Станок для безотходной резки и правки круглого проката
Номер патента: U 8895
Опубликовано: 30.12.2012
Авторы: Сосновский Владимир Викторович, Игнатович Владимир Сергеевич, Резник Сергей Васильевич
Текст
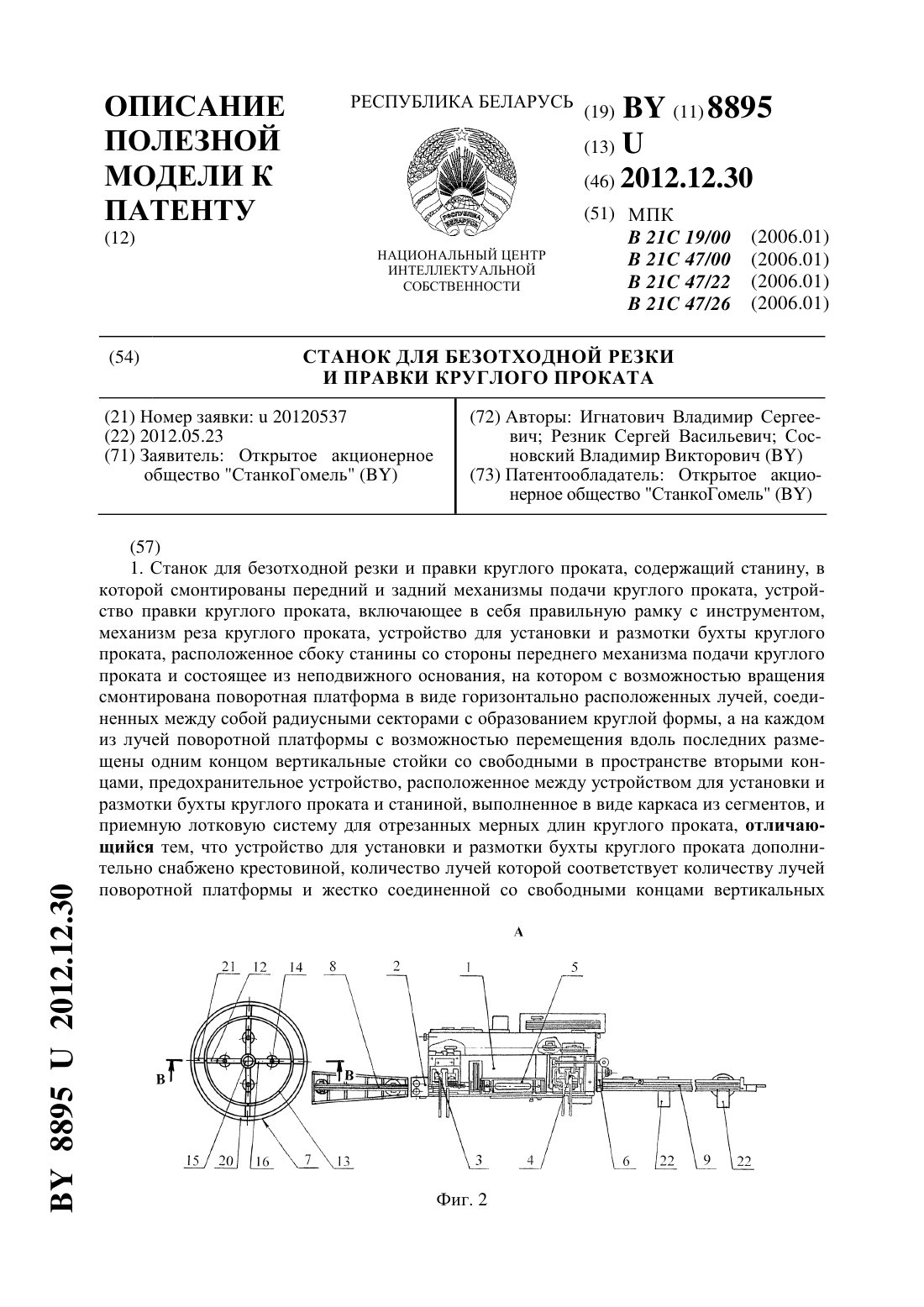
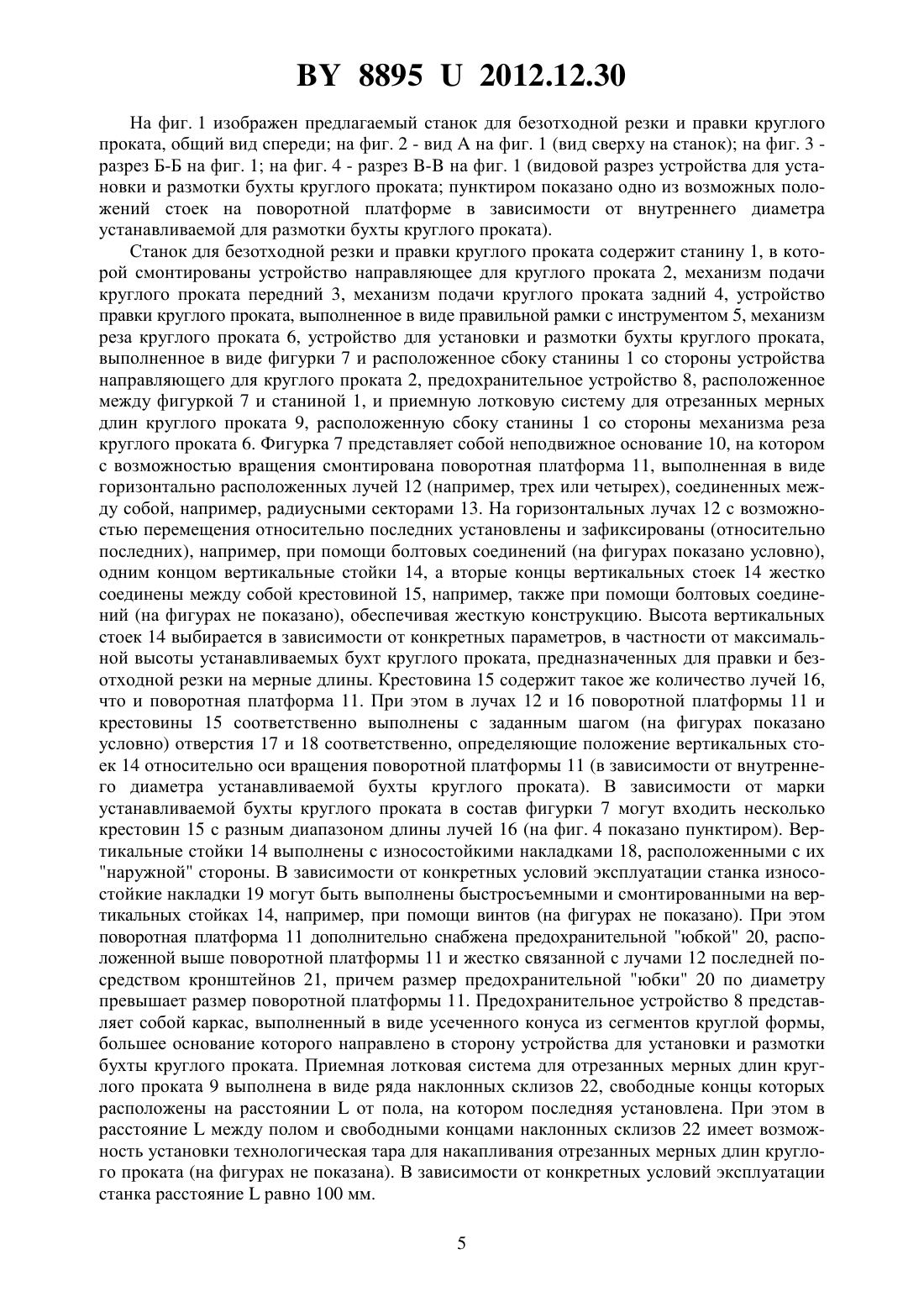
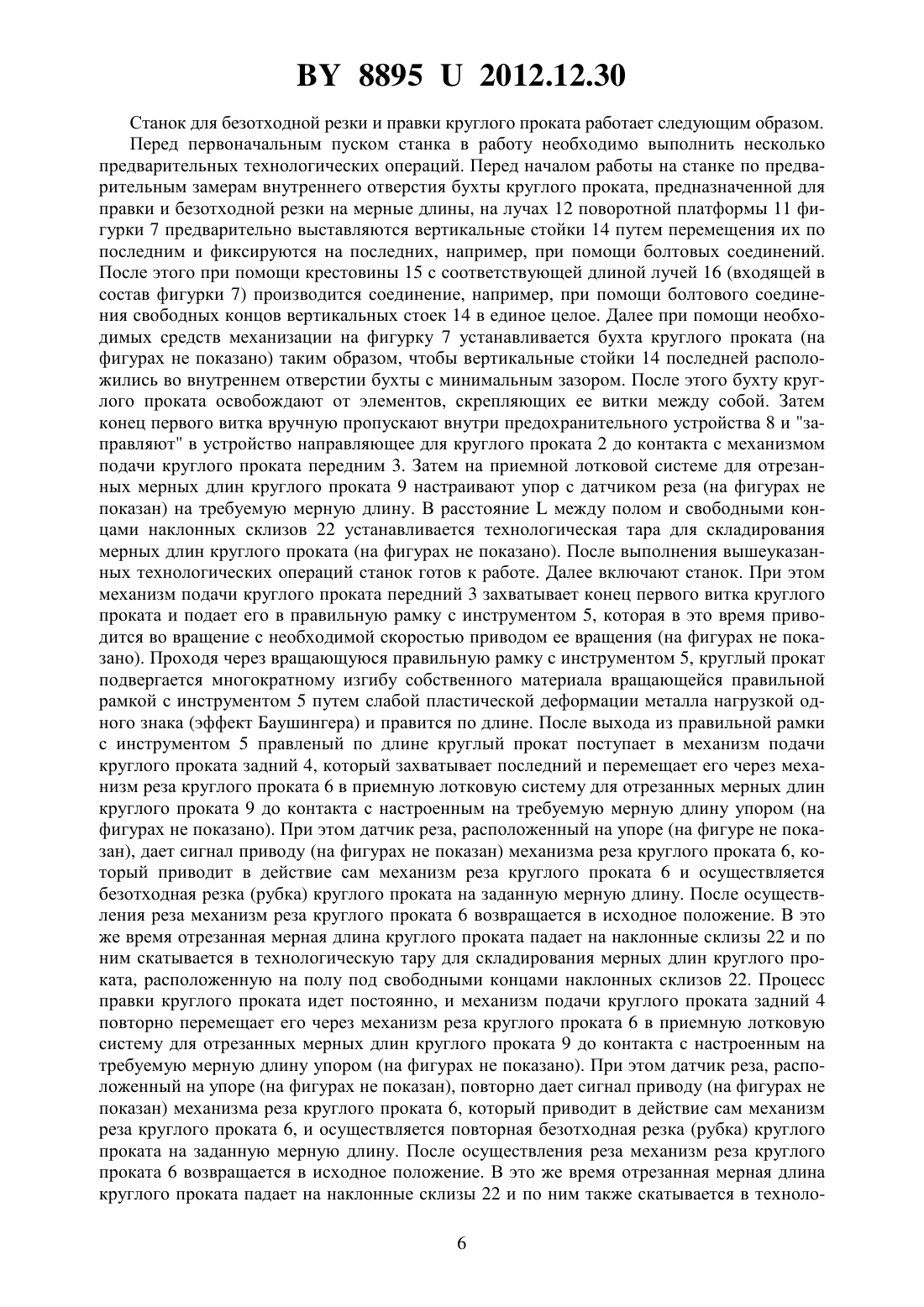
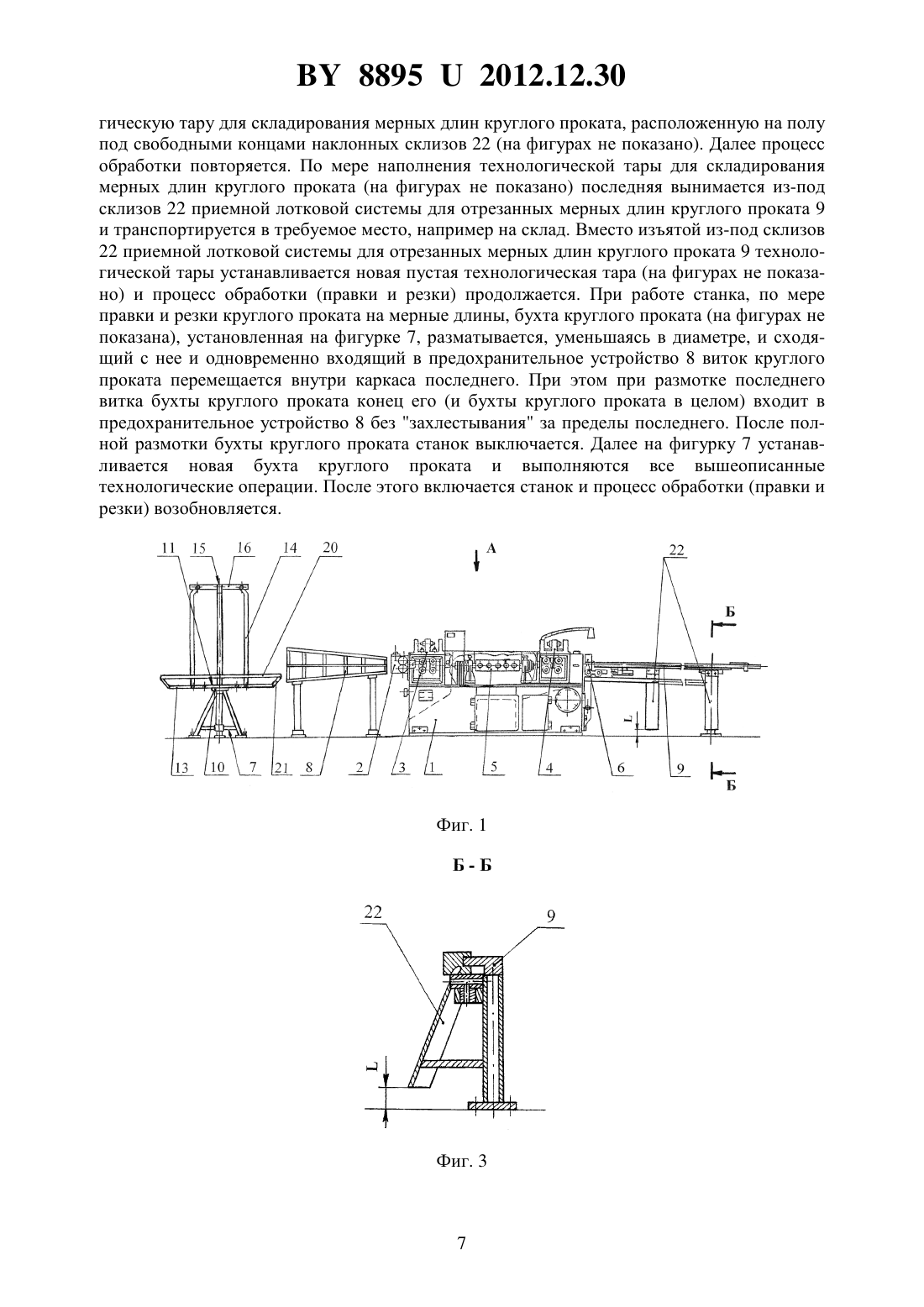
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СТАНОК ДЛЯ БЕЗОТХОДНОЙ РЕЗКИ И ПРАВКИ КРУГЛОГО ПРОКАТА(71) Заявитель Открытое акционерное общество СтанкоГомель(72) Авторы Игнатович Владимир Сергеевич Резник Сергей Васильевич Сосновский Владимир Викторович(73) Патентообладатель Открытое акционерное общество СтанкоГомель(57) 1. Станок для безотходной резки и правки круглого проката, содержащий станину, в которой смонтированы передний и задний механизмы подачи круглого проката, устройство правки круглого проката, включающее в себя правильную рамку с инструментом,механизм реза круглого проката, устройство для установки и размотки бухты круглого проката, расположенное сбоку станины со стороны переднего механизма подачи круглого проката и состоящее из неподвижного основания, на котором с возможностью вращения смонтирована поворотная платформа в виде горизонтально расположенных лучей, соединенных между собой радиусными секторами с образованием круглой формы, а на каждом из лучей поворотной платформы с возможностью перемещения вдоль последних размещены одним концом вертикальные стойки со свободными в пространстве вторыми концами, предохранительное устройство, расположенное между устройством для установки и размотки бухты круглого проката и станиной, выполненное в виде каркаса из сегментов, и приемную лотковую систему для отрезанных мерных длин круглого проката, отличающийся тем, что устройство для установки и размотки бухты круглого проката дополнительно снабжено крестовиной, количество лучей которой соответствует количеству лучей поворотной платформы и жестко соединенной со свободными концами вертикальных 88952012.12.30 стоек, при этом поворотная платформа дополнительно снабжена предохранительной юбкой, расположенной выше поворотной платформы и жестко связанной с лучами последней посредством кронштейнов, причем размер предохранительной юбки по диаметру превышает размер поворотной платформы, а каркас предохранительного устройства выполнен в виде усеченного конуса из сегментов круглой формы, большее основание которого направлено в сторону устройства для установки и размотки бухты круглого проката,при этом приемная лотковая система для отрезанных мерных длин круглого проката выполнена в виде ряда наклонных склизов, свободные концы которых расположены на расстоянииот пола, на котором последняя установлена, при этом в расстояниемежду полом и свободными концами склизов имеет возможность установки технологическая тара для накапливания отрезанных мерных длин круглого проката. 2. Станок для безотходной резки и правки круглого проката по п. 1, отличающийся тем, что вертикальные стойки устройства для установки и размотки бухты круглого проката снабжены износостойкими накладками. 3. Станок для безотходной резки и правки круглого проката по п. 1 или 2, отличающийся тем, что износостойкие накладки выполнены быстросъемными.(56) 1. Автомат правильно-отрезной с вращающейся правильной рамкой для гладкого и периодического проката 16 мм. Модель И 6022. Руководство по эксплуатации И 6022.00.000 РЭ. С. 6, рис. 2, 1972. 2. Автоматы отрезные специальные для безотходной резки и правки круглого проката моделей ГД 162, ГД 162-01, ГД 162-02, руководство по эксплуатации ГД 162.00.000 РЭ. С. 14, рис. 1, 2002. Полезная модель относится к области машиностроения, в частности, к станкостроению, а именно к производству станков для безотходной резки и правки круглого проката. Известен автомат правильно-отрезной с вращающейся правильной рамкой для гладкого и периодического проката 16 мм, содержащий станину, в которой смонтированы устройство направляющее для круглого и периодического проката, механизм подачи круглого и периодического проката