Технологическая линия для изготовления заготовки волновода для внутрисосудистой тромбоэктомии тромбов и тромбоэмболов
Номер патента: U 9134
Опубликовано: 30.04.2013
Авторы: Паршуто Александр Эрнстович, Шелег Валерий Константинович, Исаевич Александр Леонидович, Королев Александр Юрьевич, Алексеев Юрий Геннадьевич, Нисс Владимир Семенович
Текст
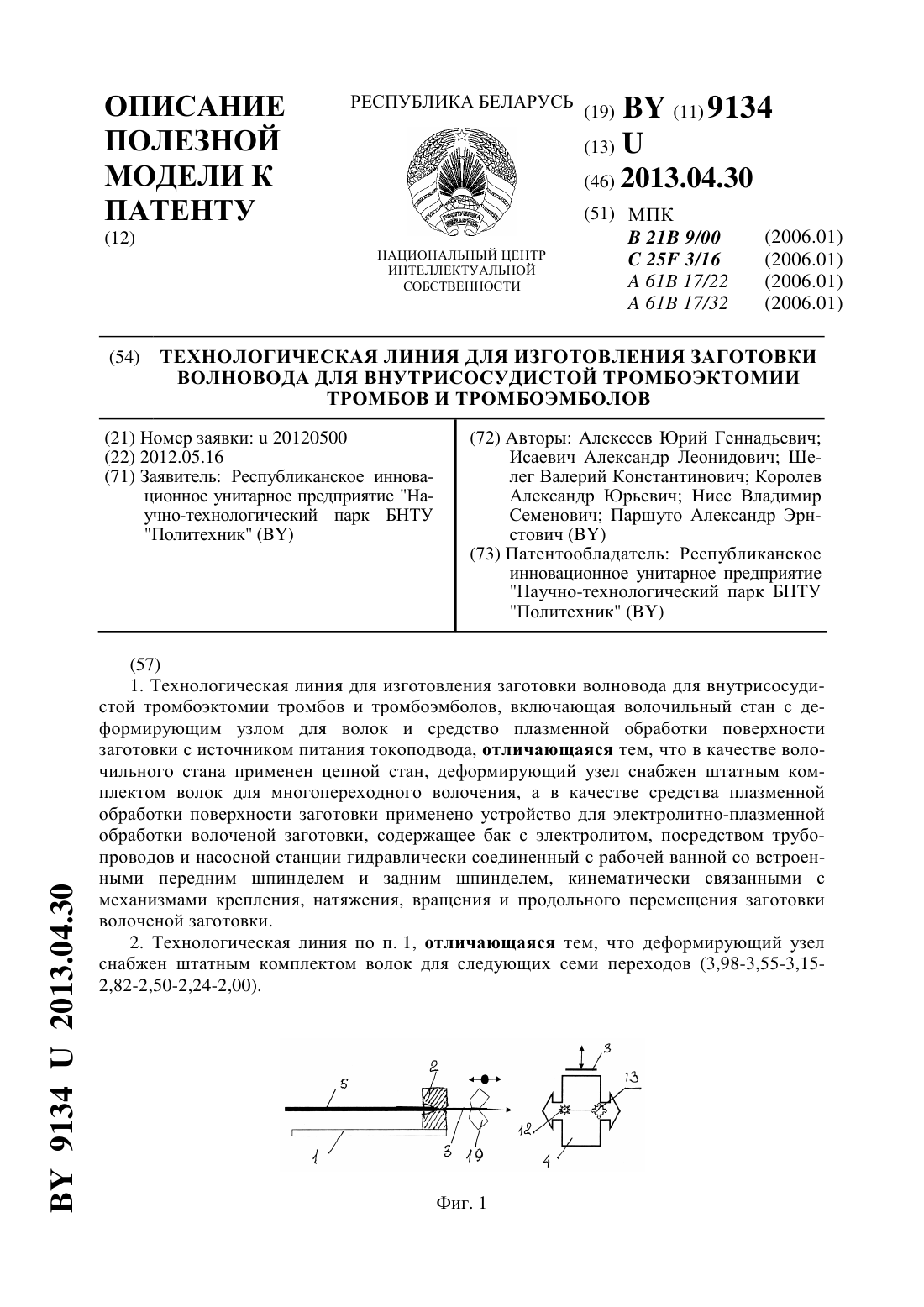
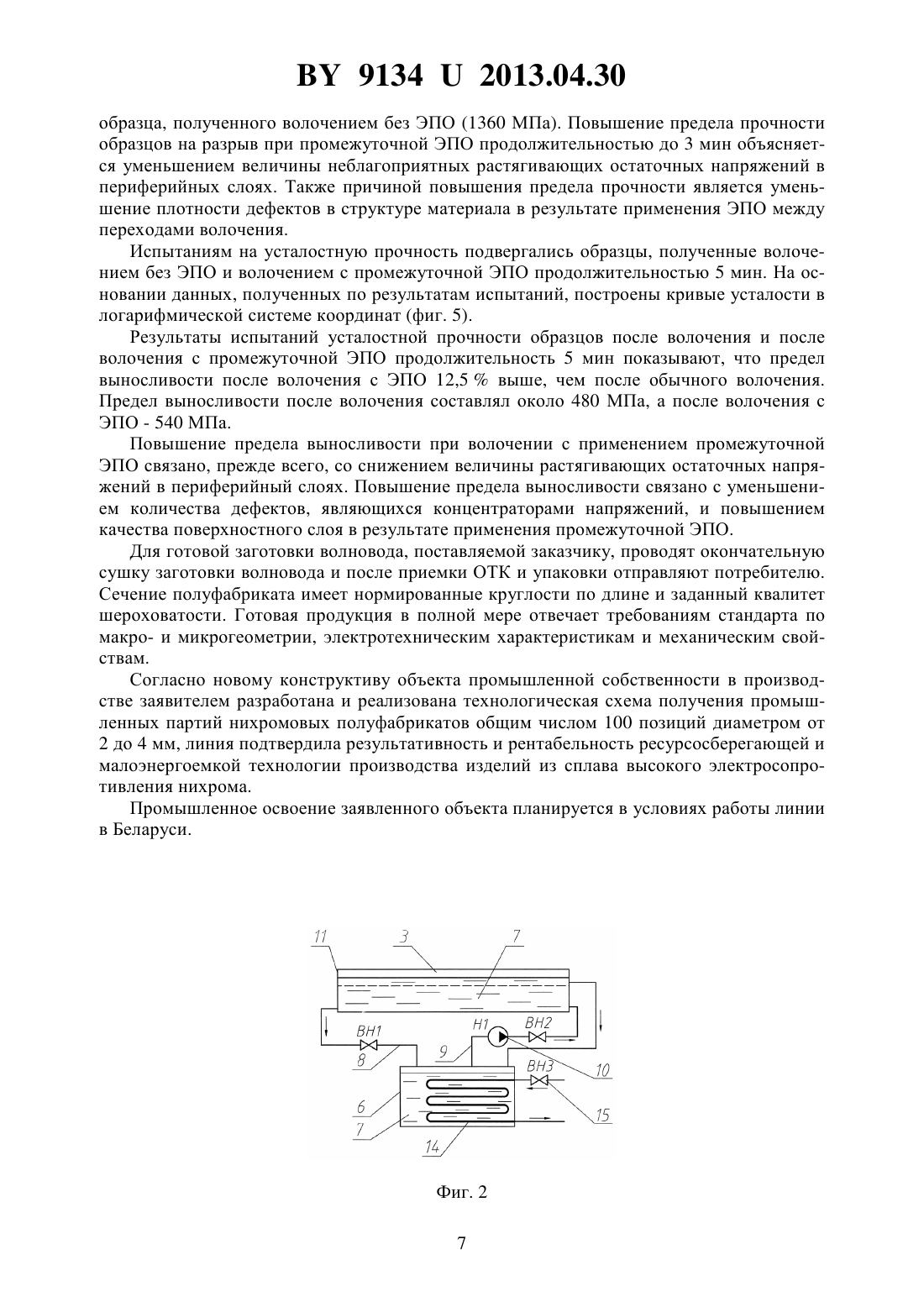
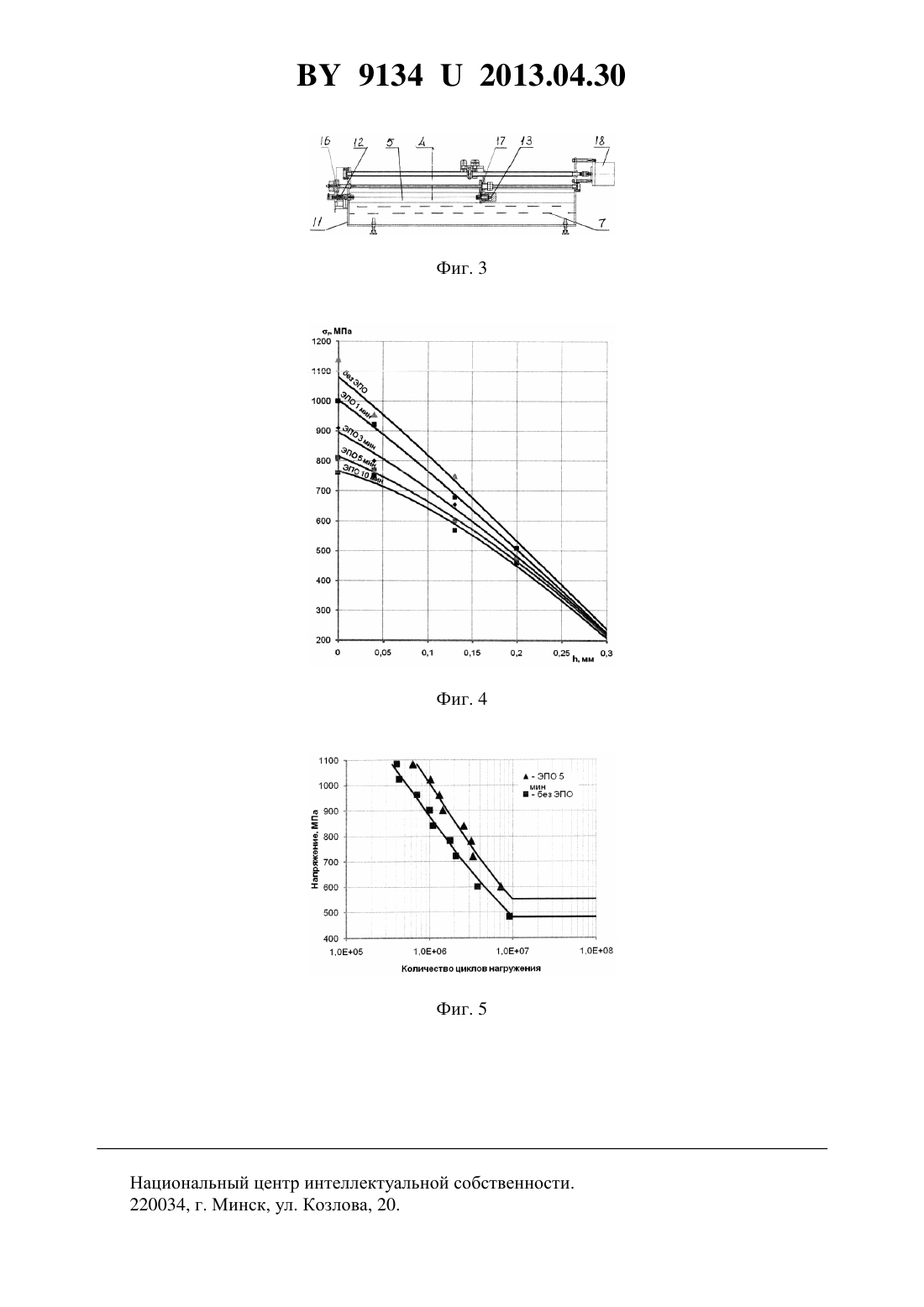
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ВОЛНОВОДА ДЛЯ ВНУТРИСОСУДИСТОЙ ТРОМБОЭКТОМИИ ТРОМБОВ И ТРОМБОЭМБОЛОВ(71) Заявитель Республиканское инновационное унитарное предприятие Научно-технологический парк БНТУ Политехник(72) Авторы Алексеев Юрий Геннадьевич Исаевич Александр Леонидович Шелег Валерий Константинович Королев Александр Юрьевич Нисс Владимир Семенович Паршуто Александр Эрнстович(73) Патентообладатель Республиканское инновационное унитарное предприятие Научно-технологический парк БНТУ Политехник(57) 1. Технологическая линия для изготовления заготовки волновода для внутрисосудистой тромбоэктомии тромбов и тромбоэмболов, включающая волочильный стан с деформирующим узлом для волок и средство плазменной обработки поверхности заготовки с источником питания токоподвода, отличающаяся тем, что в качестве волочильного стана применен цепной стан, деформирующий узел снабжен штатным комплектом волок для многопереходного волочения, а в качестве средства плазменной обработки поверхности заготовки применено устройство для электролитно-плазменной обработки волоченой заготовки, содержащее бак с электролитом, посредством трубопроводов и насосной станции гидравлически соединенный с рабочей ванной со встроенными передним шпинделем и задним шпинделем, кинематически связанными с механизмами крепления, натяжения, вращения и продольного перемещения заготовки волоченой заготовки. 2. Технологическая линия по п. 1, отличающаяся тем, что деформирующий узел снабжен штатным комплектом волок для следующих семи переходов (3,98-3,55-3,152,82-2,50-2,24-2,00). 91342013.04.30 3. Технологическая линия по п. 1, отличающаяся тем, что механизм вращения заготовки выполнен с равным распределением крутящего момента на передний и задний шпиндели.(56) 1. Патент ЕАПО 005704, МПК 61 17/22, 17/3225 3/16. 2. Лещинский Л.К., Самотугин С.С., Пирч И.И. и др. Плазменное поверхностное упрочнение. - Киев Техника, 1990. - 109 с. 3. Донской А.В., Клубников В.С. Электроплазменные процессы и установки в машиностроении. - -Л Машиностроение, 1979. - С. 143. 4. Терехов В.П. Очистка поверхности проволоки дуговым разрядом // Бюл. ин-та Черметинформация. - 1976. -7 (771). - С. 49-50. 5. Максаков А.И., Шульгин Г.М., Кукуй Д.П., Шеремет В.А., Шумриков В.В., Алымов Б.Д., Холявченко Л.Т. Плазменно-дуговое удаление окалины с поверхности катанки// Металл и литье Украины. - 2000. -5-6. - С. 35-38. Полезная модель относится к технологии машиностроения и может быть использована для производства медицинского инструментария, применяемого в эндоваскулярной хирургии и сердечно-сосудистой хирургии. Известно устройство для внутрисосудистого удаления атеробляшек, состоящее из катетера с ультразвуковым передаточным узлом, находящимся во внутренней части катетера, и непосредственно подсоединенное к устройству генерирования ультразвука. Волновод для внутрисосудистой тромбоэктомии тромбов и тромбоэмболов, состоящий из металлического цилиндрического стержня и рабочей головки, расположенной на конце дистальной части стержня, при этом волновод выполнен в виде стержня переменного сечения с последовательным уменьшением диаметра между проксимальной, средней и дистальной