Многоцелевой станок
Номер патента: U 8896
Опубликовано: 30.12.2012
Авторы: Резник Сергей Васильевич, Игнатович Владимир Сергеевич, Сосновский Владимир Викторович
Текст
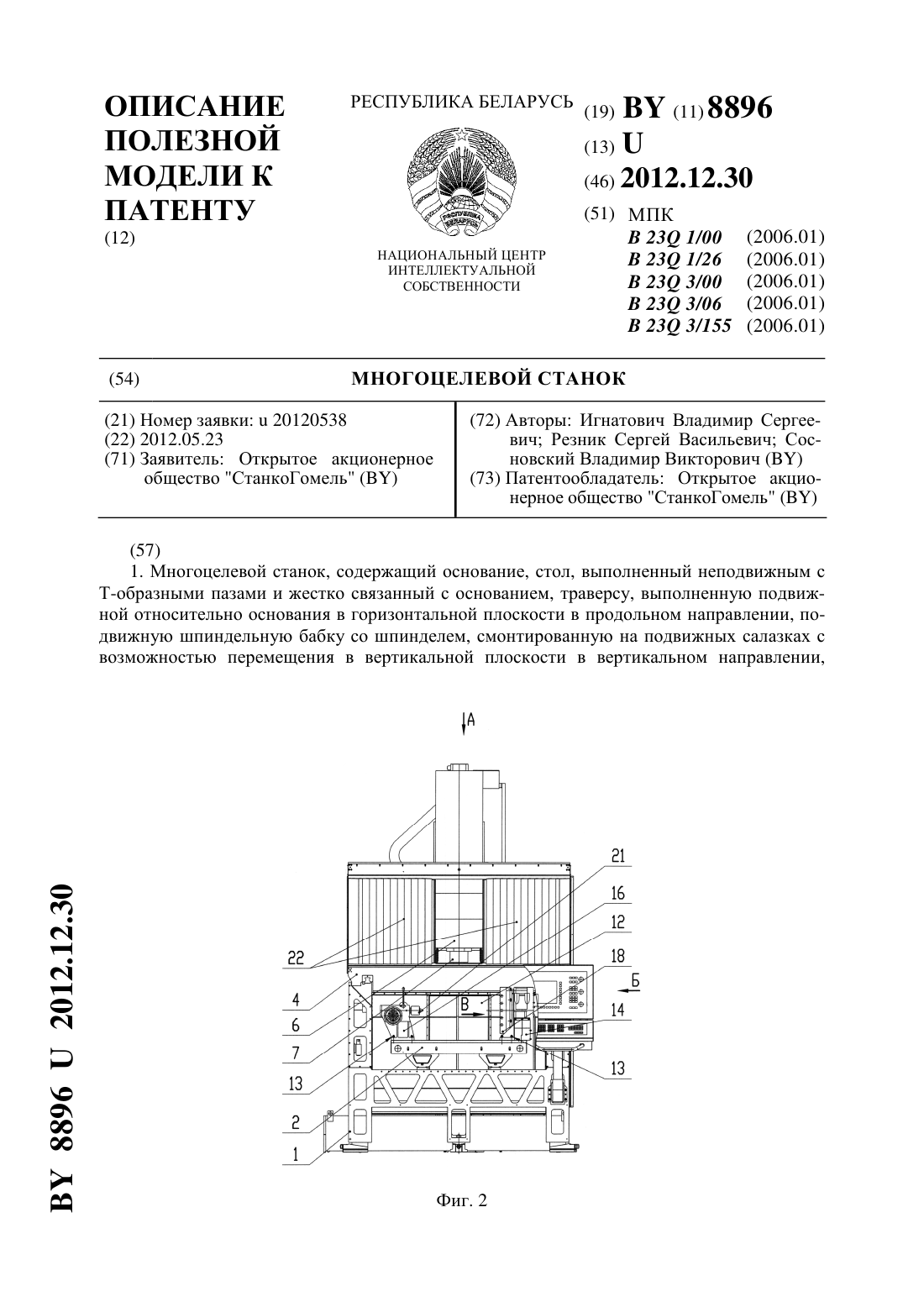
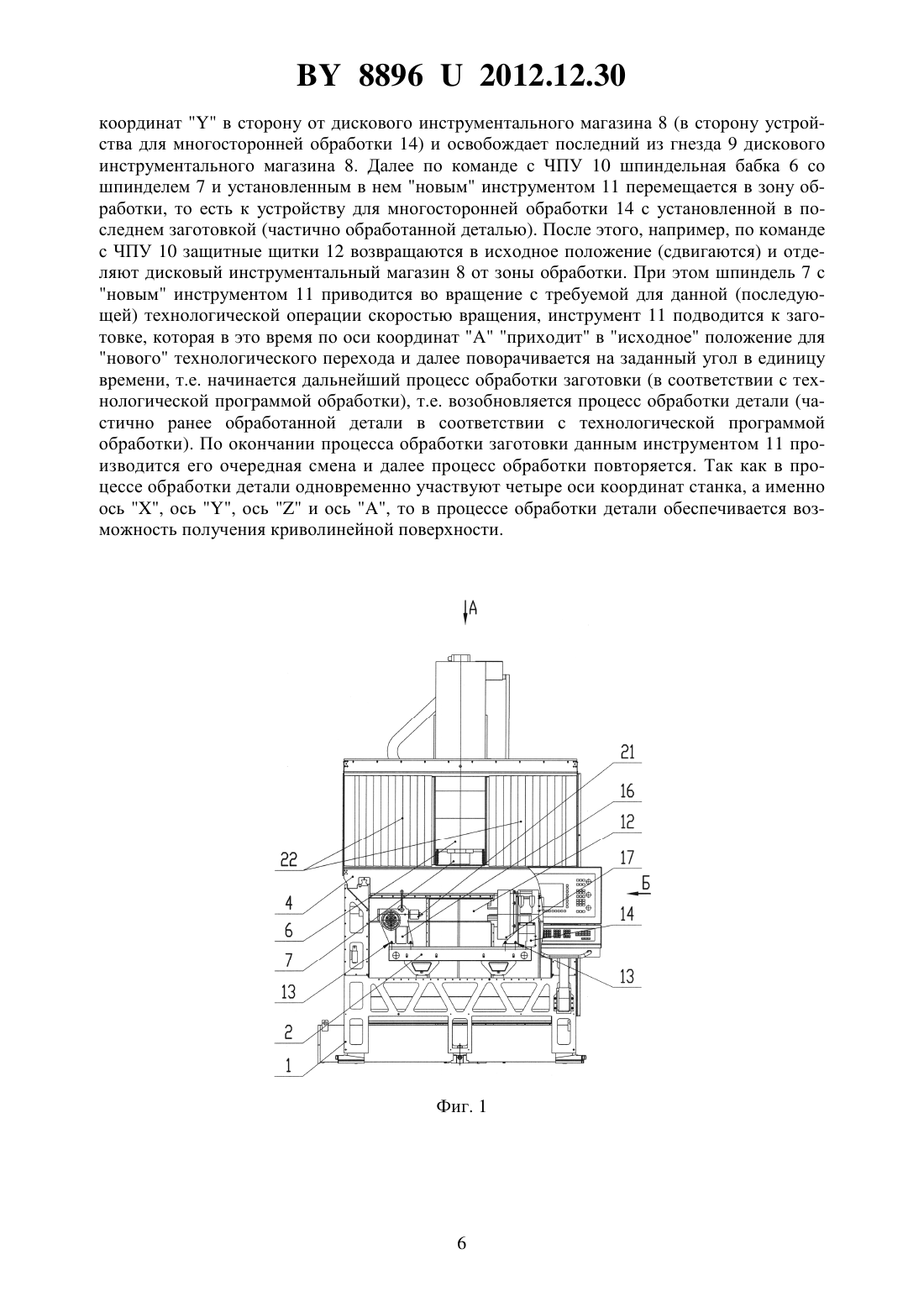
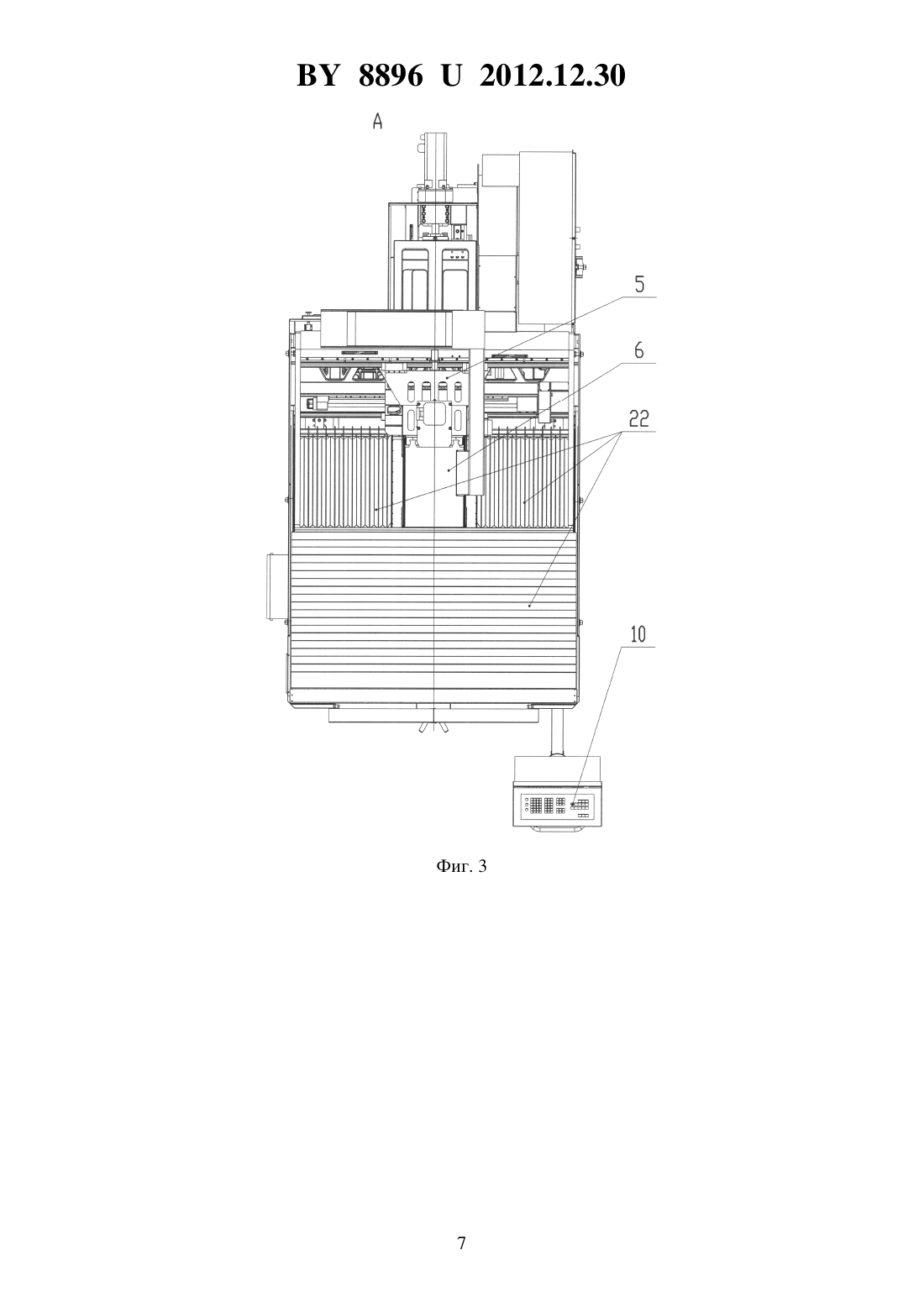
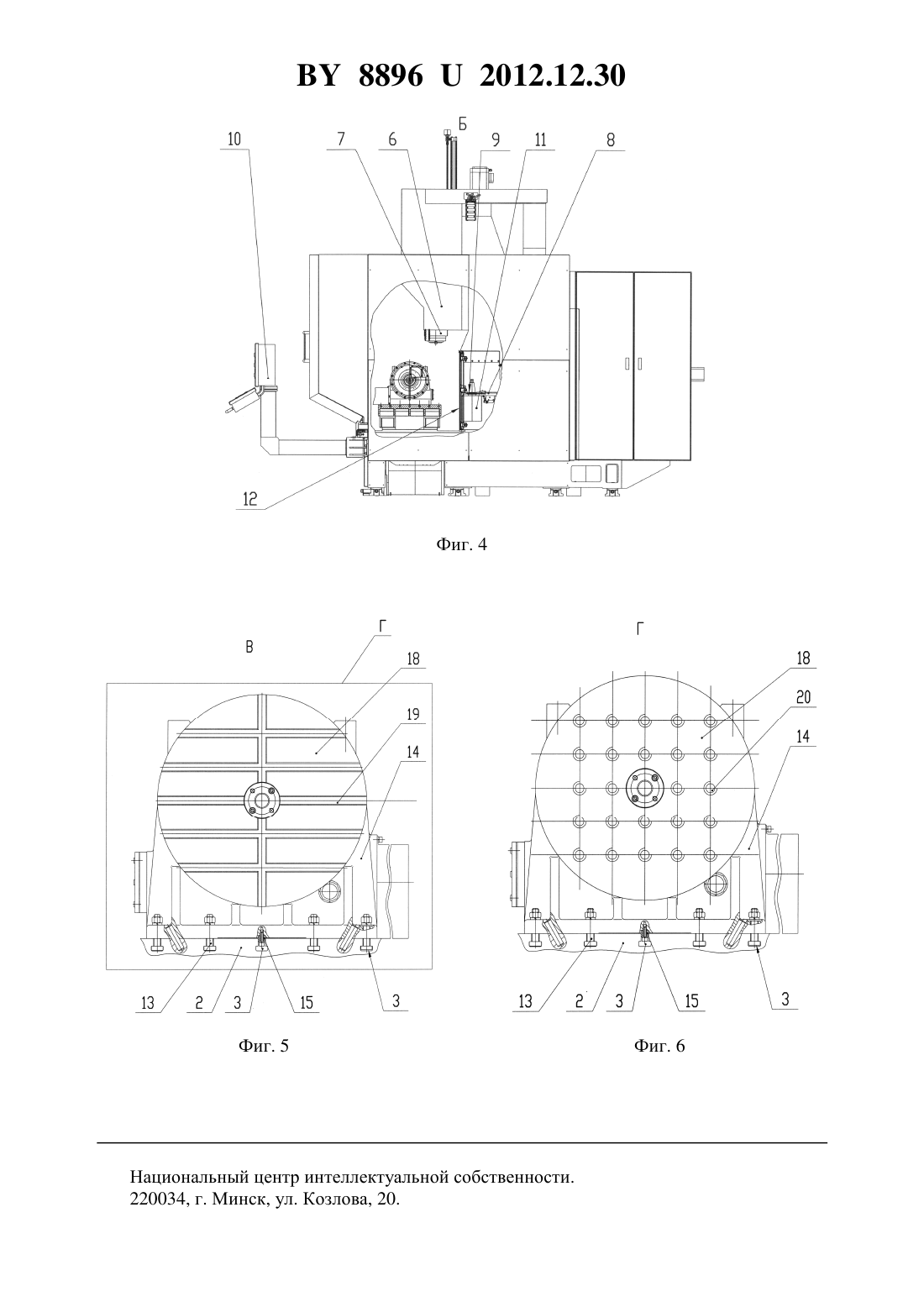
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Открытое акционерное общество СтанкоГомель(72) Авторы Игнатович Владимир Сергеевич Резник Сергей Васильевич Сосновский Владимир Викторович(73) Патентообладатель Открытое акционерное общество СтанкоГомель(57) 1. Многоцелевой станок, содержащий основание, стол, выполненный неподвижным с Т-образными пазами и жестко связанный с основанием, траверсу, выполненную подвижной относительно основания в горизонтальной плоскости в продольном направлении, подвижную шпиндельную бабку со шпинделем, смонтированную на подвижных салазках с возможностью перемещения в вертикальной плоскости в вертикальном направлении, Фиг. 2 88962012.12.30 устройство автоматической смены инструмента, выполненное в виде дискового инструментального магазина с вертикальной осью вращения и жестко смонтированное на основании, причем шпиндель подвижной шпиндельной бабки имеет возможность взаимодействия при смене инструмента с дисковым инструментальным магазином посредством установленного в последнем инструмента, отличающийся тем, что на столе посредством станочных болтов в комплекте с гайками, расположенных в -образных пазах стола,жестко смонтировано устройство для многосторонней обработки и расположен задний поддерживающий центр, имеющий возможность перемещения и фиксации относительно последнего, ось которого расположена соосно оси вращения устройства для многосторонней обработки. 2. Многоцелевой станок по п. 1, отличающийся тем, что устройство для многосторонней обработки снабжено токарным патроном, жестко связанным с выходным приводным валом устройства для многосторонней обработки. 3. Многоцелевой станок по п. 1, отличающийся тем, что устройство для многосторонней обработки снабжено столом-планшайбой, жестко связанным с выходным приводным валом устройства для многосторонней обработки. 4. Многоцелевой станок по п. 1 или 3, отличающийся тем, что стол-планшайба выполнен с Т-образными пазами для крепления и установки на своей поверхности заготовок. 5. Многоцелевой станок по п. 1 или 3, отличающийся тем, что стол-планшайба выполнен с резьбовыми отверстиями для крепления и установки на своей поверхности заготовок.(56) 1. Обрабатывающий центр модели 12 . Проспект фирмы ,Со. ,75,- 78532 . - Германия, 2009. 