Способ контроля качества механического соединения оребренной оболочки с несущей трубой в биметаллической трубе
Номер патента: 12222
Опубликовано: 30.08.2009
Авторы: Санкович Евгений Савельевич, Кунтыш Владимир Борисович, Миннигалеев Альберт Шамилевич, Пиир Адольф Эдвардович
Текст
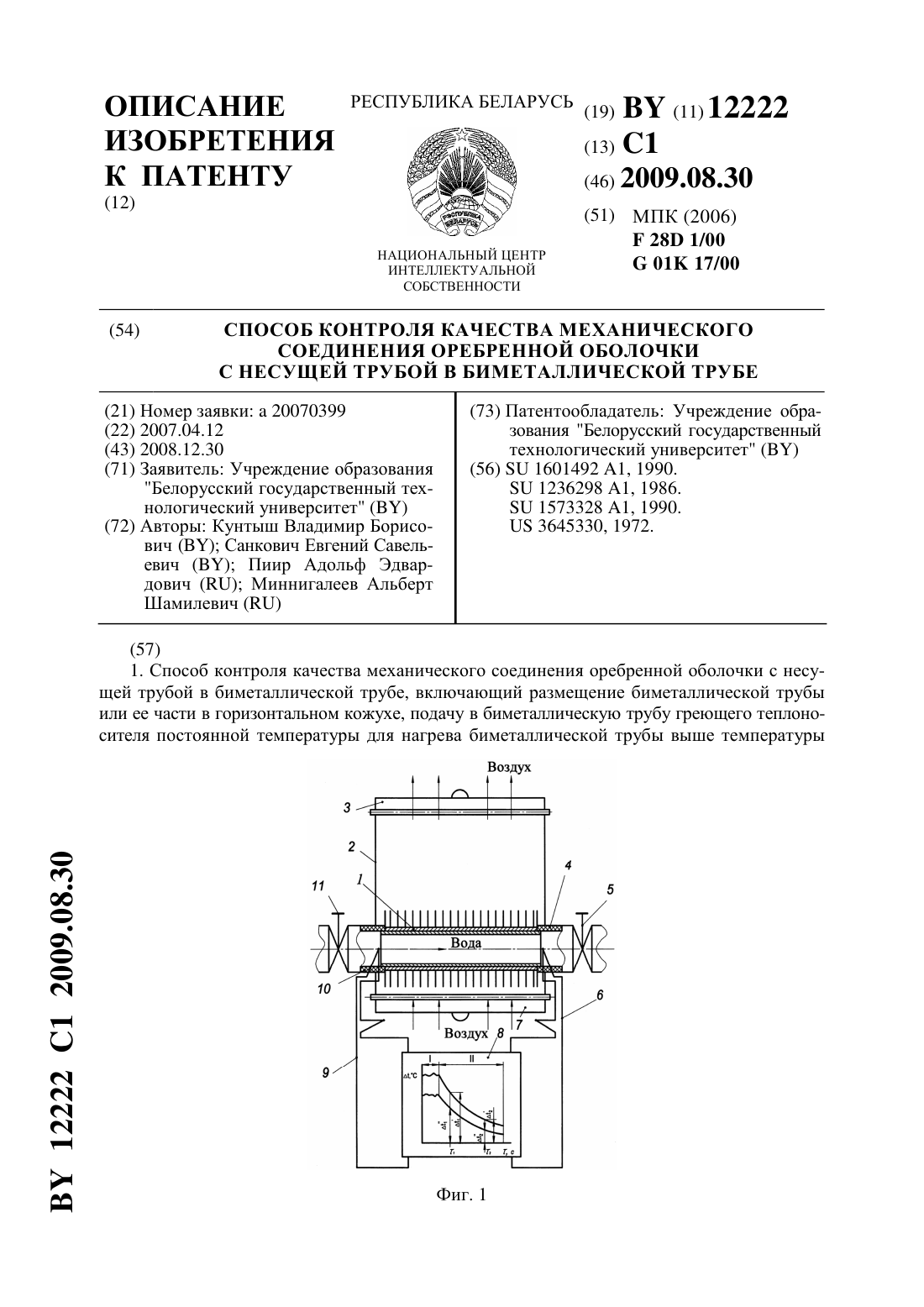
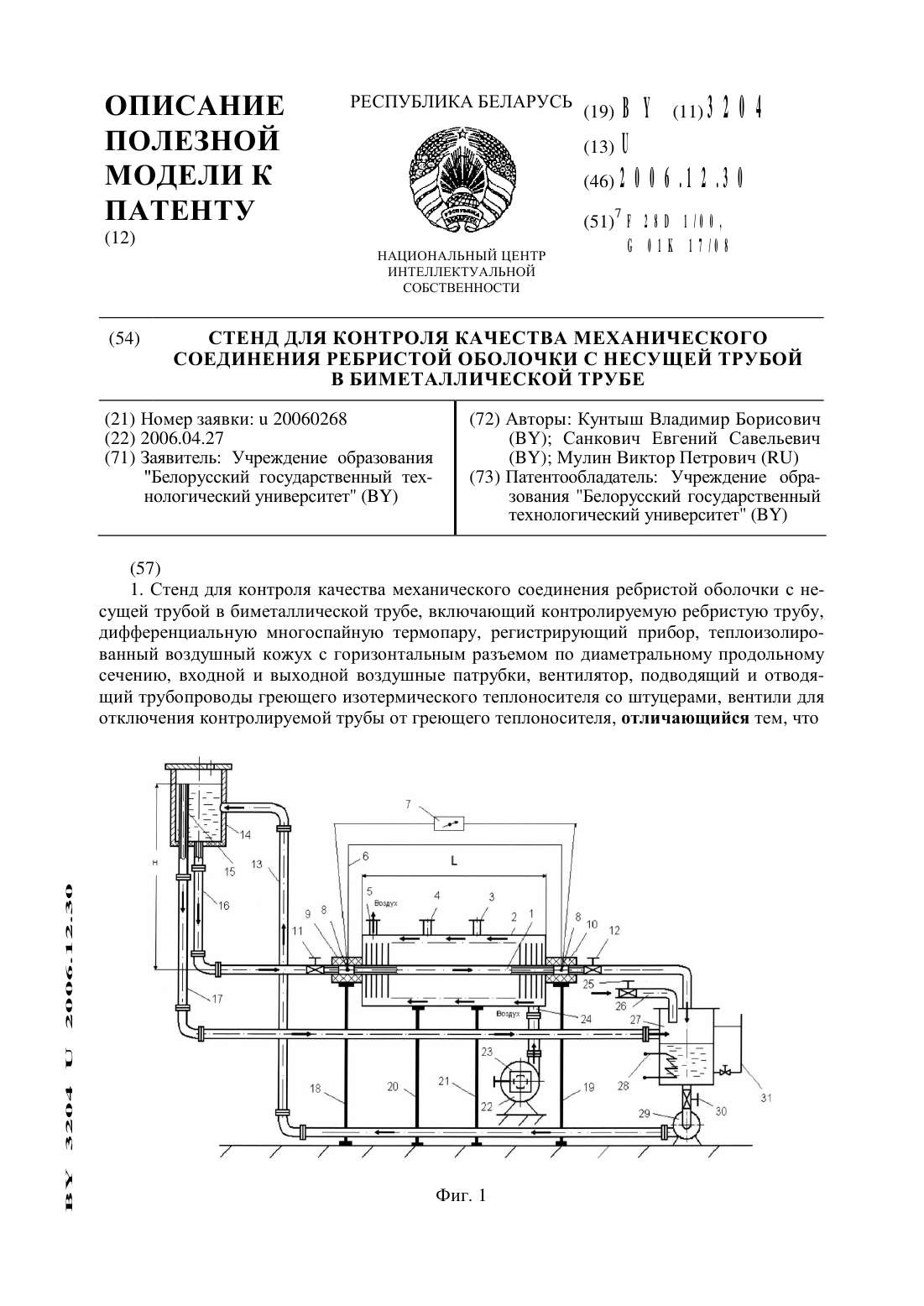
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ КОНТРОЛЯ КАЧЕСТВА МЕХАНИЧЕСКОГО СОЕДИНЕНИЯ ОРЕБРЕННОЙ ОБОЛОЧКИ С НЕСУЩЕЙ ТРУБОЙ В БИМЕТАЛЛИЧЕСКОЙ ТРУБЕ(71) Заявитель Учреждение образования Белорусский государственный технологический университет(72) Авторы Кунтыш Владимир БорисовичСанкович Евгений СавельевичПиир Адольф ЭдвардовичМиннигалеев Альберт Шамилевич(73) Патентообладатель Учреждение образования Белорусский государственный технологический университет(57) 1. Способ контроля качества механического соединения оребренной оболочки с несущей трубой в биметаллической трубе, включающий размещение биметаллической трубы или ее части в горизонтальном кожухе, подачу в биметаллическую трубу греющего теплоносителя постоянной температуры для нагрева биметаллической трубы выше температуры 12222 1 2009.08.30 окружающего воздуха, прекращение подачи греющего теплоносителя путем последовательного закрывания вентилей на выходе и входе греющего теплоносителя в биметаллическую трубу, последующее обтекание ее снаружи воздушным потоком, измерение перепадов температур в промежутке времени от прекращения подачи греющего теплоносителя до полного его охлаждения в биметаллической трубе, по которым получают значение темпа охлаждения биметаллической трубы, сравнивают его с темпом охлаждения эталонной трубы и по результату сравнения судят о качестве механического соединения оребренной оболочки с несущей трубой, отличающийся тем, что используют горизонтальный теплоизолированный кожух с входной и выходной заслонками, нагрев биметаллической трубы производят с закрытыми входной и выходной заслонками, после прекращения подачи греющего теплоносителя, в качестве которого применяют воду, одновременно открывают входную и выходную заслонки на горизонтальном теплоизолированном кожухе, а измерение перепадов температур греющего теплоносителя на входе и выходе из биметаллической трубы с окружающим воздухом осуществляют в условиях свободно-конвективного теплообмена биметаллической трубы с окружающим воздухом, причем высота горизонтального теплоизолированного кожуха составляет от 25 до 30 , его ширина по высоте имеет одинаковую величину, которая от 5 до 10 мм больше , входная заслонка горизонтального теплоизолированного кожуха расположена на расстоянии от 3 до 5 от продольной оси биметаллической трубы, где- наружный диаметр ребер биметаллической трубы. 2. Способ по п. 1, отличающийся тем, что темп охлаждения биметаллической трубы принимают равным средней арифметической сумме темпов охлаждения греющего теплоносителя на входе и выходе. Изобретение относится к неразрушающим методам тепловых испытаний, а более конкретно предназначено для контроля качества механического соединения оребренной оболочки с несущей трубой в биметаллической трубе при производстве рекуперативных теплообменников из таких труб в энергетическом и химическом машиностроении. Биметаллическая труба конструктивно представляет несущую трубу, выполненную из стали или цветных металлов (латунь, медь, мельхиор) и механически соединенные с ней спиральные ребра из высокотеплопроводного материала, как правило, алюминия и его сплавов. Наибольшее применение в рекуперативных газожидкостных и газопаровых теплообменниках различного функционального назначения (теплообменные секции аппаратов воздушного охлаждения природного газа, продуктов разделения нефти на составляющие компоненты, аммиака, метанола воздухо- и газоохладители турбо- и гидрогенераторов воздухоохлаждаемые конденсаторы паровых турбин и холодильных машин большой агрегатной мощности воздухоохлаждаемые маслоохладители крупных силовых электротрансформаторов, калориферы систем вентиляции и кондиционирования воздуха, сушильных установок) получили накатные ребра. Ребра вытягиваются методом холодной прокатки из толстостенной трубы-заготовки, предварительно насаженной на несущую трубу. В итоге получается оребренная оболочка, механически соединенная с наружной поверхностью