частями и диаметр рабочей головки больше диаметра дистальной части в 1,5 раза, а длина проксимальной части волновода составляет от 2-х до 4-х, где- длина ультразвуковой волны продольных колебаний в материале волновода 1. Технология изготовления заготовки для волновода требует от его конструктива повышенных механических характеристик, гарантирующих высокое значение сопротивления усталостному разрушению. В последнее время все более широкое распространение получают технологические процессы и методы обработки поверхности проката и метизов для изготовления заготовки волновода с использованием для нагрева технического лазера и применения низкотемпературной плазмы. Плазменные технологии успешно используются для очистки поверхности материалов, создания тонкопленочных структур и покрытий, а также целенаправленной модификации поверхностных и объемных физико-химических и механических свойств твердых тел 2-3. Известно устройство для изготовления сортового проката-метиза, содержащее средство деформации металлической заготовки, средство для воздействия на заготовку технологическим лазером 4. Известные устройства 4 с использованием технологического лазера не обеспечивают равномерного азимутального нагрева цилиндрической поверхности заготовки, для создания такого нагрева необходимо создание сложной оптической системы, которая подвержена воздействию среды, создаваемой в зоне обработки (газы, брызги технологических жидкостей и т.п.), кроме того, низкий к.п.д. преобразования энергии в лазере (порядка 3 ) и связанные с этим повышенные затраты энергии на реализацию процесса. В связи с изложенным устройство не всегда может достичь требуемого качества изделия волочения с требуемой степенью очистки 91342013.04.30 поверхности заготовки от технологических микро- и макродефектов с одновременным увеличением обжатия за проход. К одним из новых, технологических устройств в метизном производстве следует отнести технологии с применение низкотемпературной плазмы как высококонцентрированного энергетического источника нагрева заготовки для воздействия на поверхность движущейся проволоки. Ближайшим техническим решением, принятым в качестве прототипа, является устройство для изготовления проволочной заготовки, содержащее деформирующий волочильный инструмент и средство высокоэнергетического источника нагрева металлической заготовки в виде электродугового источника разрядной катодной плазмы 5. Проволока и катанка являются перспективными объектами использования низкотемпературной плазмы, которая может быть применена не только для нагрева, но и для ряда других операций в сложном технологическом процессе производства сортамента. Недостаток известной технологии и устройств проявляется в применении электродугового источника разрядной плазмы с непосредственным электрическим контактом с заготовкой. При этом неравномерность воздействия на заготовку путем ее нагрева будет определяться процессами привязки катодного пятна дуги на поверхности проволоки. Положение пятна определяется локальными свойствами поверхности проволоки в месте привязки. В этом случае неоднородные электрические свойства поверхности заготовки в виде катанки или проволоки, например наличие окалины, локальных концентраторов поля в виде острых заусенцев, загрязненных закатов, задиров, остатков смазки и окалины на поверхности заготовки, являются причиной случайных движений пятна по поверхности проволоки, соответствующих энергетически выгодным (для дугового разряда) режимам горения, что приведет к неравномерному нагреву как по азимуту, так и по длине заготовки. Кроме того, воздействие катодной плазмы на поверхность проволочной заготовки не исключает перегрева центрального сечения проволоки, приводящего в процессе волочения к уменьшению прочности и обрывности заготовки. Кроме того, необходимо иметь в виду низкий к.