Машина для электрической стыковой сварки оплавлением рельсов
Номер патента: 570
Опубликовано: 30.06.1995
Авторы: Леопольд Рудольф Грубер, Йозеф Тойрер, Фридрих Оеллерер
Текст
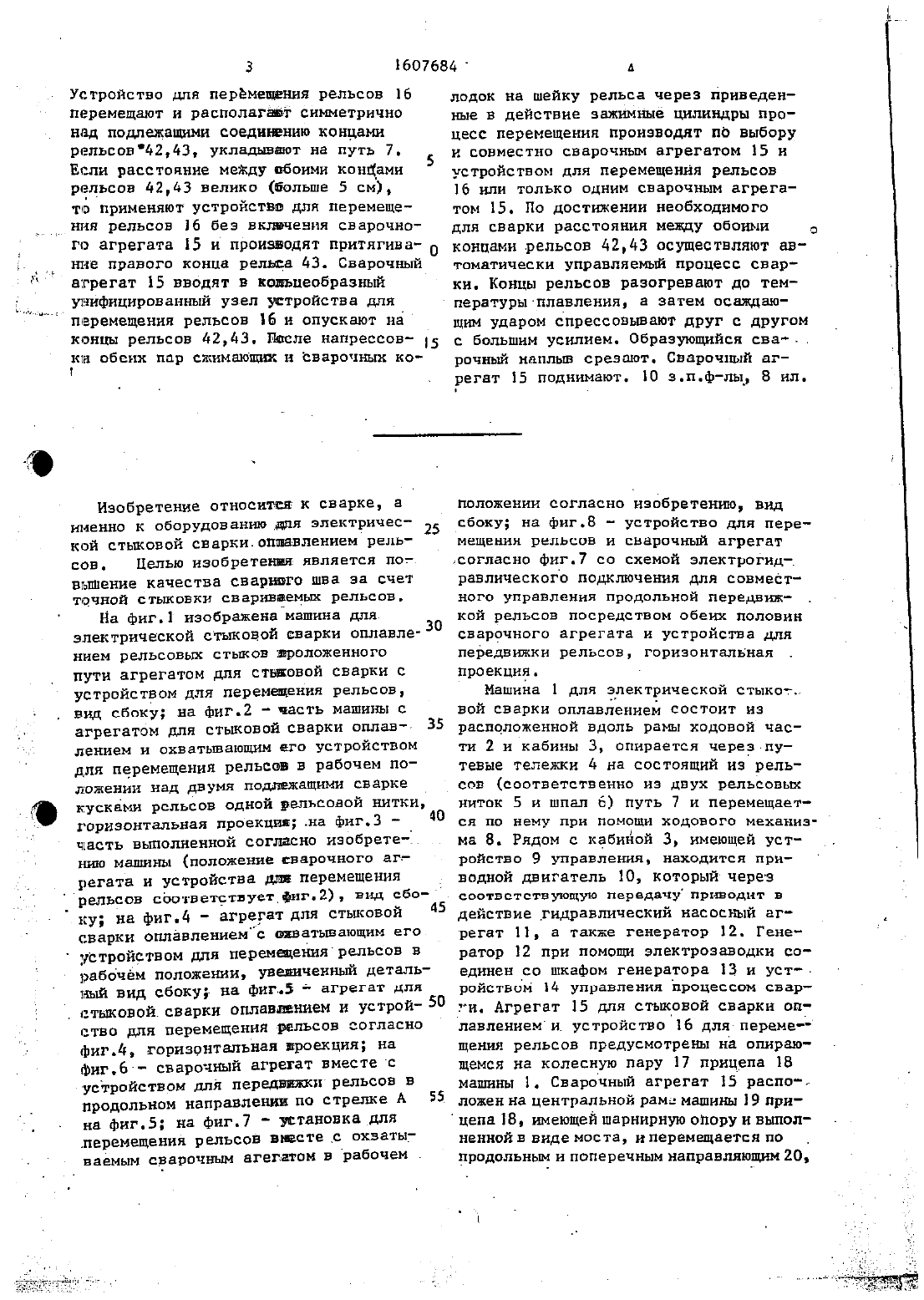
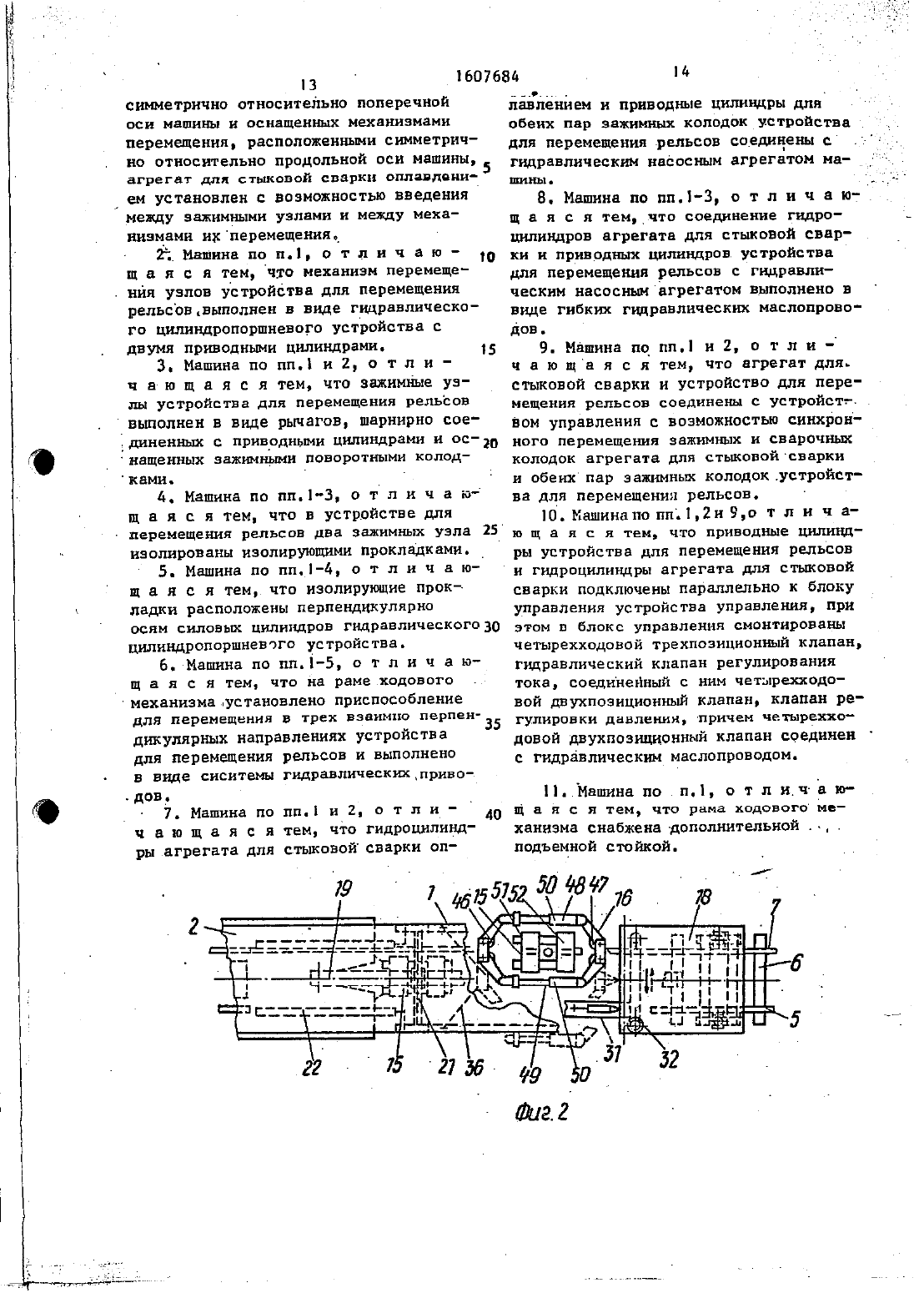
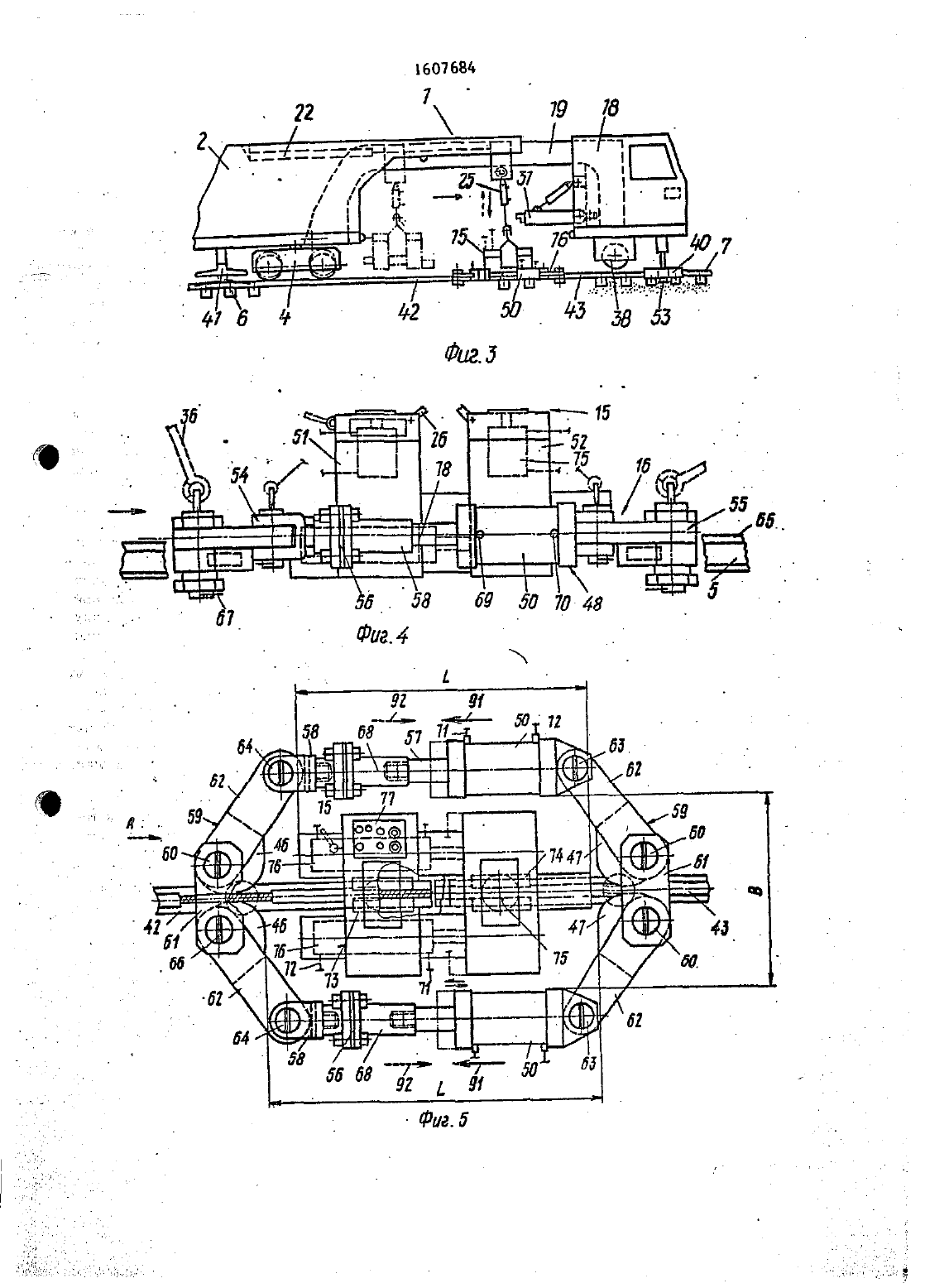
Устройство для перемещения рельсов 16 перемещают и располагат симетрично над подлежащми соединению концами рельсовд 2,д 3 укладывают на путь 7. Если расстояние между обоими концами рельсов 42,43 велико (больше 5 см), то применяют устройство для перемещения рельсов 16 без вкшчення сварочного агрегата 15 и производят прнтягива- О ние правого конца рельса 43. Сварочный агрегат 15 вводят в кольцеобразныйунифицированный узел устройства дляперемещения рельсов 16 и опускают на концы рельсов 42,43. Поле напрессов 5кл обеих пар сжимающи и сварочных ко 1Изобретение относится к сварке, а именно к оборудованиюдля электричес- 25 кой стыовой сварни.оплавлением рельсов. Целью изобретена является потвышение качества сварного Шва За СЧЭТ точной стышовки свариваемых рельсов.электрической стыковой сварки оплавле-30 нием рельсовых стыков проложенногопути агрегатом для стековой сварки с устройством для перемещения РЕЛЬСОВвид сбоку на фиг.2 - часть машины с 35агрегатом для стыковой сварки оплав пением и охватывающим его устройством для перемещения рельса в рабочем положении над двумя подлежащими сварке у кусками рельсов одной рельсовой нитки горизонтальная проекция-на ФНГ-3 часть выполненной согласно изобретению машны (ПОЛОЖЕНИЕ ЕВЕРОЧНОГО ЗГР регата и устройства дли Перемещения рельсов соответстБУеТФНГ-2) Вид 5 а 5 ку на фигд - агрегат для стыковон сварки оплавлениемс охватывающим его устройством для перемещениярельсов в рабочем положении, Увеличенный деТадЬ ный вид сбоку на фиг.5 - агрегат для 50ство для перемещения рельсов согласно фнг.д горизонтальная БРОЕКЦИЯЗ На фиг.6 сварочный агрегат вместе с устройством для передвижки РЕЛЬСОВ 5 продольном направлении по стрелке А на фг 5 на фиг 7 - установка для перемещения рельсов виестес охватываемым сварочным агеггтом В Ра 5 Ч 9 Млодок на шейку рельса через приведенные в действие зажимные цилиндры процесс перемещенин производят по выбору и совместно сварочны агрегатом 15 н устройством для перемещения рельсов16 или только одним сварочным агрегатом 15. По достижении необходимогодля сварки расстоянии между обоими О концами рельсов 42,43 осуществляют автоматически управлиемй процесс сварки. Концы рельсов разогревают до температуры плавления, а затем осаждающи ударом опрессовывают друг с другом с Большим усилием. Образующийся сва рочный наплыв срезают. Сварочный агрегат 15 поднимают. 10 з.п.ф-лыд 8 ил.положении согласно изобретению, вид сбоку на фиг.8 устройство для переМЕЩЕНИЯ РЕЛЬСОВ И СВВРОЧНЫ ЗГРЕГЗТ согласно фиг.7 со схемой электрогидравлического подключения для совместного управления продольной передвижкой рельсов посредством обеих половин сварочного агрегата и устройства для ПЕРЕДЕИЖКН РЕЛЬСОВ, ГОРИЗОНТЗЛБНЗЯ проекции.