Способ нарезания зубьев сопрягаемых колеса или шестерни
Текст
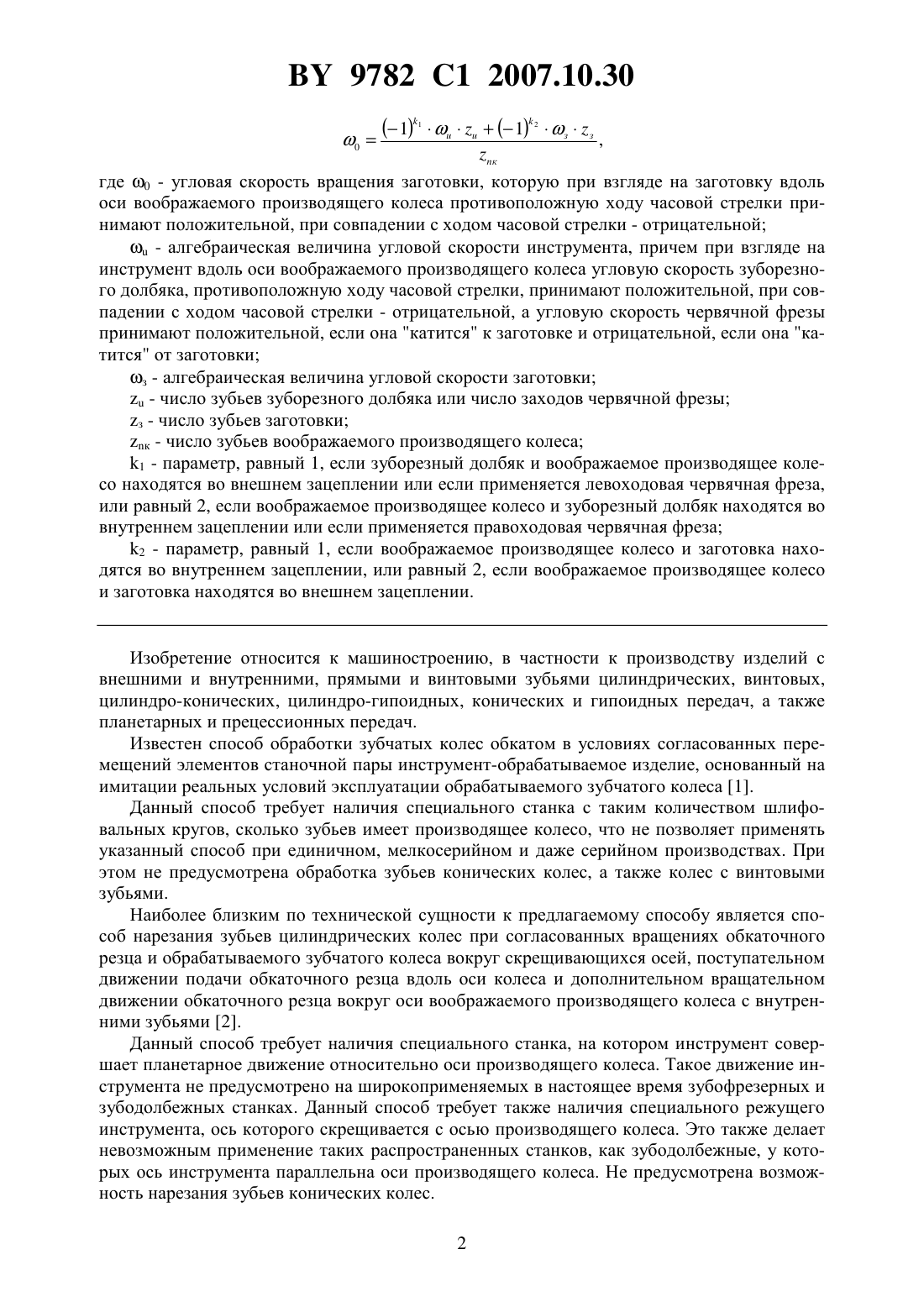
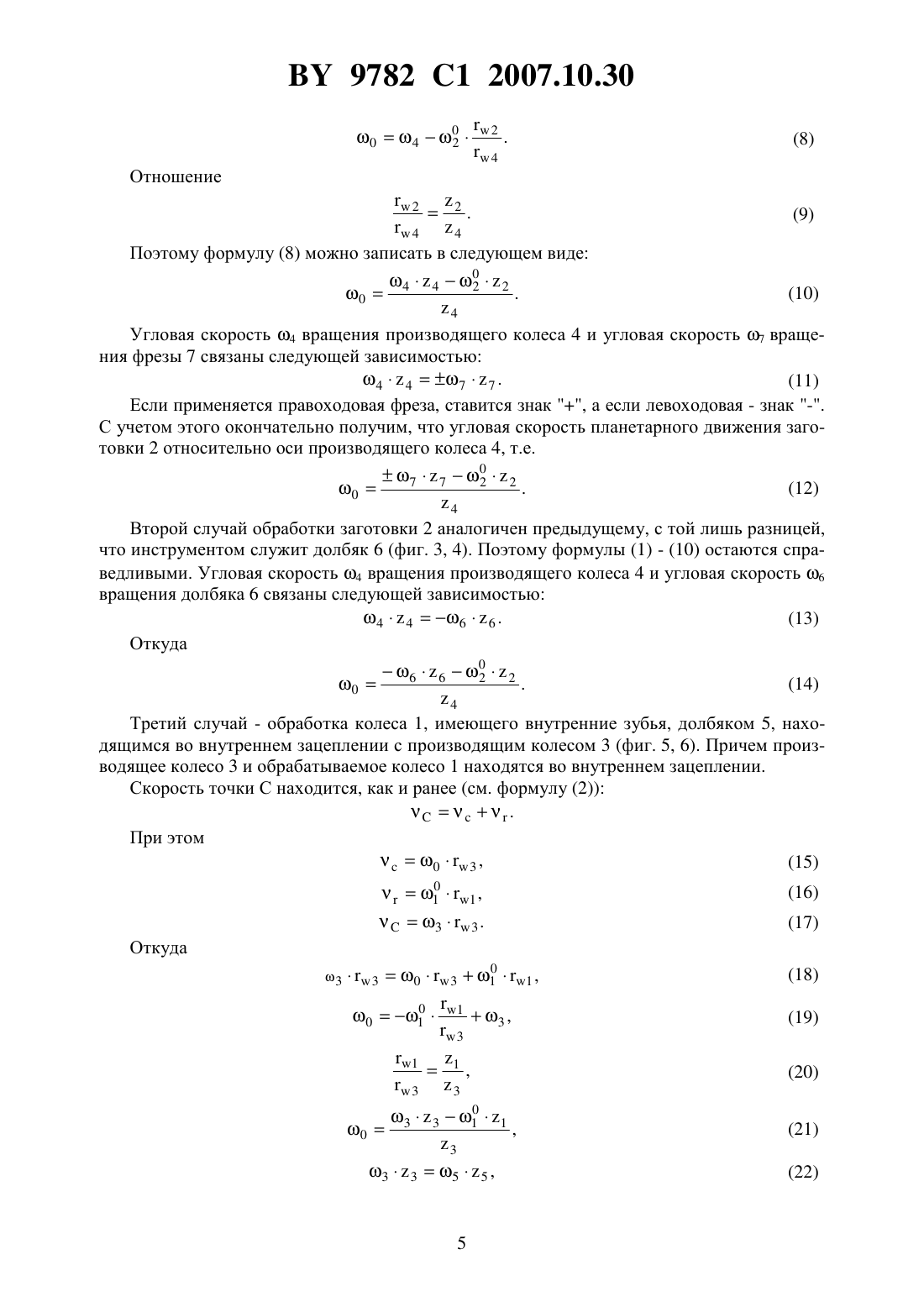
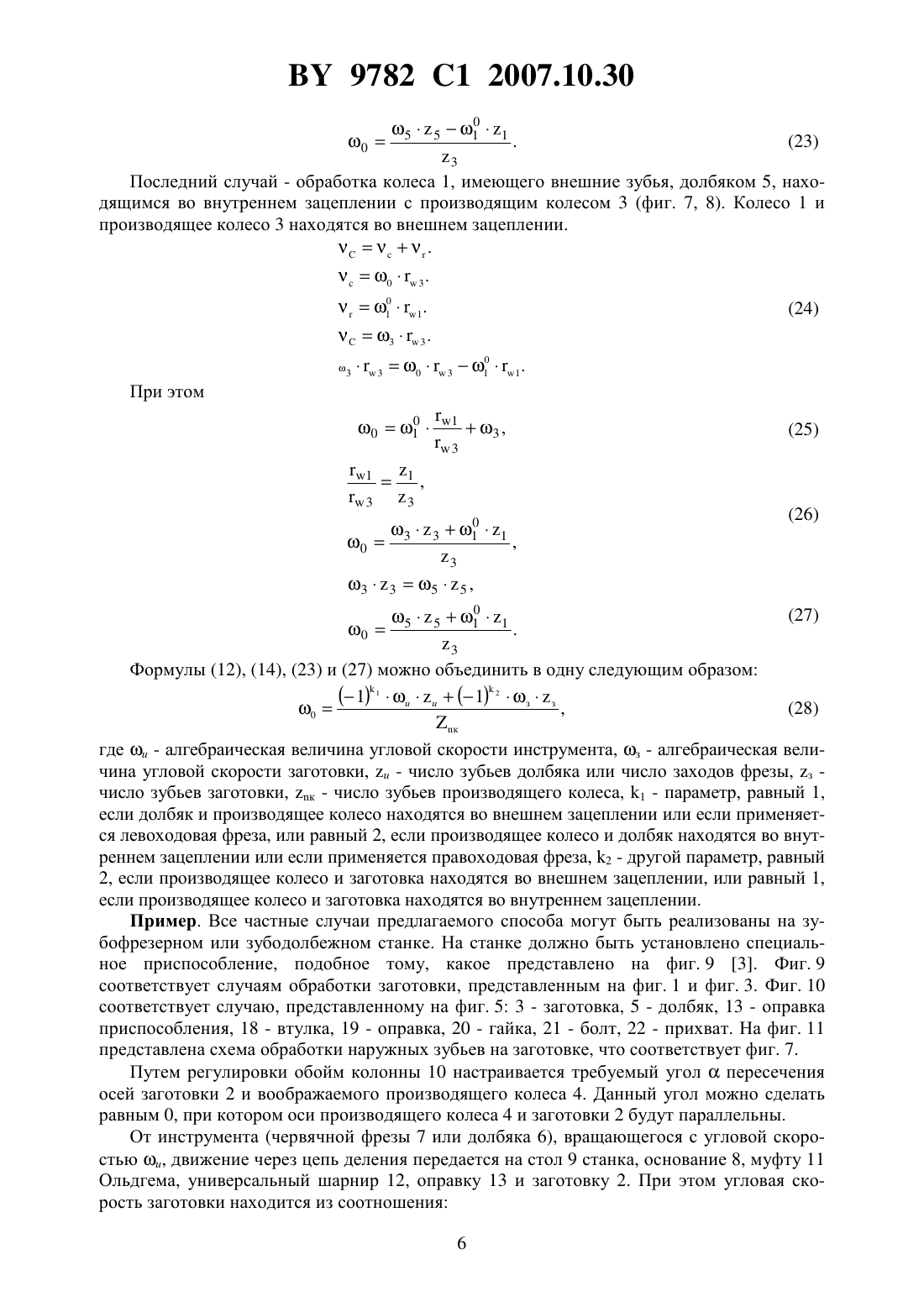
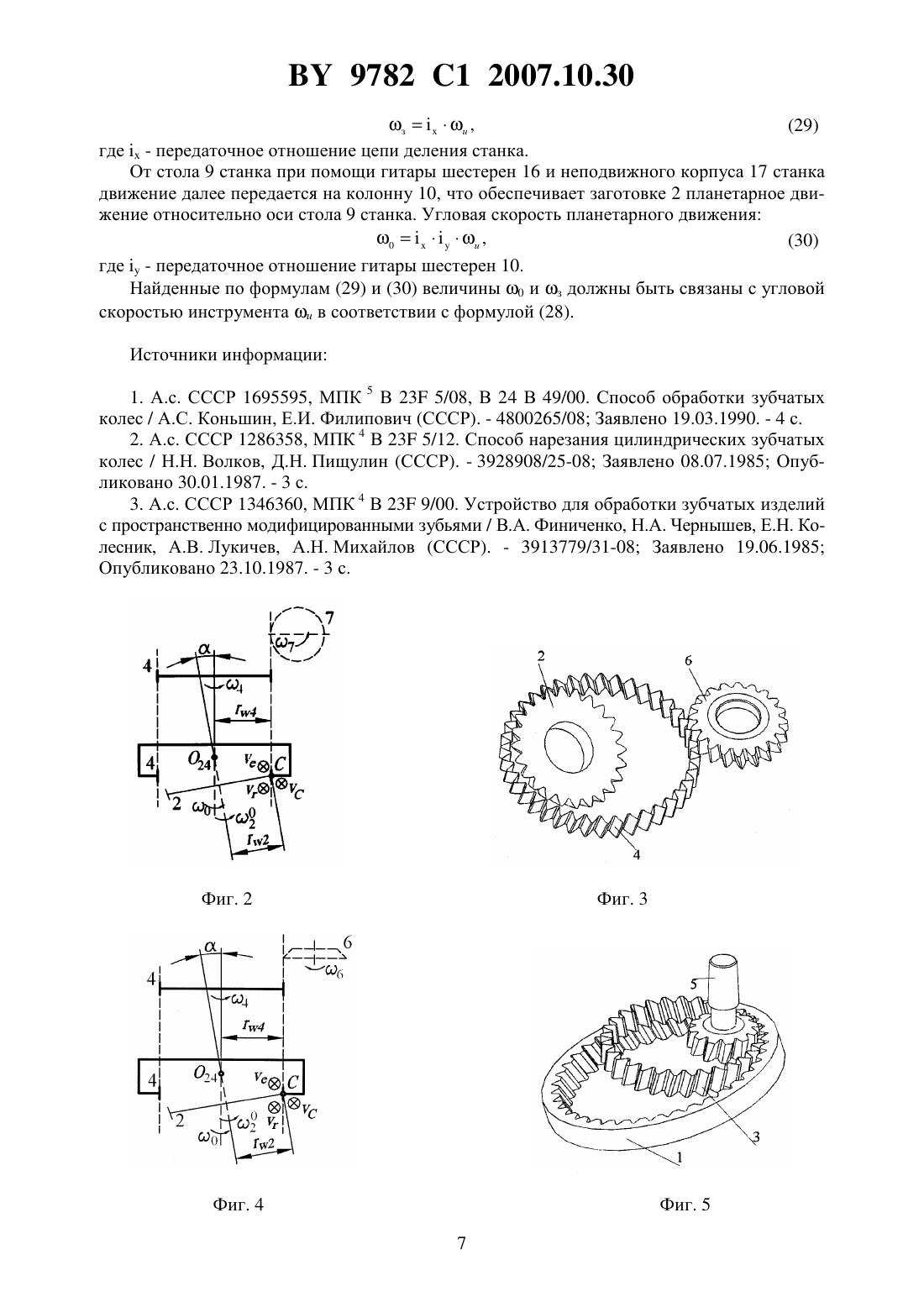
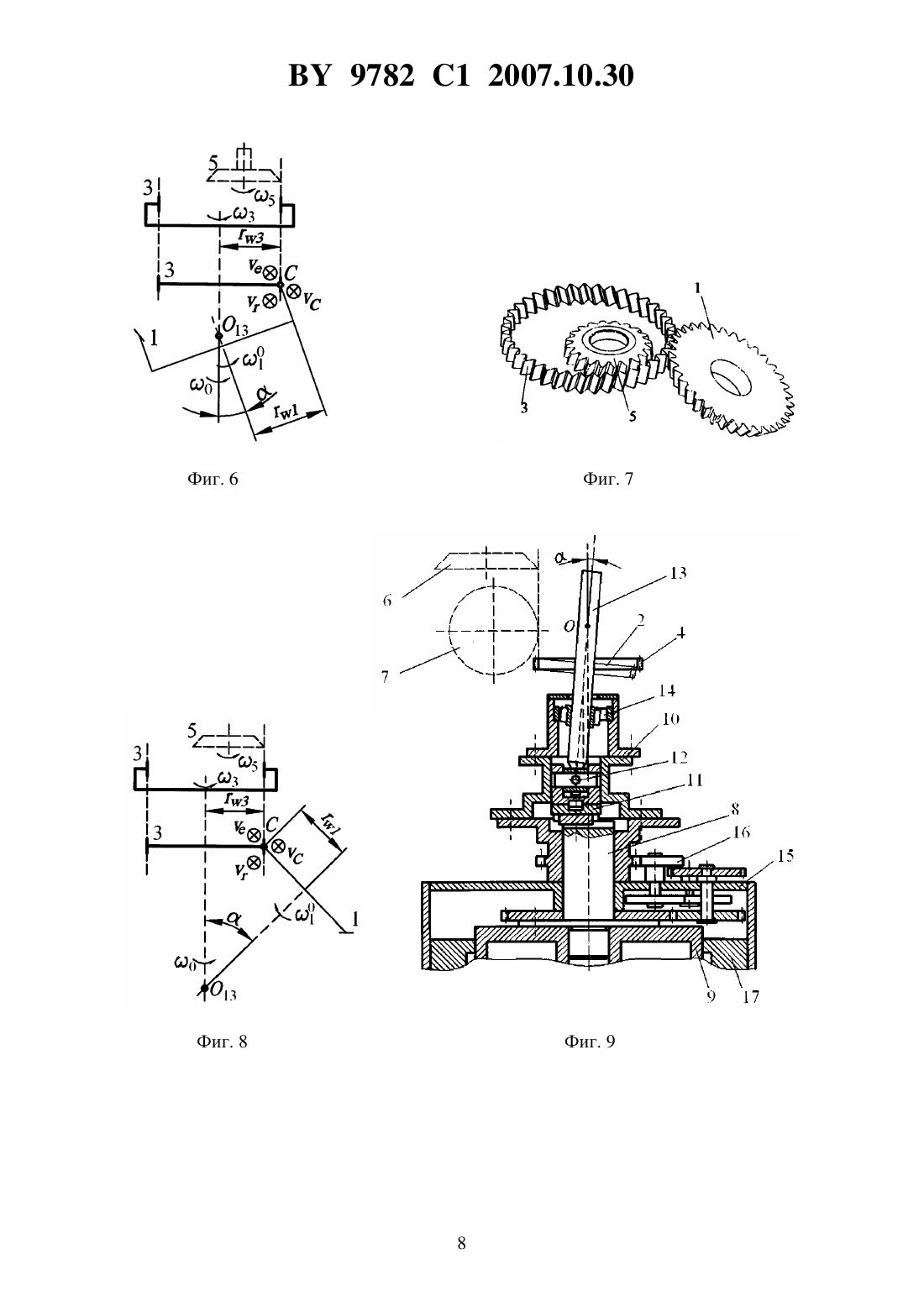
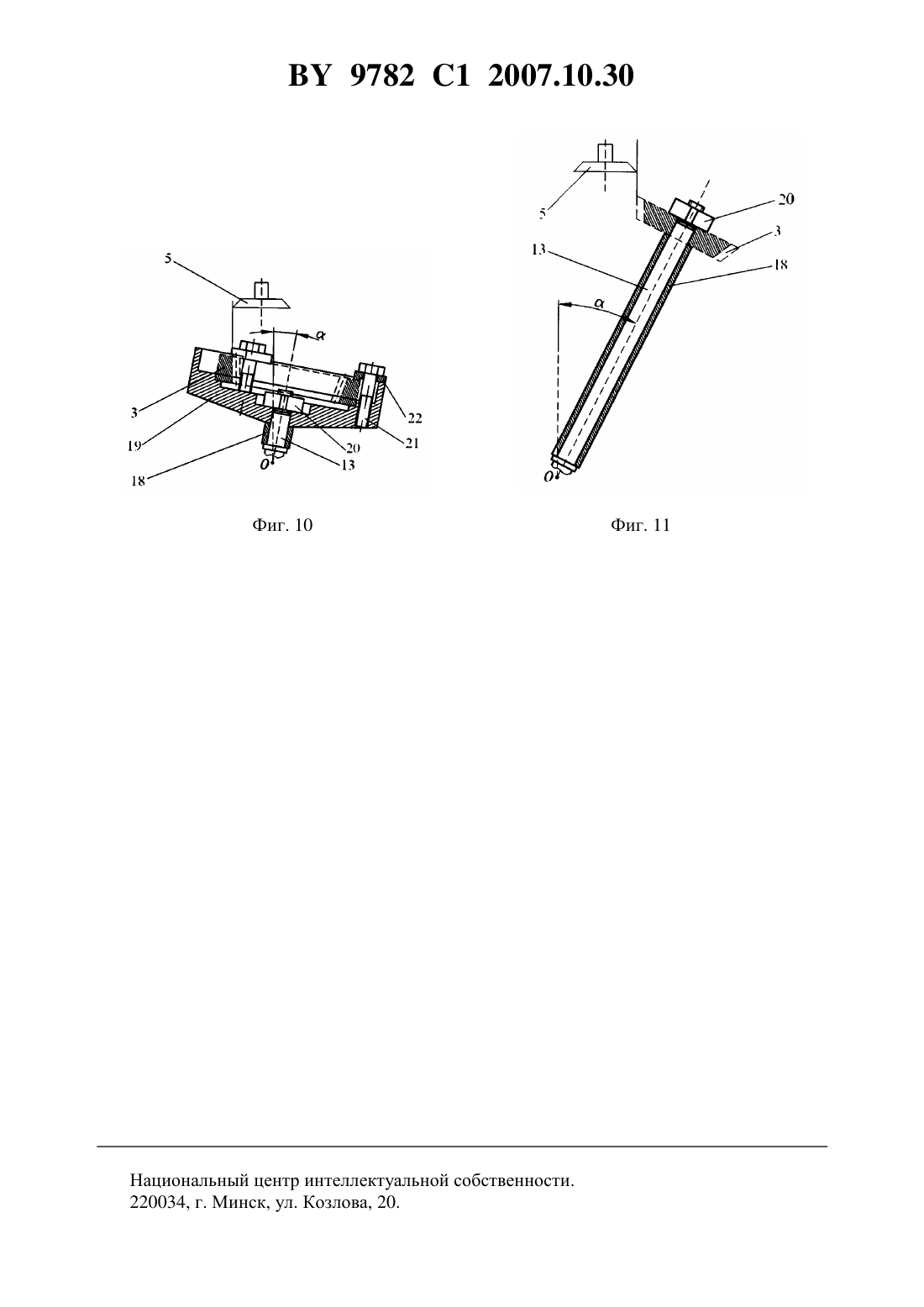
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ СОПРЯГАЕМЫХ КОЛЕСА ИЛИ ШЕСТЕРНИ(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Автор Хатетовский Станислав Николаевич(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) Способ нарезания зубьев сопрягаемых колеса или шестерни, при котором согласуют вращение заготовки и инструмента, поступательно движущегося относительно заготовки,отличающийся тем, что внешние зубья нарезают инструментом в виде червячной фрезы или зуборезного долбяка, а внутренние зубья нарезают инструментом в виде зуборезного долбяка, при этом заготовке дополнительно сообщают вращение вокруг оси воображаемого производящего колеса, а инструмент поступательно перемещают вдоль оси воображаемого производящего колеса, причем ось заготовки устанавливают параллельно оси воображаемого производящего колеса при нарезании зубьев цилиндрических колеса или шестерни и пересекающейся с осью воображаемого производящего колеса при нарезании зубьев конических колеса или шестерни, а заготовку и инструмент располагают по разные стороны зубчатой поверхности воображаемого производящего колеса, при этом угловую скорость вращения заготовки вокруг оси воображаемого производящего колеса определяют из выражения к где 0 - угловая скорость вращения заготовки, которую при взгляде на заготовку вдоль оси воображаемого производящего колеса противоположную ходу часовой стрелки принимают положительной, при совпадении с ходом часовой стрелки - отрицательной- алгебраическая величина угловой скорости инструмента, причем при взгляде на инструмент вдоль оси воображаемого производящего колеса угловую скорость зуборезного долбяка, противоположную ходу часовой стрелки, принимают положительной, при совпадении с ходом часовой стрелки - отрицательной, а угловую скорость червячной фрезы принимают положительной, если она катится к заготовке и отрицательной, если она катится от заготовки з - алгебраическая величина угловой скорости заготовки- число зубьев зуборезного долбяка или число заходов червячной фрезы з - число зубьев заготовки к - число зубьев воображаемого производящего колеса 1 - параметр, равный 1, если зуборезный долбяк и воображаемое производящее колесо находятся во внешнем зацеплении или если применяется левоходовая червячная фреза,или равный 2, если воображаемое производящее колесо и зуборезный долбяк находятся во внутреннем зацеплении или если применяется правоходовая червячная фреза 2 - параметр, равный 1, если воображаемое производящее колесо и заготовка находятся во