Способ лазерного спекания изделий из сферических порошковых материалов
Текст
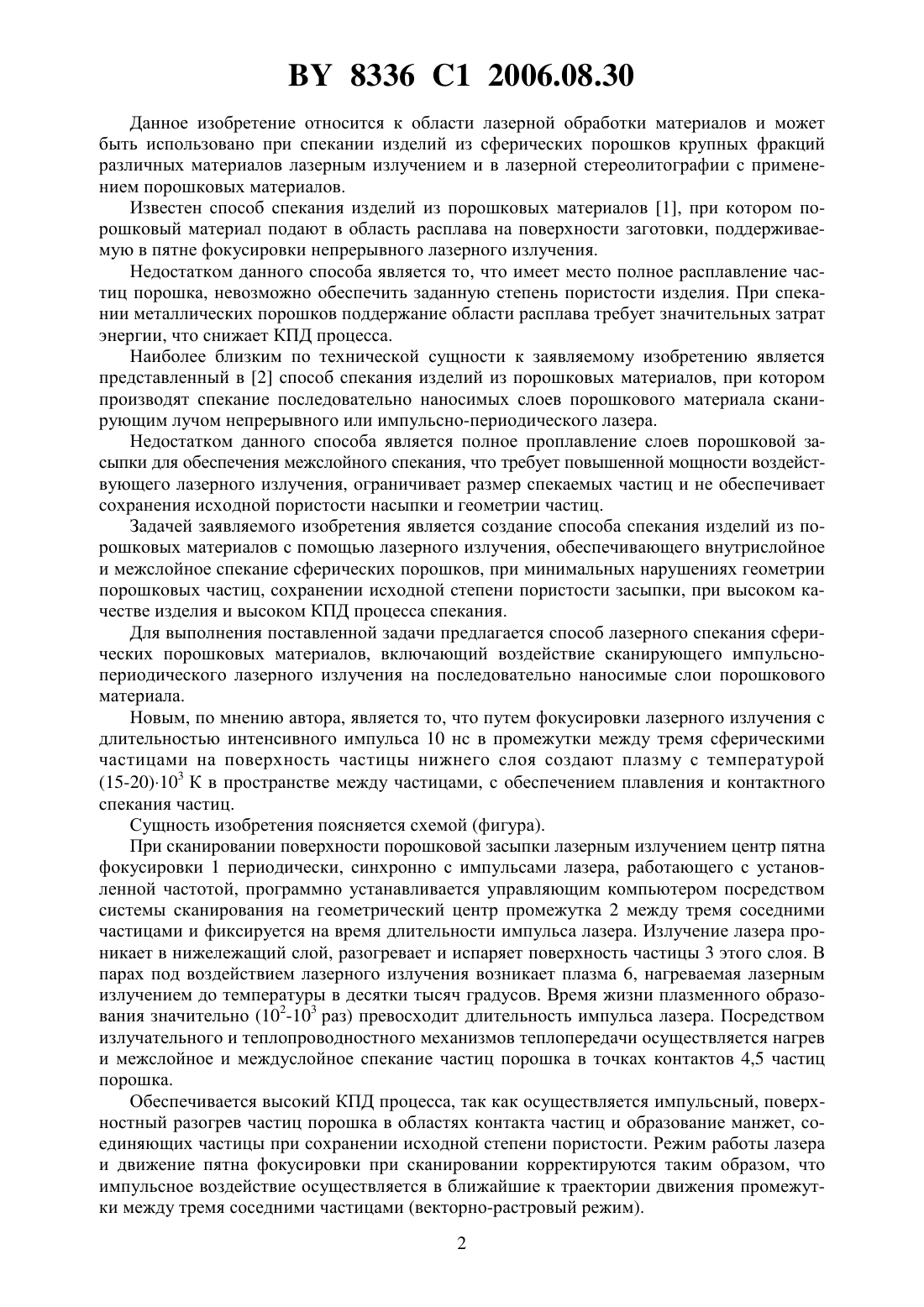
СПОСОБ ЛАЗЕРНОГО СПЕКАНИЯ ИЗДЕЛИЙ ИЗ СФЕРИЧЕСКИХ ПОРОШКОВЫХ МАТЕРИАЛОВ(71) Заявитель Государственное научное учреждение Институт молекулярной и атомной физики Национальной академии наук Беларуси(72) Автор Чивель Юрий Александрович(73) Патентообладатель Государственное научное учреждение Институт молекулярной и атомной физики Национальной академии наук Беларуси(56) Гуреев Д.М., Петров А.Л., Шишковский И.В. Селективное лазерное спекание биметаллических порошковых композиций // Физика и химия обработки материалов. - 1997. -6. С. 92-96.2021881 1, 1994.98/24574 А.0059334 А 1, 2003.5182170 А, 1993.(57) Способ лазерного спекания изделий из сферических порошковых материалов, включающий воздействие сканирующего импульсно-периодического лазерного излучения на последовательно наносимые слои порошкового материала, отличающийся тем, что путем фокусировки лазерного излучения с длительностью интенсивного импульса 10 нс в промежутки между тремя сферическими частицами на поверхность частицы нижнего слоя создают плазму с температурой (15-20)103 в пространстве между частицами с обеспечением плавления и контактного спекания частиц. 8336 1 2006.08.30 Данное изобретение относится к области лазерной обработки материалов и может быть использовано при спекании изделий из сферических порошков крупных фракций различных материалов лазерным излучением и в лазерной