, внутренних, комбинированный, обработки, заготовок, инструмент, вращения, тонкостенных
Текст:
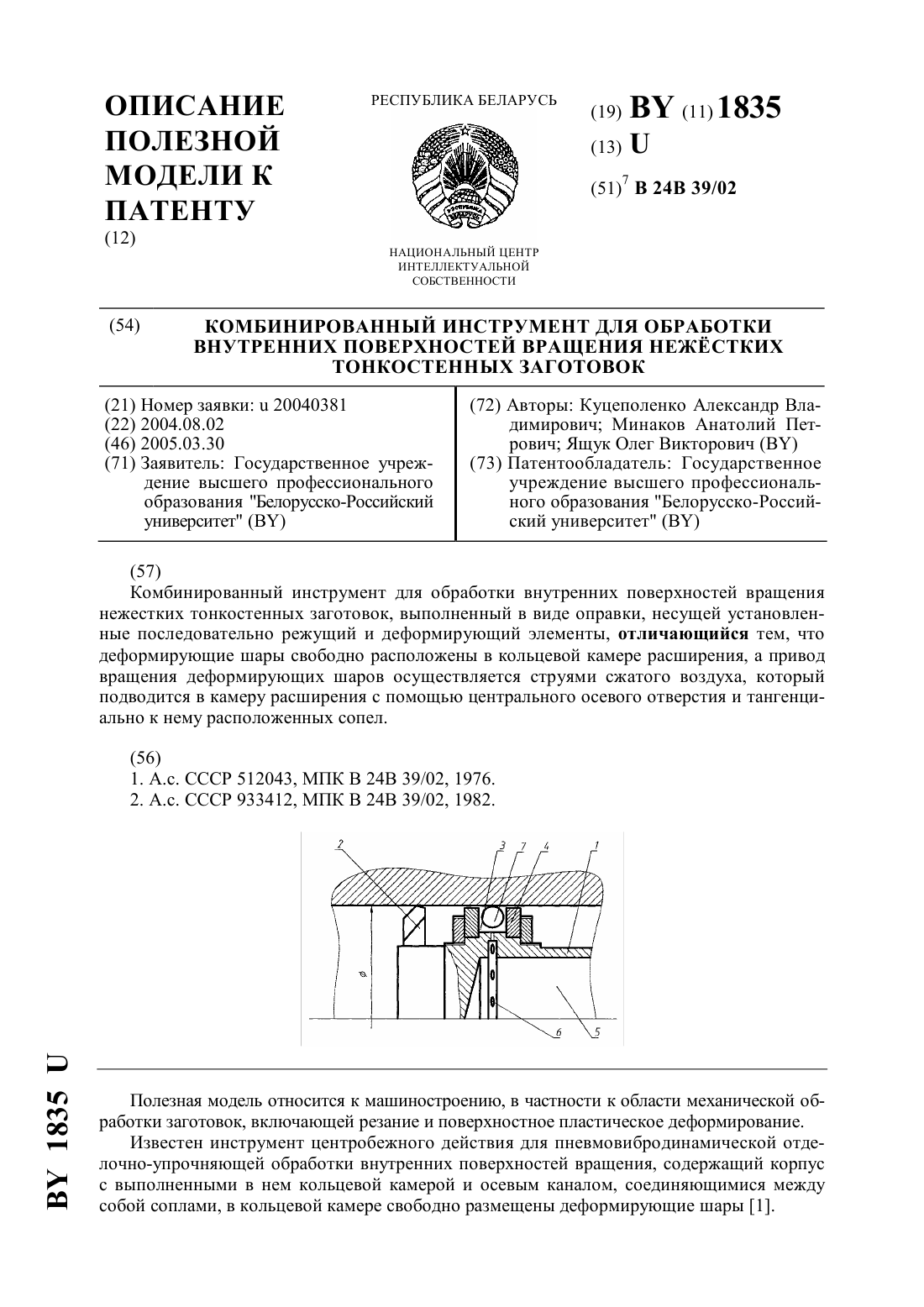
...качества обработки нежестких тонкостенных заготовок за счет снижения усилий пластического деформирования. Поставленная задача решается тем, что в комбинированном инструменте для обработки внутренних поверхностей вращения нежестких тонкостенных заготовок, выполненном в виде оправки, несущей установленные последовательно режущий и деформирующий элементы, согласно полезной модели, деформирующие шары свободно расположены в кольцевой камере...