внутреннем зацеплении, или равный 2, если воображаемое производящее колесо и заготовка находятся во внешнем зацеплении. Изобретение относится к машиностроению, в частности к производству изделий с внешними и внутренними, прямыми и винтовыми зубьями цилиндрических, винтовых,цилиндро-конических, цилиндро-гипоидных, конических и гипоидных передач, а также планетарных и прецессионных передач. Известен способ обработки зубчатых колес обкатом в условиях согласованных перемещений элементов станочной пары инструмент-обрабатываемое изделие, основанный на имитации реальных условий эксплуатации обрабатываемого зубчатого колеса 1. Данный способ требует наличия специального станка с таким количеством шлифовальных кругов, сколько зубьев имеет производящее колесо, что не позволяет применять указанный способ при единичном, мелкосерийном и даже серийном производствах. При этом не предусмотрена обработка зубьев конических колес, а также колес с винтовыми зубьями. Наиболее близким по технической сущности к предлагаемому способу является способ нарезания зубьев цилиндрических колес при согласованных вращениях обкаточного резца и обрабатываемого зубчатого колеса вокруг скрещивающихся осей, поступательном движении подачи обкаточного резца вдоль оси колеса и дополнительном вращательном движении обкаточного резца вокруг оси воображаемого производящего колеса с внутренними зубьями 2. Данный способ требует наличия специального станка, на котором инструмент совершает планетарное движение относительно оси производящего колеса. Такое движение инструмента не предусмотрено на широкоприменяемых в настоящее время зубофрезерных и зубодолбежных станках. Данный способ требует также наличия специального режущего инструмента, ось которого скрещивается с осью производящего колеса. Это также делает невозможным применение таких распространенных станков, как зубодолбежные, у которых ось инструмента параллельна оси производящего колеса. Не предусмотрена возможность нарезания зубьев конических колес. 2 9782 1 2007.10.30 Задачей настоящего изобретения является расширение технологических возможностей способа, т.е. обеспечение возможности нарезания как эвольвентных, так и неэвольвентных внешних и внутренних, прямых и винтовых зубьев цилиндрических и конических колес за счет применения специальных станочных приспособлений, а также универсализация способа за счет возможности использования широкоприменяемых станков. Указанная задача достигается тем, что способ нарезания зубьев сопрягаемых колеса или шестерни, при котором согласуют вращение заготовки и инструмента, поступательно движущегося относительно заготовки, при этом, согласно изобретению, внешние зубья нарезают инструментом в виде червячной фрезы или зуборезного долбяка, а внутренние зубья нарезают инструментом в виде зуборезного долбяка, при этом заготовке дополнительно