передний, механизм подачи круглого и периодического проката задний, устройство правки круглого и периодического проката, включающее в себя правильную рамку и кулачковый вал, механизм реза круглого и периодического проката, устройство для установки и размотки бухты круглого и периодического проката, выполненное в виде фигурки и расположенное сбоку станины со стороны механизма подачи круглого и периодического проката переднего, и состоящее из неподвижного основания,на котором с возможностью вращения смонтирована поворотная платформа в виде горизонтально расположенных лучей, соединенных между собой радиусными секторами с образованием круглой формы, а на каждом из лучей поворотной платформы с возможностью перемещения вдоль последних размещены одним концом вертикальные стойки со свободными в пространстве вторыми концами, предохранительное устройство (ограждение проволоки), расположенное между устройством для установки и размотки бухты круглого проката и станиной, выполненное в виде каркаса из сегментов прямоугольной формы, и приемную лотковую систему (лоток приемный) для отрезанных мерных длин круглого и периодического проката, выполненную в виде набора крюков и расположенную сбоку станины со стороны механизма реза круглого и периодического проката 1. Недостатками известного станка для безотходной резки и правки круглого проката являются 88952012.12.30 сваливание (сползание) витков бухты круглого и периодического проката, установленной на поворотной платформе устройства для установки и размотки бухты круглого и периодического проката, при неплотной их намотке за пределы последней при разматывании круглого и периодического проката из бухты при работе станка, что снижает надежность работы станка отклонение от вертикального положения вертикальных стоек устройства для установки и размотки бухты круглого и периодического проката, на которых установлена (надета) бухта круглого и периодического проката, при работе станка, вследствие чего витки бухты круглого и периодического проката имеют возможность смещения относительно друг друга по вертикали, нарушая порядок навивки витков, что, в свою очередь, также снижает надежность работы станка повышенный износ вертикальных стоек устройства для установки и размотки бухты круглого и периодического проката при размотке круглого и периодического проката из бухты за счет сил трения при работе станка, что приводит к быстрому выходу их из строя и снижает надежность работы последнего неудобство заправки конца первого витка круглого и периодического проката в устройство направляющее для круглого и периодического проката через предохранительное устройство (ограждение проволоки) из бухты круглого и периодического проката,установленной на устройстве для установки и размотки бухты круглого и периодического проката, вследствие разной величины диаметра намотки последней и возможности захлестывания конца последнего витка круглого и периодического проката при размотке бухты круглого и периодического проката за предельные габариты предохранительного устройства (ограждения проволоки), что также снижает надежность работы станка и ухудшает безопасные условия работы на последнем неудобство выгрузки (выемки) отрезанных мерных длин круглого и периодического проката из приемной лотковой системы, выполненной в виде крюков. Известен автомат отрезной специальный для безотходной резки и правки круглого проката (станок для безотходной резки и правки круглого проката), содержащий станину,в которой смонтированы устройство направляющее для круглого проката, механизм подачи круглого проката передний, механизм подачи круглого проката задний, устройство правки круглого проката, включающее в себя правильную рамку с инструментом (кулачковым валом), механизм реза круглого проката, устройство для установки и размотки бухты круглого проката, выполненное в виде фигурки и расположенное сбоку станины со стороны механизма подачи круглого проката переднего, и состоящее из неподвижного основания, на котором с возможностью вращения смонтирована поворотная платформа в виде горизонтально