Способ обработки внутренней цилиндрической поверхности
Номер патента: 11338
Опубликовано: 30.12.2008
Авторы: Филонов Игорь Павлович, Чепик Павел Петрович, Курч Леонид Витальевич, Варварина Ирина Александровна

Текст
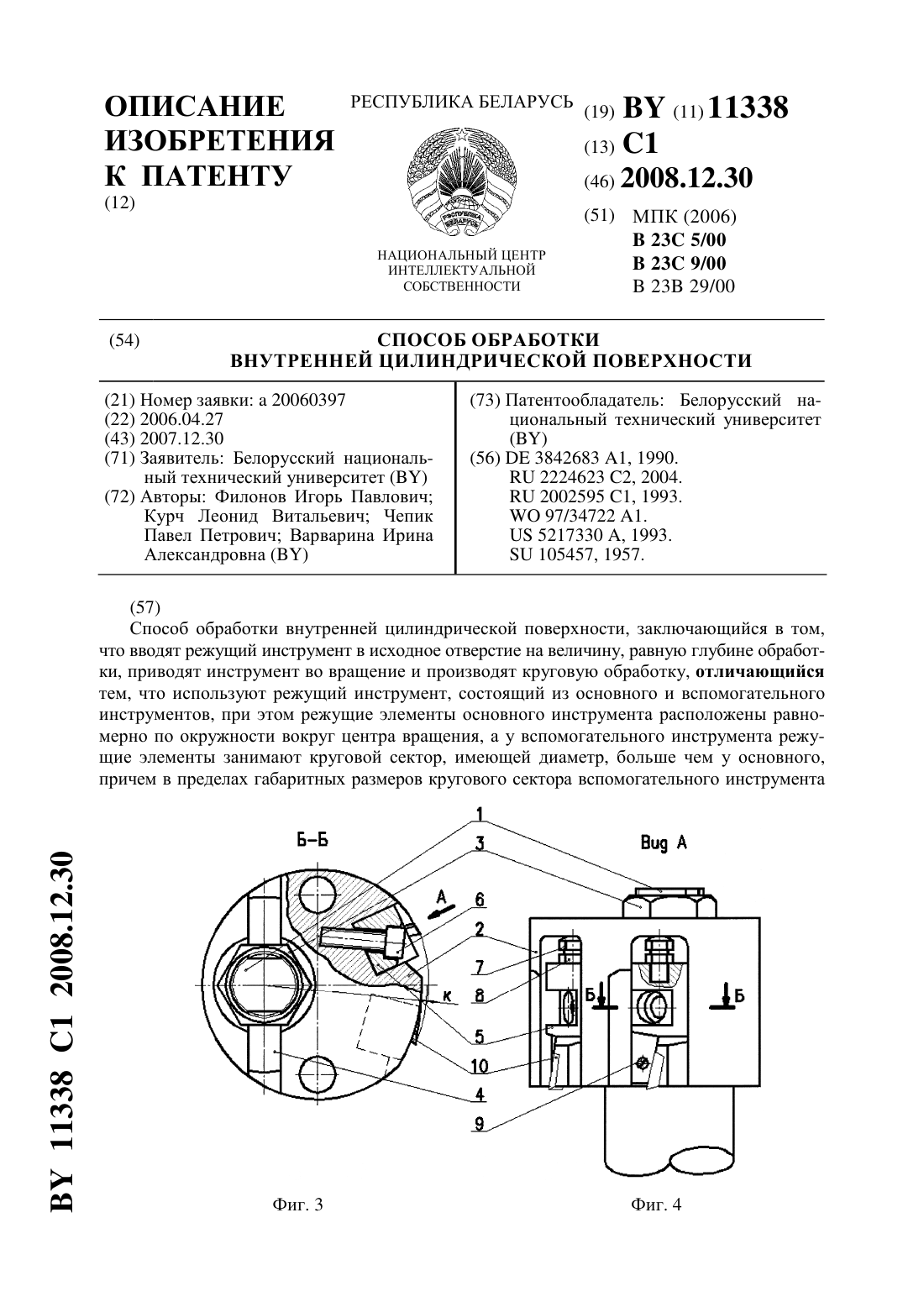
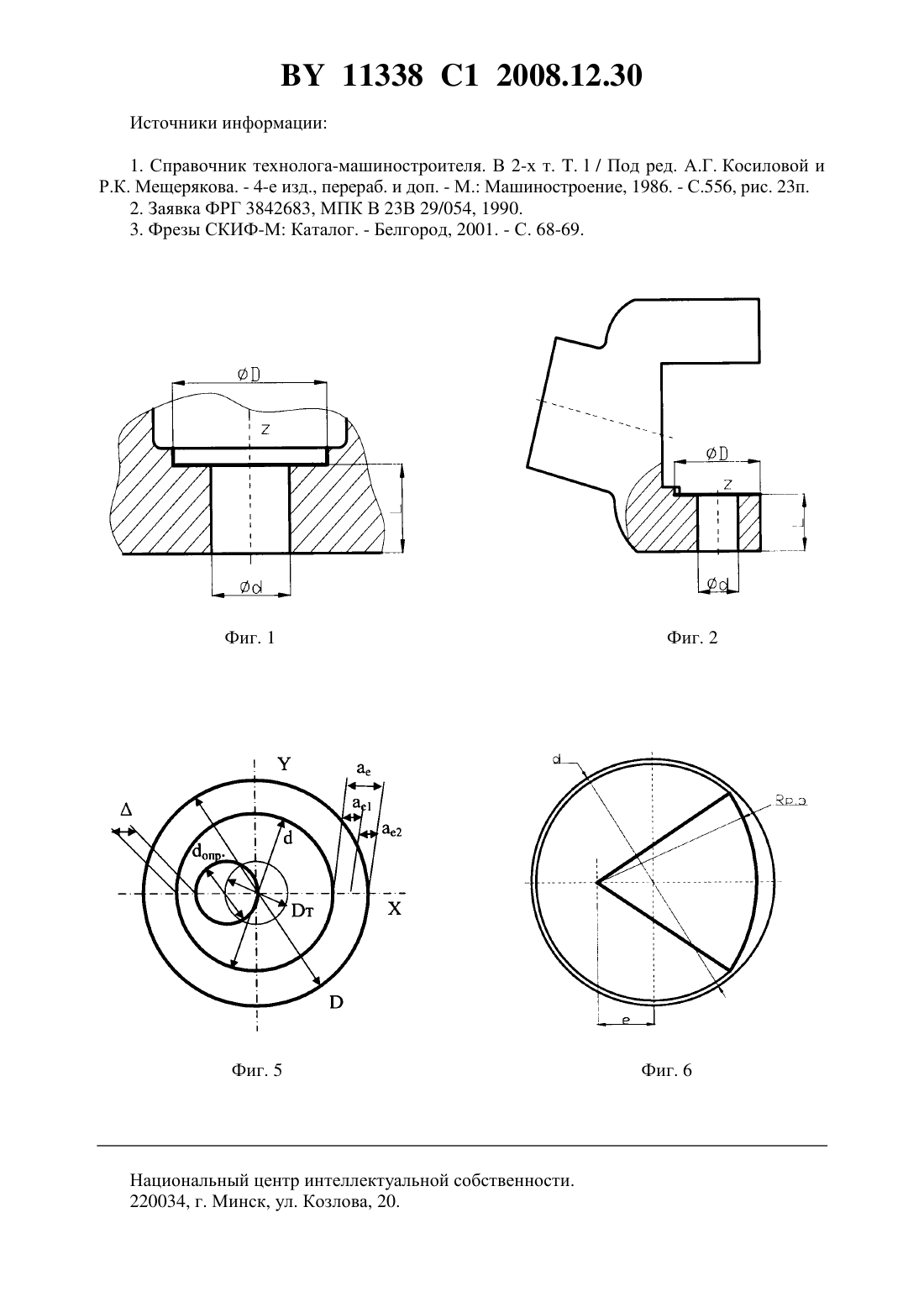
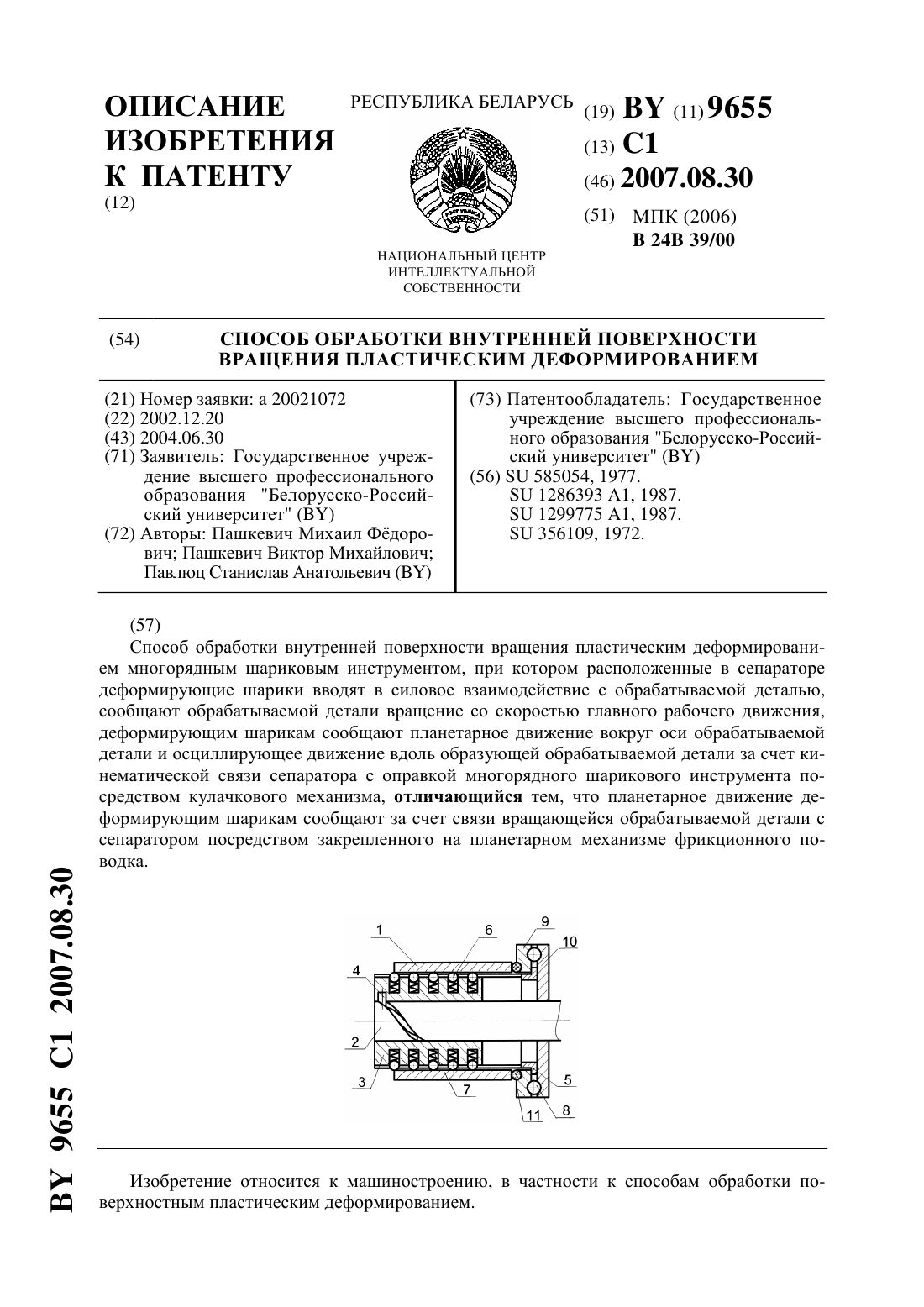
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Филонов Игорь Павлович Курч Леонид Витальевич Чепик Павел Петрович Варварина Ирина Александровна(73) Патентообладатель Белорусский национальный технический университет(57) Способ обработки внутренней цилиндрической поверхности, заключающийся в том,что вводят режущий инструмент в исходное отверстие на величину, равную глубине обработки, приводят инструмент во вращение и производят круговую обработку, отличающийся тем, что используют режущий инструмент, состоящий из основного и вспомогательного инструментов, при этом режущие элементы основного инструмента расположены равномерно по окружности вокруг центра вращения, а у вспомогательного инструмента режущие элементы занимают круговой сектор, имеющей диаметр, больше чем у основного,причем в пределах габаритных размеров кругового сектора вспомогательного инструмента 11338 1 2008.12.30 размещают максимально возможное количество режущих элементов с возможностью их регулирования в радиальном и торцевом направлениях, а для обеспечения одинаковой подачи на зуб каждый режущий элемент выставляют в радиальном направлении на заранее рассчитанную величину, после чего основной режущий инструмент вводят в исходное отверстие и осуществляют предварительную обработку на 3/4 глубины обработки, по окончании которой основной инструмент выводят из отверстия и вводят дополнительный инструмент с эксцентриситетом относительно оси исходного отверстия, сообщают дополнительному инструменту вращение относительно его оси, осуществляют радиальное врезание его на глубину обработки, затем совершают перемещение дополнительного инструмента по круговой интерполяционной траектории вокруг оси исходного отверстия на угол 360. Изобретение относится к области машино- и приборостроения и предназначено для использования в технологических процессах обработки внутренних цилиндрических поверхностей. Известен способ обработки деталей, при котором фрезеруют концевой фрезой цилиндрическую поверхность 1. Инструмент вводят на заданную глубину паза в