сообщают вращение вокруг оси воображаемого производящего колеса, а инструмент поступательно перемещают вдоль оси воображаемого производящего колеса, причем ось заготовки устанавливают параллельно оси воображаемого производящего колеса при нарезании зубьев цилиндрических колеса или шестерни и пересекающейся с осью воображаемого производящего колеса при нарезании зубьев конических колеса или шестерни,а заготовку и инструмент располагают по разные стороны зубчатой поверхности воображаемого производящего колеса, при этом угловую скорость вращения заготовки вокруг оси воображаемого производящего колеса определяют из выражения( 1)1 ии( 1) 2 зз ,0 к где 0 - угловая скорость вращения заготовки, которую при взгляде на заготовку вдоль оси воображаемого производящего колеса противоположную ходу часовой стрелки принимают положительной, при совпадении с ходом часовой стрелки - отрицательной и - алгебраическая величина угловой скорости инструмента, причем при взгляде на инструмент вдоль оси воображаемого производящего колеса угловую скорость зуборезного долбяка, противоположную ходу часовой стрелки, принимают положительной, при совпадении с ходом часовой стрелки - отрицательной, а угловую скорость червячной фрезы принимают положительной, если она катится к заготовке, и отрицательной, если она катится от заготовки з - алгебраическая величина угловой скорости заготовки и - число зубьев зуборезного долбяка или число заходов червячной фрезы з - число зубьев заготовки к - число зубьев воображаемого производящего колеса 1 - параметр, равный 1, если зуборезный долбяк и воображаемое производящее колесо находятся во внешнем зацеплении или если применяется левоходовая червячная фреза,или равный 2, если воображаемое производящее колесо и зуборезный долбяк находятся во внутреннем зацеплении или если применяется правоходовая червячная фреза 2 - параметр, равный 1, если воображаемое производящее, колесо и заготовка находятся во внутреннем зацеплении, или равный 2, если воображаемое производящее колесо и заготовка находятся во внешнем зацеплении. Сущность изобретения поясняется чертежами. На фиг. 1-8 изображены 1 - колесо 2 - шестерня 3 - производящее колесо, использующееся при обработке колеса 1 4 - производящее колесо, использующееся при обработке шестерни 2 5 - долбяк, нарезающий зубья колеса 1 6 - долбяк, нарезающий зубья шестерни 2 7 - червячная фреза, нарезающая зубья шестерни 2. Кроме этого на фиг. 9-11 показаны 8 - основание 9 - стол станка 10 - эксцентриковая колонна 11 - муфта Ольдгема 12 - универсальный шарнир 13 - оправка 14 - сферический подшипник 15 - корпус гитары шестерен 16 - шестерни гитары 17 - корпус станка 18 - втулка 19 - оправка 20 гайка 21 - болт 22 - прихват. 