стереолитографии с применением порошковых материалов. Известен способ спекания изделий из порошковых материалов 1, при котором порошковый материал подают в область расплава на поверхности заготовки, поддерживаемую в пятне фокусировки непрерывного лазерного излучения. Недостатком данного способа является то, что имеет место полное расплавление частиц порошка, невозможно обеспечить заданную степень пористости изделия. При спекании металлических порошков поддержание области расплава требует значительных затрат энергии, что снижает КПД процесса. Наиболее близким по технической сущности к заявляемому изобретению является представленный в 2 способ спекания изделий из порошковых материалов, при котором производят спекание последовательно наносимых слоев порошкового материала сканирующим лучом непрерывного или импульсно-периодического лазера. Недостатком данного способа является полное проплавление слоев порошковой засыпки для обеспечения межслойного спекания, что требует повышенной мощности воздействующего лазерного излучения, ограничивает размер спекаемых частиц и не обеспечивает сохранения исходной пористости насыпки и геометрии частиц. Задачей заявляемого изобретения является создание способа спекания изделий из порошковых материалов с помощью лазерного излучения, обеспечивающего внутрислойное и межслойное спекание сферических порошков, при минимальных нарушениях геометрии порошковых частиц, сохранении исходной степени пористости засыпки, при высоком качестве изделия