п.д. преобразования энергии в известных объектах и связанные с этим повышенные затраты энергии на реализацию процесса. Известным устройством не всегда можно достичь требуемого качества поверхности проволоки при волочении. В основу полезной модели поставлена задача повышения качества поверхности изделия волочения за счет исключения катодной эрозии, повышения к.п.д. преобразования энергии путем создания на поверхности заготовки тонкого слоя с повышенной пластичностью за счет температурного градиента по поперечному сечению заготовки, снижения обрывности волочения и повышения суммарной вытяжки заготовки за счет улучшения шероховатости заготовки с последующим дополнительным захватом смазки при очистке катанки и передельной заготовки от окалины и остатков смазки после волочения проволочной заготовки. Поставленная задача достигается тем, что в технологической линии для изготовления заготовки волновода для внутрисосудистой тромбоэктомии тромбов и тромбоэмболов,включающей волочильный стан с деформирующим узлом для волок и средство плазменной обработки поверхности заготовки, согласно полезной модели, в качестве волочильного стана применен цепной стан, деформирующий узел снабжен штатным комплектом волок для много переходного волочения, а в качестве средства плазменной обработки поверхности заготовки применено устройство для электролитно-плазменной обработки волоченой заготовки, содержащее бак с электролитом посредством трубопроводов и насосной станции, гидравлически соединенный с рабочей ванной с встроенными передним шпинделем и задним шпинделем, кинематически связанными с механизмами крепления, натяжения, вращения и продольного перемещения заготовки волоченой заготовки. 91342013.04.30 В технологической линии деформирующий узел снабжен штатным комплектом волок для следующих семи переходов (3,98-3,55-3,15-2,82-2,50-2,24-2,00). В технологической линии механизм вращения заготовки выполнен с равным распределением крутящего момента на передний и задний шпиндели. Технический результат характеризуется повышенным сопротивлением усталостному разрушению волновода путем увеличения предела прочности и предела выносливости материала. Устройство технологической линии поясняется чертежом, где фиг. 1 - схема технологической линии для изготовления заготовки волновода для внутрисосудистой тромбоэктомии тромбов и тромбоэмболов фиг. 2 - гидравлическая схема технологической линии фиг. 3 - механическая схема технологической линии фиг. 4 - распределение остаточных напряжений в поверхностном слое заготовок полуфабриката, полученных волочением с различной продолжительностью промежуточной ЭПО фиг. 5 - кривые усталости образцов заготовок полуфабриката после волочения и после волочения с ЭПО. Технологическая линия по фиг. 1, 2 для изготовления заготовки волновода для внутрисосудистой тромбоэктомии тромбов и тромбоэмболов содержит волочильный цепной стан 1 с деформирующим узлом, снабженным штатным комплектом волок 2 для многопереходного волочения полуфабриката волновода 3. В качестве средства по фиг. 2 низкотемпературной плазменной обработки поверхности применено устройство 4 для электролитно-плазменной обработки - ЭПО передельной заготовки 5. Упомянутое устройство 4 содержит бак 6 для коррекции электролита 7, который посредством сливного трубопровода 8, напорного трубопровода 9 и насосной станции 10 гидравлически соединен с рабочей ванной 11 с встроенными в нее передним шпинделем 12 и задним шпинделем 13, кинематически связанными с