9782 1 2007.10.30 Среди частных случаев относительного расположения производящего колеса, заготовки и инструмента можно выделить четыре различных случая. Эти случаи представлены на фиг. 1-8. Причем рассматриваются наиболее общие случаи, когда зубья инструмента, заготовки и производящего колеса винтовые, а ось заготовки пересекает ось производящего колеса. На фиг. 1, 3, 5 и 7 для наглядности заготовки, производящие колеса и инструменты изображены в объеме, а на фиг. 2, 4, 6 и 8 - соответствующие заготовки, производящие колеса и инструменты изображены условно. Первый случай (фиг. 1, 2) - обработка заготовки 2, имеющей внешние зубья, ведется фрезой 7, сопряженной с производящим колесом 4. Причем производящее колесо 4 и заготовка 2 находятся во внутреннем зацеплении. При наличии угловой скорости 0 у стойки заготовка 2 будет участвовать одновременно в двух вращениях относительном - вокруг своей оси с угловой скоростью 0 и пе 2 реносном - вокруг оси производящего колеса 4 с угловой скоростью 0 . Направление указанных угловых скоростей может или совпадать, или быть противоположным. Здесь и далее угловые скорости считаются алгебраическими величинами. Направление угловой скорости, противоположное ходу часовой стрелки, считается положительным, а направление, совпадающее с ходом часовой стрелки - отрицательным. Направление взгляда на заготовку, производящее колесо и инструмент - вдоль оси производящего колеса. При этом, если фреза как бы катится к заготовке, то ее угловая скорость считается положительной, а если данная фреза катится от заготовки, то ее угловая скорость считается отрицательной. Точка С, принадлежащая как начальному конусу заготовки 2, так и начальному цилиндру производящего колеса 4, будет совершать сложное движение со скоростью(1),где- скорость переносного движения,- скорость относительного движения. Векторы скоростей,ирасположены перпендикулярно плоскости схемы. Направления указанных скоростей зависят от направления соответствующих вращений. Для случая, изображенного на фиг. 2, все векторы,инаправлены от нас - и поэтому обозначены знаками , при этом соответствующие угловые скорости положительны. Алгебраическая величина скорости точки С, т.е..(2) Алгебраическая величина скорости переносного движения, т.е.04 ,(3) где 4 - начальный радиус производящего колеса 4. Алгебраическая величина скорости относительного движения, т.е(4)02 ,2 где 2 - начальный радиус колеса 2. Откуда 0204 .(5) 2 Скорость точки С можно также выразить через угловую скорость 444 .(6) Приравнивая правые части выражений (5) и (6), получим, что(10) 4 Угловая скорость 4 вращения производящего колеса 4 и угловая скорость 7 вращения фрезы 7 связаны следующей зависимостью 4477 .(11) Если применяется правоходовая фреза, ставится знак , а если левоходовая - знак -. С учетом этого окончательно получим, что угловая скорость планетарного движения заготовки 2 относительно оси производящего колеса 4, т.