несущей трубы 1. В этих же теплообменниках в зависимости от температуры горячего теплоносителя, движущегося внутри трубы, применяются биметаллические трубы, у которых оребрение несущей трубы осуществляется навивкой под механическим натяжением алюминиевой ленты, основание которой отогнуто горизонтально с образованием -образного поперечного сечения. Для увеличения плотности соединения полки -ребра она часто закатывается в предварительно нанесенные продольно-радиальные бороздки-выступы на наружной поверхности стенки несущей трубы. В итоге образуются -ребра. Возможно основание ленты механически завальцовывать в спиральную канавку небольшой глубины 0,30,5 мм в стенке несущей трубы. Описанные конструкции теплообменных труб называют биметаллическими ребристыми трубами (БРТ). Отличительными признаками всех БРТ без исключения является 2 12222 1 2009.08.30 дискретный характер соединения ребер со стенкой несущей трубы, металлургическая (гомогенная) связь отсутствует,например приварка ребер, соединение цинкованием. При теплопередаче через БРТ в зоне механического контакта внутренней поверхности оребренной оболочки или отдельных ребер с несущей трубой возникает скачок температуры, следствием чего является появление дополнительного термосопротивления, называемого термическим контактным сопротивлением (ТКС), к, м 2 К/Вт. Наличие ТКС является основным недостатком БРТ и, в случае некачественного соединения ребер с трубой, может существенно уменьшить тепловой поток , Вт, теплообменника против проектного, в котором заложены нормативные энергетически обоснованные значения к 1 для каждого конструктивного типа биметаллической трубы. Это следует из уравнения теплопередачи для теплового потока(1),где- коэффициент теплопередачи, Вт/(м 2 К)- площадь поверхности теплообмена, м 2- средний температурный напор, С. Коэффициент теплопередачи теплообменника из БРТ в наиболее общем случае равен где 1, 2, 3, 4 соответственно термосопротивление с внутренней стороны трубы, стенки несущей трубы, стенки оребренной оболочки, с внешней стороны трубы от оребрения к воздуху, м 2 К/Вт. Анализ (2) показывает, что увеличение к при одинаковых значениях остальных термосопротивленийсопровождается уменьшением теплового потока . Величина этого снижения может быть от нескольких процентов до нескольких разов, итогом чего являются экономические потери предприятия. Технологическая установка, в составе которой эксплуатируются такие теплообменники, не обеспечивает проектную производительность по конечному продукту непосредственно или проявляется косвенно в отклонении температурных параметров от расчетных со всеми вытекающими из этого негативными последствиями. Таким образом, обеспечение надежного и достоверного контроля качества изготовленных БРТ является актуальной задачей в современном крупносерийном производстве теплообменников из подобных труб, ежегодные объемы изготовления которых превышают 1,11,2 млн. метров. Известен способ контроля качества механического соединения оребренной оболочки с несущей трубой в биметаллической трубе 2 в условиях регулярного теплового режима. Способ заключается в нагреве снаружи локального участка длиной 100200 мм биметаллической трубы от калорифера-вентилятора струей горячего воздуха с температурой 7080 С в течение 60120 с, регистрации температуры оребренной трубы дифференциальной термопарой, установленной между соседними ребрами трубы со стороны воздуха,последующим измерением изменения температуры оребренной трубы с течением времени, после чего вычисляют значение ТКС исследуемой трубы по аналитической формуле,сравнивая его с допустимым значением и осуществляют отбраковку трубы. Данный способ обладает целым рядом недостатков, вследствие которых его использование в промышленном производстве биметаллических труб проблематично. 1. Контролируется качество механического соединения лишь локального участка, длина которого во много раз меньше длины промышленных труб, а полученный результат распространяют на полную длину трубы. Промышленные биметаллические трубы, применяемые в теплообменниках, имеют длину от 0,5 м до 12 м. Наиболее используемыми являются трубы в интервале длины 18 м, в количественном отношении они составляют 6575 от общего количества труб, применяемых на сборке теплообменников. 