2. Центр вертикальный обрабатывающий с ЧПУ модели ГДС 500-00-36, руководство по эксплуатации ГДС 500-00-36.000.00.000 РЭ, с. 5.2, 5.3, 5.4, 5.5, 5.6, рис. 5.1. Открытое акционерное общество СтанкоГомель. - Гомель, Республика Беларусь, 2011. Полезная модель относится к области машиностроения, в частности к станкостроению, а именно к производству многоцелевых станков с устройством для многосторонней обработки для получения деталей с криволинейными поверхностями путем последовательной обработки их одним инструментом. Известен многоцелевой станок (обрабатывающий центр), содержащий основание со смонтированной на последнем неподвижной траверсой, на которой размещены с возможностью перемещения в горизонтальной плоскости в поперечном направлении подвижные салазки, на которых смонтированы с возможностью перемещения в горизонтальной плоскости в продольном направлении сани, на которых расположена с возможностью перемещения в вертикальной плоскости в вертикальном направлении подвижная шпиндельная бабка со шпинделем, поворотный стол, расположенный на основании, размещенное с возможностью перемещения внутри траверсы устройство автоматической смены инструмента,выполненное в виде цепного инструментального магазина с вертикальной осью вращения,имеющего возможность взаимодействия посредством размещенного в нем инструмента со шпинделем обрабатывающего центра, и ЧПУ 1. Недостатками известного многоцелевого станка (обрабатывающего центра) являются громоздкость и сложность конструкции. Наиболее близким по технической сущности является многоцелевой станок (обрабатывающий центр), содержащий основание, стол, выполненный неподвижным с -образными пазами и жестко связанный с основанием, траверсу, выполненную подвижной 2 88962012.12.30 относительно основания в горизонтальной плоскости в продольном направлении, подвижную шпиндельную бабку со шпинделем, смонтированную на подвижных салазках с возможностью перемещения в вертикальной плоскости в вертикальном направлении, устройство автоматической смены инструмента, выполненное в виде дискового инструментального магазина с вертикальной осью вращения и жестко смонтированное на основании,причем шпиндель подвижной шпиндельной бабки имеет возможность взаимодействия при смене инструмента с дисковым инструментальным магазином посредством установленного в последнем инструмента 2. Недостатком известного многоцелевого станка (обрабатывающего центра) являются ограниченные технологические возможности вследствие невозможности обработки криволинейных поверхностей. Технической задачей предлагаемой полезной модели является расширение технологических возможностей станка путем обеспечения возможности получения криволинейных поверхностей. Поставленная задача достигается тем, что во многоцелевом станке, содержащем основание, стол, выполненный неподвижным с -образными пазами и жестко связанный с основанием, траверсу, выполненную подвижной относительно основания в горизонтальной плоскости в продольном направлении, подвижную шпиндельную бабку со шпинделем,смонтированную на подвижных салазках с возможностью перемещения