расположенных лучей, соединенных между собой радиусными секторами с образованием круглой формы, а на каждом из лучей поворотной платформы с возможностью перемещения вдоль последних размещены одним концом вертикальные стойки со свободными в пространстве вторыми концами, предохранительное устройство (ограждение проволоки), расположенное между устройством для установки и размотки бухты круглого проката и станиной, выполненное в виде каркаса из сегментов прямоугольной формы, и приемную лотковую систему (лоток приемный) для отрезанных мерных длин круглого проката, выполненную в виде набора крюков и расположенную сбоку станины со стороны механизма реза круглого проката 2. Недостатками известного станка для безотходной резки и правки круглого проката являются сваливание (сползание) витков бухты круглого проката, установленной на поворотной платформе устройства для установки и размотки бухты круглого проката, при неплотной их намотке за пределы последней при разматывании круглого проката из бухты при работе станка, что снижает надежность работы станка 88952012.12.30 отклонение от вертикального положения вертикальных стоек устройства для установки и размотки бухты круглого проката, на которых установлена (надета) бухта круглого проката, при работе станка, вследствие чего витки бухты круглого проката имеют возможность смещения относительно друг друга по вертикали, нарушая порядок навивки витков, что, в свою очередь, также снижает надежность работы станка повышенный износ вертикальных стоек устройства для установки и размотки бухты круглого проката при размотке круглого проката из бухты за счет сил трения при работе станка, что приводит к быстрому выходу их из строя и снижает надежность работы последнего неудобство заправки конца первого витка круглого проката в устройство направляющее для круглого проката через предохранительное устройство (ограждение проволоки) из бухты круглого проката, установленной на устройстве для установки и размотки бухты круглого проката, вследствие разной величины диаметра намотки последней и возможности захлестывания конца последнего витка круглого проката при размотке бухты круглого проката за предельные габариты предохранительного устройства, что также снижает надежность работы станка и ухудшает безопасные условия работы на последнем неудобство выгрузки (выемки) отрезанных мерных длин круглого проката из приемной лотковой системы, выполненной в виде крюков. Технической задачей предлагаемой полезной модели является повышение надежности работы станка и повышение безопасных условий работы на станке. Поставленная задача достигается тем, что в станке для безотходной резки и правки круглого проката, содержащем станину, в которой смонтированы передний и задний механизмы подачи круглого проката, устройство правки круглого проката, включающее в себя правильную рамку с инструментом, механизм реза круглого проката, устройство для установки и размотки бухты круглого проката, расположенное сбоку станины со стороны переднего механизма подачи круглого проката и состоящее из неподвижного основания,на котором с возможностью вращения смонтирована поворотная платформа в виде горизонтально расположенных лучей, соединенных между собой радиусными секторами с образованием круглой формы, а на каждом из лучей поворотной платформы с возможностью перемещения вдоль последних размещены одним концом вертикальные стойки со свободными в пространстве вторыми концами, предохранительное устройство, расположенное между устройством для установки и размотки бухты круглого проката и станиной, выполненное в виде каркаса из сегментов, и приемную лотковую систему для отрезанных мерных длин круглого проката, расположенную сбоку станины со стороны механизма реза круглого проката, устройство для установки и размотки бухты круглого проката дополнительно снабжено крестовиной, количество лучей которой соответствует количеству лучей поворотной платформы и жестко соединенной со свободными концами вертикальных стоек,при этом поворотная платформа дополнительно снабжена предохранительной юбкой,расположенной