и высоком КПД процесса спекания. Для выполнения поставленной задачи предлагается способ лазерного спекания сферических порошковых материалов, включающий воздействие сканирующего импульснопериодического лазерного излучения на последовательно наносимые слои порошкового материала. Новым, по мнению автора, является то, что путем фокусировки лазерного излучения с длительностью интенсивного импульса 10 нс в промежутки между тремя сферическими частицами на поверхность частицы нижнего слоя создают плазму с температурой(15-20)103 К в пространстве между частицами, с обеспечением плавления и контактного спекания частиц. Сущность изобретения поясняется схемой (фигура). При сканировании поверхности порошковой засыпки лазерным излучением центр пятна фокусировки 1 периодически, синхронно с импульсами лазера, работающего с установленной частотой, программно устанавливается управляющим компьютером посредством системы сканирования на геометрический центр промежутка 2 между тремя соседними частицами и фиксируется на время длительности импульса лазера. Излучение лазера проникает в нижележащий слой, разогревает и испаряет поверхность частицы 3 этого слоя. В парах под воздействием лазерного излучения возникает плазма 6, нагреваемая лазерным излучением до температуры в десятки тысяч градусов. Время жизни плазменного образования значительно (102-103 раз) превосходит длительность импульса лазера. Посредством излучательного и теплопроводностного механизмов теплопередачи осуществляется