Машина для роликовой сварки контактной проволокой
Текст
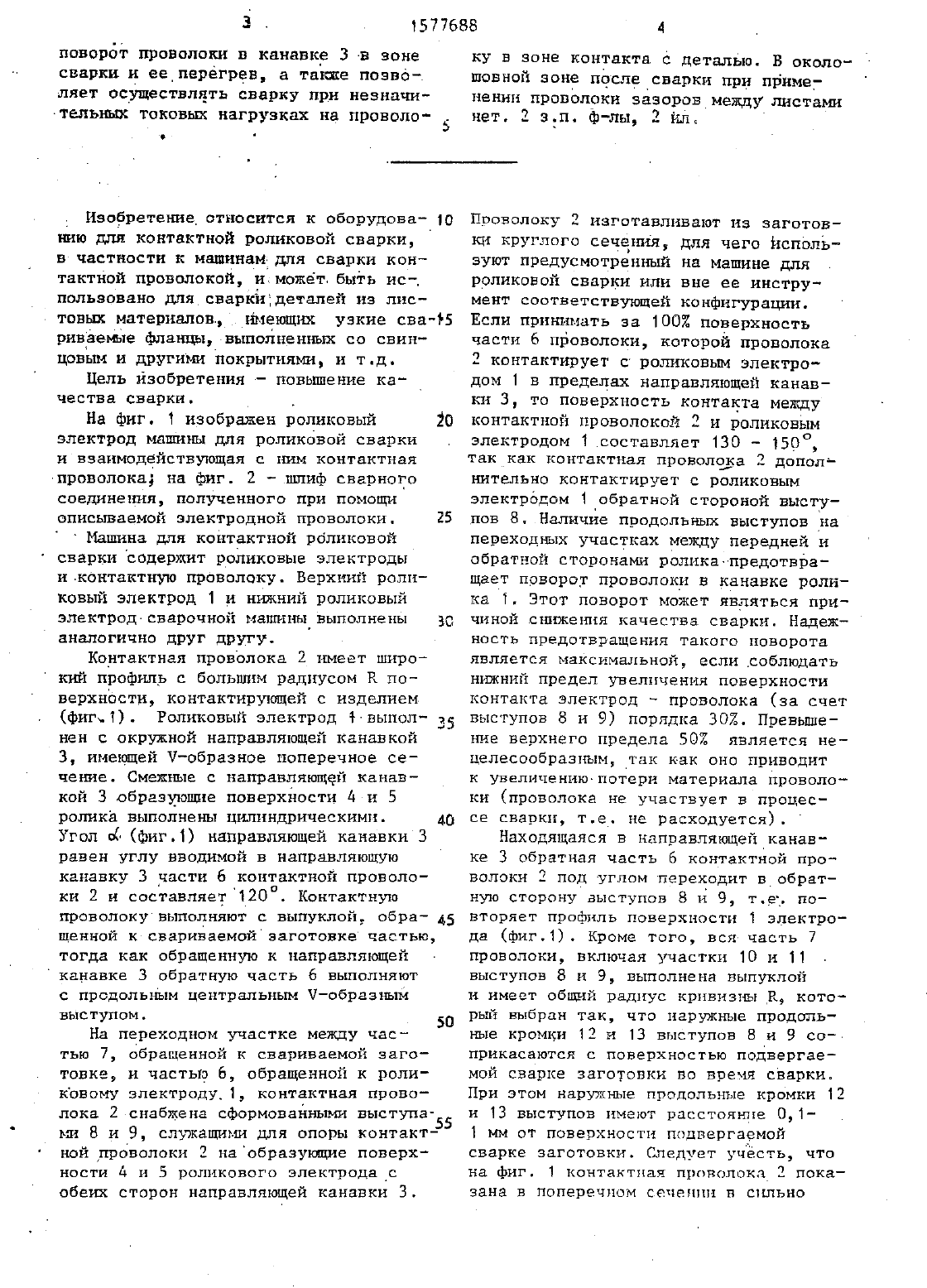
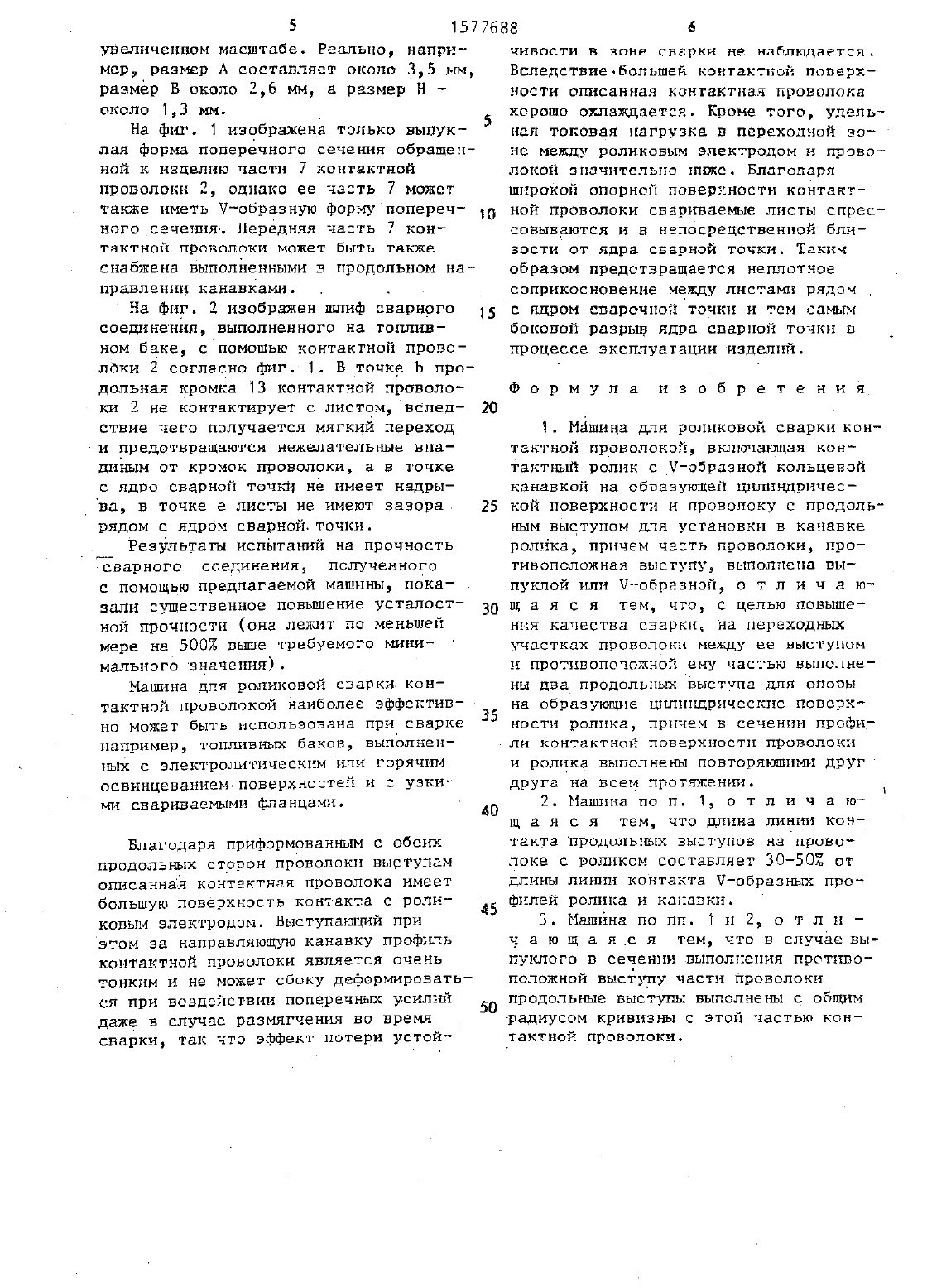
государственный комитет по изоБРЕтЕниям и сггнгытиям ПРИ ГННТ СССР(54) МАШНА для роликовой СВАРКИ контАктной пговолокой(57) Изобретение относится к оборудованию для контактной роликовой сварки,в частности к машинам для сварки контактной проволокой, и можетбытъ использовано для сварки деталей из лисваеме фланцы, выполненных со свинцом вым или другими покрытиям Цепь изобретения - повышение качества свар кн, Машина для роликовой сварки кон тактной проволокой включает контактный ролик 1 с Чобраэной кольцевойс возможиостью взаимодействия с ка навкой 3 централънм выступом Б. Часть 7 проволоки 2, противоположная ЧЕСТИ проволоки С ВЫСТУПОМ б, ВЫПОП нена выпуклой или Ч-образной. Проволока 2 выполнена с-двумя продольными выступам 8 и 9 на переходных участ как между частью 6 с выступом и обч ратной 7 стороной проволоки для опоры на образующие цилиндрические поверхности 4,5 ролика 1. В сечении профили контактной поверхности провоч локи 27 е ролика 1 выполнены повторяющими друг дРУга на всем протяжении. Длина линии контакта продольнх выступов 8,9 на проволоке 2 с роликом 1 составляет 30 - 50 от длины линии контакта Чсбразиых профилей ролика 1 и канавки. В случае выполнения передней сторон-7 проволоки 2 выпуклойВ сечении продольные выступы 8,9 вы с передней стороной 7 контактной про волоки. Йаличие выступов 8,9 на проволоке позволяет увеличить поверхность контакта ее с роликовым электродом 1. Профиль проволоки исключает.дгепьнгапс ТОКОВЬПС нагрузках на ПРОВОЛОповорот проволоки в канавке 3-в зоне сварки и ееперегрев, а также позволяет осуществлять сварку при незначи 5Изобретениеотносится к оборудова- 10 ниш для контактной роликовой сварки, в частности к машинам для сварки контактной проволокой, и может.быть ист пользовано длясваркй 1 деталей из листовы материалов, имеющих узкие сва-5 риваемые фланцы,-выполненных со свинцовым и другим покрытиям, и т.д.На фиг. 1 изображен роликовый электрод машины для роликовой сварки ивеаимодействующая с ним контактная проволока на фиг. 2 - шлиф сварного соединения, полученного при помощиМашина для контактной роликовойсварки содержит роликовые электродыи контактную проволоку. Верхний роликовый эпектрод 1 и ниний роликовый электрод-сварочной машиы выполнены 33 аналогично ДРУГ другу.