выше поворотной платформы и жестко связанной с лучами последней посредством кронштейнов, причем размер предохранительной юбки по диаметру превышает размер поворотной платформы, а каркас предохранительного устройства выполнен в виде усеченного конуса из сегментов круглой формы, большее основание которого направлено в сторону устройства для установки и размотки бухты круглого проката, при этом приемная лотковая система для отрезанных мерных длин круглого проката выполнена в виде ряда наклонных склизов, свободные концы которых расположены на расстоянииот пола, на котором последняя установлена, при этом в расстояниемежду полом и свободными концами склизов имеет возможность установки технологическая тара для накапливания отрезанных мерных длин круглого проката. Поставленная задача достигается и тем, что вертикальные стойки устройства для установки и размотки бухты круглого проката снабжены износостойкими накладками. Поставленная задача достигается и тем,что износостойкие накладки выполнены быстросъемными. 4 88952012.12.30 На фиг. 1 изображен предлагаемый станок для безотходной резки и правки круглого проката, общий вид спереди на фиг. 2 - видна фиг. 1 (вид сверху на станок) на фиг. 3 разрез Б-Б на фиг. 1 на фиг. 4 - разрез - на фиг. 1 (видовой разрез устройства для установки и размотки бухты круглого проката пунктиром показано одно из возможных положений стоек на поворотной платформе в зависимости от внутреннего диаметра устанавливаемой для размотки бухты круглого проката). Станок для безотходной резки и правки круглого проката содержит станину 1, в которой смонтированы устройство направляющее для круглого проката 2, механизм подачи круглого проката передний 3, механизм подачи круглого проката задний 4, устройство правки круглого проката, выполненное в виде правильной рамки с инструментом 5, механизм реза круглого проката 6, устройство для установки и размотки бухты круглого проката,выполненное в виде фигурки 7 и расположенное сбоку станины 1 со стороны устройства направляющего для круглого проката 2, предохранительное устройство 8, расположенное между фигуркой 7 и станиной 1, и приемную лотковую систему для отрезанных мерных длин круглого проката 9, расположенную сбоку станины 1 со стороны механизма реза круглого проката 6. Фигурка 7 представляет собой неподвижное основание 10, на котором с возможностью вращения смонтирована поворотная платформа 11, выполненная в виде горизонтально расположенных лучей 12 (например, трех или четырех), соединенных между собой, например, радиусными секторами 13. На горизонтальных лучах 12 с возможностью перемещения относительно последних установлены и зафиксированы (относительно последних), например, при помощи болтовых соединений (на фигурах показано условно),одним концом вертикальные стойки 14, а вторые концы вертикальных стоек 14 жестко соединены между собой крестовиной 15, например, также при помощи болтовых соединений (на фигурах не показано), обеспечивая жесткую конструкцию. Высота вертикальных стоек 14 выбирается в зависимости от конкретных параметров, в частности от максимальной высоты устанавливаемых бухт круглого проката, предназначенных для правки и безотходной резки на мерные длины. Крестовина 15 содержит такое же количество лучей 16,что и поворотная платформа 11. При этом в лучах 12 и 16 поворотной платформы 11 и крестовины 15 соответственно выполнены с заданным шагом (на фигурах показано условно) отверстия 17 и 18 соответственно, определяющие положение вертикальных стоек 14 относительно оси вращения поворотной платформы 11 (в зависимости от внутреннего диаметра устанавливаемой бухты круглого проката). В зависимости от марки устанавливаемой бухты круглого проката в состав фигурки 7 могут входить несколько крестовин 15 с разным диапазоном длины лучей 16 (на фиг. 4 показано пунктиром). Вертикальные стойки 14 выполнены с износостойкими накладками 18, расположенными с их наружной стороны. В зависимости от конкретных условий эксплуатации станка износостойкие накладки 19 могут быть выполнены быстросъемными и смонтированными на