е.7702 2(12) 4 Второй случай обработки заготовки 2 аналогичен предыдущему, с той лишь разницей,что инструментом служит долбяк 6 (фиг. 3, 4). Поэтому формулы (1) - (10) остаются справедливыми. Угловая скорость 4 вращения производящего колеса 4 и угловая скорость 6 вращения долбяка 6 связаны следующей зависимостью 4466 .(14) 4 Третий случай - обработка колеса 1, имеющего внутренние зубья, долбяком 5, находящимся во внутреннем зацеплении с производящим колесом 3 (фиг. 5, 6). Причем производящее колесо 3 и обрабатываемое колесо 1 находятся во внутреннем зацеплении. Скорость точки С находится, как и ранее (см. формулу (2. При этом 03 ,(15) 011 ,33 .. 3 Последний случай - обработка колеса 1, имеющего внешние зубья, долбяком 5, находящимся во внутреннем зацеплении с производящим колесом 3 (фиг. 7, 8). Колесо 1 и производящее колесо 3 находятся во внешнем зацеплении..(28) к где и - алгебраическая величина угловой скорости инструмента, з - алгебраическая величина угловой скорости заготовки, и - число зубьев долбяка или число заходов фрезы, з число зубьев заготовки, к - число зубьев производящего колеса, 1 - параметр, равный 1,если долбяк и производящее колесо находятся во внешнем зацеплении или если применяется левоходовая фреза, или равный 2, если производящее колесо и долбяк находятся во внутреннем зацеплении или если применяется правоходовая фреза, 2 - другой параметр, равный 2, если производящее колесо и заготовка находятся во внешнем зацеплении, или равный 1,если производящее колесо и заготовка находятся во внутреннем зацеплении. Пример. Все частные случаи предлагаемого способа могут быть реализованы на зубофрезерном или зубодолбежном станке. На станке должно быть установлено специальное приспособление, подобное тому, какое представлено на фиг. 9 3. Фиг. 9 соответствует случаям обработки заготовки, представленным на фиг. 1 и фиг. 3. Фиг. 10 соответствует случаю, представленному на фиг. 5 3 - заготовка, 5 - долбяк, 13 - оправка приспособления, 18 - втулка, 19 - оправка, 20 - гайка, 21 - болт, 22 - прихват. На фиг. 11 представлена схема обработки наружных зубьев на заготовке, что соответствует фиг. 7. Путем регулировки обойм колонны 10 настраивается требуемый уголпересечения осей заготовки 2 и воображаемого производящего колеса 4. Данный угол можно сделать равным 0, при котором оси производящего колеса 4 и заготовки 2 будут параллельны. От инструмента (червячной фрезы 7 или долбяка 6), вращающегося с угловой скоростью и, движение через цепь деления передается на стол 9 станка, основание 8, муфту 11 Ольдгема, универсальный шарнир 12, оправку 13 и заготовку 2. При этом угловая скорость заготовки находится из соотношения 9782 1 2007.10.30 зи ,(29) где- передаточное отношение цепи деления станка. От стола 9 станка при помощи гитары шестерен 16 и неподвижного корпуса 17 станка движение далее передается на колонну 10, что обеспечивает заготовке 2 планетарное движение относительно оси стола 9 станка. Угловая скорость планетарного движения 0 и ,(30) где- передаточное отношение гитары шестерен 10. Найденные по формулам (29) и (30) величины 0 и з должны быть связаны с угловой скоростью инструмента и в соответствии с формулой (28). Источники информации 1. А.