Контактная проволока 2 имеет широки профиль с большим радиусом К поверхности, контактирующей с изделием(фигмТ). Роликовый электрод 1-выпоп- 35 нен с окружной направляющей канавкой З, имешщей Ч-образное поперечное сечение. Смежные с направляющей канавкой 3 образующие поверхности 4 и 5 ролика выполнены цилиндрическими. Угол (фиг.1) направляющей канавки 3 равен углу вводимой в направляющую канавку 3 пасти 6 контактной проволоки 2 и составляет 1200. Контактную проволоку выполняют с выпуклой, обра 45 щенной к свариваемойэаготовкечастью,тогда как обращенную к направляющейНа переходном участке между частью 7, обращенной к свариваемой заготовке, и частью 6, обращенной к роликовому электроду 1, контактная проволока 2 снабжена сформованныиш выступами 8 И 9, служащим для опоры контактнойпроволоки 2 наобразующие поверхности 4 и 5 роликового электрода с обеих сторон направляющей канавки 3.ку в зоне контакта с деталью. В околошовной зоне после сварки при приме ненин проволоки зазоров мещду листами ъют.2 эль фчшц 21 ш бПроволоку 2 изготавливают из заготов ки круглого сечения, для чего используют предусмотренный на машине для роликовой сварки или вне ее инструмент соответствующей конфигурации. Если принимать за 100 поверхность части 6 проволоки, которой проволока 2 контактирует с роликовым электродом в пределах направляющей канавки 3, то поверхность контакта между контактной проволокой 2 и роликовымэлектродом 1 составляет 130 150 таккак контактная проволока 2 допол нительно контактирует с роликовым электродом 1 обратной стороной выступов 8. Наличие продольнх выступов на переходных участках между передней и обратной сторонами ролика предотвращает поворот проволоки в канавке ролика 1. Этот поворот может являться причиной снжеиня качества сварки. Надежность предотвращения такого поворота является максимальной, если соблюдать нижний предел увеличения поверхности контакта электрод - проволока (за счет выступов 8 и 9) порядка 302. Превьшение верхнего предела 50 является нецелесообраэным,так как оно приводитк увеличению потери материала проволоки (проволока не участвует в процессе сварки, т.