Машина 1 для злектрической стыкот вой сварки оплавлением состоит из расположенной вдоль рамы ходовой части 2 и кабины 3, опирается через путевые тележки 4 на состоящий из рельсов (соответственно из двух рельсовым ниток 5 и шпал 6) путь 7 и перемещается ПО нему при ПОМОЩИ ХОДОЕОГО механизма 8. Рядом с кабиной 3, имеющей устройство 9 управления, находится приводной двигатель 10, который через СООТВЕТСТБУЮЩУЮ передачуприоднт В действие гидравлический насосный агрегат 11 а также генератор 12. Генератор 12 при помощ электрозаводкн со единен со шкафом генератора 13 и устройством 14 управлении процессом свар ги. Агрегат 15 для стьшовой сварки оплавлениеми устройство 16 для-переме-г щения рельсов предусмотрен на опирающемся на колесную пару 17 прицепа 18 машины 1. Сварочный агрегат 15 расположеннацентральнойрамамашины 19 при цепа 18 имеющейшарнирншоопору 1 выпол пенной в виде моста, и перемещается по продольным 11 поперечнымнаправляющим 2021 вдоль и поперек при помощи гидроппоперечного перемещения гидропривод 23 выполнен в виде гидравлического двигателя с шестерней, которая входит в эацеплене с зубчатой рейкой 24, расположенной перпендиулярно продолной осн машины. для перемещения по высоте предусмотренгидроцилиндр 25, 10 которым соединен со сварочным агрегатом 15 через приспособление 26 для лодвешиания. Для соединена сварочного агрегата 157 с рамойходовой час-ц тн 2 при переезде на новую позицию - 5 предусмотрены две съемне закрепляют. щ рейки (штриховое среднее положение). Сварочный агрегат 15 соединенс устройством 14 управления сварочным процессом н гидравлическим насосным 20 агрегатом 11 через подводящую электропроводку 27 и гидравлические трубопро-. воды 28. 1Устройство 16 для перемещения рель- 25 сов в зоне кабины-29 прицепа 13 ОСНЗ щено устройством 30 управления, выполненнмкак гидравлический раскладчик,приводом 31, раздвигающимся телескопнчески, другим выполненным как тросо- 30 вея тяга приводом 32, расположенным поворотно вокруг поперечной направляющей 33 приводом 34 и при помощи приспособлеиня 35 для подвески перемещает ся поперек, вдоль и по высоте. для 35лучшей фиксации УСТРОЙСТВЗ 15 для Пе ремещения рельсов при переезде На НО вую позицию (штриховое среднее положеие) оно соединено через съемные эак репляющие тяги 36,37 с выступающей де- до талью рам ходовой части, соответст.венно с рамой 19 прицела 18. ПРИЦЕПкак колесная пара Оснащен 0 ПУСКаЮЩЕЙ ся на.шпал и/или на балластную приз-д 5.му 39 лриодной гидравлической подъем ной стойкой 40 для разгрузки рельсов, а при надобности ИШП 3 П- МЕЖДУ Обеимипредусмотрена по меньшей мере одна 50 подъемная стойка 41, опирающаяся нашпал 6. Устройство 16 для перемещения рельсов располагается над стьшом рельсов, образованным за счет распо ПОЖЕНИЛ На раССТОЯННН ДРУГ ОТ друга- двух концов рельсов 2 д 3 а ИМЕННОстъшовым зазором чд. Предусмотрены рельсовые скрепления 45 для съемного . крепления рельсов 5 со шпалами 6.сов в рабочем положенниокватывает аг регат 15 для стыковой сварки оплавлением в горизонтальной плоскости редьсовимеет две пары важиныш колодок 4 Б,д 7 для захвата расположенным непос 4 редственно перед и за сварочнм агре 1 гатом концов рельсов 424 З,соединенныл между собой и приводиыхв дейст- р вне через гидравлическое цилнндропоршневое устройство 48. Гидравлическое цилиидропоршневое устройство 8 кольцеобразного унифицированного узла 49 р устройства 16 для перемещения рельсов имеет два расположенных параллельно пришодньш цилиндра 50.