Стенд для контроля качества механического соединения ребристой оболочки с несущей трубой в биметаллической трубе
Номер патента: U 3204
Опубликовано: 30.12.2006
Авторы: Мулин Виктор Петрович, Кунтыш Владимир Борисович, Санкович Евгений Савельевич
Текст
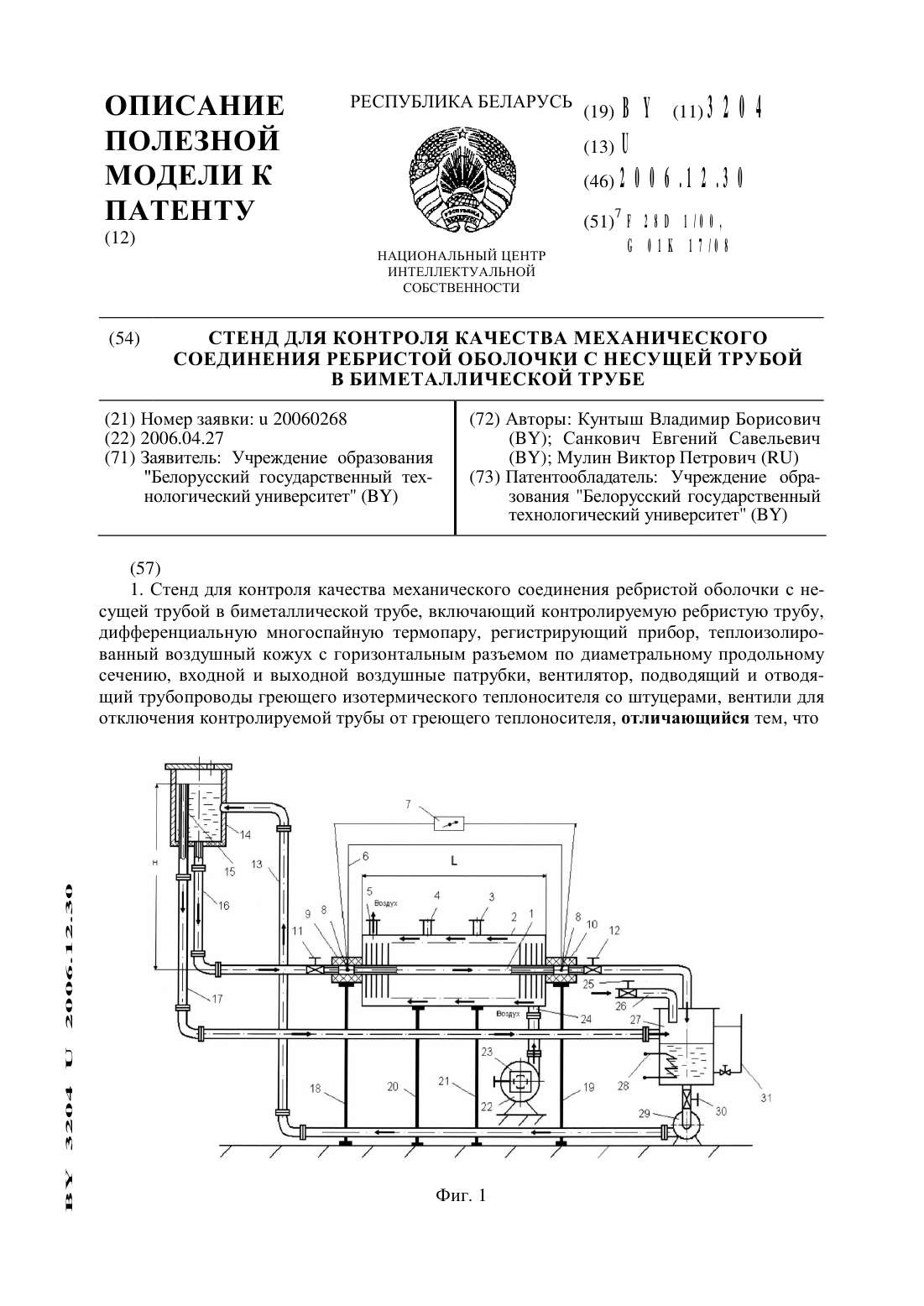
кожух выполнен цилиндрическим с внутренним диаметром, большим наружного диаметра ребер трубы, и длиной, равной наибольшей из длин контролируемых труб, при этом количество патрубков для выхода воздуха соответствует количеству длин контролируемых труб и каждый из этих патрубков расположен от входного патрубка на расстоянии длины трубы с перекрытием воздушного поперечного сечения кожуха в этом месте разъемным по диаметральному сечению кольцевым теплоизолирующим диском, а контролируемая труба соосно установлена в кожухе с движением внутри ее горячей воды, во входном и выходном штуцерах которой расположены спаи дифференциальной термопары, при этом постоянная скорость воды непрерывно обеспечивается баком равного напора с переливной трубой, соединенной со сборным водяным баком, постоянная температура в котором поддерживается регулируемым электроподогревателем, и далее водяным насосом по обратному трубопроводу подается в бак равного напора.2. Стенд для контроля качества по п. 1, отличающийся тем, что движение горячей воды и воздуха в кожухе противоточное.3. Стенд для контроля качества по п. 1, отличающийся тем, что водяной насос установлен ниже сборного бака горячей воды.4. Стенд для контроля качества по п. 1, отличающийся тем, что наружный диаметр кольцевого диска равен внутреннему диаметру кожуха, а внутренний диаметр диска равен наружному диаметру трубы у основания ребер, а толщина диска назначается не большей межреберного расстояния в свету.5. Стенд для контроля качества по п. 1, отличающийся тем, что неконтролируемая часть трубы не требует ее теплоизоляции по воздушной стороне.6. Стенд для контроля качества по п. 1, отличающийся тем, что контролируемая труба установлена в кожухе на промежуточных опорах.7. Стенд для контроля качества по п. 1, отличающийся тем, что выход воздуха из кожуха всегда осуществляется по одному патрубку при заглушенных остальных.1. Бажан П.И., Каневец Г.Е., Селиверстов В.М. Справочник по теплообменным аппаратам. - М. Машиностроение, 1989. - С. 62-70.2. А.с. СССР 1601492 МКИ 4 Р 2813 1/00. Способ контроля качества механического соединения оребренной оболочки с несущей трубой в биметаллической трубе / Г.А. Марголин, В.Б. Кунтыш, В.И. Мелехов, П.И. Потеряев, К.А. Варма, Х.А. Таммик. Заявлено 25.11.88. Опубл. 23.10.90. Бюл.149 39.3. Метод контроля надежности механического контакта в биметаллических оребренных трубах / В.Б. Кунтыш, В.И. Мелехов, К.А. Варма, Г.А. Марголин, Х.А. Таммик // Информационный листок о научно-техническом достижении Не 89-6. Архангельский ЦНТИ,1989. - С 1-4.4. А.с. СССР 1236298 МКИ 4 2813 1/ОО, 6 О 1 К 17/08. Способ контроля качества меха нического соединения оребренной оболочки с несущей трубой в биметаллической трубе / Г.А. Марголин, В.Б. Кунтыш, В.И. Мелехов, К.А. Варма, Т.А. Тальвинг. Заявлено5. Стенд для контроля качества контакта в биметаллических оребренных трубах / В.Б. Кунтыш, В.И. Мелехов, Г.А. Марголин, В.Е. Вайсман // Химическое и нефтяное машиностроение. - 1988. - Не 12. - С. 7-9 (прототип).