с. СССР 1695595, МПК 5 В 23 5/08, В 24 В 49/00. Способ обработки зубчатых колес / А.С. Коньшин, Е.И. Филипович (СССР). - 4800265/08 Заявлено 19.03.1990. - 4 с. 2. А.с. СССР 1286358, МПК 4 В 23 5/12. Способ нарезания цилиндрических зубчатых колес / Н.Н. Волков, Д.Н. Пищулин (СССР). - 3928908/25-08 Заявлено 08.07.1985 Опубликовано 30.01.1987. - 3 с. 3. А.с. СССР 1346360, МПК 4 В 23 9/00. Устройство для обработки зубчатых изделий с пространственно модифицированными зубьями / В.А. Финиченко, Н.А. Чернышев, Е.Н. Колесник, А.В. Лукичев, А.Н. Михайлов (СССР). - 3913779/31-08 Заявлено 19.06.1985 Опубликовано 23.10.1987. - 3 с. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 9
МПК / Метки
МПК: B23F 17/00, B23F 5/00
Метки: зубьев, способ, нарезания, колеса, или, шестерни, сопрягаемых
Код ссылки
<a href="https://by.patents.su/9-9782-sposob-narezaniya-zubev-sopryagaemyh-kolesa-ili-shesterni.html" rel="bookmark" title="База патентов Беларуси">Способ нарезания зубьев сопрягаемых колеса или шестерни</a>
Устройство для нарезания зубьев конических колес
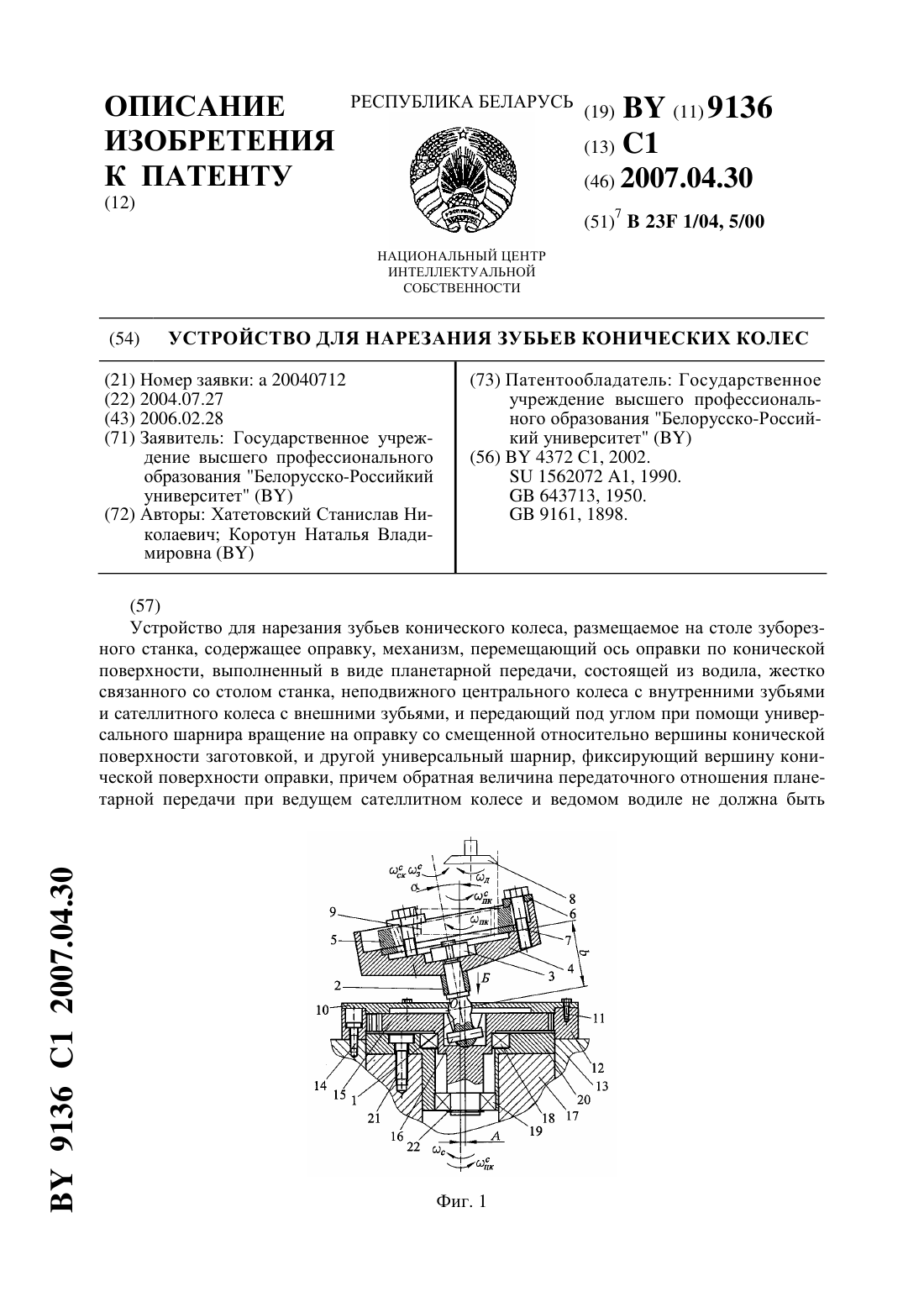
Номер патента: 9136
Опубликовано: 30.04.2007
Авторы: Хатетовский Станислав Николаевич, Коротун Наталья Владимировна
Метки: нарезания, конических, устройство, колес, зубьев
Текст:
...устройстве данный шарнир установлен на неподвижной части самого устройства. Обработка заготовки ведется на зубодолбежном станке, т.к. на нем предусмотрена возможность нарезания внутренних зубьев. Сущность изобретения поясняется чертежами. На фиг. 1 изображено устройство в продольном разрезе, на фиг. 2 - местный вид Б устройства, а на фиг. 3 показан способ крепления заготовки с внешними зубьями. Устройство (фиг. 1) содержит оправку 1, на...
Устройство для нарезания зубьев долбяком в фасонных рейках
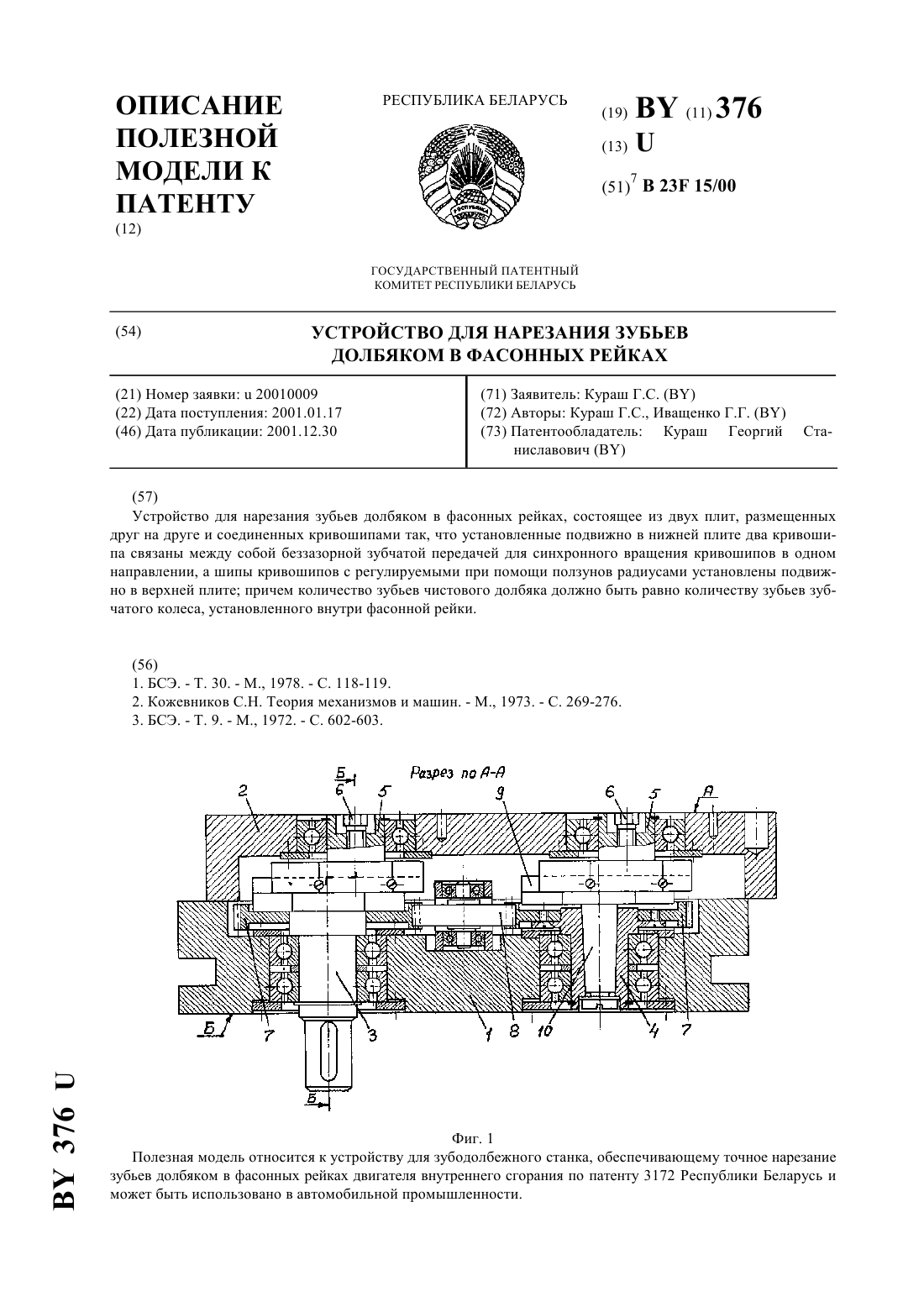
Номер патента: U 376
Опубликовано: 30.12.2001
Авторы: Иващенко Галина Георгиевна, Кураш Георгий Станиславович
МПК: B23F 15/00
Метки: нарезания, фасонных, устройство, долбяком, рейках, зубьев
Текст:
...шипов относительно оси вращения кривошипа обеспечивается зажимными болтами, установленными по оси шипов. На фиг. 1 изображен общий вид устройства в разрезе по А-А, на фиг. 2 - вид устройства сверху, на фиг. 3- разрез по Б-Б фиг. 1 , на фиг. 4 - двигатель в разрезе с фасонной рейкой по патенту 3172 Республики Беларусь. Устройство состоит из основания 1 (фиг. 1, 3), на верхней плоскости которого установлена идентичная по ширине и длине,...