Устройство 16 для перемещения (в частности для стягивания) рельсов ие 3 ет внутреннее поперечное сечение шнри,ной (в свету) В и длиной (в свету) Ъ,которые для охвата сварочного агрега.5та 15 в горизонтальной плоскости рель- 5 сов больше, чем поперечное сечение с И шириной Ь и длиной 1, образованное перметром отстоящих одна от другой на максимальное расстояние около 70 см) половин 51,52 сварочного агрегата. В предпочтительном варианте выполнения машины ширина Ь сварочного агрегата 15 весом около 2,5 т в горизонтальной плоскости рельсов составляет примерно 92,5 сма длина 1 - примерно 162,5 см. Внутренняя сторона в свету В устройства 16 для перемещения рельсов весом около 650 кг при иапрессованншх на шейку рельсов зажимных колодкак составляет примерно 107 см, а внутренняя длина в свету Ъ примерно 172,5 см. Как представлено на фнг.3, прицеп 18 машины 1 опирается через обе подъемные опорные стойки на шпалы 6 и через дополнительные вспомогательные подъемные опорные стойки 53 - на балластную приаму. Благодаря этому тележка 38 приподнимается над колеей 7 и правый рельс со своим концом 43 освобождается от-веса прицепа 18. Таким образом, правьй конец рельса 43 после освобождения от соответствующи рель совьш скреплений д 5 можно безпрепятст БВННО ПСРЕДВИГЗТЬ, ПОДТЯГХ-ВЭЯ В напт-ь 7сварки рельсового стыка. В случае необходимости для перемещения левого 1 конца рельса 42 при помощи опущенной на шпалы 6 подъемной опорной стойки 41 можно поднимать и прилегающую кУстройство 16 для перемещения рельсов н продольном направлении состоит из злектроизолированиык и расположеным одна за другой симметрично по отношени к продольной плоскости симмет рии устройства 16 частей 5 Ь,55 которые соединены между собой через электронзолирующую.прокладку 55 при,помощиболтового соединения. Эпектроиэолирую щая прокладка 56 смонтирована между зажимной колодкой 46 и штокомпоршнн 57 приодного цилиндра 50 и расположена перпендикулярно продольной оси тягового элемента 58 в направлении стягиания и перемещения. Обе парыажимны колодок 46,47 расположены еркально одна относительно другой,де коленчатого устройства зажимных рычагов 59. Последнее состоит из соединенных с зажимнми колодками д 6 д 7 зшщопшщ рычагов, которые соединены в зоне расположения пары вгжиныщ колодок 66,47 через распорные болты 60с соединительным элементом 61. РаспоЛОЖЕНЕЪЕЕ ОДИН напротив ДРУГОГО КОНЦЫ зажимных рычагов 62 пары зажимных колодок д 6,А 7 в правой части 55 через распорный болт 63 соединены с приводЪьм Ещиндром 50, а в левой части 54 через распорный болт бд с тяговым элементом 58. Зажимные рычаги 62 через распориый болт 60 и элемент 61 соединеныЮшарнирио причем гехежду нижним соедини тельным элементом 61 и соответствую щи зажимным рычагом б 2 предусмотрено сваренное (преимущественно) с нижним соединительным элементом 61 фикснруюг щее кольцо.