Полезная модель относится к тепловым измерениям и предназначена для контроля качества изготовления биметаллических ребристых труб (БРТ) рекуперативных газожидкостных теплообменников общего назначения.Биметаллическая ребристая труба 1 конструктивно представляет несущую трубу,выполненную из стали или Цветных металлов (меди, латуни, мельхиора) и механически соединенную с ней ребристую оболочку из высокотеплопроводного материала, как правило алюминия. Отсутствие гомогенной (металлургической) связи между ребристой оболочкой и поверхностью несущей трубы в случае передачи теплового потока трубой обуславливает появление дополнительного термического сопротивления, называемого термическим контактным сопротивлением (ТКС). Это основной недостаток БРТ.Типичными представителями газожидкостных теплообменников из БРТ являются теплообменные секции аппаратов воздушного охлаждения (АВО), обеспечивающие надежное функционирование топливно-энергетического комплекса Республики Беларусь,России и других стран СНГ. Это АВО природного газа на компрессорных станциях магистральнь 1 х газопроводов, АВО продуктов разделения нефти на составляющие компоненты(бензин, керосин, дизельное топливо, мазут и т.д.) на нефтеперерабатывающих заводах. На производство новых АВО и ремонт действующих в 2005 году было изготовлено не менее 1,1 млн. метров БРТ с алюминиевой ребристой оболочкой. Такие БРТ применяют в калориферах систем вентиляции и кондиционирования воздуха, сушильных установок,котельных установок для предварительного подогрева воздуха, в конденсаторах крупных холодильных машин, в теплообменниках воздушно-отопительных установок, в теплотрубных теплообменниках-утилизаторах теплоты вентиляционных выбросов.При нарушении технологического режима изготовления БРТ, износа накатного и закатного инструментов, некачественно подготовленной поверхности контакта несущих труб величина ТКС превышает нормативно допустимую, что в конечном итоге сопровождается значительными экономическими потерями. В качестве примера рассмотрим работу компрессорной станции из АВО с ухудшенными тепловыми характеристиками БРТ. Возрастает недоохлаждение газа на выходе из АВО перед закачкой его в газопровод, возрастает его температура, и пропускная способность газопровода снижается на десятки тысяч м 3 с соответствующей потерей прибыли в денежном выражении. Аналогичная картина может возникнуть на нефтеперерабатывающем предприятии в случае установки на ректификационнь 1 х колоннах АВО из труб с неудовлетворительным качеством механического соединения ребристой оболочки с несущей трубой. Производительность технологической линии по конечному продукту окажется заниженной вследствие меньшего теплового потока, отводимого АВО, против проектного. Подобные ситуации имеют место и в вентиляционных системах, когда из-за увеличенного ТКС против допускаемого снижается температура воздуха за калориферами, и персонал предприятия (учреждения) оказывается под воздействием некомфортных температурных условий, воздействующих на здоровье. Влияние низкого качества изготовления БРТ проявляется здесь опосредованно и определить экономические потери в денежном выражении затруднительно. Изложенное указь 1 вает на исключительную актуальность