Способ нарезания цилиндрических зубчатых колёс и станок для его осуществления
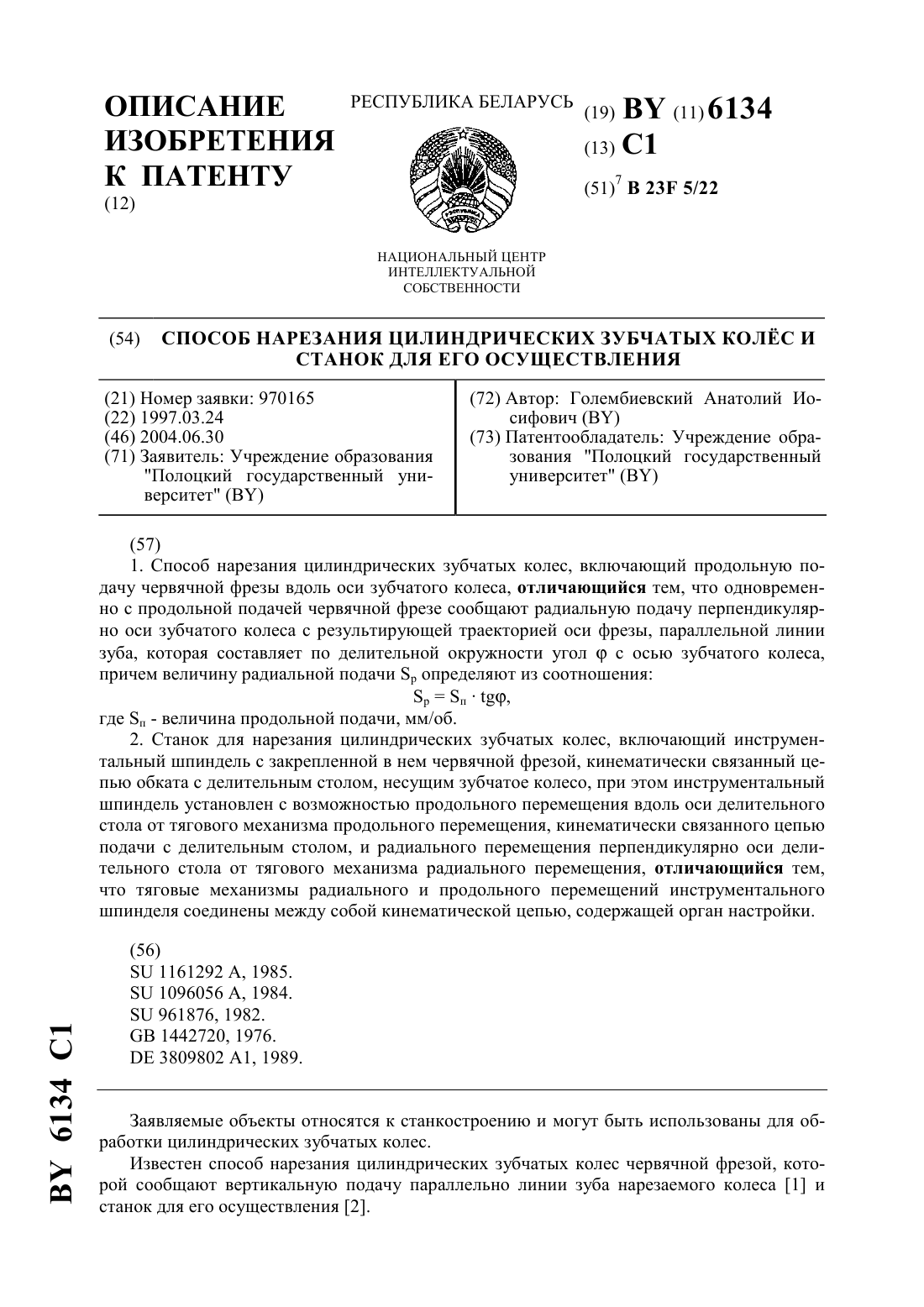
Номер патента: 6134
Опубликовано: 30.06.2004
Автор: Голембиевский Анатолий Иосифович
МПК: B23F 5/22
Метки: нарезания, способ, станок, колёс, цилиндрических, зубчатых, осуществления
Текст:
...радиального и продольного перемещений инструментального шпинделя соединены между собой кинематической цепью, содержащей орган настройки. При описанном выполнении изобретений инструментальный шпиндель при воспроизведении линии зуба обрабатываемого колеса будет одновременно перемещаться в двух взаимоперпендикулярных направлениях - продольном и радиальном по отношению к делительному столу с заготовкой. При геометрическом сложении подач обоих...