Каждый из расположенных перпендикулярно к горизонталвной плоскости м репьсов 65 распорных болтов 60, 63, 5 Й 66 соединен в зоне верхнего конца снакладкой 66, а в зоне нмшнего кон ца со съемным шплинтом 67. Оба рас ПОЛОЖЕННЬП СООТВЕТСТВЕННО Слева исправа от нитки рельса гцдравлически пришодньш цилиндра 50 гидравлического поршнецилиндрового устройства 48 предназначены для совместного создания тя гового (передвигающего) усилия более120 т. Расстояние междУ распорными болтами 63,64 в продольном направлениихдоси 68 стягивания (передвижки) в настоящем примере составляет примерно .1,5 м и с учетом длины ходе приводим цилиндров 50 может увеличиваться(Предпочтительно) на 30 см. Расстояние около 1,5 м при выведенным примерно напоповину ытоках поршней 57 создает возможность беспрепятственного бесконтактного переключения агрега та 15 для стыковой сварки сплавлением, причем расстояние между расположенными параллельно осями 68 стягивания(передники) при напрессованных на шейки рельсов парах зажимных колодок 46,47 соответствует примерно 1,4 м. Оба приводным цилиндра выполнены с подключениями 69,70 для гидравличес кого приведения в действие через гиб КИВ Гидравлические маслопроводы 71,72, которые ведут к насосному агрегату машины 1.Каждая половина 51552 сварочного агрегата снабжена паройзажимньос и сварочных колодок 73,74, которые через гидравлический зажимной цилиндр 75 приаты к шейке рельса. для прочдольной передники обеим половин 51, 52 сварочного агрегата навстречу друг другу предусмотрены два гидроцилиндра 76, расположенных в продольном направлении рельсов. Наряду с продольной передвижкой обеих половин 51,52 сварочного агрегата (или одной половины к другой) производят также продольную передвижку пар зажнных исварочыых колодок 7374(или однойпары к дРУг гой).вместе с зажатыми концами рельсов Ц 2.ЦЗ. Для обслуживания сварочного агрегата 15 и устройства 16 для передвижки рельсов предусмотрено уст-р ройство 77 управления, прикрепленное к сварочному агрегату 15. Соециненная с гидроцнпиндром 76 половина 51 свеч рочного агрегата снабжена гидравлическим срезающнм приспособлением 78 для удаления образовавшихся после сваркидля передачи очень больших усилийй Над И ПОД РЕЛЬСОМ 5 ПРЕДУЕМОГРЭН ЗЛЕмент 61, соединяющийв поперечном направлении протиолежащие зажимные ры таги 62. Пары рельсовых зажнмны колодок 46, 57 приварен к нижней стороне зажнмного рычага 62 (соответственно,выполнены с ни из одного куска). Меж ду обеии зажимнымикоподками 46,47- и шейкой рельса предусмотрены колодкидля лучшего зажимного припегания н/илиизоляции. Передача сжиающих усилий на пары РВЛЬСРВЫХ ЗаЖНМН-ЬШ Н СВЗРОЧЧсоответствующем шлальном яшике. Затем д оба сняты соеднвшшельнк элемента 61 д-Пвертикально зажимные цилиндры 75 осу ществляется через рычажную систему вказана). д Сварочный ток по электропроводке79 передается на концы репъсоп 42,43 Гндравлические маслопроводы 71,72, служащие для приведения в действие - О80 блока 81 гидравлического управле-5 ння. от ходового клапана 80 проложен ч 5 гидравлический маслопровод 82 с обрат.нм клапаном к гидравлическому клалану 83 пропорционального регулирования-рехходовой двухпозиционный клапан 86, ответвление 85, гидравлический маслопровод 86, соединяющий друг с другом подводящий 82 иотводящий 83 маслопроводы токорегупирующего клапана 83. Маслопровод 86 имеет, кроме того,двухступенчатый регулирующий клапан-. 