3 12222 1 2009.08.30 2. Принятие в качестве определяемого контролируемого параметра значения , являющегося основанием для отбраковки трубы, вносит само по себе погрешность заключения о надежности механического соединения не менее 1520 даже если отвлечься от того факта, что оно действительно лишь для локального участка трубы, выбору которого присущ элемент случайности. Однако полученное значение к сравнивают с допустимым значением к, которое является интегральной характеристикой качества 1 промышленной трубы. В формулу для расчета к входят теплоемкости С 1 и С 2, Дж/кг, оребренной оболочки и несущей трубы, которые зависят от массы соответствующего элемента, величина которой может быть разной даже в одной партии БРТ при изготовлении параметров ребер в минусовом или плюсовом допуске. 3. При нагреве локального участка трубы не предусматривается защита от осевых растечек тепла. Теплоемкость алюминия в 1,82 раза больше теплоемкостей сталей, меди,латуни. Поэтому в течение 2 мин не удастся нагреть локальный участок на несколько десятков градусов больше температуры окружающего воздуха и регулярная стадия процесса нагрева будет искажена, а расчетные значения к будут иметь пониженную достоверность. Такая формула для расчета к получена в предположении отсутствия осевых растечек тепла. 4. При кажущейся внешней простоте и относительно низких капитальных затратах внедрение способа сопряжено с целым рядом ограничительных условий по углу установки термопары, направлению струи горячего воздуха, надежности крепления термопары к оребренной оболочке и другим, что в производственных условиях сложно выполнить качественно и не исключается влияние на результат контроля человеческого фактора. Известен способ контроля качества механического соединения оребренной оболочки с несущей трубой в биметаллической трубе 3, принятый нами за прототип. Способ, как и предыдущий, относится к неразрушающим способам контроля и реализует условия регулярного теплового режима охлаждения трубы, является энергосберегающим. Сущность способа заключается в размещении биметаллической трубы промышленной длины или ее части в кожухе, нагреве ее изотермическим теплоносителем, например, конденсирующимся водяным паром, на несколько десятков градусов выше температуры окружающего воздуха, по достижении которой прекращается подача греющего теплоносителя с последующим обдувом ее снаружи принудительным потоком окружающего воздуха, создаваемого вентилятором, а измерение перепада температуры воздушного потока между входным и выходным патрубком кожуха производят в промежутке времени от прекращения подачи теплоносителя до полного охлаждения трубы. Качество механического соединения определяют сравнением измеренного темпа охлаждения трубы с темпом охлаждения эталонной трубы, испытанной этим способом в идентичных условиях. Данный способ характеризуется целым рядом существенных недостатков. 1. Реализация условий регулярного режима охлаждения БРТ не требует обязательного обдува ее принудительным потоком воздуха, создаваемого вентилятором, привод которого потребляет электроэнергию. Величина потребляемой энергии Э, кДж лишь на первый взгляд кажется незначительной, исходя из того, что время продолжительности контроля трубы 510 мин невелико. Но на величину Э влияют и другие параметры, что следует из формулы Э(Р)/(1000 в),где- объемный расход охлаждаемого воздуха, м 3/с Р - потери давления воздуха при обдуве трубы, Па- продолжительность работы вентилятора, с в 0,6 - КПД вентилятора. В стенде, реализующем способ, принято поперечное обтекание БРТ воздухом. Среди прочих схем обтекания трубы ей присущи наибольшие объемные расходы воздухаи потери давления РРах. Следует помнить и о низком КПД вентилятора. 4 12222 1 2009.08.30 2. Количество аккумулированной теплоты трубой в процессе ее нагрева греющим теплоносителем прямо пропорционально массе БРТ и в целом невелико. Принудительное обтекание трубы воздухом - это интенсивный процесс отвода теплоты, так как коэффициент теплоотдачи по оребренной стороне для режимов эксплуатации стенда составляет 1525 Вт/(м 2 К). Вследствие этого будет происходить быстрое охлаждение трубы до температуры окружающего воздуха 2, , и кривая изменения температурного перепада воздуха 22-2, С, во времени , с, то есть 2 окажется сжатой по оси абсцисс(по оси ). Стадия упорядоченного процесса охлаждения (участок ) может оказаться не четко выраженной, конечным итогом чего явится недостоверное значение темпа охлаждениятрубы, не соответствующее действительному для правильно поставленного опыта,обеспечивающего требования нестационарного процесса теплообмена между трубой и воздухом. 