отверстие,включают шпиндель и смещают фрезу на заданный диаметр обработки. Производят обработку по контуру паза, и затем инструмент уводят из отверстия. Недостатком данного способа обработки является использование одного инструмента,что значительно снижает технологические возможности, не позволяя обрабатывать внутренние цилиндрические поверхности, диаметр которых значительно превышает диаметр выходящего наружу отверстия, соосного с ними. Известен способ обработки внутренних цилиндрических поверхностей 2 - прототип,заключающийся в введении резцедержателя с режущим инструментом в исходное отверстие на величину, равную глубине обработки, при этом резцедержатель поворачивается относительно поворотного пальца на некоторый угол по отношению к оси шпинделя, затем включают шпиндель. Недостатком данного способа обработки является низкая производительность вследствие участия в процессе одного режущего лезвия. Поэтому требуется расширение технологических возможностей и повышение производительности получения внутренних цилиндрических поверхностей корпусных деталей,доступных для обработки через выходящее наружу отверстие, соосное с ними. Задача, решаемая изобретением, - повышение производительности за счет участия в процессе резания трех и более режущих лезвий, расширение технологических возможностей. Поставленная задача достигается тем, что в способе обработки внутренних цилиндрических поверхностей вводят режущий инструмент в исходное отверстие на величину, равную глубине обработки, приводят инструмент во вращение и производят круговую обработку,для этого используют режущий инструмент, состоящий из основного и вспомогательного инструментов, при этом режущие элементы основного инструмента расположены равномерно по окружности вокруг центра вращения, а у вспомогательного инструмента режущие элементы занимают круговой сектор, имеющей диаметр больше, чем у основного,причем в пределах габаритных размеров кругового сектора вспомогательного инструмента размещают максимально возможное количество режущих элементов с возможностью их регулирования в радиальном и торцевом направлениях, а для обеспечения одинаковой подачи на зуб каждый режущий элемент выставляют в радиальном направлении на заранее рассчитанную величину, после чего основной режущий инструмент вводят в исходное отверстие и осуществляют предварительную обработку на 3/4 глубины обработки, по окончании которой