задачи создания эффективных устройств контроля качества изготовления БРТ, а в идеальном случае - 100 контроля труб, поступающих на сборку теплообменников, особенно предназначенных для обеспечения устойчивой работы жизненно важных отраслей народного хозяйства. Наружный визуальный осмотр БРТ не позволяет оценить качество изготовления трубы, так как при недостаточной плотности механического контакта соединяемых цилиндрических поверхностей возникают в этой зоне макро- и микропустоты, заполненные воздухом, невидимые глазом при контроле. Количество металлических пятен, непосредственно находящихся в контакте, уменьшается, и с учетом низкой теплопроводности воздуха увеличивается ТКС и снижается тепловой поток контактной зоны.Методы контроля качества механического соединения поверхностей в БРТ и устройств для их реализации непрерывно совершенствуются и наибольшее развитие получили прямые тепловые способы контроля качества по величине ТКС, возникающего в условиях передаваемого через стенку двухслойной трубы радиального теплового потока.Известны способы контроля 2 качества механического соединения оребренной оболочки с несущей трубой в БРТ И стенд для его реализации 3, в котором измерение ТКС осуществляется в условиях регулярного теплового охлаждения трубы. В процессе охлаждения контролируемой трубы, расположенной в кожухе стенда, регистрируют перепад температур воздушного потока на входе и выходе из кожуха во времени и определяют темп охлаждения ш трубы в области регулярного теплового режима, который сравнивают с величиной темпа охлаждения шэ эталонной БРТ, и судят о Качестве механического соединения. Из теории регулярного режима известно, что при сохранении всех условий опыта увеличение ТКС должно приводить к уменьшению темпа ш регулярного охлаждения трубы. Несмотря на очевидные достоинства этого способа (простота реализации, небольшая продолжительность рабочей стадии опыта по определению ш - 5 7 мин, низкое электропотребление приводом вентилятора и небольшой расход тепловой энергии на прогрев БРТ), имеются существенные недостатки, вследствие которых он пока не востребован заводами-изготовителями БРТ и теплообменников из них, а также промышленными предприятиями-потребителями указанных теплообменников. Теоретические основы этого способа требуют сохранения стабильных параметров воздушного потока в кожухе стенда,в частности равномерного распределения температуры и скорости в поперечном сечении набегающего на трубу воздуха. Анализ конструкции стенда показывает, что разные участки БРТ охлаждаются в неизотермической воздушной струе и обтекаются воздухом с различными углами атаки, а значит коэффициент теплоотдачи по оребренной стороне непостоянен вдоль трубы. Усложнена проблема достоверной регистрации температуры воздушного потока после его подогрева трубой, так как рабочий спай дифференциальной термопары, свободно висящий в горячем потоке воздуха, одновременно оказывается в лучистом теплообмене с теми элементами установки, температура которых значительно отличается от температуры воздушного потока. На кривой изменения температурного перепада воздуха А Цт) на трубе во времени, записываемого автоматическим прибором,требуется определенный навык и уровень практической подготовки специалиста для правильного выбора участка регулярного теплового режима охлаждения БРТ, иногда не ярко выраженного. И здесь вступает в действие интуиция обработчика результатов опыта для вычисления ш, субъективный человеческий фактор. Заключение о качестве изготовления трубы может быть неадекватным действительным условиям. Расчеты показывают, что случайные значения темпа ш могут достигать 1 О 15 .