87 который через гидравлический пичг тающий маслопровоц 88 (соответственно 28) связан с гидравлическим насосным агрегатом 11. Всеми находящимися в блоке управления клапанами (80. 83,-84, 87) управляют черезпроводку 82 находящегося у сварочного агрегата 15 устройства 77 управления. 0 иосоедине. но с гидравлически маслопрНд 0 М 90 для загрузки обоих зажимных цилиндров 75.Мащна работает следующим образом.Как только машина 1 после переездадостигнет рельсового стьша 44, под долежащего сварке, снимают фиксирующее устройство 16 для передвижки рельсов тяги 36, 37, а также держащие сварочный агрегат 15 рейки. Приведя В дейст вие привод 32, вьщолненный в виде тро- 45-совой тяги. перемещают устройство 16 для передвижки рельсов вместе с приводами 31 и Зд поперек машины до тех пор пока устройство 16 не расположит ся симметрично над концами рельсов 42,5043, подлежашин соединению. В подвешенном положении после предварительНОГО УДЗПВННЯ СООТВЕТСТВУЮЩИЕ ШЛПНН тов-67 снимают оба нижних соединительдля передвижки рельсов, включив привод 34, укладьшают на путь 7 СООТ ветственно, на рельс 5), причем внеш ние распорные болты 60 располагают вжчежд тралами 6 Гтдаодятд под рельс 5 н опять надвигают на распорныеболты 6 О. Рельсовые скрепления 45 правого неэагруженного ревса 5 целесообразно во время сварки рельсовой нитки (предпочтительно-при пвмощ собственного приспособления) ослабить. Есл рао 1 стояние между обоим концам рельсов 42,43 очень велика. напрмер больше5 см. предвагитешпо звенят устрой-ц ство 16 для переддижкъкрельсов без включения сварочиго агрегата 15 для стягивания (соответственно, передвижки) ненагруженнотпткояца рельса 43 рельсовой нитки. С этой целью приводные.цилнпдры 50 приводят в действие так, чтобы штоки поршней 57 были прод винуты как можно дальше вперед. при этом расстоянне.нвжду обеими парамизажимах колодок б,47 становится наи большм. Затем оба цилиндра 50 при25 водят в действие В обратном направле ни, благодаря чему снимающие рычаги 62 для напрессовки пар рельсовых зажимнык колодок дЬд 7 на шейки рельсов поворачиваются в направлении рельсе 5.30 После ЗЗВЕЭШЕНИЯ ПОВОРОТНОГО ДВИЖЕНИЯза счет дальнейшего ввода штоков поршней 57 в приводные цилиндры 50 происходит Притягивание правого конца рельса 43 так как благодаря опусканию подъемной стойки 40 он освобожден отЕсли расстояния вежду двумя концами 4 рельса (рельсовый стык 4 а) после завершения процесса протягивания рельсас все еще слишком Ыелико, то процесс можно позорить как можно больше растягивая обе пары залимнх колодок 46,47 одна относительно другой, за счет выдвижения штоков поршней 57 из при-. водных цилиндров 50 выполнить новый процесс притягивания (соответственно,передники) релъсов в направлении, покаэанномстрелжаии 91.Можно также передвинуть, например. левый конец рельса 2 по стрелке 92,Для этого опускают подъемную стойкуА 1 на шпалы и првподниают путевую тет лежку Д (относительно пути 7). Соответствующие релъсовые крепления 45 левой рельсовой нитки должны быть лет. ред эти освобоцден. Так же передвигаются навстречу друг другу оба конца рельсов Ь 243 при их разгрузке от путевой тележки.