основной инструмент выводят из отверстия и вводят дополнительный инструмент с эксцентриситетом относительно оси исходного отверстия, сообщают дополнительному инструменту вращение относительное его оси, осуществляют радиальное вре 2 11338 1 2008.12.30 зание его на глубину обработки, затем совершают перемещение дополнительного инструмента по круговой интерполяционной траектории вокруг оси исходного отверстия на угол 360. Сущность предлагаемого способа обработки внутренних цилиндрических поверхностей поясняется чертежами, где на фиг. 1, 2 изображены несколько вариантов рассматриваемых поверхностей, принадлежащих корпусным деталям на фиг. 3 - поперечное сечение дополнительного инструмента по Б-Б, на фиг. 4 - устройство дополнительного инструмента для обработки внутренних цилиндрических поверхностей, на фиг. 5 - взаимное расположение геометрических параметров исходного отверстия и дополнительного инструмента, на фиг. 6 - схема расположения режущих элементов на корпусе фрезерной головки. Основной инструмент представляет собой торцовую фрезу, выполненную по стандартам ИСО. Устройство дополнительного инструмента для осуществления предложенного способа состоит из оправки 1, на которой закреплен корпус фрезерной головки 2 при помощи гайки 3 и торцово-радиальной шпонки 4, фрезерной кассеты 5, закрепленной в корпусе фрезерной головки 2 при помощи зажимного винта 6 и имеющей возможность перемещения вдоль оси вращения дополнительного инструмента при помощи винта торцовой регулировки 7, на котором крепится контргайка 8, и возможность радиального перемещения при помощи винта радиальной регулировки 9. На фрезерной кассете закреплены твердосплавные сменные режущие пластины 10. Способ обработки заключается в следующем через отверстиев исходное отверстие заготовки с вращением или без него вводят основной инструмент, которым осуществляют предварительную обработку, по ее окончании основной инструмент выводят из отверстия и вводят без вращения дополнительный инструмент (фиг. 3, 4), ось вращения которого совпадает с осью , а режущие элементы 10 направлены к шпинделю станка при вращении инструмента производится круговая обработка рассматриваемых поверхностей за счет согласованного перемещения по осями . Инструмент имеет главный угол в плане 90. Из приведенных ниже соотношений определяют соотношение параметров инструмента и получаемого отверстия. Исходные