Известен способ 4 контроля качества механического соединения БРТ и стенд (устройство) 5 для его реализации, который является наиболее близким к заявляемому по технической сущности и достигаемому результату и принят нами за прототип. Контроль качества осуществляется в режиме стационарного теплового состояния БРТ, расположенной в воздушном кожухе стенда, путем измерения перепада температур А, С, воздушного потока на контролируемой трубе и сравнения его с перепадом температур А 3, С,полученным при контроле эталонной трубы. По результатам сравнения определяют качество механического соединения оребренной оболочки с несущей трубой. При А Аэ соединение хорошее, при А м А 3 - удовлетворительное, при А А 3 - неудовлетворительное (брак). Этот способ и реализованный стенд являются наиболее оправданными, так как основное достоинство заключается в полном воспроизведении штатных условий эксплуатации металлических ребристых труб в промышленных теплообменниках, например,АВО. Важным преимуществом была возможность контролировать на стенде качество механического соединения части длины трубы, неотделимой от контролируемой трубы. Эти факторы предопределили введение анализируемого способа 4 в ОСТ 26-02-1309-87 Аппараты воздушного охлаждения. Общие технические условия Минхиммаша СССР пунктом 4.2, а стенд по нему был внедрен на заводе БОРХИММАШ (г. Борисоглебск),Бугульминском механическом заводе (Республика Татарстан), Таллиннском машиностроительном заводе им. Лауристина.Стенд включает следующие основные узлы И детали разъемный по продольному диаметральному сечению кожух горизонтального расположения входной и выходной воздушные патрубки вентилятор, контролируемую оребренную трубу Штуцеры для подключения оребренной трубы К водяному пару (греющий теплоноситель) и отвода конденсата пара дифференциальную термопару с расположением спаев в воздушном потоке регистрирующий прибор э.д.с. термопары. Несмотря на ряд достоинств, отмеченных вь 1 ше, устройство (конструкция) стенда обладает существенными недостатками.1. Необоснованно большое потребление электроэнергии приводом вентилятора, которое не вытекает из необходимого условия контроля качества как обязательное, а вызвано примененной конструкцией кожуха, предусматривающего перпендикулярное обтекание воздухом БРТ. Потребляемая приводом вентилятора мощность, кВтМВ У-Ар / (пв 1 О 3)з (1) где У - объемный расход воздуха через кожух, мз/сАр - общие потери давления по тракту движения воздуха, ПаУ ш-фр, (2) где ш - скорость воздуха во фронтальном (перед трубой) сечении кожуха, м/с фр - площадь фронтального сечения кожуха, м 2. Значения Гфр, м 2, вычисляются как фр Ь-Ь, (3) где Ь, Ь - соответственно ширина и длина кожуха, м.Длина кожуха Ь равна длине контролируемой трубы и остается в конструкции кожуха неизменной. Поэтому даже при Ь ЬВВВ (1 (наружный диаметр ребра) расход воздуха У всецело предопределен размером Ь сопзг. Следовательно, У Г(Ь) и является нерегулируемой величиной с ее наибольшим значением из-за выбранной схемы обтекания воздухом трубы, т.