е. не расходуется).Находящаяся В направляющей канав ке 3 обратная часть 6 контактной проволоки 2 под углом переходит в обратную сторону выступов 8 и 9, т.е, повторяет профнль поверхности 1 электрода (фиг.1). Кроме того, вся-часть 7 проволоки, включая участки 10 и 11 выступов 8 и 9, выполнена выпуклойи имеет общий радиус кривизны В, которы выбран так, что наружные продольъъю кромки 12 И 13 выступов 8 и 9 соприкасаются с поверхностью подвергаемой сварке заготовки во время сварки. При этом наружные продольные кромки 12 и 13 выступов имеют расстояние 0,1 1 мы от поверхности ппдвергаемой сварке заготовки. Следует учесть, что на фиг. 1 контактная прополока 2 показана В поперечном сечении в сильноНа фиг. 1 изображена только выпуклая форма поперечного сечения обращен ной к изделию части 7 контактной проволоки 2, однако ее часть 7 может также иметь Ч-образную форму попереч- та ного СгЧЕННЯч Передняя часть 7 конт тактной проволоки может быть также снабжена выполненными в продольном направлении канавкам. . .На фиг. 2 изображен шлиф сварного соединения, выполненного на топливном баке, с помощью контактной проволоки 2 согласно фиг. 1. В точке Ь продольная кромка 13 контактной проволоки 2 не контактирует с листом, вслед 20 стене чего получается мягкий переходН ПРЕДОТВРЗЩЕЮТСЯ НВЖЗЛБТЗЛЬНЫЕ впа диным от кромок проволоки, а в точке с ядро сварной точки не имеет надрыва В точке е листы не имеют зазора. рядом с ядром сварной точки.Результаты испытаний на прочность Ооварного соединения, полученного с помощью предлагаемой машин, покавали существенное повыение усталостной прочности (она лежит по меньшей мере на 500 выше требуемого минималЬногозначения)Машна для роликовой сварки.контактной проволокой наиболее эффективно может быть использована при сварке например, топливных баков Выполнен нык с электролитическим или горячим освинцеванием-поверхностей И С УЭКИ м свариваемыми фланцами.