данные- диаметр отверстия, мм- диаметр обработки, мм- длина отверстия, мм (фиг. 5). Диаметр инструмента определяют по зависимости инстр.1 мм Ширину обработки находят по следующей формуле 0,5( - ) Ширина обработки накладывает ограничения на диаметр оправки опр 0,5( инстр - опр),где - необходимый зазор между оправкой и отверстием,0,2 мм выражая диаметр оправки, получают опринстр 2 инстр(2). Диаметр оправки должен удовлетворять на прочность при изгибе с вылетом инструмента 10 и при скручивании от усилий резания. При недостаточном диаметре оправки разбивают ширину обработки на две части - 1 и 2 - и вводят дополнительный инструмент. Необходимо также, чтобы выполнялось условие инстр 11338 1 2008.12.30 Для основного инструмента получают диаметр обработки 1 1 инстр(опр.12),Дополнительный инструмент представляет собой круговой сектор инструмента, по конструкции и схеме резания эквивалентного первому. Введение его в отверстие диаметраосуществляется без вращения, а ось оправки параллельна оси . Габаритные размеры оправки и кругового сектора должны обеспечить беспрепятственный ввод инструмента в отверстие с эксцентриситетом относительно его оси. В пределах габаритных размеров кругового сектора размещаем максимально возможное количество режущих элементов,причем конструкция должна предусматривать их регулирование в радиальном и торцевом направлениях. Для обеспечения одинаковой подачи на зуб каждый режущий элемент, начиная со второго, выставляют в радиальном направлении дальше, чем предыдущий, на величину К, -1 К, -1(1/ - /360),где- подача на оборот, мм/об- подача на зуб, мм/зуб - число зубьев- угол, , между соседними зубьями (шаг зубьев). После введения без вращения ось оправки совмещают с осьюотверстия и включают обороты шпинделя. При этом радиус расположения режущих элементов должен удовлетворять условию р.э.1/20,5 мм. Далее аналогично движениям основного инструмента осуществляем круговую обработку путем согласованного перемещения по осями . Траекторией оси инструмента является окружность следующего диаметра 1) основного 11 инстр 21 инстр 2) дополнительного Выведение инструментов из отверстия после обработки осуществляется аналогично введению. Пример. Исходные данные диаметр отверстия 105 мм, диаметр обработки 190 мм, длина отверстия 120 мм. Диаметр основного инструмента равен инстр.1104 мм. Из стандартного ряда берут торцовую фрезу 100 мм, главный угол в плане 90. Рассчитывают ширину обработки 0,5( - )42,5 мм. Диаметр оправки получают следующий опринстр 214,6 мм. При вылете инструмента 10130 мм очевидно даже без расчета на прочность, что диаметра оправки недостаточно. Следовательно, вводят дополнительный инструмент. 