в вертикальной плоскости в вертикальном направлении, устройство автоматической смены инструмента,выполненное в виде дискового инструментального магазина с вертикальной осью вращения и жестко смонтированное на основании, причем шпиндель подвижной шпиндельной бабки имеет возможность взаимодействия при смене инструмента с дисковым инструментальным магазином посредством установленного в последнем инструмента, на столе посредством станочных болтов в комплекте с гайками, расположенных в -образных пазах стола, жестко смонтировано устройство для многосторонней обработки и расположен задний поддерживающий центр, имеющий возможность перемещения и фиксации относительно последнего, ось которого расположена соосно оси вращения устройства для многосторонней обработки, при этом устройство для многосторонней обработки снабжено токарным патроном или столом-планшайбой, жестко связанным с выходным приводным валом устройства для многосторонней обработки, причем стол-планшайба выполнен с-образными пазами или резьбовыми отверстиями для крепления и установки на своей поверхности заготовок, при этом задний поддерживающий центр снабжен вращающимся центром. На фиг. 1 изображен предлагаемый многоцелевой станок, вид спереди (ограждение частично-условно не показано вариант устройства для многосторонней обработки с токарным патроном) на фиг. 2 - многоцелевой станок, вид спереди (ограждение частичноусловно не показано вариант устройства для многосторонней обработки со столомпланшайбой с -образными пазами) фиг. 3 - видна фиг. 1 и 2 (вид сверху на многоцелевой станок) на фиг. 4 - вид Б на фиг. 1 и 2 (вид сбоку на многоцелевой станок) на фиг. 5 - вид В на фиг. 2 на фиг. 6 - выносной элемент Г на фиг. 5 (вариант исполнения стола-планшайбы устройства для многосторонней обработки с резьбовыми отверстиями). Многоцелевой станок (фиг. 1-4) содержит основание 1 с неподвижным и жестко связанным относительно последнего столом 2 с -образными пазами 3 (фиг. 5 и 6), подвижную относительно основания 1 в горизонтальной плоскости в продольном направлении траверсу 4 (координата перемещения - ось ), на которой размещены с возможностью перемещения в горизонтальной плоскости в поперечном направлении подвижные салазки 5(координата перемещения - ось ), подвижную шпиндельную бабку 6 со шпинделем 7,смонтированную на подвижных салазках 5 с возможностью перемещения в вертикальной плоскости в вертикальном направлении (координата перемещения - ось ), и устройство автоматической смены инструмента, выполненное в виде дискового инструментального 3 88962012.12.30 магазина 8 с гнездами 9 под инструмент с вертикальной осью вращения, жестко смонтированного на основании 1, и ЧПУ 10. Причем шпиндель 7 имеет возможность перемещения по всем трем координатам - по осисовместно со шпиндельной бабкой 6 и с салазками 5, по осисовместно со шпиндельной