Благодаря приформованиым с обеих продольных сторон проволоки выступам описанная контактная проволока имеет большую поверхность контакта с роликовым электродом. ВыстУпаюЩНй при этом за направляющую канавКУ ПРОФИЛЬ контактной проволоки является очень тонким и не может сбоку деформировать он при воздействии поперечных УСИЛИЙ даже в случае размягчения но время сварки, так что эффект потери устойчивости в зоне сварки не наблюдается. Вследствие-большей контактной поверкности описанная контактная проволоканая токовал нагрузка в переходной эо не между роликовым электродом н прово локой значительно ниже. Благодаря широкой опорной поверхности контакт НОЙ ПРОВОЛОКИ СЕЗЭНВЗЕМЫЕ ЛИСТЫ СПВЕСсовываются и в непосредственной близости от ядра сварной точки. Таким образом предотвращается неплотное соприкосновение между листами рядом с ядром сварочной точки и тем саым боковой разры ядра сварной точки в Процессе эксплуатации изделий.1. Машина для роликовой сварки кон тактной проволокой, включающая контактный ролик сЧ-образной кольцевой канавкой на образующей цилиндричес КОЙ ПОВЕРХНОСТИ И ПРОВОЛОКУ С ПРОДОЛЬным выступом для установки в канавке ролика, причем часть проволоки, противоположная выступу, выполнена выпуклой или Ч-образной, о т л и ч а юЩ а я с я тем, что, с целью повышения качества сварки, на переходныш участках проволоки между ее выступом и противопопожной ему частью выполнены двапродольнык выступа для опоры на образующие цилиндрические поверхности ролика, причем в сечении профии ролика выполнен повторяющими ДРУГ друга на всем протяжении.2. Машина по п. 1, о т л и ч а юЩ а я с Я тем, что длина линии контактапродолЬиых выступов на проволоке с роликом составляет 30-501 от длины линии контакта Ч-образных профилей ролика И канавки.3. Машина по пл. 1 п 2, о т л и ч а ю Щ а я.с я тем, что В случае выпуклого В сечении выполнения противоположной выступу части проволоки продольные выступы выполнены с общимрадиусом кривизны с этой Частью контактной проволоки .Составитель Нъфепицина Редактор А.Шандор Техред М.Ходанич Корректор Э.ЛончаковаВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб. Д. д/5
МПК / Метки
МПК: B23K 11/06
Метки: сварки, проволокой, контактной, машина, роликовой
Код ссылки
<a href="https://by.patents.su/4-195-mashina-dlya-rolikovojj-svarki-kontaktnojj-provolokojj.html" rel="bookmark" title="База патентов Беларуси">Машина для роликовой сварки контактной проволокой</a>
Электрод для контактной точечной сварки
Номер патента: 103
Опубликовано: 30.09.1994
Авторы: Мазаник О. Н., Павловский А. Н.