МПК / Метки
МПК: B23K 11/04
Метки: сварки, рельсов, оплавлением, машина, электрической, стыковой
Код ссылки
<a href="https://by.patents.su/9-570-mashina-dlya-elektricheskojj-stykovojj-svarki-oplavleniem-relsov.html" rel="bookmark" title="База патентов Беларуси">Машина для электрической стыковой сварки оплавлением рельсов</a>
Машина для продольной контактной роликовой сварки корпусов банок
Номер патента: 193
Опубликовано: 30.12.1994
Авторы: Вернер Зуттер, Вилли Мюлер, Маттиас Фрей
МПК: B23K 11/06
Метки: продольной, сварки, банок, машина, роликовой, контактной, корпусов
Текст:
...и установлены горизонТЭЛЬНО СМВЖНЫМИ ШИрОКИМИ СТОРОНЭМИ ПО перечного сечения. Согласно изображению на фиг.2 слева они под прямым углом отогнуть вверх И ВВРТИКЗПЬНО введены В сварочный трансформатор 7. При этом расстояние между вертикальными участками 32 и 33 шин соответствует расстоянию между горизонтальными участками этих шин.. Второй кронштейн 15 имеет круговое поперечное сечение с нижней и верхней плоскими поверхностями. Первыйшинопровод 9...
Машина для роликовой сварки контактной проволокой
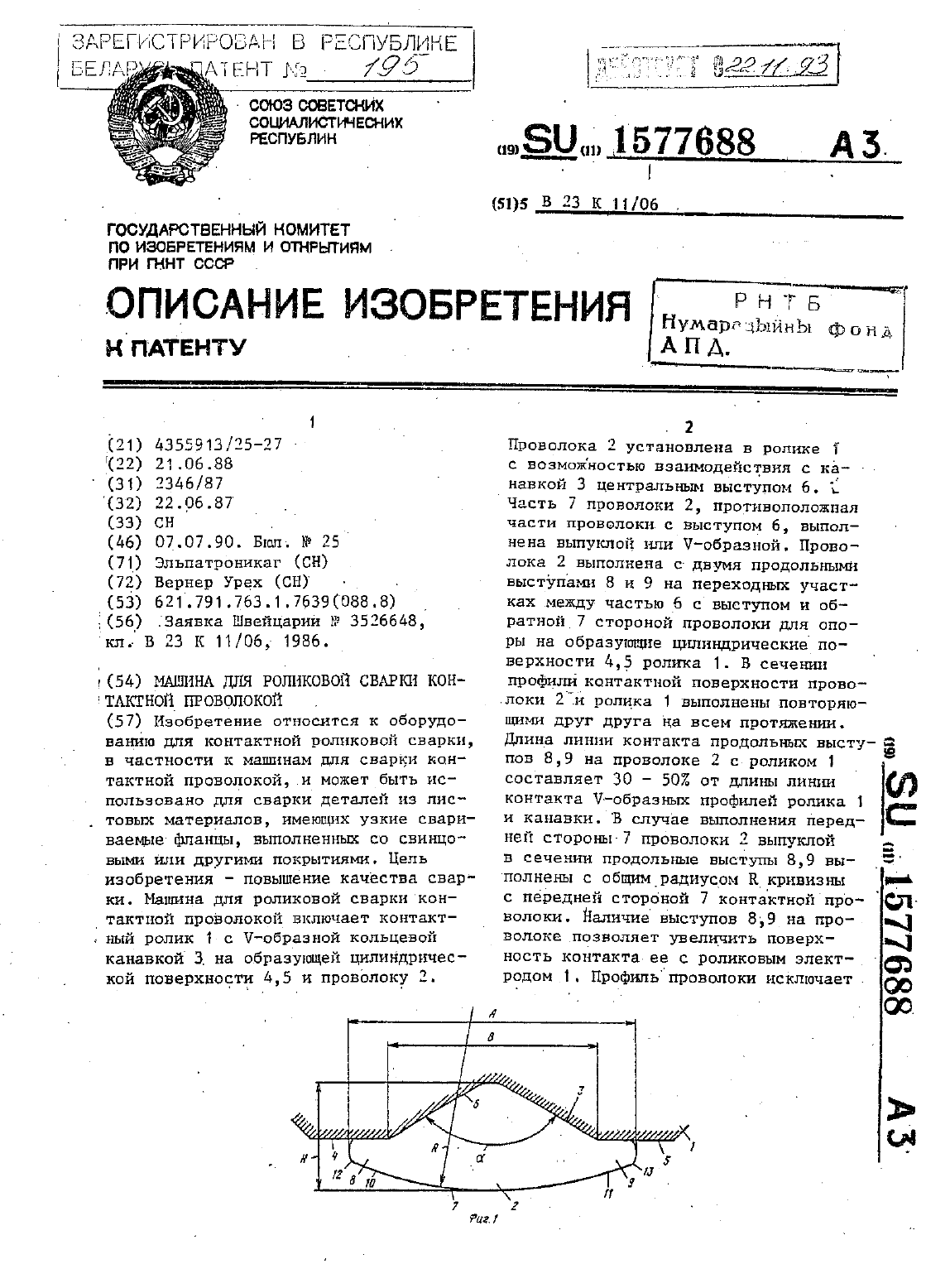
Номер патента: 195
Опубликовано: 30.12.1994
Автор: Вернер Урех
МПК: B23K 11/06
Метки: машина, сварки, проволокой, роликовой, контактной
Текст:
...качества сварки. Надежность предотвращения такого поворота является максимальной, если соблюдать нижний предел увеличения поверхности контакта электрод - проволока (за счет выступов 8 и 9) порядка 302. Превьшение верхнего предела 50 является нецелесообраэным,так как оно приводитк увеличению потери материала проволоки (проволока не участвует в процессе сварки, т.е. не расходуется).Находящаяся В направляющей канав ке 3 обратная часть 6...