Способ управления антиблокированием колеса при торможении
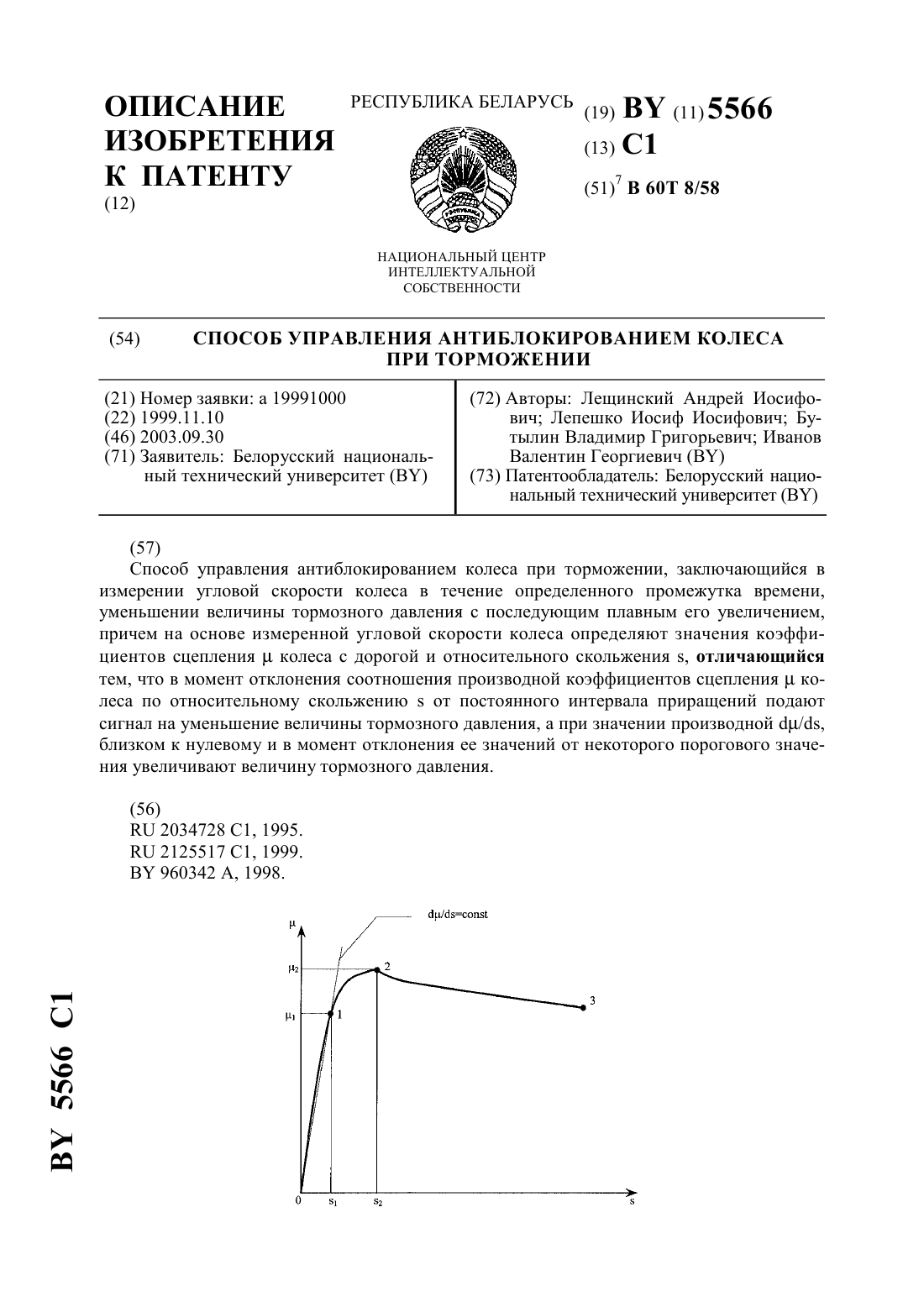
Номер патента: 5566
Опубликовано: 30.09.2003
Авторы: Иванов Валентин Георгиевич, Лепешко Иосиф Иосифович, Бутылин Владимир Григорьевич, Лещинский Андрей Иосифович
МПК: B60T 8/58
Метки: способ, колеса, антиблокированием, торможении, управления
Текст:
...тормозного давления от момента начала периода управления. Сравнивают промежуток времениот момента увеличения скорости 1 до скорости , которая увеличилась только на заданную величину, соответствующую первой доли от разности А. В случае превышения промежутком временизаданного промежутка времениопределяют на основе среднего ускорения за этот промежутокпервый промежуток времени Тх плавного увеличения тормозного давления. В случае, если...
Способ вибрационной диагностики нагруженности зубьев зубчатых передач при испытаниях
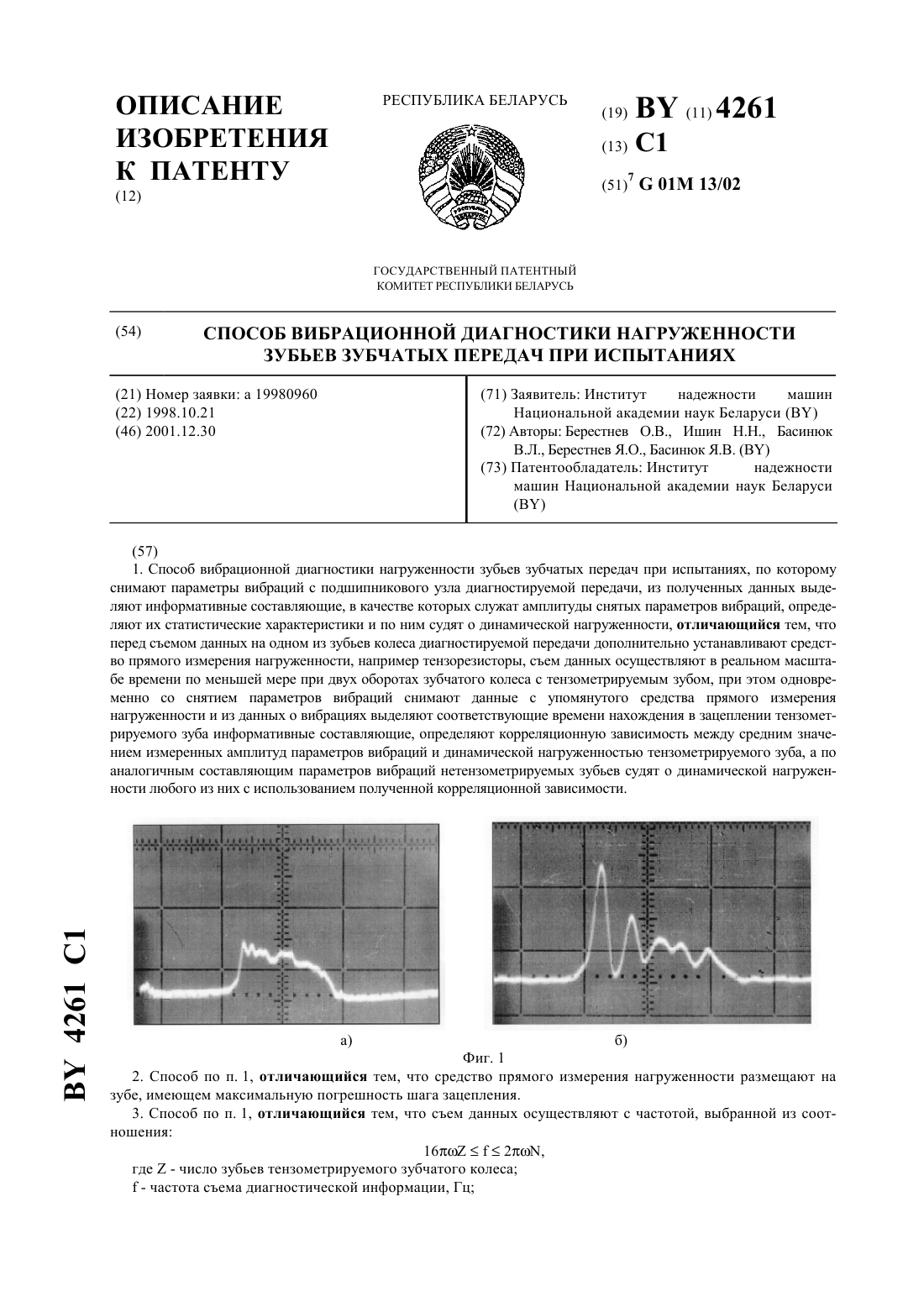
Номер патента: 4261
Опубликовано: 30.12.2001
Авторы: Басинюк Владимир Леонидович, Ишин Николай Николаевич, Берестнев Олег Васильевич, Басинюк Ярослав Владимирович, Берестнев Ярослав Олегович
МПК: G01M 13/02
Метки: способ, передач, зубчатых, испытаниях, зубьев, вибрационной, диагностики, нагруженности
Текст:
...зависимость между средним значением измеренных амплитуд параметров вибраций и динамической нагруженностью любого из зубьев представляют в виде соотношенияА, (2) где- динамическая нагруженность -ого зуба А - коэффициент пропорциональности между динамической нагруженностью и средним значением амплитуд измеренных параметров вибраций- среднее значение амплитуд измеренных параметров вибраций на -ом зубе. Установка на одном из зубьев колеса...
Предыдущий патент: Способ пластического возмещения сквозного дефекта приротовой области
Следующий патент: Композиционный термопластичный материал
Случайный патент: Установка для формования бетонных изделий с замкнутым криволинейным поперечным сечением