3. Для эксплуатации стенда контроля качества БРТ необходим источник греющего изотермического теплоносителя. Таковым является водяной пар, при конденсации которого внутри трубы температура остается постоянной, соответствующей данному давлению. Следовательно, необходимо подвести к стенду паровую магистраль от котельной, но, учитывая периодическую работу стенда, ее нужно перед каждым включением в работу продувать от скопившегося конденсата и прогревать с соответствующими потерями теплоты и теплоносителя. Возможен рядом со стендом монтаж электропарогенератора, что обеспечит автономность эксплуатации стенда и предположительно уменьшит затраты. В обоих случаях себестоимость БРТ возрастет. Необходимость в паре также усложняет процесс организации контроля качества и не способствует повышению производительности труда. 4. Не обеспечено надежное измерение температуры 2 воздушного потока после подогрева его трубой. Несмотря на многоспайность дифференциальной термопары, но все ее спаи смонтированы в одной гильзе, установленной в центре сечения выходного воздушного патрубка, но не в виде сетки, спаи которой размещены по поперечному сечению патрубка. Измеряется осевая температура вместо средней. Кроме этого, гильза со спаями термопары находится в нагретом потоке воздуха и одновременно состоит в лучистом теплообмене с внутренней поверхностью патрубка с отличающейся температурой. Изложенные факторы искажают достоверность измеряемого перепада 2. Задачей данного изобретения является энергосбережение и уменьшение капитальных затрат на установку, реализующую способ. Поставленная задача решается тем, что способ контроля качества механического соединения оребренной оболочки с несущей трубой в биметаллической трубе, включающий размещение биметаллической трубы или ее части в горизонтальном кожухе, подачу в биметаллическую трубу греющего теплоносителя постоянной температуры для нагрева биметаллической трубы выше температуры окружающего воздуха, прекращение подачи греющего теплоносителя путем последовательного закрывания вентилей на выходе и входе греющего теплоносителя в биметаллическую трубу, последующее обтекание ее снаружи воздушным потоком, измерение перепадов температур в промежутке времени от прекращения подачи греющего теплоносителя до полного его охлаждения в биметаллической трубе, по которым получают значения темпа охлаждения биметаллической трубе, по которым получают значения темпа охлаждения биметаллической трубы, сравнивают его с темпом охлаждения эталонной трубы и по результату сравнения судят о качестве механического соединения оребренной оболочки с несущей трубой, отличающийся тем, что используют горизонтальный теплоизолированный кожух с входной и выходной заслонками,нагрев биметаллической трубы производят с закрытыми входной и выходной заслонками,после прекращения подачи греющего теплоносителя, в качестве которого применяют воду,одновременно открывают входную и выходную заслонки на горизонтальном теплоизолированном кожухе, а измерение перепадов температур греющего теплоносителя на входе и выходе из биметаллической трубы с окружающим воздухом осуществляют в условиях 5 12222 1 2009.08.30 свободно-конвективного теплообмена биметаллической трубы с окружающим воздухом,причем высота горизонтального теплоизолированного кожуха составляет от 25 до 30 ,его ширина по высоте имеет одинаковую величину, которая от 5 до 10 мм больше , входная заслонка горизонтального теплоизолированного кожуха расположена на расстоянии от 3 до 5 от продольной оси биметаллической трубы, где- наружный диаметр биметаллической трубы, а темп охлаждения биметаллической трубы принимают равным средней арифметической сумме темпов охлаждения греющего теплоносителя на входе и выходе. Сформулированные отличительные признаки в совокупности позволяют положительно решить задачу изобретения. Применение свободно-конвективного теплообмена для охлаждения контролируемой трубы в горизонтальном теплоизолированном кожухе вместо вынужденного конвективного