нагрев и межслойное и междуслойное спекание частиц порошка в точках контактов 4,5 частиц порошка. Обеспечивается высокий КПД процесса, так как осуществляется импульсный, поверхностный разогрев частиц порошка в областях контакта частиц и образование манжет, соединяющих частицы при сохранении исходной степени пористости. Режим работы лазера и движение пятна фокусировки при сканировании корректируются таким образом, что импульсное воздействие осуществляется в ближайшие к траектории движения промежутки между тремя соседними частицами (векторно-растровый режим). 2 8336 1 2006.08.30 Таким образом, заявляемый способ лазерного спекания порошковых материалов и изделий из них обеспечивает спекание изделий с высоком КПД процесса, высоким качеством изделия при сохранении исходной пористости засыпки. Источники информации 1..,.,., --//, 1998. - . 1205-1210. 2. Гуреев Д.М., Петров А.Л., Шишковский И.В. Селективное лазерное спекание биметаллических порошковых композиций // Физика и химия обработки материалов. 1997.6. - С.92-96. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B23K 26/00, B22F 3/105
Метки: сферических, материалов, лазерного, порошковых, способ, изделий, спекания
Код ссылки
<a href="https://by.patents.su/3-8336-sposob-lazernogo-spekaniya-izdelijj-iz-sfericheskih-poroshkovyh-materialov.html" rel="bookmark" title="База патентов Беларуси">Способ лазерного спекания изделий из сферических порошковых материалов</a>