Передвижная установка для непрерывной замены рельсов и шпал рельсового пути
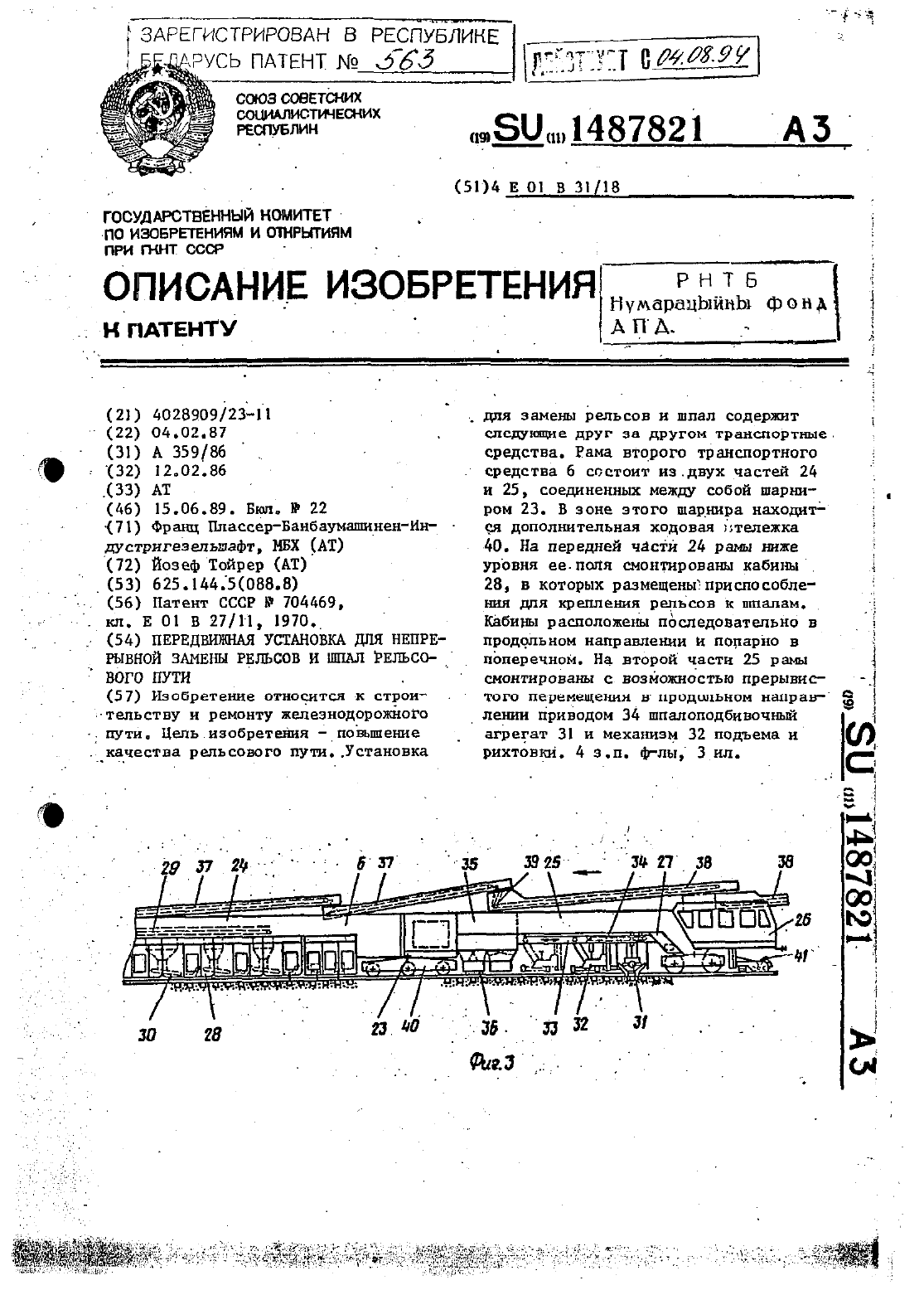
Номер патента: 563
Опубликовано: 30.06.1995
Автор: Йозеф Тойрер
МПК: E01B 31/18
Метки: непрерывной, рельсового, установка, пути, рельсов, замены, шпал, передвижная
Текст:
...12 укладываетсяна соответствующие. поддоны. В тече ние всего процесса реконструкции путтн рама 8 опирается на переднюю раму7 через регулнруемыйпо высоте гидро- ю цилиндр 15. Одновременно обе части рамы 8 раздвнгаютсяотносительно друг друга посредством изменения длины поворотного гидроцилиндра 10, так- что находящаяся в районе шарнира 9 15 кодовая тележка 11 подшивается над18 н 19,. как старые, так и новые. рельсы 1 н 3 раздвигаются...