11338 1 2008.12.30 Для определения необходимого диаметра оправки проводят расчет на прочность при кручении. При этом вначале требуется определить мощность и усилия резания. Исходные данные инстр 100 мм число зубьев 60,15 мм/зуб глубина резания ар 5 мм скорость резания 100 м/мин. Для расчета используют методику, представленную в справочной литературе предприятий, производящих металлорежущий инструмент 3. Мощность привода главного движения определяют по формуле где - общий передний угол режущего элемента, складываемый из переднего угла сменной и угла расположения посадочного гнезда- среднее сечение среза, мм с- показатель степени удельной силы резания. 1.1 - удельная сила резания на 1 мм 2 сечения стружки 1.11775 Н/мм 20,24. Допуская возможность наиболее тяжело нагруженного варианта, принимают 0. К 1775/(0,14523)0,242828,3665 Н/мм 2- коэффициент полезного действия станка,0,75. Р 542,52882828,3665/(601060,75)3,847 кВт. Окружная сила резания(т)/(м/)3847/(100/60)2308 Н. Крутящий момент от окружной силы резания равен Ткринстр/2115 400 Нмм. Касательное напряжение кручения рассчитывают по формулекр/,где 25 Мпа - допускаемое касательное напряжение- полярный момент сопротивления сечения, мм 3 3 опр.1/16. Выражая диаметр оправки и подставляя значения, получают 1 11338 1 2008.12.30 С учетом конструктивной необходимости в шпоночных пазах для передачи вращения увеличивают диаметр на 10 . опр.131,512 мм. Принимают ближайший больший диаметр 32 мм. При этом допустимая ширина фрезерования для основного инструмента равна ае 10,5(инстр - опр.1) -0,5(100 - 32) - 0,233,8 мм. Поскольку полученный параметр все равно не перекрывает общую ширину фрезерования, то есть возможность увеличить диаметр оправки за счет уменьшения 1. Исходя из приведенных выше формул для соотношения ае / ае 1 справедливо, что глубина первого прохода дополнительного инструмента равна 3/4 глубины обработки. Разбивают всю ширину обработки приблизительно пополам. Пусть ае 120,5 мм. Для основного инструмента получают диаметр обработки 12146 мм. При этом диаметр оправки достигает следующего значения опр.1 инстр - (12)100 - (14610520,2)58,6 мм. Принимают опр.158 мм (тогда 0,5 мм). Учитывая прочностной расчет на кручение, делают вывод, что при такой разнице в расчетном и фактическом диаметрах(32 мм и 58 мм) изгибная прочность будет обеспечиваться. Диаметр траектории основного инструмента равен 11 инстр 46 мм. Для дополнительного инструмента получают следующий требуемый радиус расположения режущих элементов р.э.1/2 - 0,5146/2 - 0,572,5 мм. При вписывании кругового сектора радиуса р.э. в отверстие диаметромсо смещением(см. фиг. 6) получают возможность конструктивно разместить на дуге р.э. два режущих зуба под углом 40 между ними. Второй зуб в радиальном направлении выдвигают на величину К 21 К 21(1/2 - 40/360)7/18 - . При подаче на зуб 0,15 мм/зуб получают 20,150,3 мм/об К 217/180,30,117 мм. Конструктивно величину эксцентриситета при введении дополнительного инструмента в отверстие получают равной 23,5 мм. Диаметр траектории оси этого инструмента получают следующий 2-2.э.190-272,545 мм. Описанный способ обработки внутренней цилиндрической поверхности обеспечивает повышение производительности в количество раз, кратное количеству твердосплавных сменных пластин, участвующих в процессе резания, и расширение технологических возможностей инструмента. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: B23B 29/00, B23C 9/00, B23C 5/00
Метки: обработки, поверхности, способ, цилиндрической, внутренней
Код ссылки
<a href="https://by.patents.su/7-11338-sposob-obrabotki-vnutrennejj-cilindricheskojj-poverhnosti.html" rel="bookmark" title="База патентов Беларуси">Способ обработки внутренней цилиндрической поверхности</a>
Способ обработки внутренней поверхности вращения пластическим деформированием
Номер патента: 9655
Опубликовано: 30.08.2007
Авторы: Пашкевич Виктор Михайлович, Павлюц Станислав Анатольевич, Пашкевич Михаил Фёдорович
МПК: B24B 39/00
Метки: вращения, деформированием, поверхности, внутренней, способ, обработки, пластическим
Текст:
...является устранение повторения и наложения траектории деформирующего шарика на обрабатываемой цилиндрической поверхности за каждый оборот детали при отсутствии продольной подачи. Эта задача достигается тем, что в способе обработки внутренней поверхности вращения пластическим деформированием многорядным шариковым инструментом, при котором расположенные в сепараторе деформирующие шарики вводят в силовое взаимодействие с обрабатываемой...