Способ лазерного спекания изделий из сферических порошковых материалов и устройство для его реализации
Номер патента: 8169
Опубликовано: 30.06.2006
Авторы: Медведев Сергей Викторович, Павленко Валерий Константинович, Чивель Юрий Александрович, Белявин Климентий Евгеньевич
МПК: B23K 26/06, B22F 3/105, B23K 26/34...
Метки: сферических, материалов, устройство, порошковых, реализации, способ, изделий, спекания, лазерного
Текст:
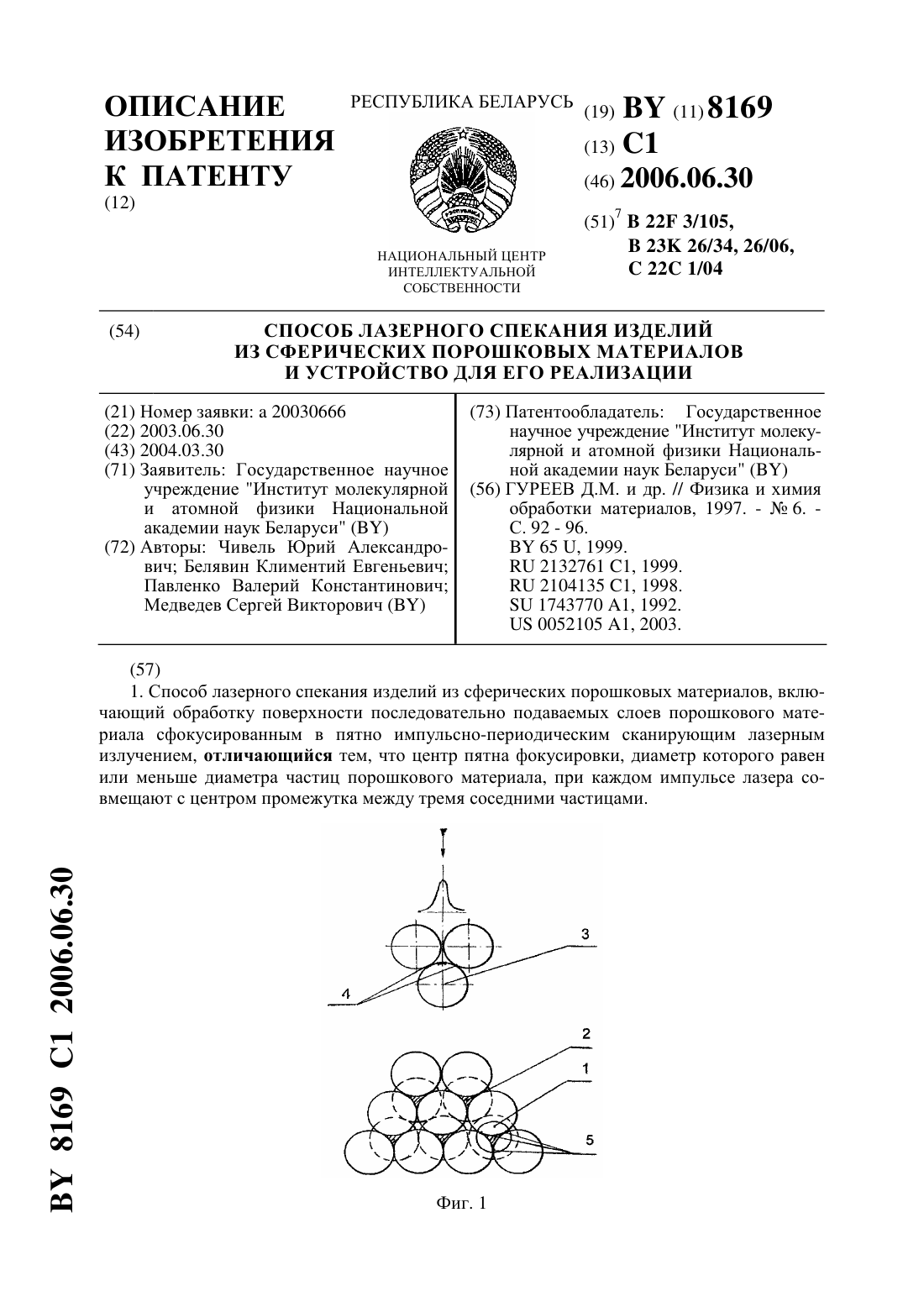
...диаметра частиц, что как видно из фиг. 1, обеспечивает оптимальный нагрев областей контакта частиц верхнего слоя и прохождение, при гауссовом распределении интенсивности по пятну фокусировки, 10-50 мощности импульса в нижний слой. Меняя форму распределения интенсивности лазерного излучения по пятну фокусировки, интенсивность и длительность импульса лазера можно менять степень нагрева поверхности частиц верхнего и нижнего слоя в области...
Установка для послойного лазерного спекания порошковых материалов
Номер патента: U 1757
Опубликовано: 30.03.2005
Авторы: Белявин Климентий Евгеньевич, Минько Дмитрий Вацлавович, Чивель Юрий Александрович, Павленко Валерий Константинович, Кузнечик Олег Ольгердович
МПК: B23K 26/00, B22F 3/105
Метки: спекания, послойного, порошковых, установка, лазерного, материалов
Текст:
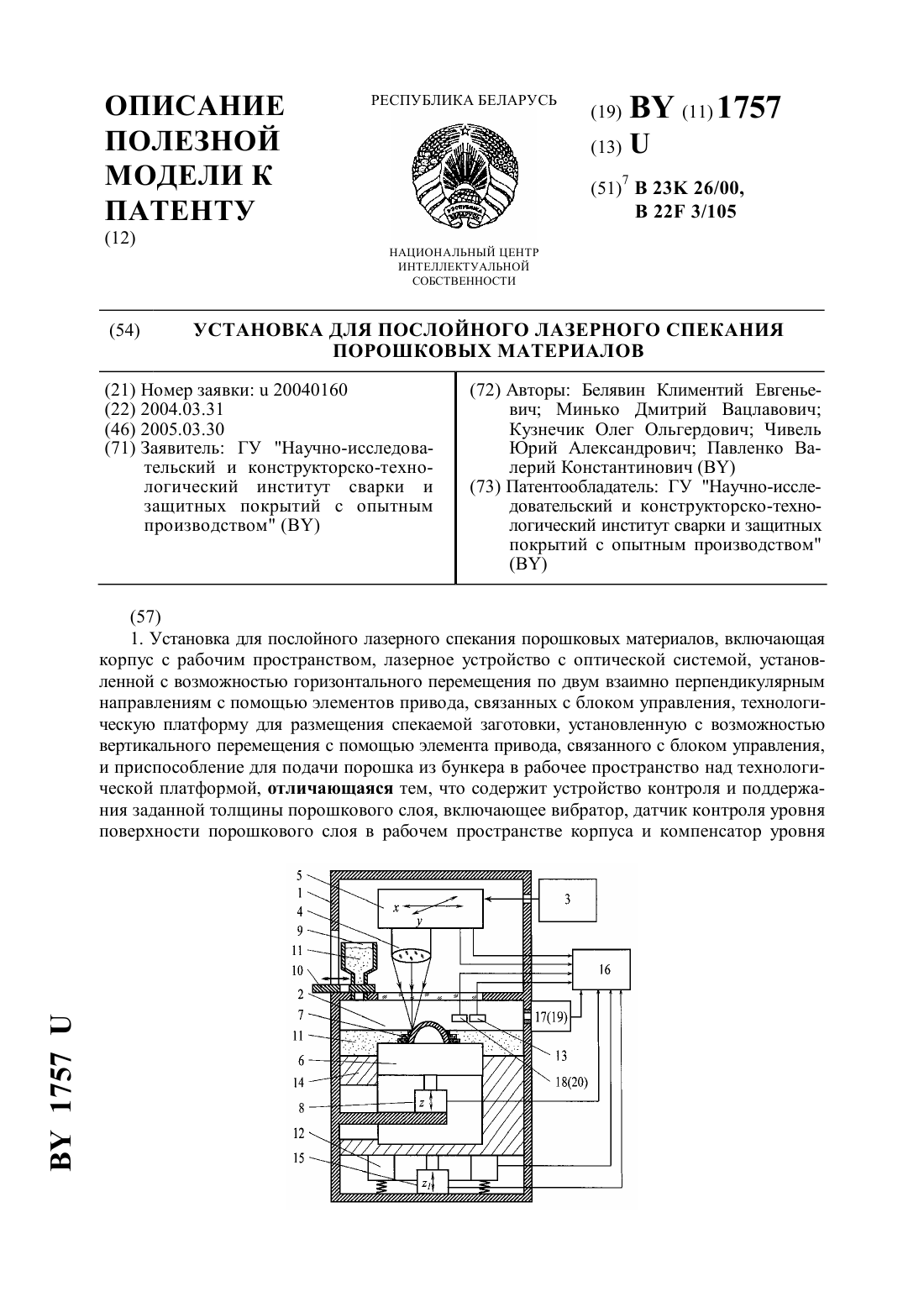