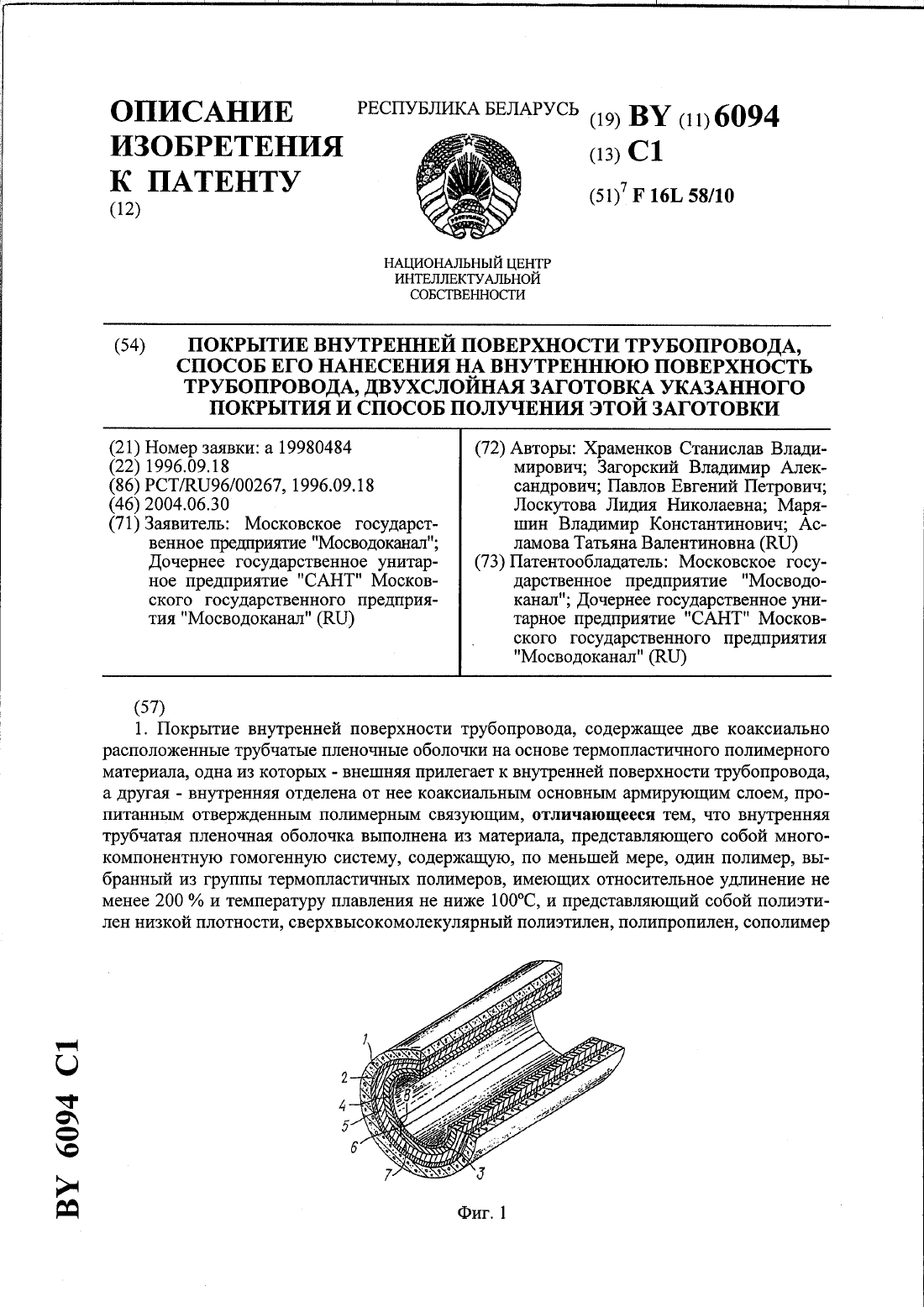
Покрытие внутренней поверхности трубопровода, способ его нанесения на внутреннюю поверхность трубопровода, двухслойная заготовка указанного покрытия и способ получения этой заготовки
Номер патента: 6094
Опубликовано: 30.06.2004
Авторы: Асламова Татьяна Валентиновна, Павлов Евгений Петрович, Храменков Станислав Владимирович, Загорский Владимир Александрович, Лоскутова Лидия Николаевна, Маряшин Владимир Константинович
МПК: F16L 58/10
Метки: способ, получения, заготовки, покрытия, нанесения, трубопровода, внутреннюю, внутренней, покрытие, поверхность, этой, заготовка, поверхности, указанного, двухслойная
Текст:
...качестве полиорганосилоксана полиметилфенилсилоксан.26. Способ по п. 18, отличающийся тем, что в качестве двух выбранных термопластичных полимеров используют полиэтилен низкой плотности в количестве 5-95 мас. и полипропилен в количестве 4,3-94,7 мас. по отношению к общей массе внутренней обопочки, а в качестве полиорганосилоксана - полифенилсилоксан.27. Способ по п. 18, отличающийся тем, что в качестве двух выбранных термопластичных...