бабкой 6, с салазками 5 и траверсой 4 и по осисовместно со шпиндельной бабкой 6 - как по каждой оси координат поочередно, так и в любом сочетании осей координат, а также и по всем осям координат одновременно. При этом при смене инструмента шпиндель 7 подвижной шпиндельной бабки 6 имеет возможность взаимодействия с инструментом 11 (на фиг. 4 показано условно),установленным в гнезде 9 дискового инструментального магазина 8, расположенного в позиции смены. Дисковый инструментальный магазин 8 отделен от неподвижного стола 2(зоны обработки) подвижными раздвигающимися защитными щитками 12. На столе 2 посредством станочных болтов 13 в комплекте с гайками, расположенных -образных пазах 3 стола 2, жестко смонтировано устройство для многосторонней обработки 14 (например с правой стороны стола 2), имеющее возможность вращения вокруг своей оси (ось координат ). При этом в устройстве для многосторонней обработки 14 снизу жестко смонтирована направляющая шпонка 15 (фиг. 5 и 6), которая базируется в центральном образном пазу 3 стола 2. Одновременно на столе 2 также посредством станочных болтов 13 в комплекте с гайками, размещенных в -образных пазах 3 стола 2, расположен и задний поддерживающий центр 16, имеющий возможность перемещения по столу 2 вдоль образных пазов 3 и фиксации относительно устройства для многосторонней обработки 14 в требуемом положении посредством станочных болтов 13 в комплекте с гайками. При этом ось центров заднего поддерживающего центра 16 расположена соосно оси вращения устройства для многосторонней обработки 14. В зависимости от условий обработки деталей устройство для многосторонней обработки 14 может быть выполнено с токарным патроном 17, жестко связанным с выходным приводным валом (на фигурах не показано) последнего, или с столом-планшайбой 18, также жестко связанным с выходным приводным валом последнего. В свою очередь, в зависимости от способа крепления деталей,стол-планшайба 18 может быть выполнен с Т-образными пазами 19 или резьбовыми отверстиями 20 для крепления и установки на своей поверхности заготовок. Также в зависимости от условий обработки деталей задний поддерживающий центр 16 может быть снабжен вращающимся центром 21 или жестким невращающимся центром (на фигурах не показано). Сам же многоцелевой станок снабжен защитным ограждением 22, предохраняющим обслуживающий персонал при работе на станке от брызг смазочно-охлаждающей жидкости и вылета стружки. Многоцелевой станок работает следующим образом. В первоначальный момент, например, вручную раздвигаются дверцы (на фигурах не показано) защитного ограждения 22 и, в зависимости от конкретных условий обработки детали, в токарный патрон 17 или на стол-планшайбу 18 устройства для многосторонней обработки 14 устанавливается и закрепляется заготовка (на фигурах не показано) и при необходимости поджимается