теплообмена позволяет отказаться в способе контроля от вентилятора с приводом и достижением соответствующего энергосбережения вследствие исключения потребления электроэнергии Э на процесс охлаждения. О величине энергосбережения можно судить по данным следующего расчета. Наибольшее промышленное применение в аппаратах имеют БРТ с длиной 4 м и коэффициентом оребрения 20,4. Геометрические параметры спиральных накатных алюминиевых ребер и несущей трубы из углеродистой стали по 1 таковы наружный диаметр ребер 57 мм высота, шаг и средняя толщина ребра 15,2 мм,2,5 мм,0,6 мм диаметр ребер по их основанию 0-226,6 мм наружный диаметр несущей трубы н 25 мм, а толщина ее стенки 2 мм. Принимаем ширину кожуха 6,5 мм 576,563,5 мм. В прототипе 3 скорость воздуха, подаваемого вентилятором, в сечении кожуха перед БРТ (свободное сечение) составляет 36 м/с, которая соответствует условиям эксплуатации промышленных теплообменников. Принимаем 4 м/с. Объемный расход воздуха через кожух, м 3/ск,где к - площадь поперечного сечения кожуха для движения воздуха, м 2. Тогда 440,06351,016 м 3/с. По 1 потери давления воздуха при обдуве контролируемой БРТ принудительным потоком Р 100 Па. Продолжительность работы вентилятора 120 с. Принимая КПД вентилятора в 0,6, по формуле (1) вычисляем количество потребленной энергии приводом вентилятора Э(1,016100120)/(10000,6)20,32 кДж. Дополнительное энергосбережение обеспечивается отказом от пара как греющего теплоносителя и применением однофазного теплоносителя, например воды, имеющей большее значение изобарной удельной теплоемкости срв 4,19 кДж/(кгК) среди прочих однофазных жидкостей. На производство пара необходимо затрачивать больше энергии по сравнению с нагревом воды. Кроме этого, паровое теплоснабжение стенда сопровождается потерями теплоты с продувкой паром коммуникаций и его конденсацией в них, невозвратом части конденсата к источнику генерации пара. Все это исключается при использовании водяной системы теплоснабжения. Сказанное демонстрируется нижеследующим расчетом. Масса 1 м БРТ равна 2,5 кг 1. Масса контролируемой трубы, кг М. В нашем случае М 2,5410 кг. Средневзвешенная удельная массовая теплоемкость контролируемой БРТ с 0,8 кДж/(кгК). Пусть конечная температура нагрева БРТ 270 С, а начальная ее температура равна температуре воздуха в цеху 118 С. Количество требуемой теплоты для нагрева трубы, кДж 6 Тогда т 100,8(70-18)416 кДж. Потребное количество водяного пара соответствующего давления, кгт/,(5) где- теплота парообразования, кДж/кг. Для пара давлением 0,1 МПа величина 2260 кДж/кг. Количество пара будет равно 416/22600,185 кг. Теплота, теряемая с невозвращенным конденсатом водяного пара, кДж псрвк,где к - температура конденсата, С. Для Р 0,1 МПа имеем к 100 С. В этом случае п 0,1854,1910077,5 кДж. Неучтенные потери теплоты с продувкой паром коммуникаций и его конденсацией в них оцениваем коэффициентом кн 1,25. Тогда величина окончательных потерь теплоты при паровом теплоснабжении стенда составит п 1,2577,596,9 кДж. Величина энергосбережения при контроле одной БРТ с 4 м в случае применения заявляемого способа, кДжЭ.(7) Применительно к рассматриваемому случаю 20,3296,9117,2 кДж. При известной длине БРТ, подлежащих контролю качества на конкретном предприятии, изложенным способом рассчитывается общая экономия энергии, а далее экономия в тоннах условного топлива. При сооружении промышленной установки (стенда) для контроля качества нет необходимости в парогенераторе, вентиляторе с электроприводом, конденсатоотводчике, паровой магистрали большой протяженности, что снижает капитальные затраты и при этом уменьшаются эксплуатационные затраты, связанные с обслуживанием установки. Применение свободно-конвективного теплообмена для охлаждения БРТ с водой в сравнении с вынужденным снижает интенсивность отвода теплоты. Коэффициент теплоотдачи оребренной трубы в неограниченном объеме воздуха при свободном его движении 2,54,0 Вт/(м 2 К). Чтобы продолжительность охлажденияне оказалась большей,чем требуется для обеспечения достоверности контроля и не снизилась производительность труда, труба размещается в горизонтальном теплоизолированном кожухе высотой от 25 до 30 и шириной, равной(510) мм, где- наружный диаметр ребер трубы. Кожух играет роль вытяжной трубы. Его геометрические параметры создают