Способ обработки рабочей поверхности гильзы цилиндра двигателя
Номер патента: 6331
Опубликовано: 30.06.2004
Авторы: Жданович Олег Егорович, Минаков Анатолий Петрович, Ящук Олег Викторович, Соколов Владимир Николаевич
МПК: B24B 39/02, B24B 33/02
Метки: цилиндра, гильзы, способ, поверхности, двигателя, обработки, рабочей
Текст:
...4, что приводит к появлению на поверхности третьего тела. Третье направление представляют известные способы деформационного упрочнения,осуществляемые с предварительным натягом жесткими шариковыми (роликовыми) накатниками 7 или без натяга (способы динамического поверхностного пластического деформирования - пневмовибродинамической обработки 9). Для раскатывания жесткими накатниками 7 характерны ограниченная возможность управления...
Способ оценки качества поверхности металлической заготовки
Номер патента: 7308
Опубликовано: 30.09.2005
Авторы: Мандель Николай Львович, Купреев Александр Васильевич, Тищенко Владимир Андреевич, Тимофеев Виктор Спиридонович, Токарев Сергей Васильевич, Черняк Александр Михайлович, Тимошпольский Владимир Исаакович, Шевченко Александр Данилович, Стеблов Анвер Борисович, Филиппов Вадим Владимирович, Жучков Сергей Михайлович
МПК: G01N 19/08, G01N 19/06
Метки: заготовки, оценки, качества, способ, поверхности, металлической
Текст:
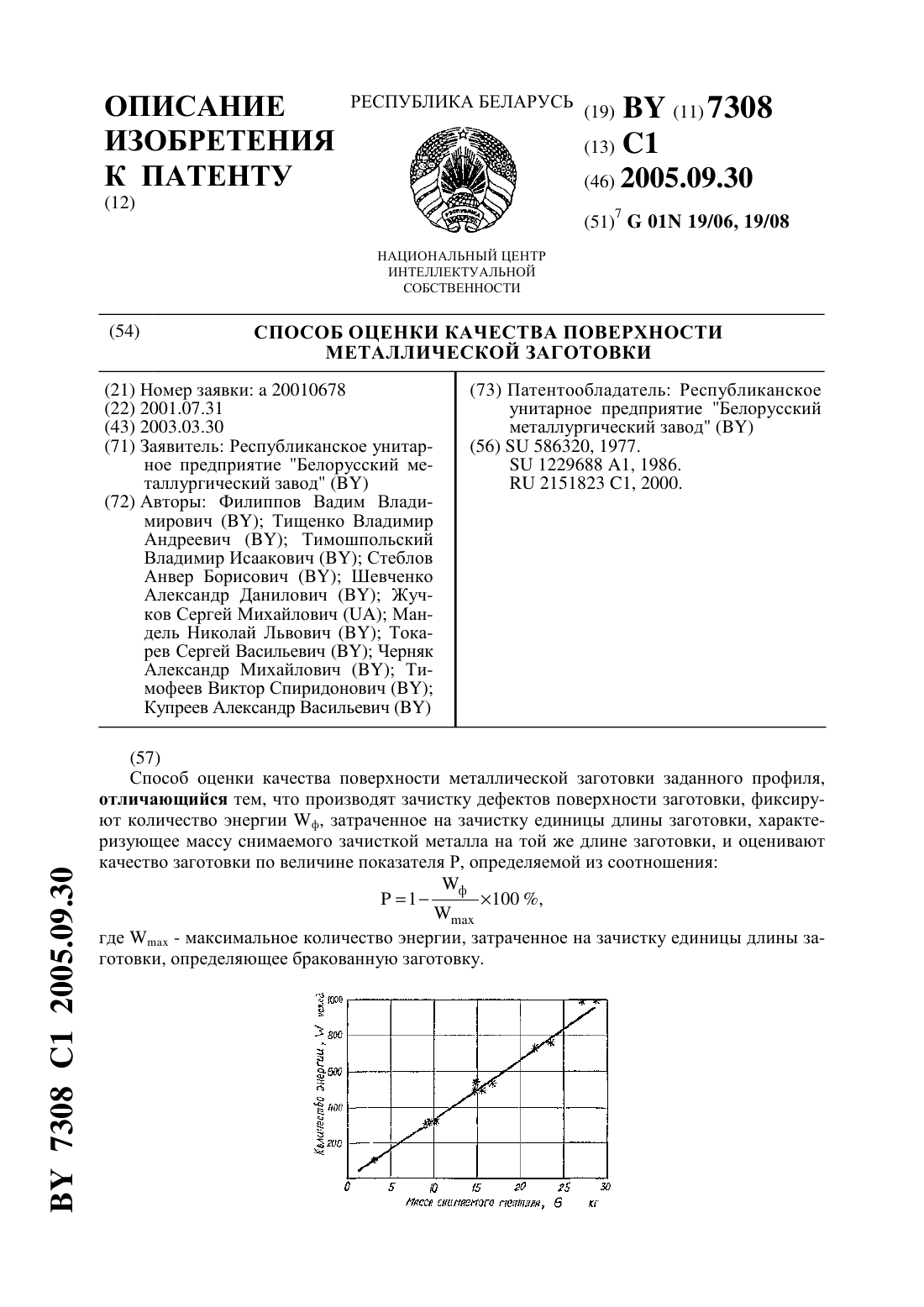
...из соотношения ф Р 1 100 , 2 7308 1 2005.09.30 где ф - фактическое количество энергии, расходуемой на зачистку дефектов, в условных единицах- максимальное количество энергии, затраченное на зачистку единицы длины заготовки, определяющее бракованную заготовку. Превышениепри зачистке говорит о том, что указанная заготовка не подлежит последующей переработке и является браком. При хорошем качестве поверхности заготовки ф - стремится к нулю,-...
Предыдущий патент: Устройство бортового диагностирования сцепления транспортно-технологических средств
Следующий патент: Кровезамещающее средство
Случайный патент: Роторный механизм центробежной установки