МПК: B23K 11/30
Метки: контактной, сварки, электрод, точечной
Текст:
...8. установленные с возмож Тностью взаимодействия с коническими по верхностями 9 10. выполненными на держателе 4 И пуансоне 2. Корпус 1 снабжен ограничителем осевого относительно него перемещения пуансона 2 и держателя 4, выполненным в виде ввернутого в резьбо- .вое отверстие корпуса 1 винта 11, введенного в прорезь 12 пуансона 2 и паз 13 держателя 4. который также предотвращает и выпадение держателя 4 и пуансона 2 из корпуса...
Электрод для рельефной сварки
Номер патента: 71
Опубликовано: 30.09.1994
Авторы: Мазаник О. Н., Павловский А. Н.
МПК: B23K 11/14, B23K 11/30
Метки: рельефной, сварки, электрод
Текст:
...-На фиг. 1 изображен предлагаемый электроде упором в виде втулки. общий вид на фиг. 2 то же. в рабочем положении на фиг. 3 электрод с упором-втулкой. опирающейся в процессе сварки на нижний элек трод на фиг. 4 электрод с упором. ТМОНТИПОЕЭННЫМ на ДЕРЖЭТЕЛЭ ТОКОПОДВОт дящего стержня. - Электрод содержит токоподводящий стержень 1 с охлаждающим каналом 2. установленный держателе 3. На резьбу стерж Пггбэсттеглтзтгайка 5. Упор 4...
Способ рельефной сварки
Номер патента: 102
Опубликовано: 30.09.1994
Автор: Мазаник О. Н.
МПК: B23K 11/14
Метки: сварки, способ, рельефной
Текст:
...при-этом усилие на электродах Р 1 Р 2) Да- . т лее подается импульосварочноуго Тока. рельефы плавятся и гайка осаживается клисту. в конце осадки усилие Р 2 на электртконце-осадки релеефа усилия на электроде.у де-41 размещенном на гайке уменьшают. темсамым уменьшая деформацию гайки Вели-и чин 3 атусилия в конце-Цосадки определяется5.1 фри во бзр едгенн ияу. Способ рельефной сварки. преимущест венногайки-с листом, при котором на гайке-...
Машина Голубева В. И.
Номер патента: 14
Опубликовано: 30.05.1994
Автор: Голубев В. И.
МПК: F01C 9/00
Текст:
...рабочим орга- тонон в режиме двигателя работает следующим образом.Рабочее тело подается в коллектор,объединяющий все каналы 8, находящие ся с одной стороны вдоль рабочих ка- 15мер Б. отводится рабочее тело из каналов 9 в отводящий коллектор (не показан). При этом под давлением рабочего тела рабочие камеры 6, подклю ченные к каналам 8, начинают двигать-дася относительно перемычек 16 и приводят в движение рабочий орган Ц, связанный с...
Пластинчатая машина Голубева В. И.