Электрод для рельефной сварки
Номер патента: 71
Опубликовано: 30.09.1994
Авторы: Павловский А. Н., Мазаник О. Н.
МПК: B23K 11/30, B23K 11/14
Метки: электрод, рельефной, сварки
Текст:
...-На фиг. 1 изображен предлагаемый электроде упором в виде втулки. общий вид на фиг. 2 то же. в рабочем положении на фиг. 3 электрод с упором-втулкой. опирающейся в процессе сварки на нижний элек трод на фиг. 4 электрод с упором. ТМОНТИПОЕЭННЫМ на ДЕРЖЭТЕЛЭ ТОКОПОДВОт дящего стержня. - Электрод содержит токоподводящий стержень 1 с охлаждающим каналом 2. установленный держателе 3. На резьбу стерж Пггбэсттеглтзтгайка 5. Упор 4...
Выправочно-подбивочно-отделочная машина
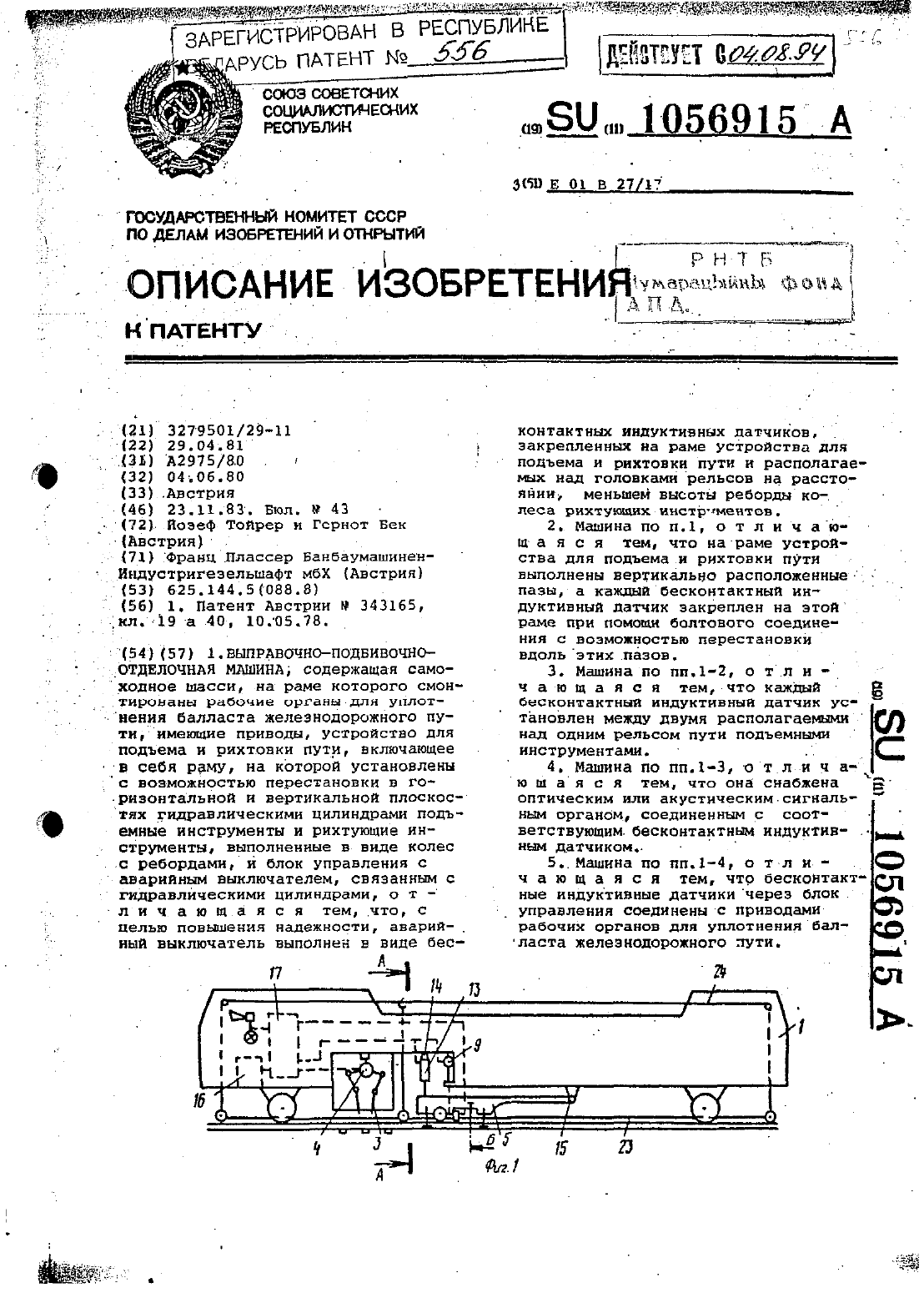
Номер патента: 556
Опубликовано: 30.06.1995
Авторы: Йозеф Тойрер, Гернот Бёк
МПК: E01B 27/17
Метки: машина, выправочно-подбивочно-отделочная
Текст:
...машмнед содержащей самоходное шасси, на раме которогосмонтированы рабое чне органы для уплотнения балластавод, устройство для подъема н рнх товкн пути, включающее в себя раму,на которой установлены с возможнос трио перестановки в кэризонтапьной и вертикальной плоскостях гидравли ческими цилиндрами подъемные инстр 9 35машина содержит самоходное шасси 1, на раме 2 которого смонтированы рабочне органы 3 для уплотнения балласта...
Предыдущий патент: Способ получения биологически активной композиции
Следующий патент: Способ активации тканевого активатора плазминогена (его варианты)
Случайный патент: Устройство для правки алмазного инструмента