механизмами крепления, натяжения, вращения и продольного перемещения волоченой - передельной заготовки 5. Деформирующий узел снабжен штатным комплектом волок 2 для семи переходов волочения согласно технологии. В процессе обработки с помощью циркуляционной насосной станции 10 осуществляют постоянную прокачку электролита 7 из бака 6 в рабочую ванну 11 с целью коррекции и выравнивания температуры по объему рабочей ванны 11. Гидравлическая схема установки приведена на фиг. 2. Перед началом работы ванна 11 и бак 6 заполняют электролитом 7. Заполнение бака 6 происходит за счет стекания электролита 7 из ванны 11 через трубопровод 8 и вентиль ВН 1. Прокачка электролита 7 через рабочую ванну 11 осуществляется циркуляционной насосной станцией 10. С помощью вентиля ВН 2 производят регулировку напора насосной станции 10 так, чтобы объем электролита 7, подаваемого из бака 6, не поднимался выше уровня перелива ванны 11. В баке 6 расположен теплообменник 14 системы охлаждения электролита 7. Подача охлаждающей воды в теплообменник 14 осуществляется при срабатывании магнитного клапана 15. Управление установкой осуществляется персональным компьютером с помощью специально разработанной программы, интерфейс которой представляет собой виртуальную панель управления. Программа через блок управления установки обеспечивает управление насосной станцией 10, механизмом 16 осевого вращения передельной заготовки 5, механизмом 17 продольного натяжения передельной заготовки 5, включением рабочего напряжения, осуществляет коррекцию и поддержание температуры электролита 7. В рабочую ванну 11 встроены по фиг. 3 механизм 16 осевого вращения передельной заготовки 5, токоподвод (не показан), механизм 17 продольного натяжения, механизм 18 91342013.04.30 продольного перемещения передельной заготовки 5, передний шпиндель 12 и задний шпиндели 13. Механизм 16 осевого вращения передельной заготовки 5 выполнен с равным распределением крутящего момента на передний 12 и задний 13 шпиндели. Установка заготовки 1 волновода в ванне осуществляется креплением в переднем и заднем шпинделях 12, 13. Оси шпинделей 12, 13 находятся на глубине 125 мм от поверхности электролита 7. Для исключения провисания заготовки 5 натягивается механизмом 17 продольного натяжения, установленной в заднем шпинделе 13. Поскольку заготовка (волновод) обладает малой жесткостью, то при ее осевом вращении в процессе обработки неизбежно скручивание. Для предотвращения скручивания в конструкции ванны применен механизм 16 вращения с равным распределением крутящего момента на передний и задний шпиндели 12, 13. Крутящий момент от переднего и заднего шпинделей 12, 13 обеспечивает вращение передельной заготовки 5 без кручения. Передний шпиндель 12 по фиг. 1, 3 предназначен для крепления, вращения заготовки 5, задний шпиндель 13 - для вращения и натяжения заготовки 5 в процессе обработки. Используют технологическую линию для изготовления заготовки волновода путем пропускания законцовки проволочной передельной заготовки 5 через волоки 2 цепного волочильного стана 1. К законцовке проволочной передельной заготовки 5 усилие волочения прикладывают от приводного захвата 19, работающего по возвратнопоступательному циклу. В качестве примера конкретной реализации технологической линия для изготовления заготовки волновода для внутрисосудистой тромбоэктомии тромбов и тромбоэмболов дан пример. Смотанную в бунт волоченую проволочную заготовку, полученную от изготовителя, перед однократным волочением рубят на мерные штучные отрезки, соразмерные длине готовой заготовке волновода с учетом вытяжки после переходов волочения. Для подготовки образцов заготовки волновода