задним поддерживающим центром 14 (на фигурах не показано) с установленным в нем, например, вращающимся центром 16. При этом задний поддерживающий центр 14 с установленным в нем вращающимся центром 16 перемещается по столу 2 вдоль -образных пазов 3 и фиксируется в требуемом положении при помощи станочных болтов 13 к -образным пазам в комплекте с гайками. Одновременно в дисковый инструментальный магазин 8 загружается инструмент (на фиг. 2 показано условно один инструмент в позиции смены). После этого дверцы защитного ограждения 22 вручную закрываются. Далее, например, по команде с ЧПУ 10 шпиндель 7, перемещаясь,например, одновременно по осям координат ,и , приходит в позицию смены инструмента и позиционируется в ней. Одновременно с этим начинает вращаться вокруг своей оси дисковый инструментальный магазин 8 и в позицию смены инструмента приходит требуемый для обработки заготовки инструмент 11 при этом дисковый инструмен 4 88962012.12.30 тальный магазин 8 также позиционируется в последней. Далее по команде с ЧПУ 10 защитные щитки 12 раздвигаются (на фигурах не показано) и появляется доступ к инструменту 11, находящемуся в данный момент в позиции смены. После этого шпиндель 7 со шпиндельной бабкой 6 перемещается по оси координатк инструменту 11, наезжает на него, после чего последний фиксируется в шпинделе 7. Затем шпиндель 7 с зафиксированным инструментом 10 (на фигурах не показано) по команде с ЧПУ 10 совместно со шпиндельной бабкой 6, с салазками 5 и траверсой 4 перемещается по оси координатв сторону от дискового инструментального магазина 8 (в сторону устройства для многосторонней обработки 14) и освобождает последний из гнезда 9 дискового инструментального магазина 8. Одновременно с этим по команде с ЧПУ 10 приводится во вращение по оси координатустройство для многосторонней обработки 14 с установленной в нем заготовкой (на фигурах не показано), которая устанавливается в исходное для начала обработки положение. Далее по команде с ЧПУ 10 шпиндельная бабка 6 со шпинделем 7 и установленным в нем инструментом 11 перемещается в зону обработки, то есть к заготовке, расположенной в устройстве для многосторонней обработки 14. После этого, например, по команде с ЧПУ 10 защитные щитки 12 возвращаются в исходное положение(сдвигаются) и отделяют дисковый инструментальный магазин 8 от зоны обработки. При этом шпиндель 7 с инструментом 11 приводится во вращение с требуемой для данной технологической операции скоростью вращения, инструмент 11 подводится к заготовке,которая, например, начинает поворачиваться на заданный угол в единицу времени по оси координат А, и начинается процесс обработки заготовки (в соответствии с технологической программой обработки). При этом шпиндель 7 с инструментом 11 при необходимости перемещается по оси координатсовместно со шпиндельной бабкой 6 и с салазками 