е. при таком течении воздуха У УШВВ среди прочих схем и МВ МВ шах.2. При контроле качества БРТ некоторой части ее длиной 1 Ь потребляемая мощность МВ остается практически прежней, т.е. равной МВ при контроле трубы длиной Ь. Но в этом случае не требуется обдува воздухом теплоизолированной части трубы длиной (Ь-1). Перерасход электроэнергии очевиден.3. Конструкцией кожуха априори предопределен контроль качества труб одной длины. Однако на любом предприятии по производству БРТ и теплообменников из них технологическим процессом предусматривается как минимум изготовление труб трех длин. Например, на заводах-изготовителях теплообменных секций АВО длина БРТ, одновременно находящихся в производстве, составляет Ь 3, 4, 6, 8 м. Таким образом, данное конкретное предприятие должно иметь 4 стенда, что требует значительных капитальных затрат на их сооружение и эксплуатационных расходов на контроль качества. Эти затраты увеличивают себестоимость труб, поступающих на сборку АВО.4. Значителен расход тепловой энергии при контроле качества труб, никак не обусловленный способом контроля. Греющим теплоносителем является водяной пар, давление которого не меньше атмосферного, а значит температура его м 100 С. Практически же температура пара должна быть несколько больше, хотя бы 104 105 С, т.е. пар перегрет и перегрев снимается в подводящем паропроводе, чем обеспечивается надежность контроля. Но для проведения контроля достаточно превышение температуры пара над температурой воздуха перед трубой (в цехе) на 40 50 С. Следовательно, достаточной температурой пара является ее значение, равное 60 70 С при температуре воздуха 20 С. Отсюда и перерасход теплоэнергии.Гипотетически возможно получить пар указанной температуры, но для этого стенд по паровому тракту должен быть под разряжением. Для поддержания разряжения требуются
МПК / Метки
МПК: F28D 1/00, G01K 17/08
Метки: трубе, соединения, трубой, оболочки, ребристой, биметаллической, контроля, стенд, механического, качества, несущей
Код ссылки
<a href="https://by.patents.su/15-u3204-stend-dlya-kontrolya-kachestva-mehanicheskogo-soedineniya-rebristojj-obolochki-s-nesushhejj-trubojj-v-bimetallicheskojj-trube.html" rel="bookmark" title="База патентов Беларуси">Стенд для контроля качества механического соединения ребристой оболочки с несущей трубой в биметаллической трубе</a>
Стенд для неразрушающего контроля компрессоров с эффектом перезапуска в “горячем состоянии”

Номер патента: 5418
Опубликовано: 30.09.2003
Авторы: Шустов Юрий Владимирович, Шамрук Александр Александрович
МПК: F04B 51/00
Метки: эффектом, горячем, перезапуска, стенд, состоянии, компрессоров, неразрушающего, контроля
Текст:
...компрессоров с эффектом перезапуска в горячем состоянии,на фиг. 2 - структурная блок-схема станции управления стенда для неразрушающего контроля компрессоров с эффектом перезапуска в горячем состоянии. Стенд для неразрушаюшего контроля компрессоров с эффектом перезапуска в горячем состоянии состоит из стола 1, на который устанавливаются компрессоры 2. Компрессоры подключают к разъемам 3 подключения, которые соединены со станцией управления...