Способ обработки внутренней поверхности вращения заготовки из нетермообработанной стали
Номер патента: 8635
Опубликовано: 30.10.2006
Авторы: Ильюшина Елена Валерьевна, Камчицкая Ирина Дмитриевна, Ящук Олег Викторович, Минаков Анатолий Петрович, Ткачев Александр Владимирович
МПК: B24B 39/02
Метки: способ, стали, вращения, заготовки, нетермообработанной, обработки, внутренней, поверхности
Текст:
...шаров из стали ШХ 15 степени точности 100, поверхность которых имеет параметр шероховатости 0,125 мкм. Известно, что при шероховатости стальной поверхности 0,1 мкм полимер интенсивно изнашивается 3. Поэтому - для пар трения полимер (резина) - сталь, как, например, в гидроцилиндре, следует стремиться к изготовлению стальной поверхности с параметром шероховатости а 0,1 мкм. Задачей изобретения является достижение значения параметра...
Способ обработки длинномерной цилиндрической детали
Номер патента: 457
Опубликовано: 30.03.1995
Авторы: Мастюгин Л. И., Минец В. В., Рута С. А.
МПК: B24B 37/02
Метки: детали, длинномерной, цилиндрической, обработки, способ
Текст:
...инструмента к обрабатываемой поверхности вРезУлътате чего при обработке деталей, диаметр которых В процессе обработки умепъ- . шается инструмент находится В КОН такте со значительной поверхностью обрабатываемой детали. В таком инструменте п работе участвует большее количество абразивных аерен.что повышает ело производительность. ПРИ наличии л дбрапипосодсржчпем слоеканавки Шириной не менее 0,1 диаметра Обрабатываемой детали,...
Способ нанесения металлических покрытий на поверхности полой цилиндрической детали
Номер патента: 1906
Опубликовано: 30.12.1997
Авторы: Кашицин Леонид Павлович, Худолей Андрей Леонидович, Жорник Александр Иванович, Кирпиченко Инесса Анатольевна, Черных Сергей Иванович, Сосновский Игорь Александрович