такие режимные условия движения охлаждающего воздуха, которые интенсифицируют теплоотдачу в 3,24 раза по оребренной стороне трубы и удовлетворяют изложенному выше требованию по величине . Расположение входной заслонки горизонтального теплоизолированного кожуха на расстоянии от 3 до 5 от продольной оси контролируемой трубы обеспечивает равномерную скорость воздуха перед трубой по всему поперечному сечению горизонтального кожуха. Выполнение кожуха теплоизолированным или изготавливаемого из малотеплопроводного материала, например текстолита, оргстекла, увеличивает самотягу воздуха, которая пропорциональна разности плотностей (2-2), где (2, 2) - плотность воздуха при его температуре на входе 2 и на выходе из кожуха 2, кг/м 3. В сравнении с прототипом способ имеет дополнительное преимущество, суть которого заключается в следующем. Теплота, аккумулированная массой БРТ, одинакова как при нагреве ее паром, так и водой. Однако в случае применения воды в качестве греющего теплоносителя последовательным закрытием выходного вентиля, а затем входного, внутренняя полость несущей трубы оказывается заполненной горячей водой, тем самым увеличивая теплоту аккумуляции, кДж, на величину 7 где- масса воды внутри несущей трубы БРТ, кг в - средняя температура горячей воды, С. Этой дополнительной составляющей аккумулированной теплоты нет при паровом нагреве. Следовательно, при прочих равных условиях, продолжительность охлаждения БРТ с водой будет большей по сравнению с паровым нагревом. Кривая изменения температурного перепада 1 в -2 будет более вытянутой по оси , чем при паровом нагреве. Стадия регулярного охлаждения (участок ) окажется однозначно определенной, что обеспечит повышение надежности контроля. Эта задача дополнительно достигается установкой горячих спаев дифференциальной термопары в потоке воды, что исключает влияние излучения на величину измеренного температурного перепада. Предложенное изобретение поясняется фиг. 1, 2. На фиг. 1 изображена установка, реализующая предлагаемый способ на фиг. 2 - то же, поперечный разрез. Установка содержит биметаллическую оребренную трубу 1, горизонтальный теплоизолированный кожух 2, выходную заслонку 3, выходной 4 и входной 10 трубопроводы греющего теплоносителя (воды), вентили 5 и 11 для отключения циркуляции греющего теплоносителя через оребренную трубу, дифференциальные термопары 6 и 9 для измерения температурного перепада между водой и окружающим воздухом на выходе и входе воды в оребренную трубу, входную заслонку 7, регистратор 8 температурных перепадов. Входной и выходной трубопроводы греющего теплоносителя (воды) выполнены гибкими из малотеплопроводной резины. Температура греющего теплоносителя на входе в оребренную трубу составляет в 5070 С. Горячие спаи дифференциальных термопар располагаются в трубопроводах греющего теплоносителя в середине их перед входным и выходным сечением биметаллической трубы. Холодные спаи этих термопар находятся во входном сечении горизонтального теплоизолированного кожуха в потоке воздуха. Контроль качества механического соединения предлагаемым способом в условиях регулярного теплового режима осуществляется следующим образом. Контролируемую биметаллическую оребренную трубу 1 промышленной длины или ее часть устанавливают в горизонтальном кожухе 2, подсоединяют к концам трубы гибкие входной 10 и выходной 4 трубопроводы греющего теплоносителя (воды) с размещенными в них горячими спаями дифференциальных термопар 9 и 6, холодные спаи которых находятся в воздушном потоке перед входной заслонкой 7 горизонтального кожуха. Далее закрывают входную заслонку 7 и выходную 3 на кожухе. Открывают вентили 11 и 5 на трубопроводах греющего теплоносителя, которые до пуска установки находятся в закрытом положении, и нагревают биметаллическую трубу выше температуры окружающего воздуха. Затем сначала закрывают выходной вентиль 5, далее закрывают входной вентиль 11 и после этого прекращают подачу греющей воды, далее одновременно открывают заслонки 7 и 3 на горизонтальном теплоизолированном кожухе и начинается свободное-конвективное подъемное движение воздуха в направлении выходной заслонки 3, который охлаждает биметаллическую оребренную трубу с находящейся в ней греющей водой. Одновременно с открытием заслонок осуществляют включение регистратора 8 для записи