вертикальных стойках 14, например, при помощи винтов (на фигурах не показано). При этом поворотная платформа 11 дополнительно снабжена предохранительной юбкой 20, расположенной выше поворотной платформы 11 и жестко связанной с лучами 12 последней посредством кронштейнов 21, причем размер предохранительной юбки 20 по диаметру превышает размер поворотной платформы 11. Предохранительное устройство 8 представляет собой каркас, выполненный в виде усеченного конуса из сегментов круглой формы,большее основание которого направлено в сторону устройства для установки и размотки бухты круглого проката. Приемная лотковая система для отрезанных мерных длин круглого проката 9 выполнена в виде ряда наклонных склизов 22, свободные концы которых расположены на расстоянииот пола, на котором последняя установлена. При этом в расстояниемежду полом и свободными концами наклонных склизов 22 имеет возможность установки технологическая тара для накапливания отрезанных мерных длин круглого проката (на фигурах не показана). В зависимости от конкретных условий эксплуатации станка расстояниеравно 100 мм. 5 88952012.12.30 Станок для безотходной резки и правки круглого проката работает следующим образом. Перед первоначальным пуском станка в работу необходимо выполнить несколько предварительных технологических операций. Перед началом работы на станке по предварительным замерам внутреннего отверстия бухты круглого проката, предназначенной для правки и безотходной резки на мерные длины, на лучах 12 поворотной платформы 11 фигурки 7 предварительно выставляются вертикальные стойки 14 путем перемещения их по последним и фиксируются на последних, например, при помощи болтовых соединений. После этого при помощи крестовины 15 с соответствующей длиной лучей 16 (входящей в состав фигурки 7) производится соединение, например, при помощи болтового соединения свободных концов вертикальных стоек 14 в единое целое. Далее при помощи необходимых средств механизации на фигурку 7 устанавливается бухта круглого проката (на фигурах не показано) таким образом, чтобы вертикальные стойки 14 последней расположились во внутреннем отверстии бухты с минимальным зазором. После этого бухту круглого проката освобождают от элементов, скрепляющих ее витки между собой. Затем конец первого витка вручную пропускают внутри предохранительного устройства 8 и заправляют в устройство направляющее для круглого проката 2 до контакта с механизмом подачи круглого проката передним 3. Затем на приемной лотковой системе для отрезанных мерных длин круглого проката 9 настраивают упор с датчиком реза (на фигурах не показан) на требуемую мерную длину. В расстояниемежду полом и свободными концами наклонных склизов 22 устанавливается технологическая тара для складирования мерных длин круглого проката (на фигурах не показано). После выполнения вышеуказанных технологических операций станок готов к работе. Далее включают станок. При этом механизм подачи круглого проката передний 3 захватывает конец первого витка круглого проката и подает его в правильную рамку с инструментом 5, которая в это время приводится во вращение с необходимой скоростью приводом ее вращения (на фигурах не показано). Проходя через вращающуюся правильную рамку с инструментом 5, круглый прокат подвергается многократному изгибу собственного материала вращающейся правильной рамкой с инструментом 5 путем слабой пластической деформации металла нагрузкой одного знака (эффект Баушингера) и правится по длине. После выхода из правильной рамки с инструментом 5 правленый по длине круглый прокат поступает в механизм подачи круглого проката задний 4, который захватывает последний и перемещает его через механизм реза круглого проката 6 в приемную лотковую систему для отрезанных мерных длин круглого проката 9 до контакта с настроенным на требуемую мерную длину упором (на фигурах не показано). При этом датчик реза, расположенный на упоре (на фигуре не показан), дает сигнал приводу (на фигурах не показан) механизма реза круглого проката 6, который приводит в действие сам механизм реза круглого проката 6 и