МПК: B22F 7/04
Метки: нанесения, цилиндрической, полой, детали, покрытий, поверхности, способ, металлических
Текст:
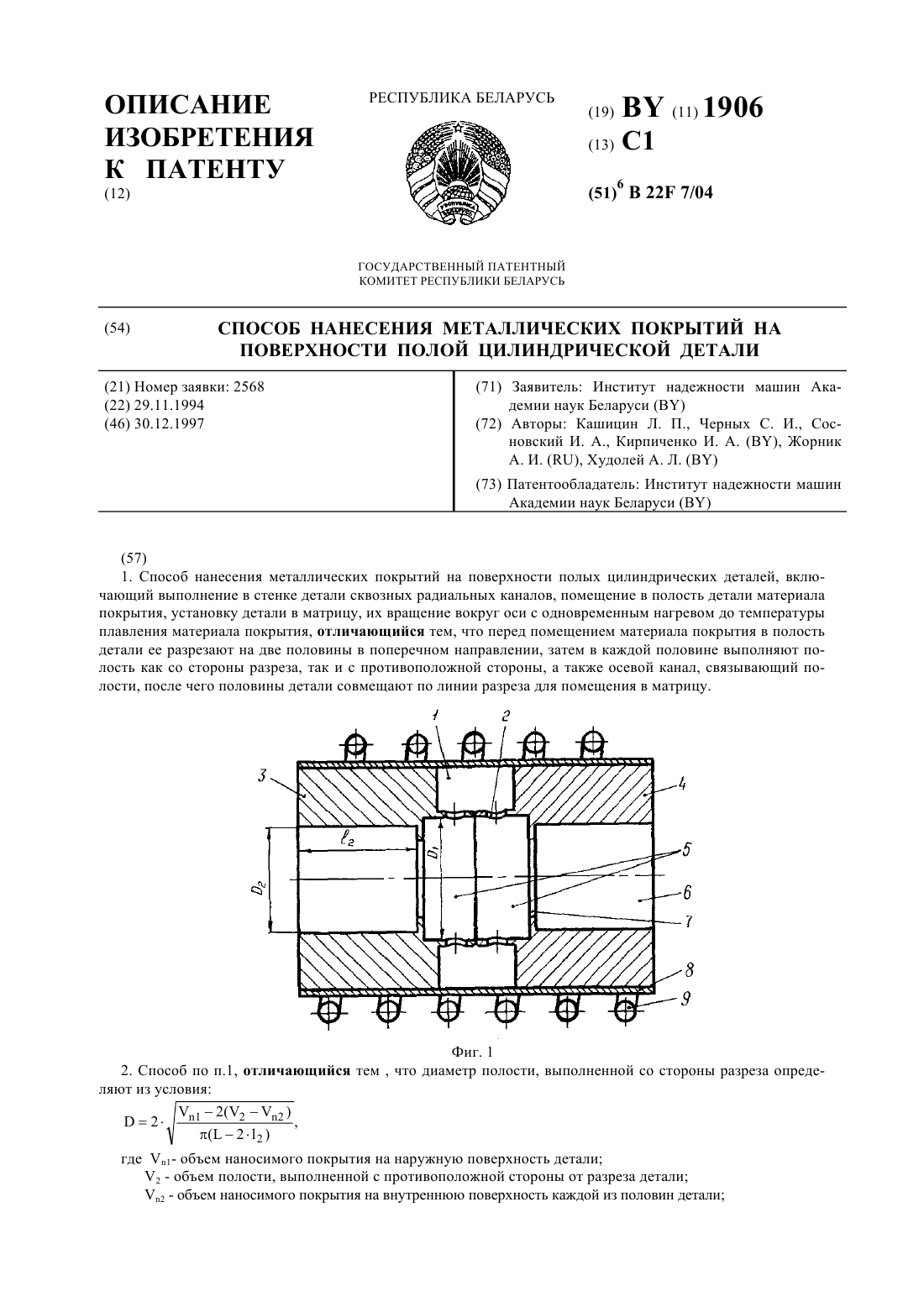
...для дополнительной подачи материала покрытия из полости 6 в канавку 1 на наружной поверхности, равен 2-2. Обозначим объем покрытия, наносимый на наружную поверхность 1 через 1,112(2 - 2),где 1 - объем полости, выполненной со стороны разреза. Обозначим длину детали через . 2.21 . После преобразований получим 2(22 ) 12 1 На фиг.1 - схема устройства для реализации данного способа. На фиг.2 представлен способ нанесения металлических...
Способ получения порошкового антифрикционного слоя на внутренней поверхности стального полого цилиндра
Номер патента: 5992
Опубликовано: 30.03.2004
Авторы: Борисов Евгений Павлович, Сериков Юрий Викторович, Воронецкая Леонора Яковлевна, Гребнев Николай Прокопьевич, Глуховский Игорь Анатольевич, Ядевич Александр Иванович, Волчек Анатолий Яковлевич
МПК: B22F 3/26
Метки: порошкового, поверхности, слоя, способ, антифрикционного, внутренней, получения, полого, цилиндра, стального
Текст:
...диаметр , с зазором так, чтобы разность 1- была на 3090 больше разности -. Экспериментально установлено, что наибольшая величина прочности соединения порошкового антифрикционного материала со сталью обеспечивается тогда, когда между поверхностью стальной заготовки и втулки обеспечивается зазор такой, чтобы разность диаметров 1 ибыла на 3090 больше разности диаметрови , т.е. (-)/(1)0,30,9. Если (-)/(1-) меньше 0,3, то зазор между...
Предыдущий патент: Механизм измерения тяговой силы сельскохозяйственной машины полуприцепного типа
Следующий патент: Способ нанесения пятислойного теплозащитного покрытия
Случайный патент: Состав для получения водных растворов для тушения пожаров