разработан базовый маршрут волочения, включающий семь переходов и обеспечивающий суммарное обжатие сум 80 . В качестве исходных заготовок использовались прутки из стали 12 Х 18 Н 9 диаметром 4 мм и длиной 200 мм, разупрочненные закалкой при температуре 1100 С с охлаждением в воду. Разработанный маршрут волочения приведен в табл. 1. Таблица 1 Сум. об пере- Исх. диаметр исх, Кон. диаметр,Коэф. вытяжЕд. обжатие, ед. жатие,хода мм кон, мм ки, К сум. 1 3,98 3,55 0,20 0,20 1,26 2 3,55 3,15 0,21 0,37 1,27 3 3,15 2,82 0,20 0,50 1,25 4 2,82 2,50 0,21 0,61 1,27 5 2,50 2,24 0,20 0,68 1,25 6 2,24 2,00 0,20 0,75 1,25 7 2,00 1,80 0,19 0,80 1,23 Образцы заготовок волноводов изготавливают известным классическим волочением,а также по новой технологии волочения с промежуточной ЭПО продолжительностью 1,3, 5 и 10 мин. При ЭПО величина размерного съема на диаметр составляла 0,005, 0,015,0,025 и 0,05 мм соответственно. Для волочения согласно разработанному базовому маршруту использовался цепной волочильный стан. Скорость волочения составляла 20 м/мин. Угол рабочего конуса используемых волок составлял 8, материал волок - сплав ВК 6. В качестве смазки исполь 5 91342013.04.30 зовалось натриевое мыло. Промежуточная ЭПО выполнялась в 4 растворе сульфата аммония, при рабочем напряжении 300 В и температуре электролита - 80 С. Технологический маршрут ЭПО осуществляют в длинномерной ванне, снабженной средством для фиксации в рабочей ванне заготовки волновода, посредством переднего и заднего шпинделей с воздействием на заготовку механизма натяжения. В результате выполнения расчетов по методу прогиба определены значения остаточных напряжений, действующих в кольцевых сечениях образцов, полученных волочением, а также волочением с промежуточной ЭПО продолжительностью 1, 3, 5 и 10 мин. На основании аппроксимации полученных данных построены по фиг. 4 зависимости,характеризующие распределение остаточных напряжений в штучных заготовках. Мерные штучные заготовки заданного количества программы, например 100 шт.,подвергают поштучно волочению по режимам маршрута первого перехода в табл. 2. Таблица 2 пере- Исх. диаметр Кон. диаметр, Ед. обжатие, Сум. обжатие, Коэф. вытяжки,хода исх, мм кон, мм К ед. сум. 1 3,98 3,55 0,20 0,20 1,26 Далее заготовку протягивают через твердосплавные волоки за 7 переходов на однократном цепном волочильном стане модели ВСГ 1/650. Штучные заготовки методом классического волочения после каждого маршрута перехода волочения обрабатывают промежуточной ЭПО продолжительностью 1, 3, 5 и 10 мин. При ЭПО величина размерного съема на диаметр составляла 0,005, 0,015, 0,025 и 0,05 мм соответственно, после каждого прохода волочения с последующими травлениями смазка при волочении - сухой порошок натриевого мыла с добавками. Анализ полученных данных показывает, что в результате применения промежуточной ЭПО между проходами волочения в поверхностных слоях заготовки глубиной до 0,31 мм происходит снижение величины остаточных напряжений относительно значений остаточных напряжений в образцах, полученных волочением без ЭПО. В центральных слоях образцов значимых изменений величины остаточных напряжений не происходит. Из фиг. 4 следует, что чем больше продолжительность ЭПО заготовки, тем более снижаются остаточные напряжения в заготовке. Наиболее интенсивное снижение остаточных напряжений происходит при промежуточной ЭПО продолжительностью до 3 мин. Увеличение продолжительности промежуточной ЭПО приводит к уменьшению интенсивности. Снижение остаточных напряжений в результате применения промежуточной ЭПО между проходами волочения заготовки может быть обусловлено следующими явлениями удалением между переходами