изменения перепада температургреющего теплоносителя (воды) и окружающего воздуха во входном и выходном сечениях биметаллической трубы во временидифференциальными термопарами 9 и 6, например, многоточечным самопишущим потенциометром КСП-4, определяют в области регулярного теплового режима по кривой изменения перепада температур(участок ) темп охлаждения греющего теплоносителя (воды), который адекватен темпу охлаждения биметаллической оребренной трубы 1, С/с 1(1-2)/(2-1),12222 1 2009.08.30 где 1, 2 - температурные перепады воды и воздуха на входе в трубу, С, в моменты времени 1 и 2, с 1, 2 - то же на выходе из трубы в те же моменты времени 1, и 2. Определяют средний темп охлаждения греющего теплоносителя (воды) контролируемой биметаллической оребренной трубы 1 к 0,5 (12) и сравнивают с величиной темпа охлаждения э эталонной биметаллической оребренной трубы, испытанной предварительно на этой же установке. В случае кэ, биметаллическая труба удовлетворяет требованиям качества механического соединения оребренной оболочки с несущей трубой в биметаллической трубе. При невыполнении неравенства труба бракуется. Стадия охлажденияили неупорядоченный режим является нерабочей для оценки качества механического соединения. Изобретение может быть использовано заводами-изготовителями биметаллических оребренных труб. Источники информации 1. Бессонный А.Н., Дрейцер Г.А., Кунтыш В.Б. и др. Основы расчета и проектирования теплообменников воздушного охлаждения Справочник / Под общ. ред. В.Б.Кунтыша,А.Н.Бессонного. - СПб. Недра, 1996. - С. 89-104 254-272. 2. Патент РФ 2211422, МПК 4281/00,01 К 17/08, 2004. 3. А.с. 1601492 СССР, МПК 4281/00, 1990 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 9
МПК / Метки
МПК: F28D 1/00, G01K 17/00
Метки: биметаллической, трубе, соединения, контроля, механического, оболочки, качества, несущей, трубой, оребренной, способ
Код ссылки
<a href="https://by.patents.su/9-12222-sposob-kontrolya-kachestva-mehanicheskogo-soedineniya-orebrennojj-obolochki-s-nesushhejj-trubojj-v-bimetallicheskojj-trube.html" rel="bookmark" title="База патентов Беларуси">Способ контроля качества механического соединения оребренной оболочки с несущей трубой в биметаллической трубе</a>
Стенд для контроля качества механического соединения ребристой оболочки с несущей трубой в биметаллической трубе
Номер патента: U 3204
Опубликовано: 30.12.2006
Авторы: Мулин Виктор Петрович, Кунтыш Владимир Борисович, Санкович Евгений Савельевич
МПК: G01K 17/08, F28D 1/00
Метки: ребристой, биметаллической, контроля, оболочки, качества, стенд, трубой, трубе, механического, несущей, соединения
Текст:
...качества по величине ТКС, возникающего в условиях передаваемого через стенку двухслойной трубы радиального теплового потока.Известны способы контроля 2 качества механического соединения оребренной оболочки с несущей трубой в БРТ И стенд для его реализации 3, в котором измерение ТКС осуществляется в условиях регулярного теплового охлаждения трубы. В процессе охлаждения контролируемой трубы, расположенной в кожухе стенда, регистрируют перепад...
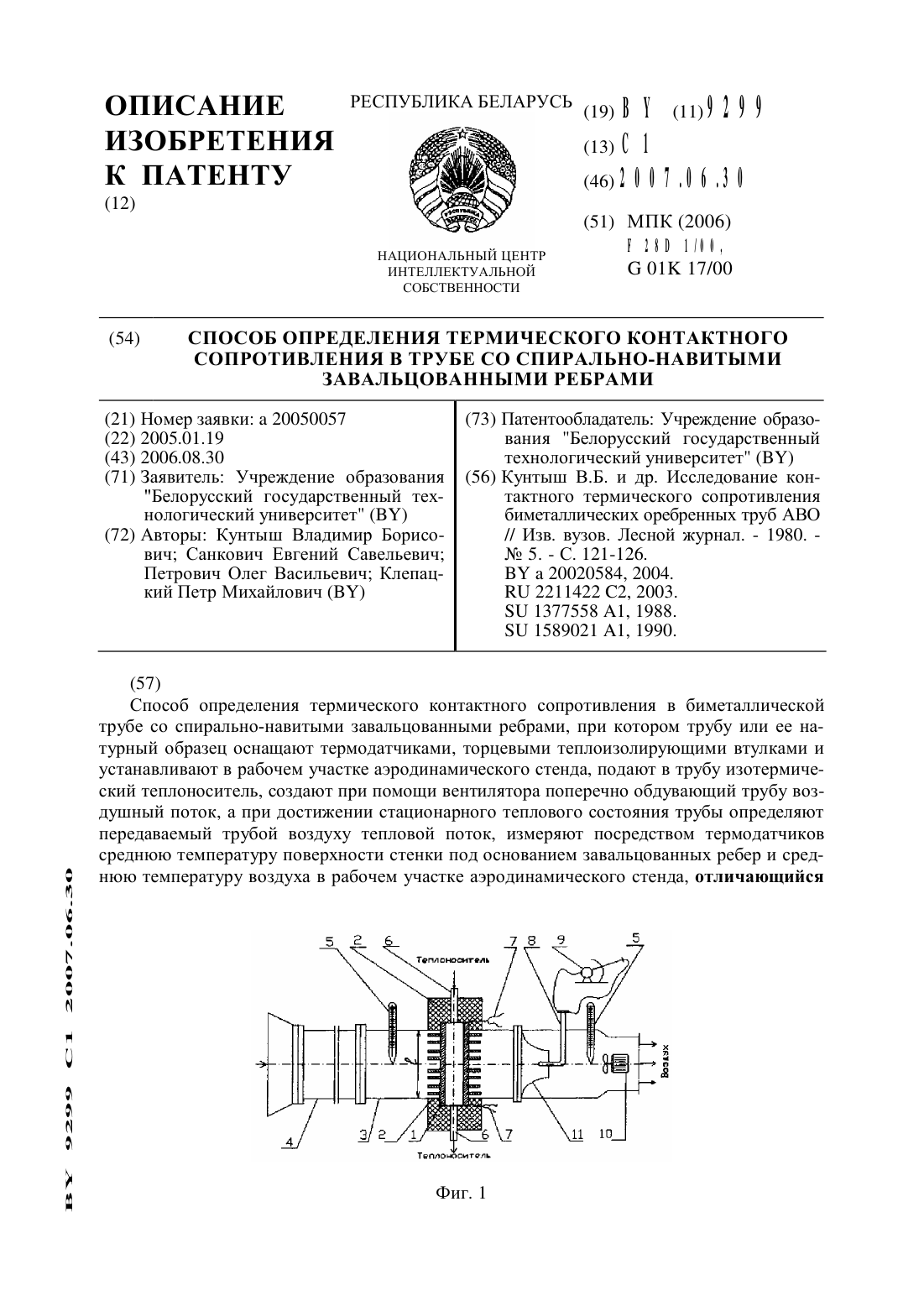
Способ определения термического контактного сопротивления в трубе со спирально-навитыми завальцованными ребрами
Номер патента: 9299
Опубликовано: 30.06.2007
Авторы: Санкович Евгений Савельевич, Петрович Олег Васильевич, Клепацкий Петр Михайлович, Кунтыш Владимир Борисович
МПК: G01K 17/00, F28D 1/00
Метки: трубе, контактного, завальцованными, термического, способ, сопротивления, определения, спирально-навитыми, ребрами
Текст:
...трубы теплоизолирован с противоположных концов, что обеспечивает радиальное направление теплового потока.Недостатками этого способа являются невозможность применения для определения ТКС контактируемь 1 х цилиндрических поверхностей с тонкими стенками, толщина которых или одной из них одного порядка с диаметром электродов термодатчиков, уменьшение контактного давления против начального по условиям заводского изготовления ребристой оболочки...
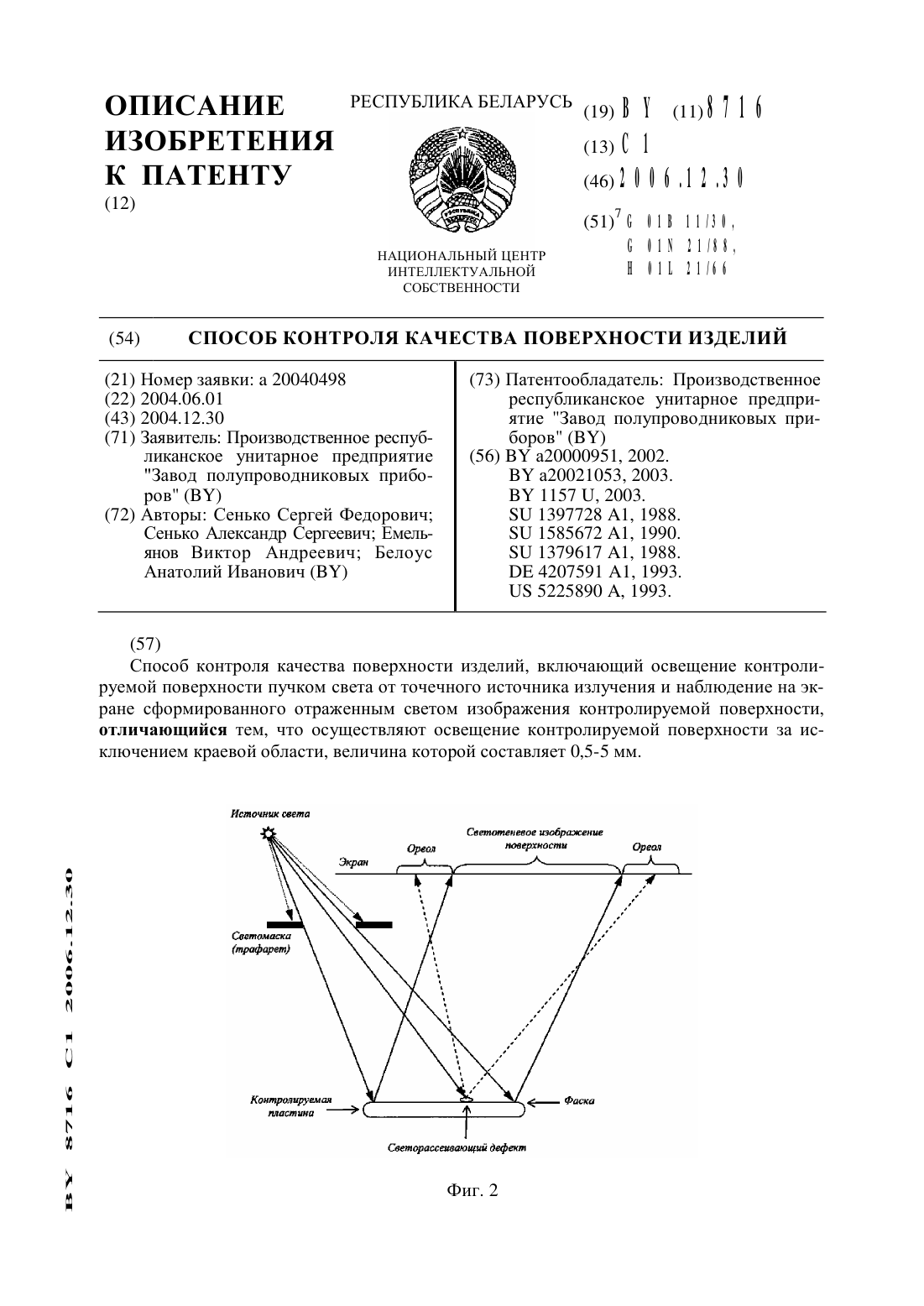
Способ контроля качества поверхности изделий
Номер патента: 8716
Опубликовано: 30.12.2006
Авторы: Емельянов Виктор Андреевич, Сенько Сергей Федорович, Сенько Александр Сергеевич, Белоус Анатолий Иванович
МПК: H01L 21/66, G01B 11/30, G01N 21/88...