Магнитный датчик для контроля качества термообработки и магнитной анизотропии

Номер патента: U 2204
Опубликовано: 30.09.2005
Авторы: Загорский Иван Евгеньевич, Косовец Сергей Александрович, Гусев Александр Петрович
МПК: G01N 27/72
Метки: магнитной, датчик, термообработки, анизотропии, магнитный, контроля, качества
Текст:
...роторной обмоткой вращающегося трансформатора. Кроме того, направление максимальной 2 22042005.09.30 чувствительности одного из элементов сориентировано параллельно рабочей поверхности магнита и плоскости соединения секторов магнита, а направление максимальной чувствительности второго элемента - перпендикулярно плоскости соединения секторов магнита. По результатам регистрации ЭДС от магниточувствительных элементов за период вращения...
Устройство контроля параметров качества электроэнергии
Номер патента: U 383
Опубликовано: 30.12.2001
Авторы: Кудлай Евгений Андреевич, Короленко Владимир Анатольевич, Онисимов Александр Валерьевич, Нагорный Дмитрий Олегович
МПК: G01R 19/25
Метки: параметров, устройство, качества, электроэнергии, контроля
Текст:
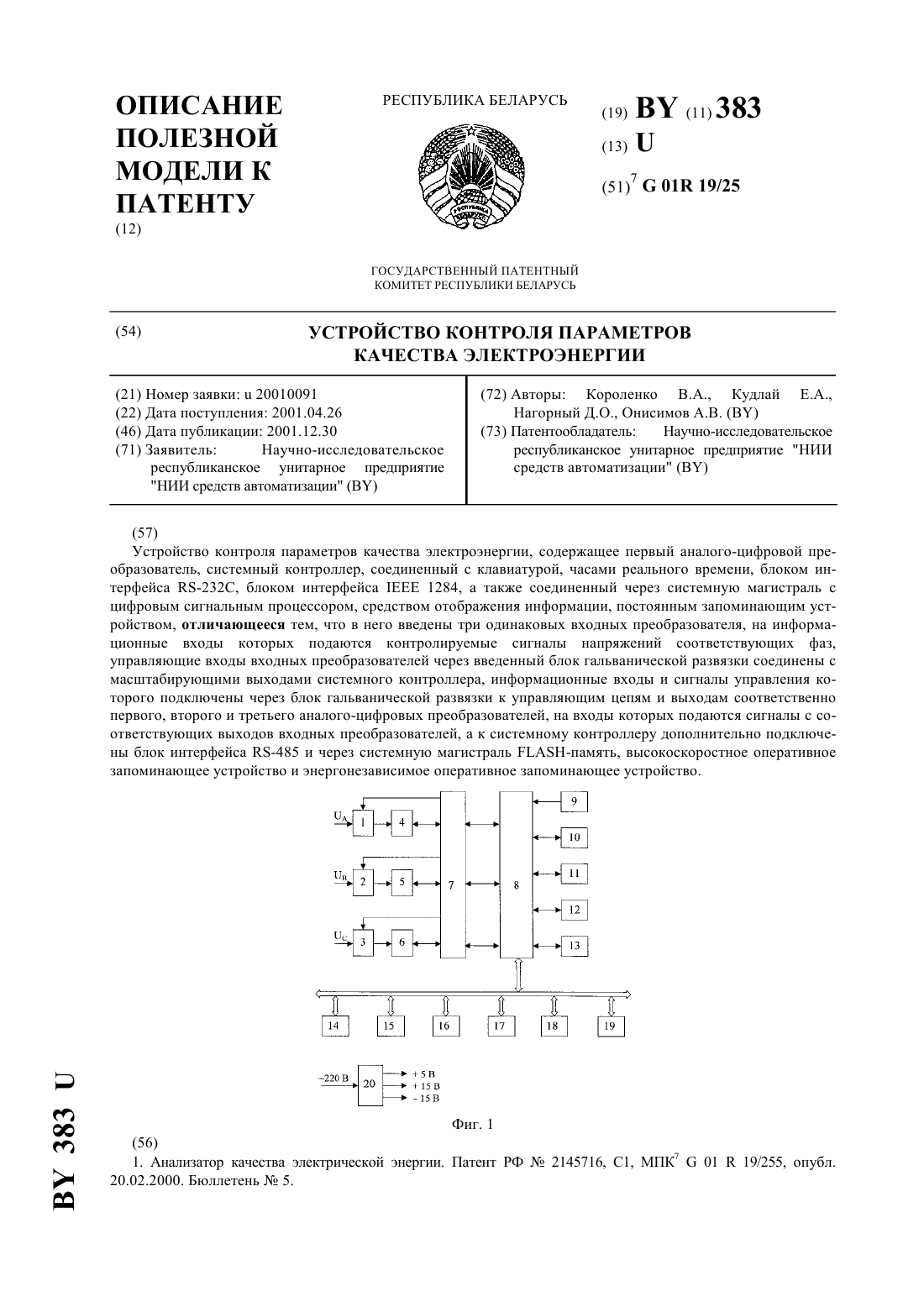
...сети. Предлагаемое решение позволит расширить номенклатуру средств измерений параметров качества электроэнергии. Указанный технический результат достигается тем, что в устройство контроля параметров качества электроэнергии, содержащее первый аналого-цифровой преобразователь, системный контроллер, соединенный с клавиатурой, часами реального времени, блоком интерфейса -232, блоком интерфейса 1284, а также соединенный через системную...
Устройство контроля качества покрытий по продолжительности микроплазмоискровой обработки

Номер патента: U 2601
Опубликовано: 30.04.2006
Авторы: Чигринов Вадим Витальевич, Чигринов Виталий Евгеньевич, Павлова Виктория Сергеевна, Дроздов Александр Валентинович, Чигринова Наталья Михайловна
МПК: B23H 11/00
Метки: качества, микроплазмоискровой, обработки, устройство, продолжительности, покрытий, контроля
Текст:
...сигнала, излучаемого искрой, содержащее призму и преобразователь на фотодиодах для преобразования световых сигналов в электрические с последующей их обработкой на микропроцессорном блоке 2. К недостаткам такого устройства относится использование большого количества фотодиодов, что значительно усложняет электронную схему приема и обработки сигнала, а также алгоритм обработки, несовершенство преобразования световых сигналов в электрические. Это...