волочения заготовки слоя с повышенной плотностью дислокаций, инородными включениями, продуктами износа инструмента сглаживанием или удалением продольных складок на заготовке, которые впоследствии являются центрами усталостного разрушения снижением коэффициента трения, обеспечивающего снижение напряжений в зоне контактного трения разупрочнением поверхностного слоя. В результате испытаний полученных образцов на разрыв установлено, что, несмотря на снижение суммарной степени обжатия из-за удаления поверхностных слоев заготовки, промежуточная ЭПО не приводит к снижению предела прочности материала. Кроме того, при ЭПО продолжительностью до 3 мин наблюдается рост предела прочности(фиг. 5, кривая 1) с максимальным значением 1460 МПа. Однако с дальнейшим увеличением продолжительности промежуточной ЭПО предел прочности постепенно снижается и при 10 мин достигает значения 1200 МПа, что значительно ниже предела прочности 6 91342013.04.30 образца, полученного волочением без ЭПО (1360 МПа). Повышение предела прочности образцов на разрыв при промежуточной ЭПО продолжительностью до 3 мин объясняется уменьшением величины неблагоприятных растягивающих остаточных напряжений в периферийных слоях. Также причиной повышения предела прочности является уменьшение плотности дефектов в структуре материала в результате применения ЭПО между переходами волочения. Испытаниям на усталостную прочность подвергались образцы, полученные волочением без ЭПО и волочением с промежуточной ЭПО продолжительностью 5 мин. На основании данных, полученных по результатам испытаний, построены кривые усталости в логарифмической системе координат (фиг. 5). Результаты испытаний усталостной прочности образцов после волочения и после волочения с промежуточной ЭПО продолжительность 5 мин показывают, что предел выносливости после волочения с ЭПО 12,5 выше, чем после обычного волочения. Предел выносливости после волочения составлял около 480 МПа, а после волочения с ЭПО - 540 МПа. Повышение предела выносливости при волочении с применением промежуточной ЭПО связано, прежде всего, со снижением величины растягивающих остаточных напряжений в периферийный слоях. Повышение предела выносливости связано с уменьшением количества дефектов, являющихся концентраторами напряжений, и повышением качества поверхностного слоя в результате применения промежуточной ЭПО. Для готовой заготовки волновода, поставляемой заказчику, проводят окончательную сушку заготовки волновода и после приемки ОТК и упаковки отправляют потребителю. Сечение полуфабриката имеет нормированные круглости по длине и заданный квалитет шероховатости. Готовая продукция в полной мере отвечает требованиям стандарта по макро- и микрогеометрии, электротехническим характеристикам и механическим свойствам. Согласно новому конструктиву объекта промышленной собственности в производстве заявителем разработана и реализована технологическая схема получения промышленных партий нихромовых полуфабрикатов общим числом 100 позиций диаметром от 2 до 4 мм, линия подтвердила результативность и рентабельность ресурсосберегающей и малоэнергоемкой технологии производства изделий из сплава высокого электросопротивления нихрома. Промышленное освоение заявленного объекта планируется в условиях работы линии в Беларуси. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 8
МПК / Метки
МПК: A61B 17/32, A61B 17/22, B21B 9/00, C25F 3/16
Метки: тромбоэктомии, тромбов, изготовления, тромбоэмболов, линия, волновода, внутрисосудистой, заготовки, технологическая
Код ссылки