осуществляется безотходная резка (рубка) круглого проката на заданную мерную длину. После осуществления реза механизм реза круглого проката 6 возвращается в исходное положение. В это же время отрезанная мерная длина круглого проката падает на наклонные склизы 22 и по ним скатывается в технологическую тару для складирования мерных длин круглого проката, расположенную на полу под свободными концами наклонных склизов 22. Процесс правки круглого проката идет постоянно, и механизм подачи круглого проката задний 4 повторно перемещает его через механизм реза круглого проката 6 в приемную лотковую систему для отрезанных мерных длин круглого проката 9 до контакта с настроенным на требуемую мерную длину упором (на фигурах не показано). При этом датчик реза, расположенный на упоре (на фигурах не показан), повторно дает сигнал приводу (на фигурах не показан) механизма реза круглого проката 6, который приводит в действие сам механизм реза круглого проката 6, и осуществляется повторная безотходная резка (рубка) круглого проката на заданную мерную длину. После осуществления реза механизм реза круглого проката 6 возвращается в исходное положение. В это же время отрезанная мерная длина круглого проката падает на наклонные склизы 22 и по ним также скатывается в техноло 6 88952012.12.30 гическую тару для складирования мерных длин круглого проката, расположенную на полу под свободными концами наклонных склизов 22 (на фигурах не показано). Далее процесс обработки повторяется. По мере наполнения технологической тары для складирования мерных длин круглого проката (на фигурах не показано) последняя вынимается из-под склизов 22 приемной лотковой системы для отрезанных мерных длин круглого проката 9 и транспортируется в требуемое место, например на склад. Вместо изъятой из-под склизов 22 приемной лотковой системы для отрезанных мерных длин круглого проката 9 технологической тары устанавливается новая пустая технологическая тара (на фигурах не показано) и процесс обработки (правки и резки) продолжается. При работе станка, по мере правки и резки круглого проката на мерные длины, бухта круглого проката (на фигурах не показана), установленная на фигурке 7, разматывается, уменьшаясь в диаметре, и сходящий с нее и одновременно входящий в предохранительное устройство 8 виток круглого проката перемещается внутри каркаса последнего. При этом при размотке последнего витка бухты круглого проката конец его (и бухты круглого проката в целом) входит в предохранительное устройство 8 без захлестывания за пределы последнего. После полной размотки бухты круглого проката станок выключается. Далее на фигурку 7 устанавливается новая бухта круглого проката и выполняются все вышеописанные технологические операции. После этого включается станок и процесс обработки (правки и резки) возобновляется. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 8
МПК / Метки
МПК: B21C 19/00, B21C 47/00, B21C 47/26, B21C 47/22
Метки: проката, безотходной, резки, круглого, правки, станок
Код ссылки
<a href="https://by.patents.su/8-u8895-stanok-dlya-bezothodnojj-rezki-i-pravki-kruglogo-prokata.html" rel="bookmark" title="База патентов Беларуси">Станок для безотходной резки и правки круглого проката</a>
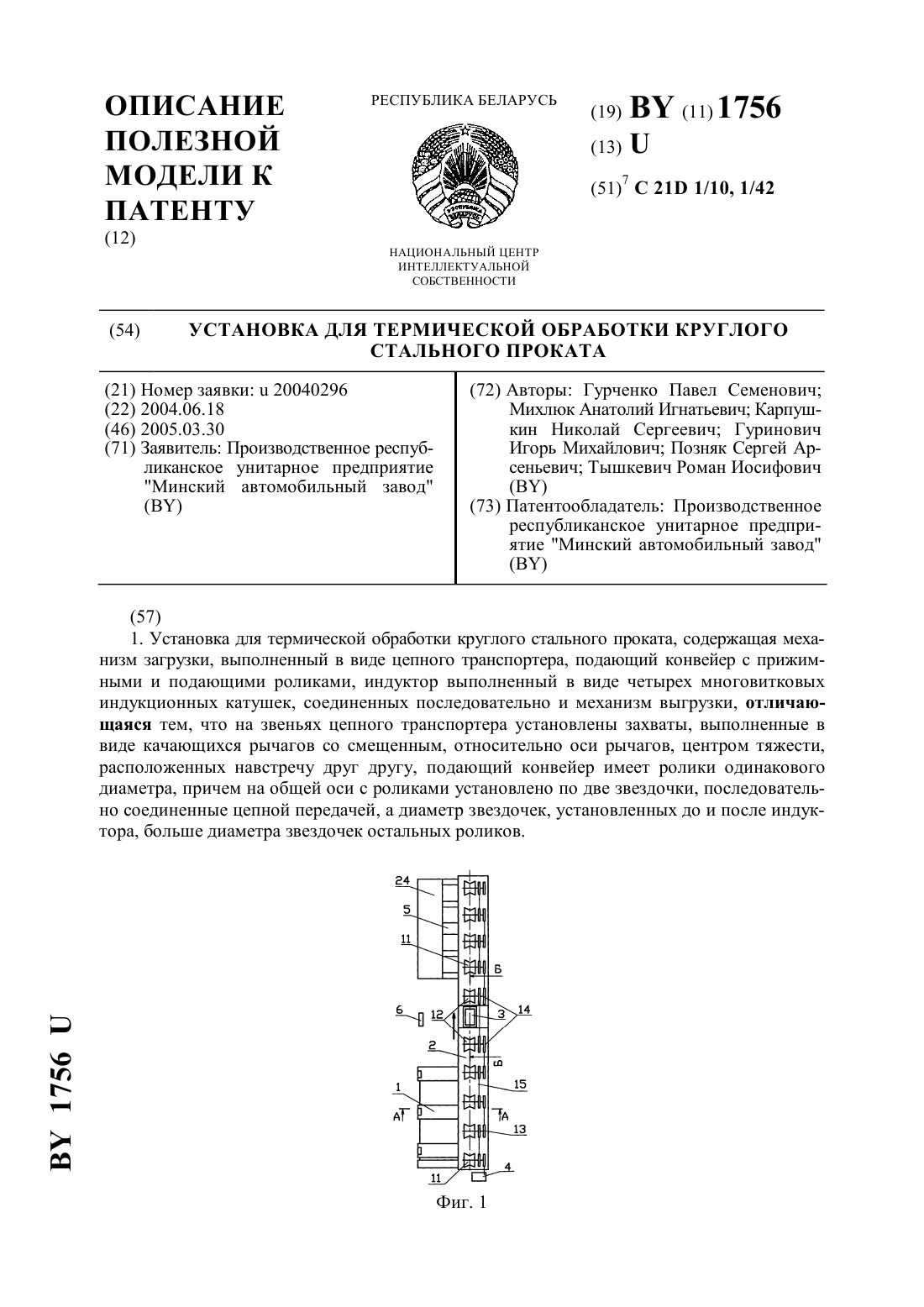
Установка для термической обработки круглого стального проката
Номер патента: U 1756
Опубликовано: 30.03.2005
Авторы: Михлюк Анатолий Игнатьевич, Карпушкин Николай Сергеевич, Позняк Сергей Арсеньевич, Гуринович Игорь Михайлович, Тышкевич Роман Иосифович, Гурченко Павел Семенович
Метки: установка, стального, круглого, проката, термической, обработки
Текст:
...прутка на ролики. Отпадает необходимость в наклонном лотке и отсекающем механизме. Применение единого роликового конвейера с роликами одинакового диаметра, соединенными цепной передачей через приводные звездочки от одного привода, позволяет упростить конструкцию установки и повысить надежность ее работы. За счет использования звездочек разного диаметра для привода крайних к индуктору роликов достигается разная скорость перемещения прутка...