Устройство для контроля качества поверхности изделий
Номер патента: U 1157
Опубликовано: 30.12.2003
Авторы: Белоус Анатолий Иванович, Сенько Сергей Федорович, Емельянов Виктор Андреевич, Сенько Александр Сергеевич
МПК: G01B 9/00
Метки: поверхности, изделий, качества, устройство, контроля
Текст:
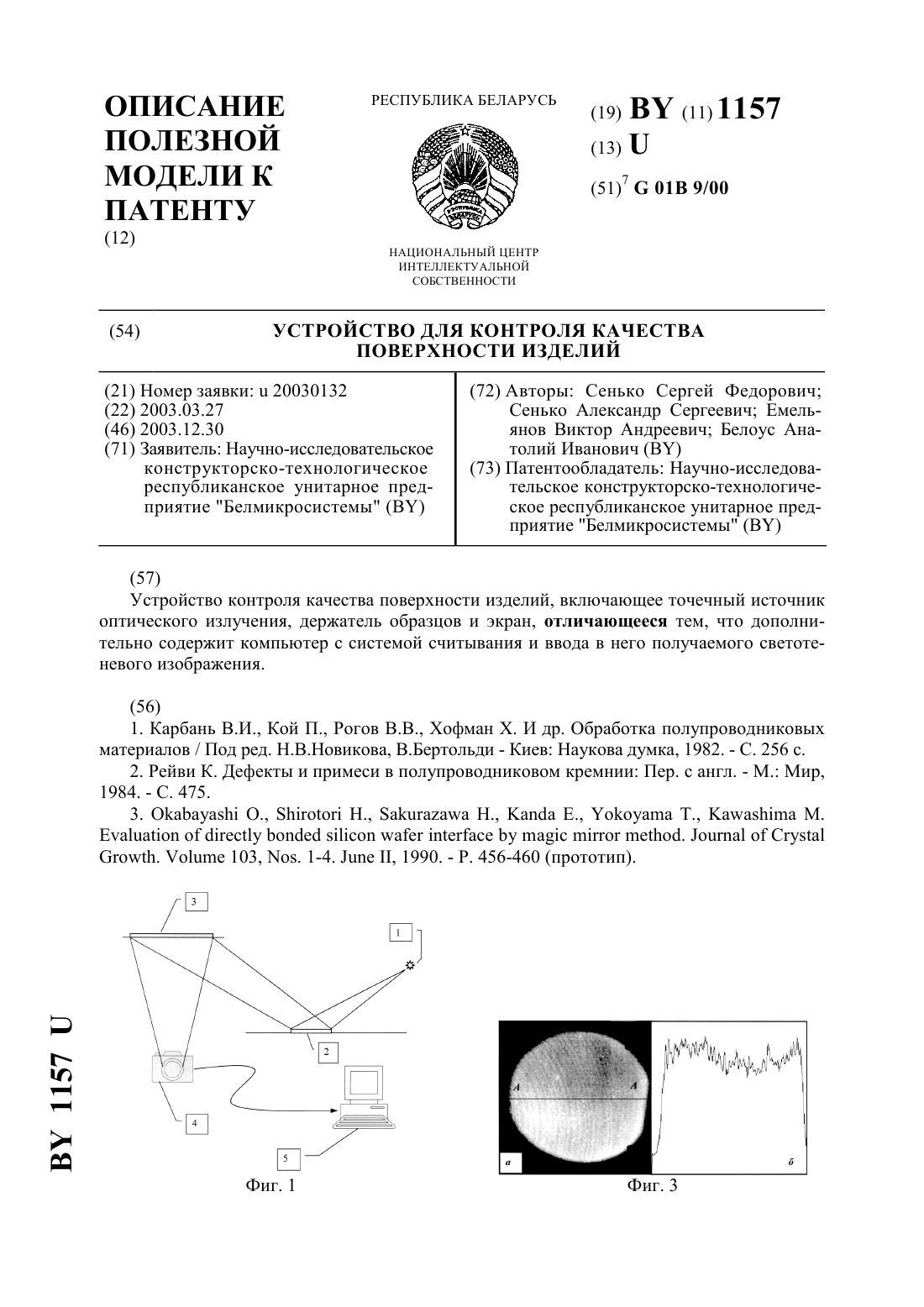
...изображение наблюдаемой светотеневой картины. Программное обеспечение и стандартная комплектация цифровых фотоаппаратов позволяют тут же ввести изображение в компьютер. Далее следует компьютерная диагностика полученных изображений с помощью специально разработанной программы анализа изображений. Ее суть заключается в измерении яркости каждой точки изображения путем присвоения номера ее цвета в серой цветовой палитре. На основании проведенных...
Предыдущий патент: Делитель потока
Следующий патент: Устройство для доставки горной массы по грузовому стволу
Случайный патент: Лестница