<a href="https://by.patents.su/8-u9134-tehnologicheskaya-liniya-dlya-izgotovleniya-zagotovki-volnovoda-dlya-vnutrisosudistojj-tromboektomii-trombov-i-tromboembolov.html" rel="bookmark" title="База патентов Беларуси">Технологическая линия для изготовления заготовки волновода для внутрисосудистой тромбоэктомии тромбов и тромбоэмболов</a>
Устройство для внутрисосудистой тромбоэктомии тромбов и тромбоэмболов
Номер патента: 6692
Опубликовано: 30.12.2004
Авторы: Адзерихо Игорь Эдуардович, Савчук Александр Иванович, Минченя Владимир Тимофеевич, Мрочек Александр Геннадьевич
МПК: A61B 17/22
Метки: тромбоэмболов, внутрисосудистой, тромбов, тромбоэктомии, устройство
Текст:
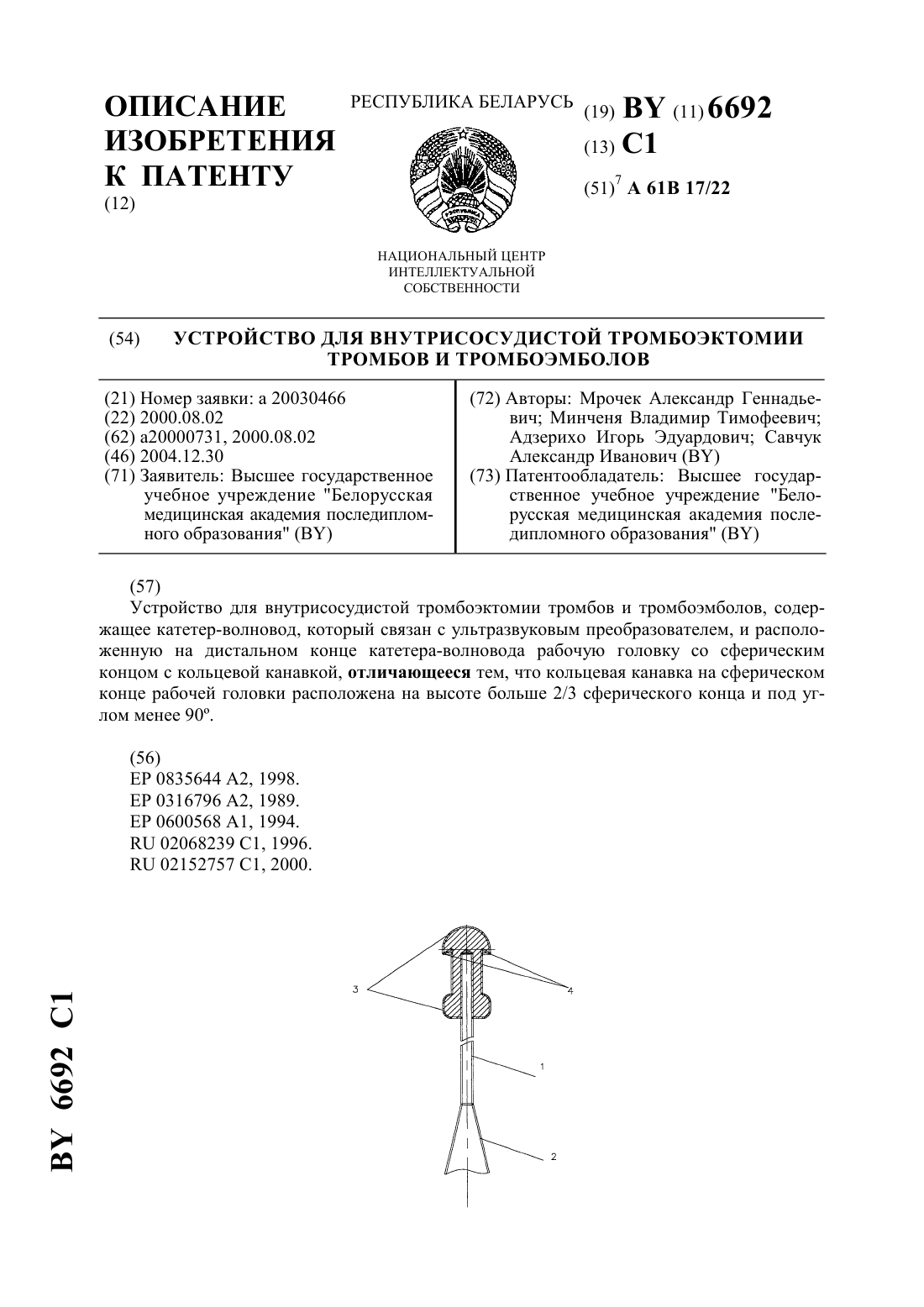
...преобразователем, и расположенную на дистальном конце катетера-волновода рабочую головку со сферическим концом с кольцевой канавкой, при этом кольцевая канавка на сферическом конце рабочей головки расположена на высоте больше 2/3 сферического конца и под углом менее 90. Заявляемое устройство иллюстрируется фигурой, где 1 - волновод 2 -ультразвуковой преобразователь 3 - рабочая головка 4 - радиальная канавка. Устройство работает...
Способ внутрисосудистой тромбоэктомии тромбов и тромбоэмболов и устройство для его осуществления
Номер патента: 5759
Опубликовано: 30.12.2003
Авторы: Минченя Владимир Тимофеевич, Савчук Александр Иванович, Адзерихо Игорь Эдуардович, Мрочек Александр Геннадьевич
МПК: A61B 17/22
Метки: осуществления, тромбов, тромбоэмболов, внутрисосудистой, способ, устройство, тромбоэктомии
Текст:
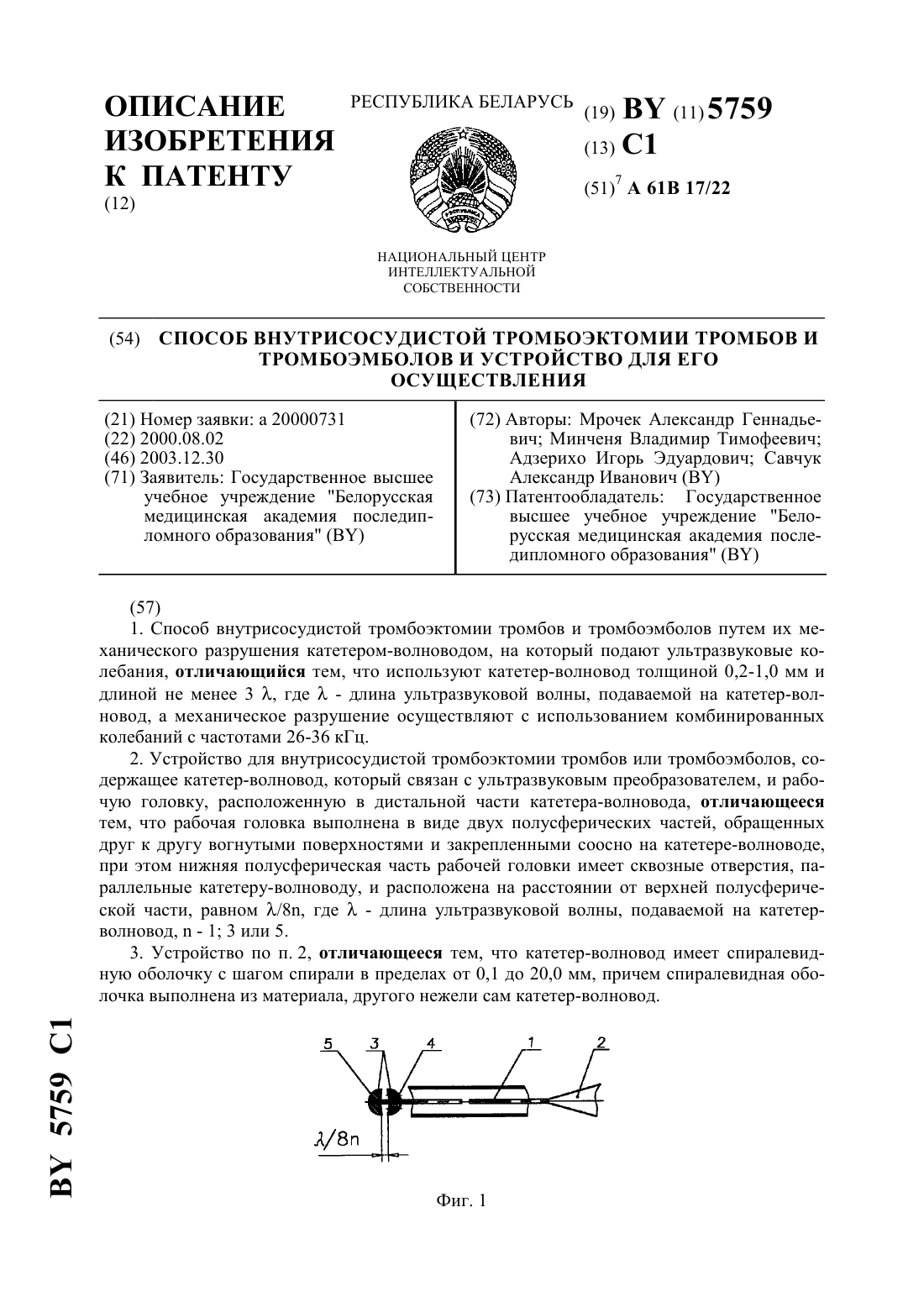
...(4). Из-за различных резонансных частот катетера-волновода (1) и дополнительного волновода проволоки (4) рабочей головке (3) передаются сложные колебания ультразвуковой частоты, что приводит к увеличению зоны разрушения и повышает вероятность полного разрушения тромбов. На фиг. 4 изображено устройство, где 1 - катетер-волновод 2 - ультразвуковой преобразователь 3 - рабочая головка 4 - проволока-щуп 5 - пьезоэлемент-датчик 6 - кронштейн 7 -...
Волновод для внутрисосудистой тромбэктомии тромбов и тромбоэмболов

Номер патента: U 6472
Опубликовано: 30.08.2010
Авторы: Адзерихо Игорь Эдуардович, Ефимова Наталья Николаевна, Мрочек Александр Геннадьевич, Минченя Владимир Тимофеевич
МПК: A61B 17/22
Метки: внутрисосудистой, волновод, тромбоэмболов, тромбэктомии, тромбов
Текст:
...в окклюзирующем образовании. Поставленная задача достигается следующим образом. В волноводе для внутрисосудистой тромбэктомии тромбов и тромбоэмболов, состоящем из металлического цилиндрического стержня переменного сечения с последовательным уменьшением диаметра между проксимальной, средней и дистальной частями и рабочей головки, расположенной на конце дистальной части стержня, согласно полезной модели, рабочая часть головки выполнена...
Технологическая линия для изготовления холоднодеформированной проволоки
Номер патента: U 3046
Опубликовано: 30.10.2006
Авторы: Герман Михаил Леонидович, Герасимов Анатолий Валерьевич, Герасимов Денис Валерьевич, Вашков Адам Семенович, Стеблова Элина Анверовна, Самончик Виктор Георгиевич, Мандель Николай Львович, Тимошпольский Владимир Исаакович
МПК: B21C 1/00, B21C 43/00, B21B 1/18...
Метки: технологическая, изготовления, проволоки, линия, холоднодеформированной
Текст:
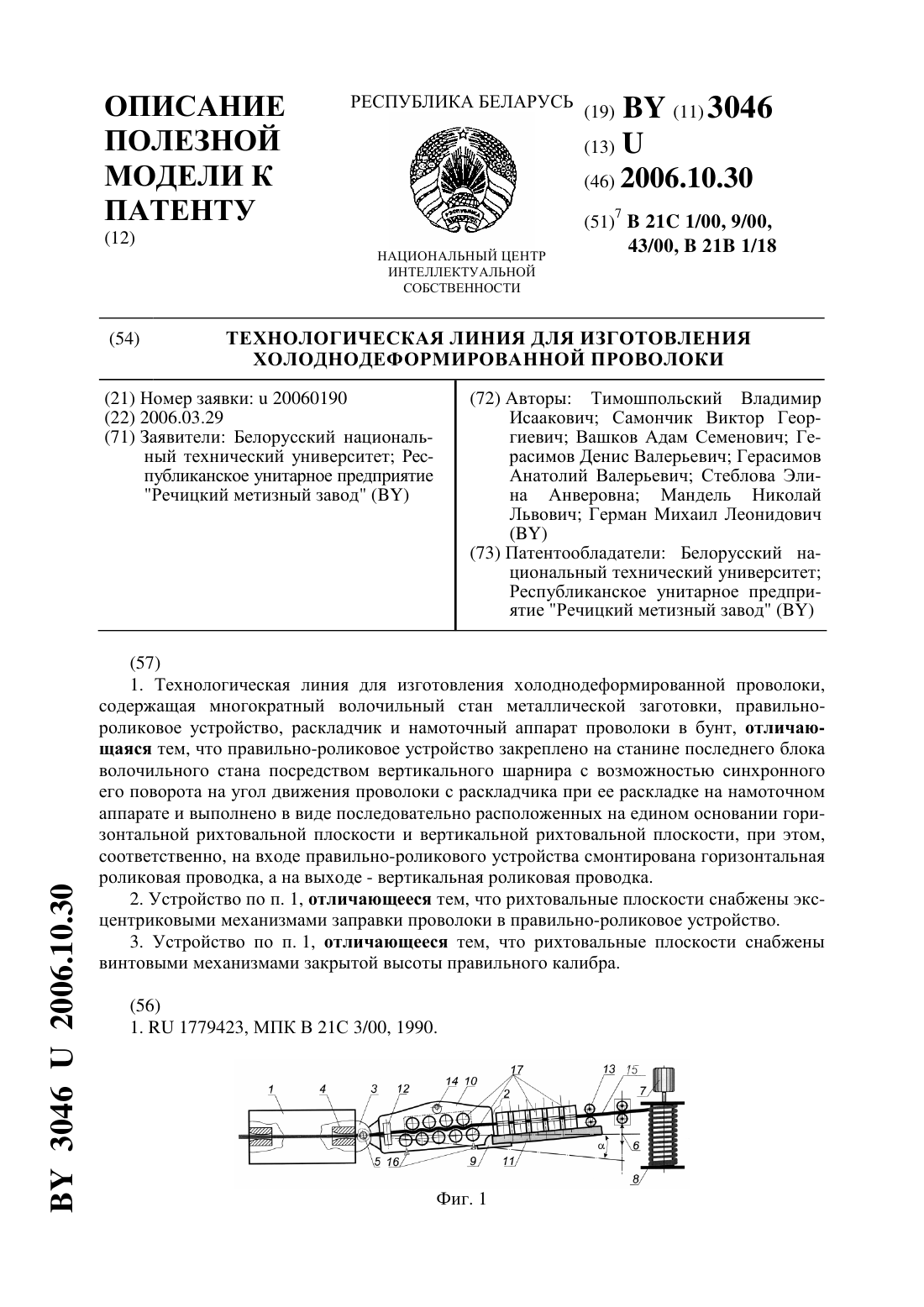
...устройство закреплено на станине последнего блока волочильного стана посредством вертикального шарнира и кинематически связано с раскладчиком с возможностью синхронного поворота на угол движения проволоки с раскладчика при ее раскладке на намоточном аппарате и выполнено в виде последовательно расположенных на общем основании горизонтальной рихтовальной плоскости и вертикальной рихтовальной плоскости, при этом соответственно на входе...