Метки: качества, контроля, поверхности, изделий, способ
Текст:
...несовершенства поверхности, являющиеся важным показателем качества контролируемых поверхностей. Они приводят к диффузному рассеянию света и не могут быть идентифицированы.В результате при использовании способа-прототипа контроль качества поверхности в ряде случаев оказывается недостаточно объективным. Причиной этого является недостаточно высокое качество получаемой светотеневой Картины, обусловленное наложением зеркально и диффузно...
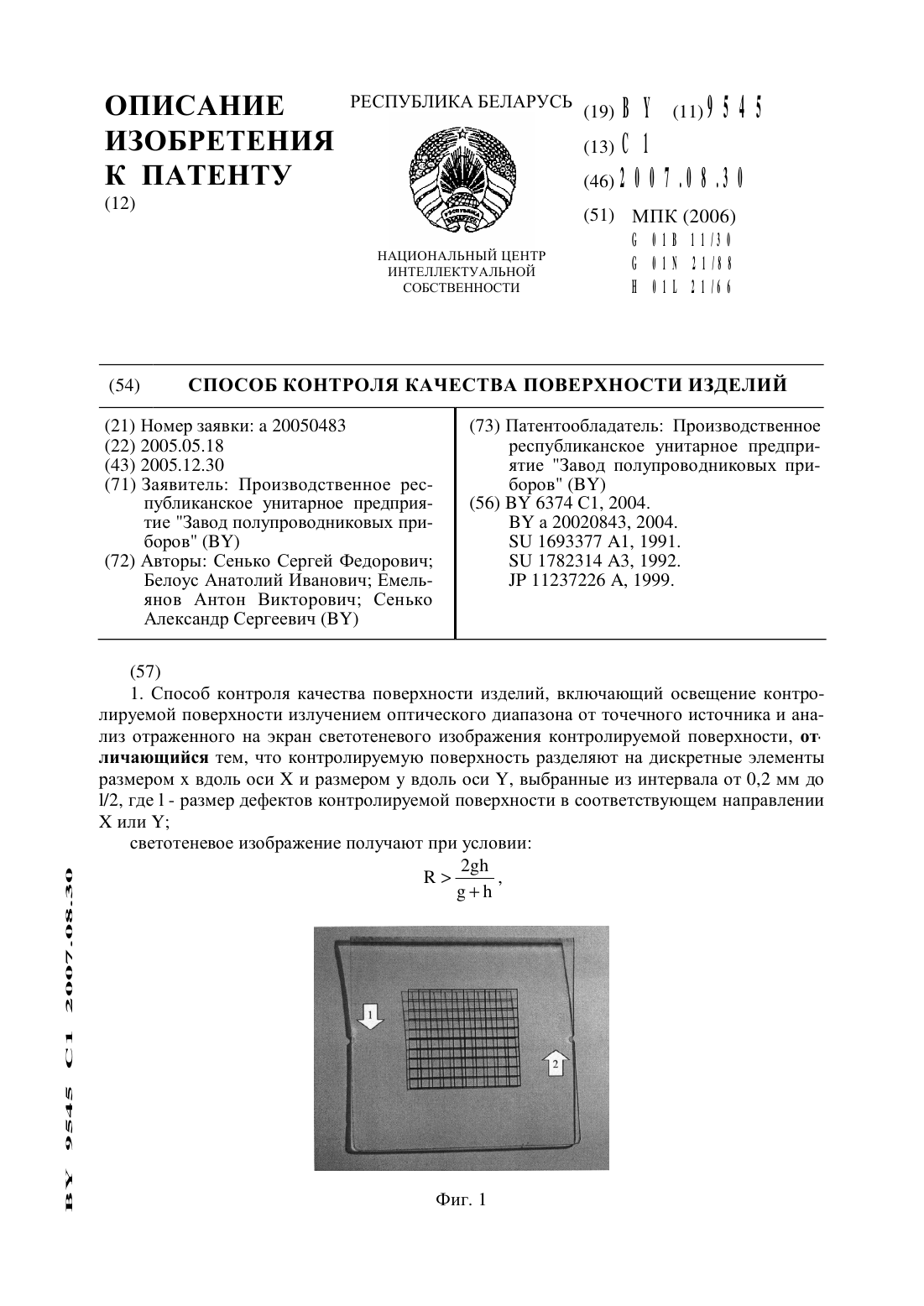
Способ контроля качества поверхности изделий
Номер патента: 9545
Опубликовано: 30.08.2007
Авторы: Белоус Анатолий Иванович, Сенько Сергей Федорович, Емельянов Антон Викторович, Сенько Александр Сергеевич
МПК: G01N 21/88, H01L 21/66, G01B 11/30...
Метки: качества, способ, изделий, поверхности, контроля
Текст:
...оптического диапазона от точечного источника и анализ отраженного на экран светотеневого изображения 4.При Контроле поверхности согласно способу-прототипу свет от точечного источника направляют на контролируемую поверхность, а отраженный световой поток - на экран. Наличие дефектов поверхности приводит К локальному изменению угла отражения падающего света, что проявляется в изменении интенсивности освещения соответствующих этим дефектам...
Способ контроля качества обработки пласта
Номер патента: 82
Опубликовано: 30.09.1994
Авторы: Макеев Г. А., Санников В. А.
МПК: E21B 43/00
Метки: качества, способ, контроля, пласта, обработки
Текст:
...индикатора к скважинам А и В происходит раздельно по высоко- и среднепроницаемым каналам а общее количество вынесенного индикатора за 250 сут. наблюдения составляет всего 73.5 кгили 1.47 от общего количества закаченного в пласт индикатора. Независимо от потерь индикатора в пласте за счет адсорбции. а также оттока его в законтурную зону небольшие порции меченой жид кости- достигли забоев добывающих СКБЗЖИН ПО отдельным...
Предыдущий патент: Пневматическая машина для уборки фрезерного торфа
Следующий патент: Вальцовое устройство для обработки скашиваемых трав
Случайный патент: Картофелекопатель