5, по оси координатсовместно со шпиндельной бабкой 6, с салазками 5 и траверсой 4 и по оси координатсовместно со шпиндельной бабкой 6, или по всем осям координат одновременно (в зависимости от технологической программы обработки детали), позиционируясь в заданных точках. Одновременно с этим, также в зависимости от технологической программы обработки детали, продолжает поворачиваться по оси координатна заданный угол в единицу времени обрабатываемая деталь (заготовка),расположенная в токарном патроне 17 или на столе-планшайбе 18 устройства для многосторонней обработки 14. По окончании технологического перехода обработки заготовки установленным в данный момент в шпинделе 7 инструментом 11, например, по команде с ЧПУ 10 последний останавливается и шпиндель 7 совместно со шпиндельной бабкой 6 перемещается в зону смены инструмента при этом защитные щитки 12 раздвигаются (на фигурах не показано) и появляется доступ к гнезду 9 дискового инструментального магазина 8, находящемуся в данный момент в позиции смены. При этом устройство для многосторонней обработки 14 прекращает свое вращение по оси координати останавливается. Далее шпиндель 7 с отработавшим инструментом 11 совместно со шпиндельной бабкой 6, с салазками 5 и траверсой 4 перемещается по оси координатв сторону к дисковому инструментальному магазину 8 (в сторону от устройства для многосторонней обработки 14) и инструмент 11 фиксируется в гнезде 9 дискового инструментального магазина 8. Затем по команде с ЧПУ 10 инструмент 11 расфиксируется в шпинделе 7 и шпиндельная бабка 6 со шпинделем 7 перемещается вверх по оси координат , оставляя в гнезде 9 дискового инструментального магазина 8 отработавший инструмент 11. После этого начинает вращаться дисковый инструментальный магазин 8 с установленными в нем инструментами (на фигурах не показано) и в позицию смены приходит следующий(новый) инструмент 11, требуемый для обработки заготовки. После этого шпиндель 7 со шпиндельной бабкой 6 перемещается по оси координатк новому инструменту 11,наезжает на него, после чего последний фиксируется в шпинделе 7. Затем шпиндель 7 с зафиксированным новым инструментом 11 (на фигурах не показано) по команде с ЧПУ 10 совместно со шпиндельной бабкой 6, с салазками 5 и траверсой 4 перемещается по оси 5 88962012.12.30 координатв сторону от дискового инструментального магазина 8 (в сторону устройства для многосторонней обработки 14) и освобождает последний из гнезда 9 дискового инструментального магазина 8. Далее по команде с ЧПУ 10 шпиндельная бабка 6 со шпинделем 7 и установленным в нем новым инструментом 11 перемещается в зону обработки, то есть к устройству для многосторонней обработки 14 с установленной в последнем заготовкой (частично обработанной деталью). После этого, например, по команде с ЧПУ 10 защитные щитки 12 возвращаются в исходное положение (сдвигаются) и отделяют дисковый инструментальный магазин 8 от зоны обработки. При этом шпиндель 7 с новым инструментом 11 приводится во вращение с требуемой для данной (последующей) технологической операции скоростью вращения, инструмент 11 подводится к заготовке, которая в это время по оси координат А приходит в исходное положение для нового технологического перехода и далее поворачивается на заданный угол в единицу времени, т.е. начинается дальнейший процесс обработки заготовки (в соответствии с технологической программой обработки), т.е. возобновляется процесс обработки детали (частично ранее обработанной детали в соответствии с технологической программой обработки). По окончании процесса обработки заготовки данным инструментом 11 производится его очередная смена и далее процесс обработки повторяется. Так как в процессе обработки детали одновременно участвуют четыре оси координат станка, а именно ось , ось , осьи ось , то в процессе обработки детали обеспечивается возможность получения криволинейной поверхности. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 8
МПК / Метки
МПК: B23Q 3/00, B23Q 3/155, B23Q 3/06, B23Q 1/00, B23Q 1/26
Метки: многоцелевой, станок
Код ссылки
<a href="https://by.patents.su/8-u8896-mnogocelevojj-stanok.html" rel="bookmark" title="База патентов Беларуси">Многоцелевой станок</a>
Многоцелевой станок
Номер патента: 12164
Опубликовано: 30.08.2009
Авторы: Игнатович Владимир Сергеевич, Сосновский Владимир Викторович, Обухов Александр Николаевич
МПК: B23Q 3/157, B23Q 39/00
Метки: многоцелевой, станок
Текст:
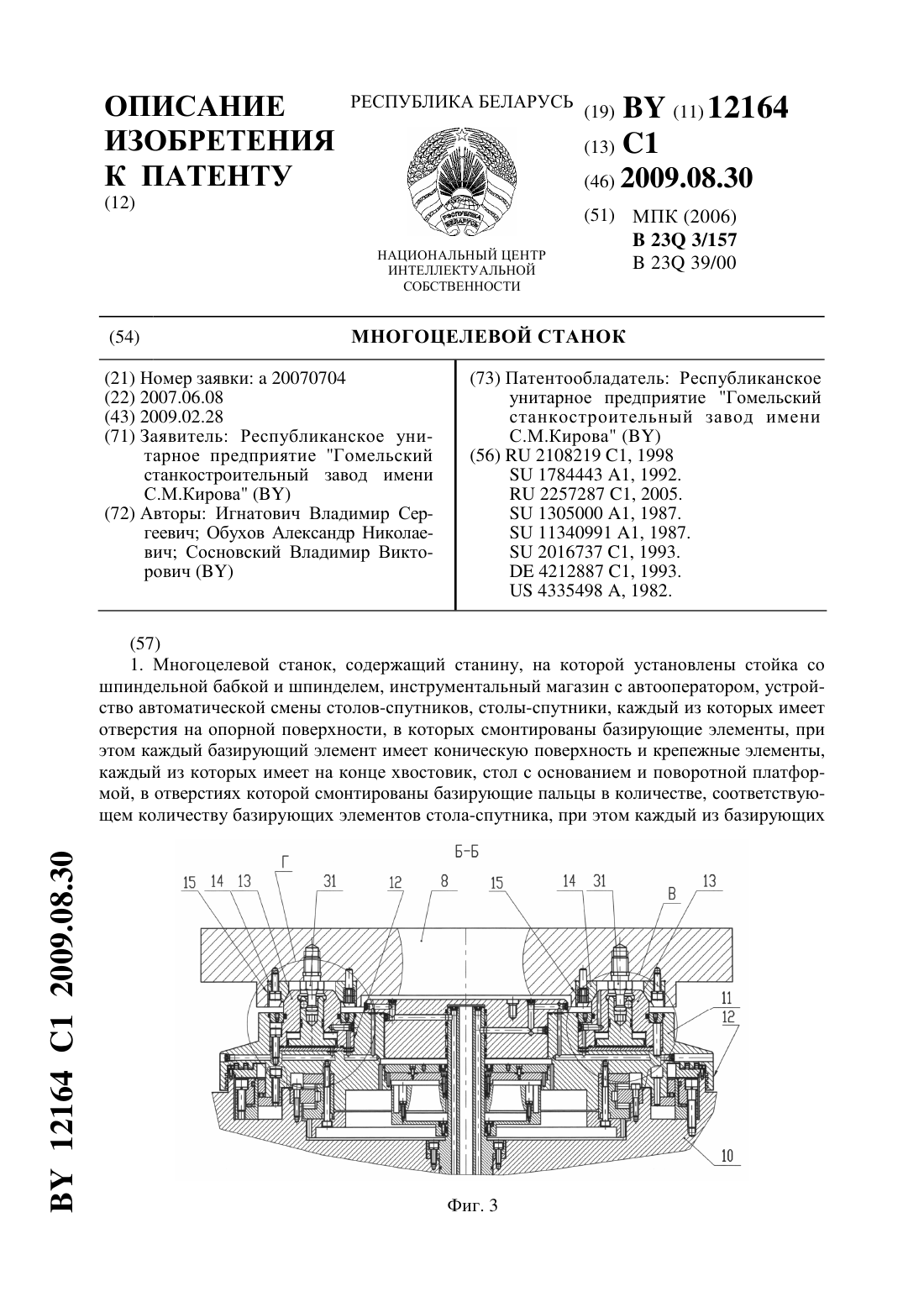
...через кото 4 12164 1 2009.08.30 рые последний подводится к каждому базирующему пальцу 13. В зависимости от конкретных условий эксплуатации, например, в сильно запыленной среде, для исключения попадания технической пыли в осевую проточку 27 штока 26 каждого из базирующих пальцев 13, в последней размещен с возможностью перемещения подпружиненный пружиной 33 стакан 34, с которым взаимодействует захватная головка 30 каждого крепежного...
Вертикальный консольный металлообрабатывающий станок
Номер патента: U 6064
Опубликовано: 30.04.2010
Авторы: Резник Сергей Васильевич, Игнатович Владимир Сергеевич, Сосновский Владимир Викторович, Обухов Александр Николаевич
Метки: металлообрабатывающий, консольный, вертикальный, станок
Текст:
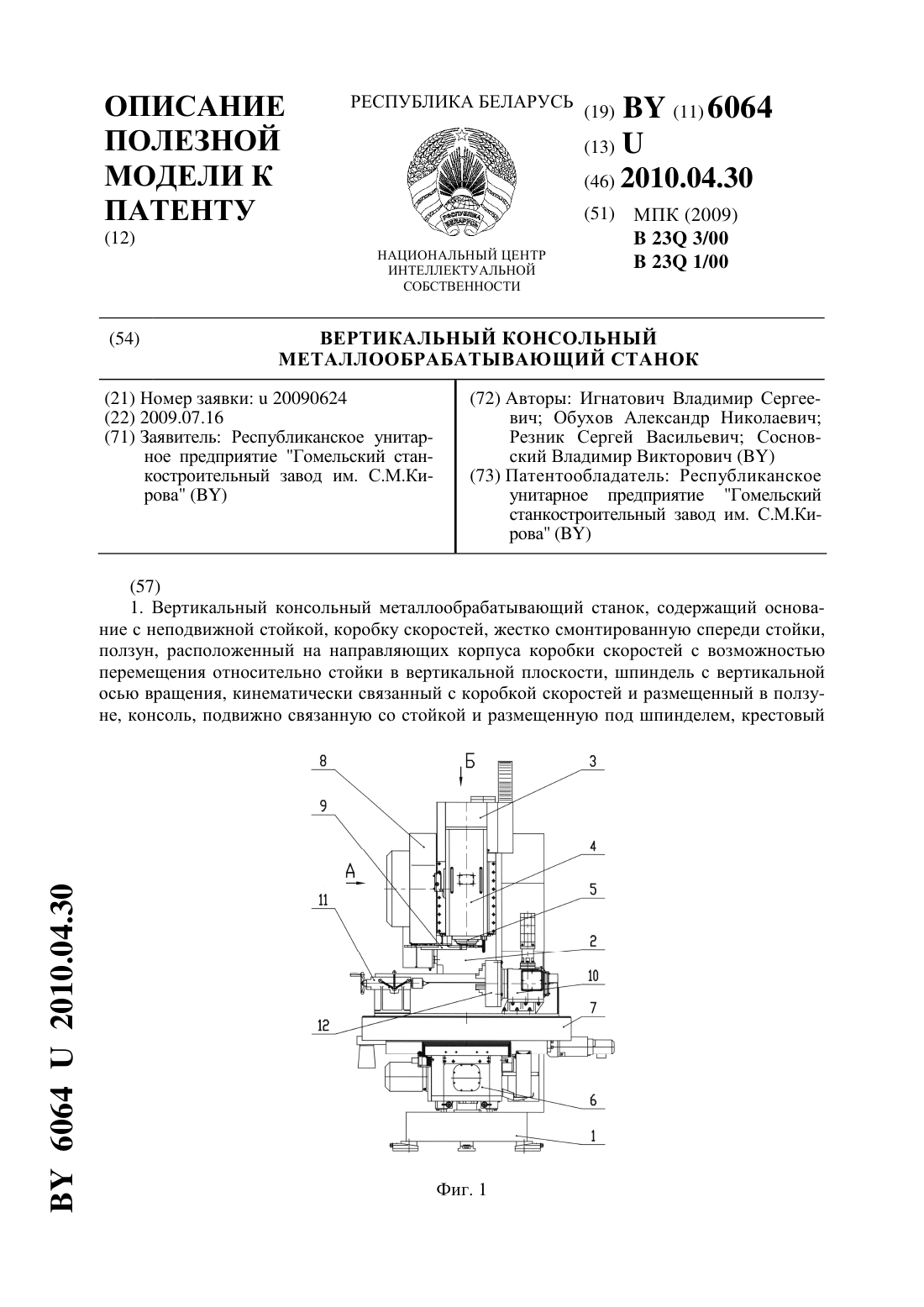
...устройства для многосторонней обработки, при этом устройство для многосторонней обработки снабжено токарным патроном или столом-планшайбой, жестко связанным со шпинделем устройства для многосторонней обработки, причем стол-планшайба выполнен с Т-образными пазами или резьбовыми отверстиями для крепления на поверхности для установки заготовок. На фиг. 1 изображен предлагаемый вертикальный консольный металлообрабатывающий станок, общий вид...