Технологическая линия изготовления стального проката из подшипниковой стали
Номер патента: 9551
Опубликовано: 30.08.2007
Авторы: Андрианов Николай Викторович, Мандель Николай Львович, Ленартович Дмитрий Владимирович, Маточкин Виктор Аркадьевич, Тимошпольский Владимир Исаакович, Стеблов Анвер Борисович, Андрианов Дмитрий Николаевич, Котов Игорь Валентинович, Тищенко Владимир Андреевич
Метки: технологическая, стали, стального, проката, линия, подшипниковой, изготовления
Текст:
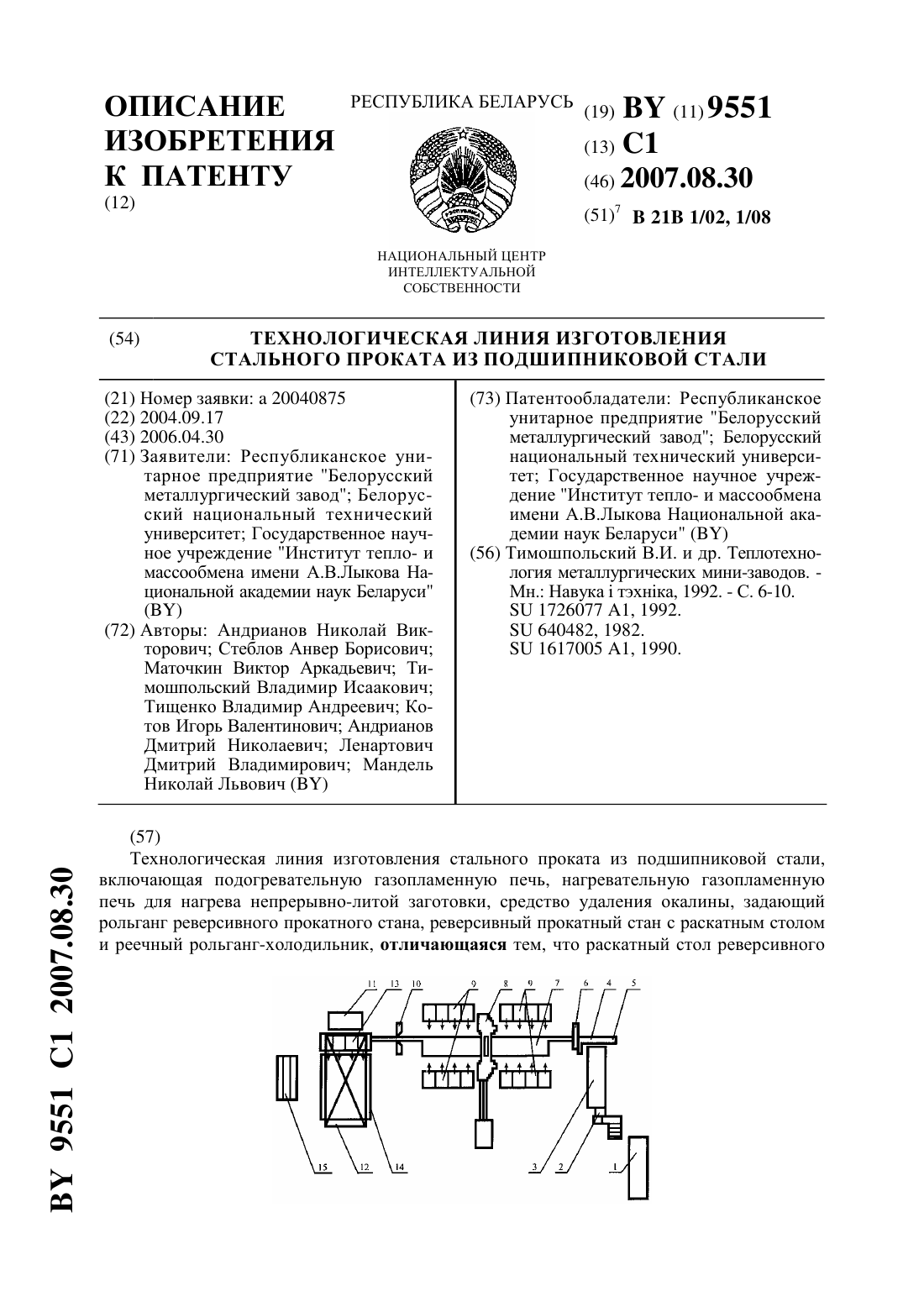
...работы систем автоматического управления и регулирования процесса скоростного индукционного нагрева с режимами прокатки блюма на дуо-реверсивном прокатном стане. В основу технического решения положена также задача повышения качества непрерывнолитой заготовки путем управления процессом градиента температур между внутренними слоями и наружными слоями заготовки. Поставленная задача достигается тем, что в технологической линии...
Предыдущий патент: Устройство индукционного нагрева при пайке
Следующий патент: Устройство для электролитно-плазменной обработки металлической ленты
Случайный патент: Способ получения аденозин-5'-трифосфата