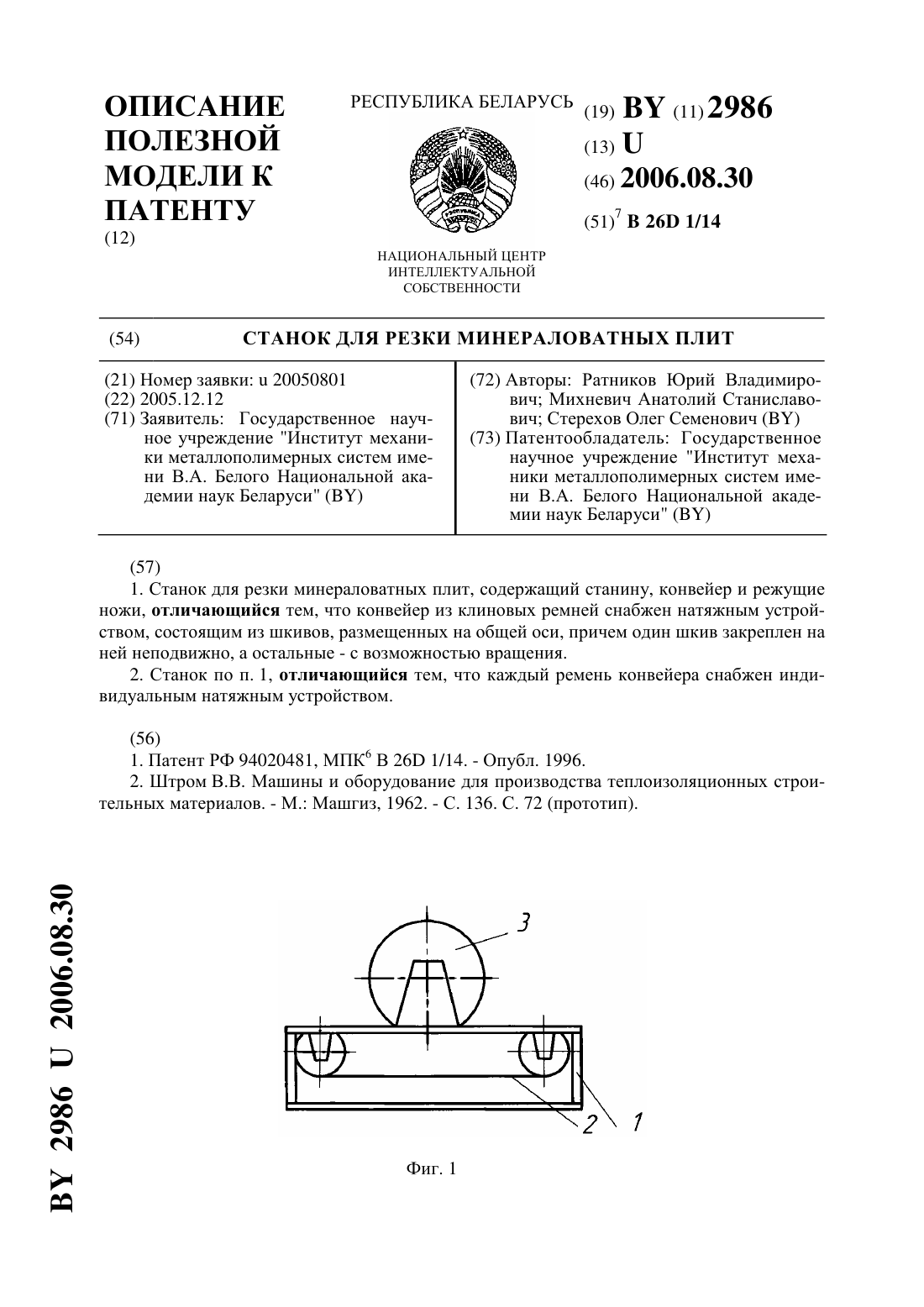
Станок для резки минераловатных плит
Номер патента: U 2986
Опубликовано: 30.08.2006
Авторы: Ратников Юрий Владимирович, Стерехов Олег Семенович, Михневич Анатолий Станиславович
МПК: B26D 1/14
Метки: минераловатных, плит, резки, станок
Текст:
...- вид станка сверху на фиг. 4 - участок вала со шкивами натяжного устройства на фиг. 5 - клиновой ремень конвейера с индивидуальным натяжным устройством. Заявляемое устройство содержит станину 1, конвейер из клиновых ремней 2, режущие ножи 3, расположенные на общем валу 4 и имеющие привод вращения 5, привод 6 ведущего вала 7 конвейера и общее натяжное устройство 8. Общее натяжное устройство 8 представляет собой ось 9, имеющую на концах опоры...
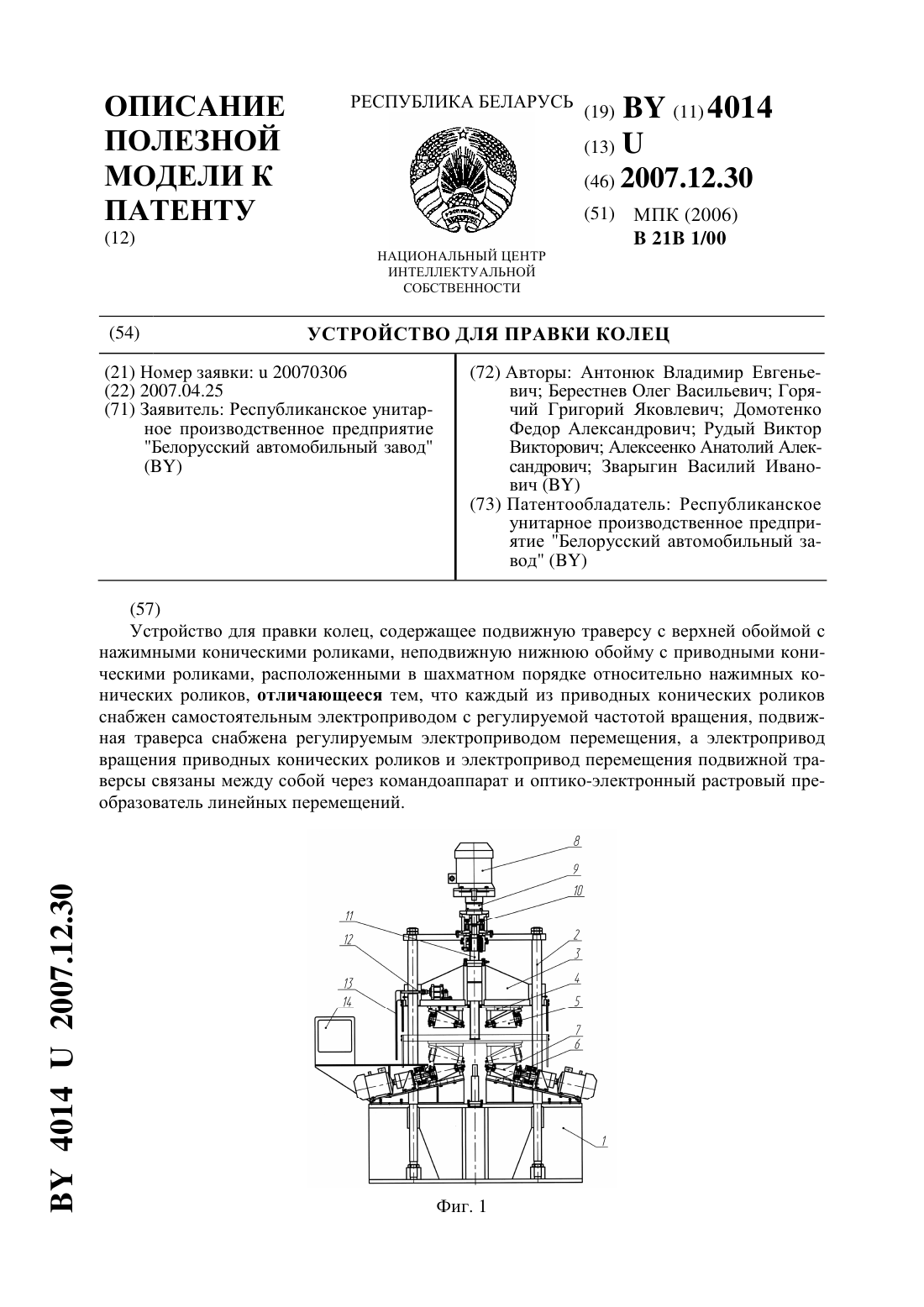
Устройство для правки колец
Номер патента: U 4014
Опубликовано: 30.12.2007
Авторы: Алексеенко Анатолий Александрович, Домотенко Федор Александрович, Берестнев Олег Васильевич, Антонюк Владимир Евгеньевич, Горячий Григорий Яковлевич, Рудый Виктор Викторович, Зварыгин Василий Иванович
МПК: B21B 1/00
Метки: колец, правки, устройство
Текст:
...перемещения подвижной траверсы на рабочий ход и осуществляется деформирование диска верхними нажимными роликами при вращении диска. При достижении нижнего положения верхних нажимных роликов происходит переключение направления перемещения подвижной траверсы и осуществляется разгрузка диска. При достижении исходной точки включения 2 40142007.12.30 электродвигателя привода вращения нижних приводных конических роликов происходит...