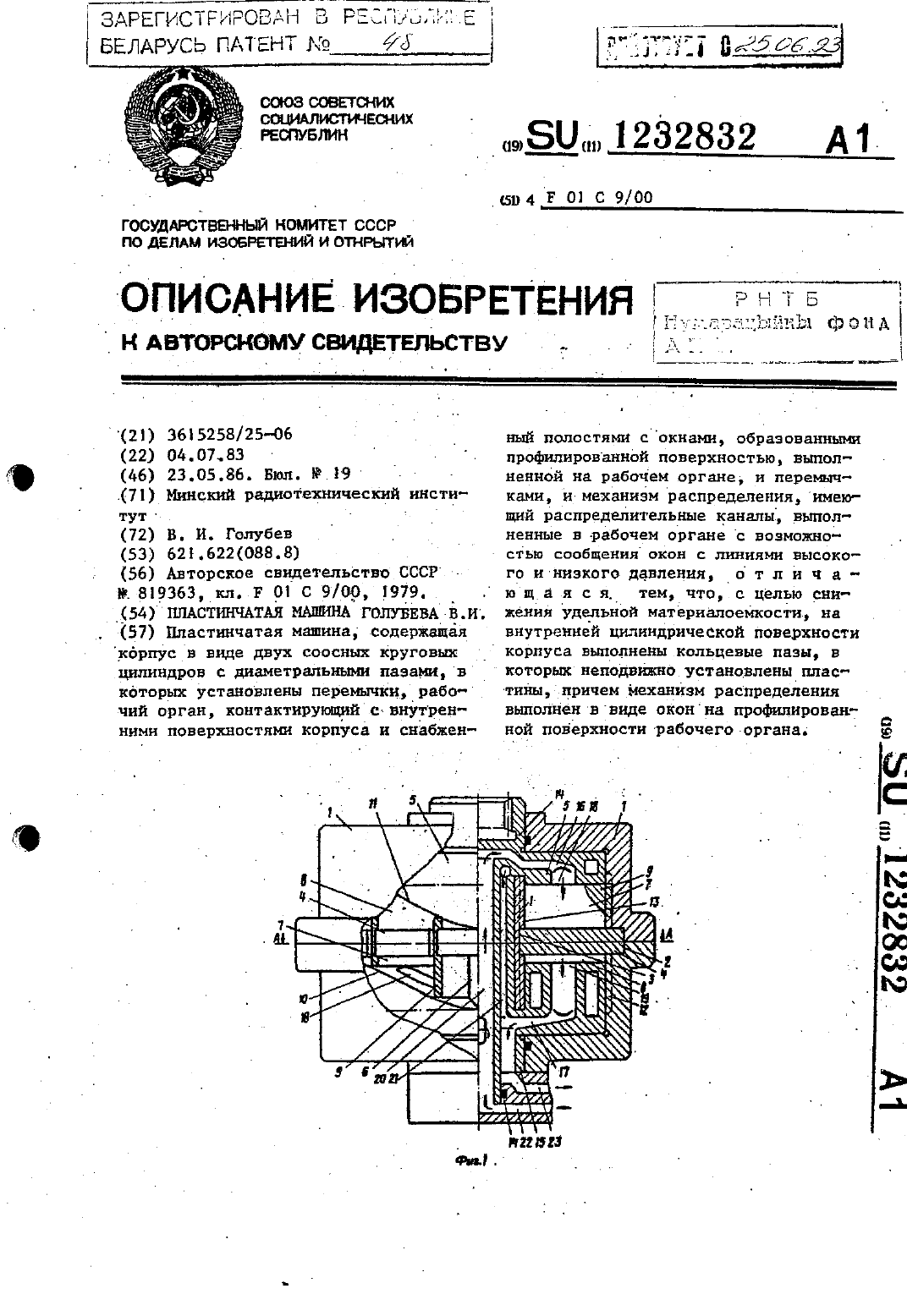
Номер патента: 48
Опубликовано: 30.05.1994
Автор: Голубев Владимир Иосифович
МПК: F01C 9/00
Метки: пластинчатая, машина, голубева
Текст:
...полостями 6, в которым размещены перемычки д с образованием рабочих ка мер 7 и 8. Рабочий орган 5 снабжен . 30 прямоугопьны пластинами 9, взаимо действующими своими торцами с профна.лрованным поверхностям 10 ил ра 6 очего органа 5. пластины 9 устач новлены с возможностью меридиалъного 35 перемещения а направляющих пазах 12. и 13, выпопненны на внутренних пос верхностях корпуса. Рабочий орган5 установлен в корпусе 1 с возможнот стью...
Предыдущий патент: Способ контроля качества тампонажных работ в скважине
Следующий патент: Устройство для охлаждения изделий
Случайный патент: Способ транспортирования руды