...получения изделий при увеличении их качества за счет совмещения технологических операций дозирования и разравнивания порошка, что повышает производительность установки и исключает потери порошка. Введение в состав установки устройства контроля и поддержания заданной толщины порошкового слоя,принцип работы которого основан на виброподаче, виброукладке порошка и осуществлении контроля за уровнем поверхности порошкового слоя с его...
Способ изготовления изделий из порошковых среднелегированных сталей
Номер патента: 7804
Опубликовано: 28.02.2006
Авторы: Ильющенко Александр Федорович, Мелешко Михаил Григорьевич, Севастьянов Евгений Степанович, Киреев Петр Николаевич
МПК: B22F 3/12
Метки: изготовления, способ, порошковых, сталей, изделий, среднелегированных
Текст:
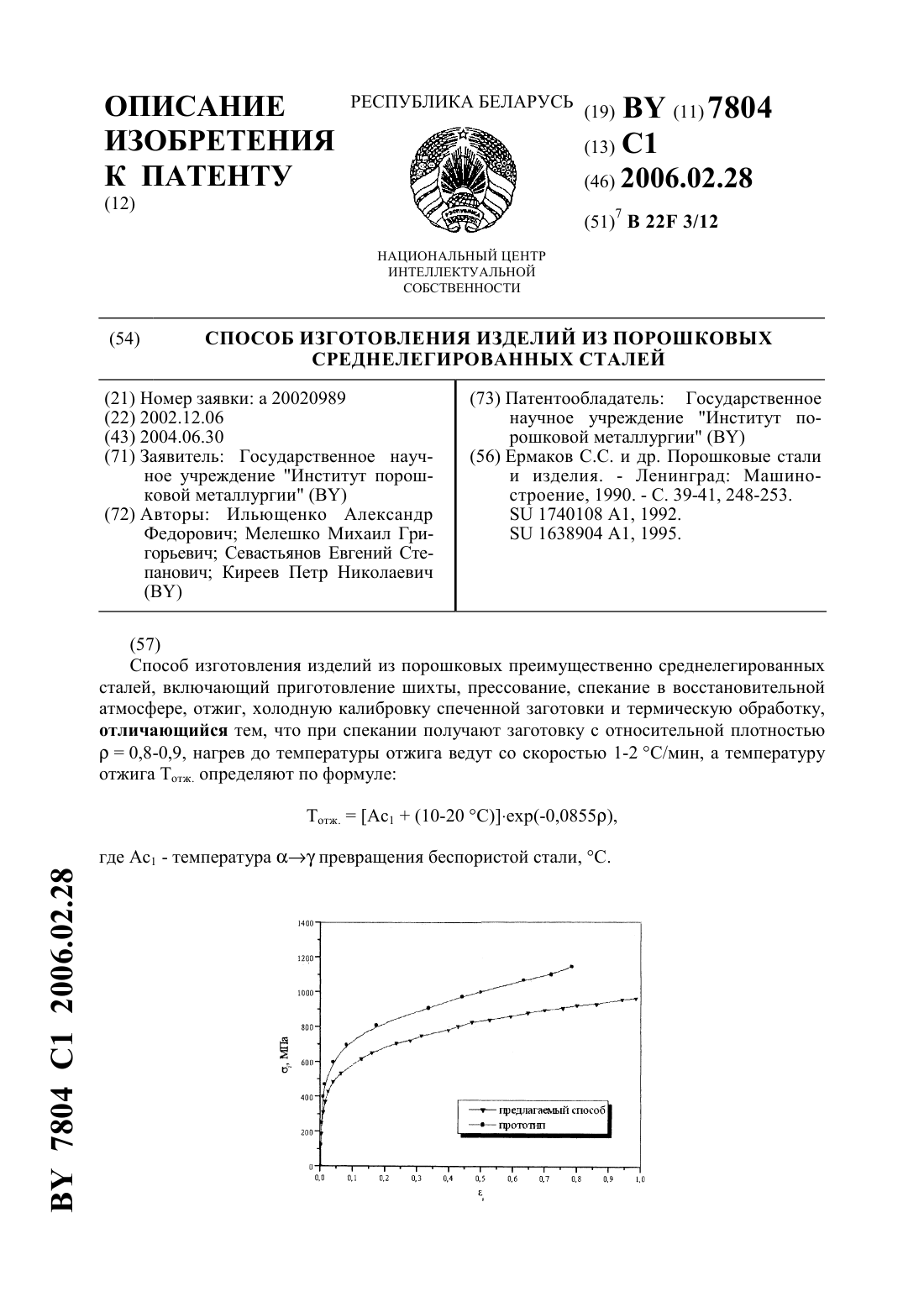
...а именно неравновесный ее характер. Неравновесный характер структуры порошковых спеченных заготовок оказывает влияние не только на кинетику фазовых превращений, но и на температурные интервалы существования фаз, их состав и морфологические характеристики образующихся структур. В неравновесных структурах предпочтительными местами зарождения аустенита являются участки с повышенной свободной энергией независимо от наличия карбидных частиц....
Лазерная установка для высокотемпературной обработки порошковых материалов и покрытий
Номер патента: U 2621
Опубликовано: 30.04.2006
Авторы: Решетников Николай Вячеславович, Кузнечик Олег Ольгердович, Минько Дмитрий Вацлавович, Белявин Климентий Евгеньевич, Быков Руслан Павлович
МПК: B22F 3/14
Метки: лазерная, установка, обработки, материалов, покрытий, высокотемпературной, порошковых
Текст:
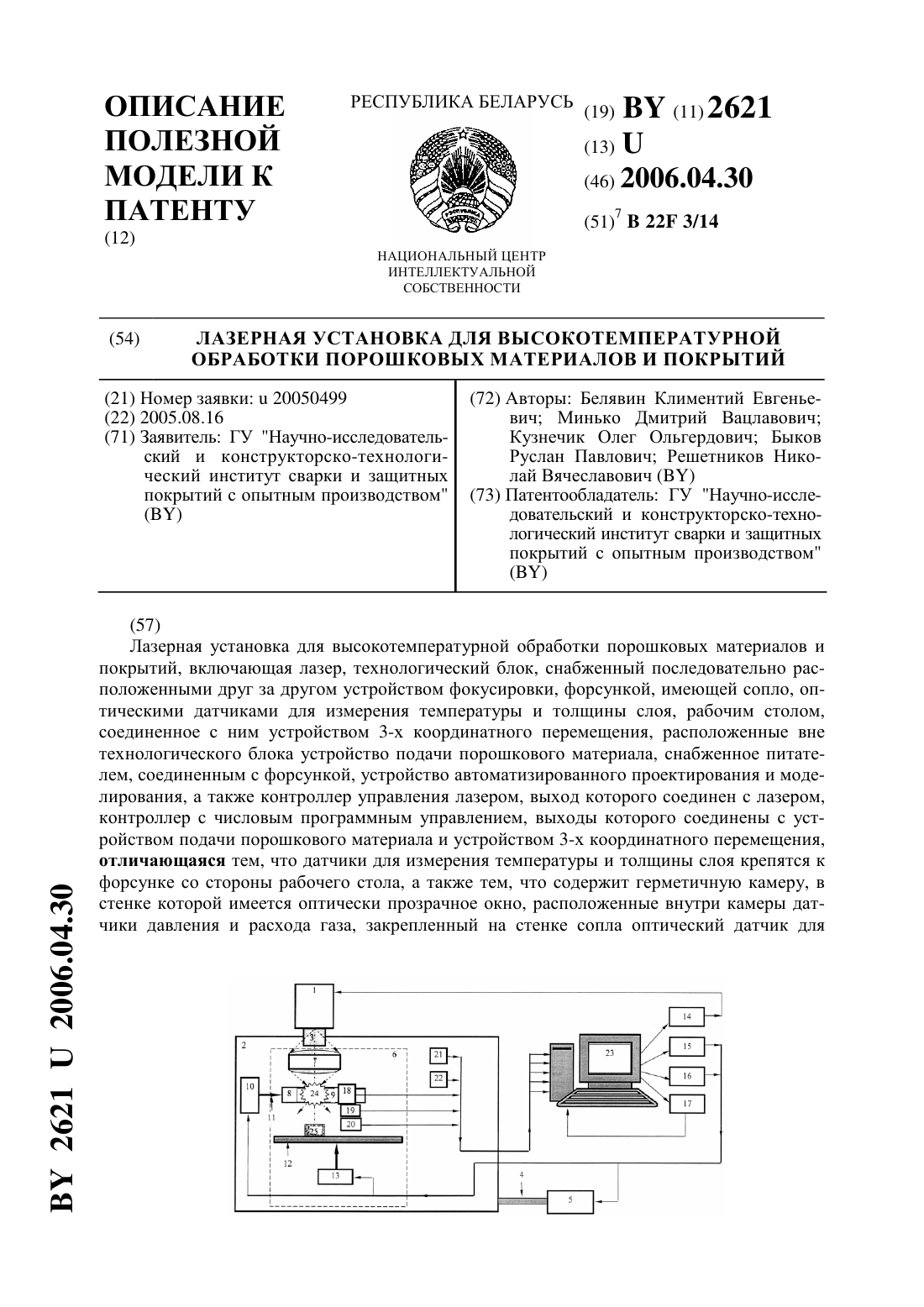
...на стенке сопла оптического датчика, и варьируя мощностью лазер, можно порошковый материал нагревать до температур спекания или плавления. Если при этом контролировать температуру и толщину поверхностного слоя в момент его формирования, то при температурах спекания порошкового материала будут получаться пористые изделия и покрытия, а при температурах плавления - такие же, как и при лазерной обработке известного устройства. Отсутствие в...
Способ спекания железорудных материалов на агломерационной машине
Номер патента: 2557
Опубликовано: 30.12.1998
Авторы: Норберт Магеданц, Детлев Шлебуш, Фред Каппель, Херманн Шмидт, Вальтер Герлах, Ханс-Йоахим Верц, Хайко Вайзель, Юрген Отто, Мартин Хирш, Фред Штилер
МПК: C22B 1/16
Метки: спекания, способ, материалов, железорудных, машине, агломерационной
Текст:
...м/сек. Средняя плотность суспензии в реакторе составляет 0,1-100 кг/м 3, предпочтительно 1-5 кг/м 3. Средний размер частиц сорбента составляет 1-100 мкм, предпочтительно 5-20 мкм. Количество ежечасно рециркулируемого сорбента составляет, по крайней мере, пятикратное количество находящегося в шахте реактора сорбента, предпочтительно тридцати- - стократное количество. При охлаждении температура смеси в реакторе поддерживается на 5-30 С выше...
Предыдущий патент: Машина для технического обслуживания дорог и городских территорий
Следующий патент: Парожидкостной двигатель
Случайный патент: Устройство для подачи порошкового материала в горелку