Способ газолазерной резки
Номер патента: 720
Опубликовано: 30.06.1995
Авторы: Науменко Н. Ф., Трунин Е. Е., Карпенко А. Д., Лубочкин В. А.
МПК: B23K 26/00
Метки: резки, способ, газолазерной
Текст:
...состояла в том, чтобы разработать эффективный способ газолазерной резки, обесначинающий улучшение качества реза при раскрое органосодержащих материалов.Поставленная задача решена Следующим образом. В способе газолазерной резки, включающем подачу в зону реза струи кислородсодержащего рабочего газа и дополнительного газа, согласно изобретению, в качестве дополнитедшиого газа используют аэрозоль жидкого топлива, которую вводят в струю...
Устройство для правки колец
Номер патента: U 5618
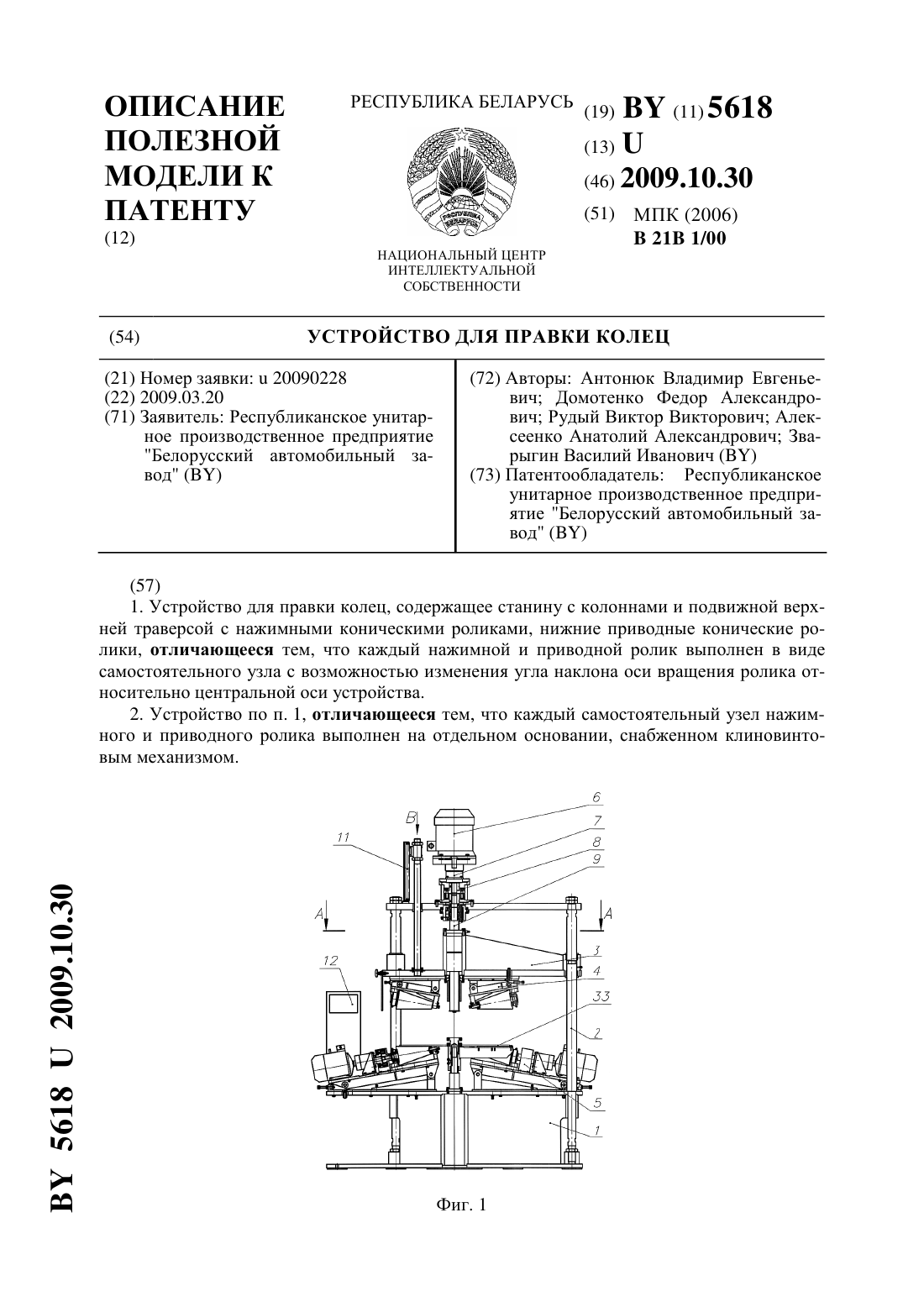
Опубликовано: 30.10.2009
Авторы: Алексеенко Анатолий Александрович, Рудый Виктор Викторович, Домотенко Федор Александрович, Антонюк Владимир Евгеньевич, Зварыгин Василий Иванович
МПК: B21B 1/00
Метки: правки, колец, устройство
Текст:
...конического ролика, на фиг. 4 - схема узла верхнего нажимного конического ролика, на фиг. 5 - схема регулировки требуемого угла наклона верхних нажимных роликов к центральной оси. Устройство для правки колец (фиг. 1) состоит из станины 1, колонн 2, подвижной траверсы 3, комплекта узлов 4 верхних нажимных роликов, комплекта узлов 5 нижних приводных роликов, механизма перемещения подвижной траверсы, состоящего из электродвигателя 6,...
Предыдущий патент: Объемная гидропередача
Следующий патент: Многоцелевой станок
Случайный патент: Гидрометрическая вертушка