Многоцелевой элемент конструкции
Номер патента: U 5543
Опубликовано: 30.08.2009
Автор: СВЕРЖ Александр Анатольевич
МПК: E01C 13/00
Метки: элемент, конструкции, многоцелевой
Текст:
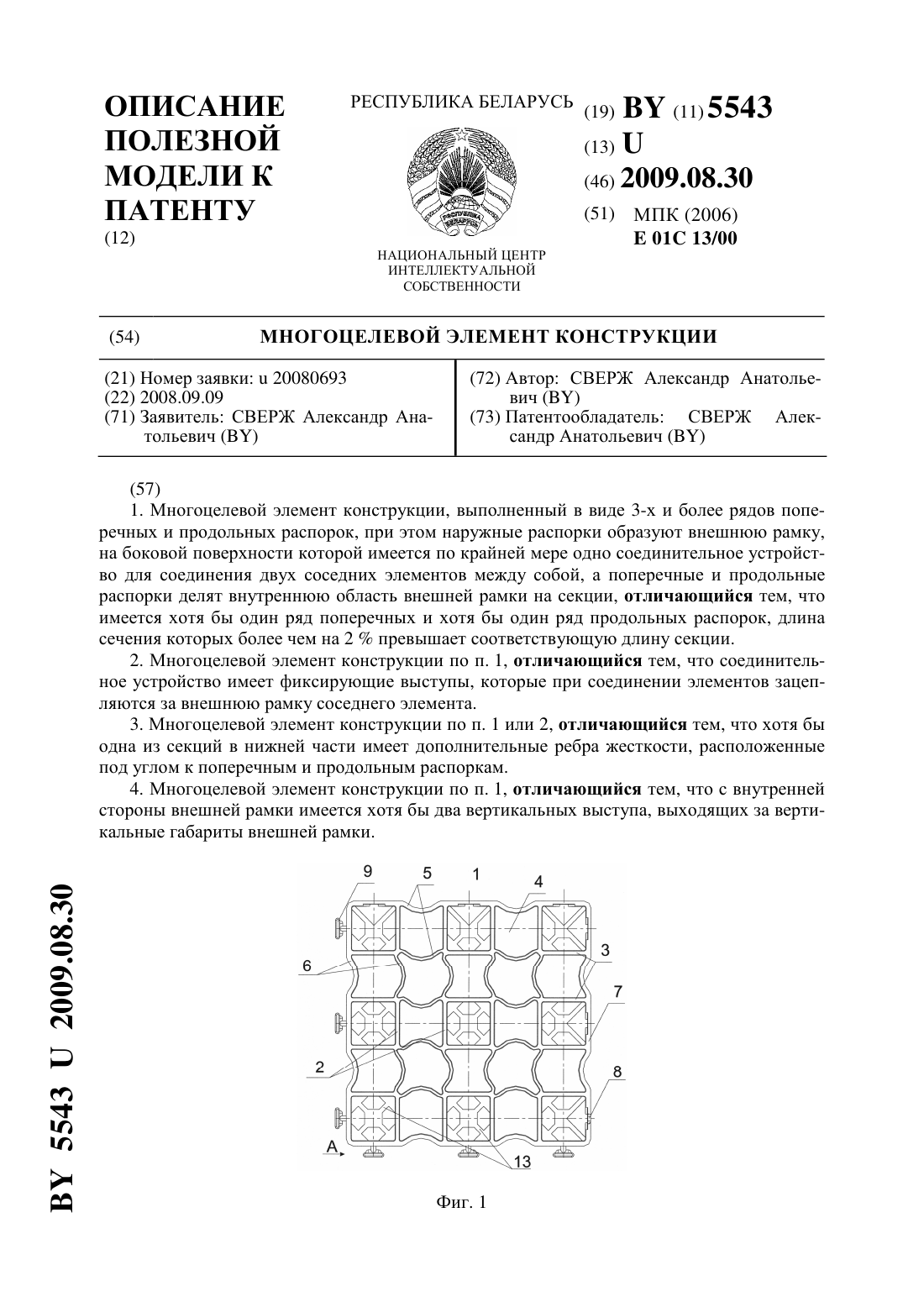
...элементу конструкции компенсировать деформации, вызванные расширением или сжатием. Необходимость в дополнительных компенсирующих элементах отпадает. Снижается стоимость элементов, упрощается сборка. Возможен вариант многоцелевого элемента, в котором соединительное устройство имеет фиксирующие выступы, которые при соединении элементов зацепляются за внешнюю рамку соседнего элемента. Описанное позволяет исключить самопроизвольное размыкание...
Вертикальный консольный металлорежущий станок
Номер патента: U 6063
Опубликовано: 30.04.2010
Авторы: Сосновский Владимир Викторович, Игнатович Владимир Сергеевич, Обухов Александр Николаевич
МПК: B23Q 17/22, B23Q 3/155, B23Q 15/00...
Метки: станок, консольный, металлорежущий, вертикальный
Текст:
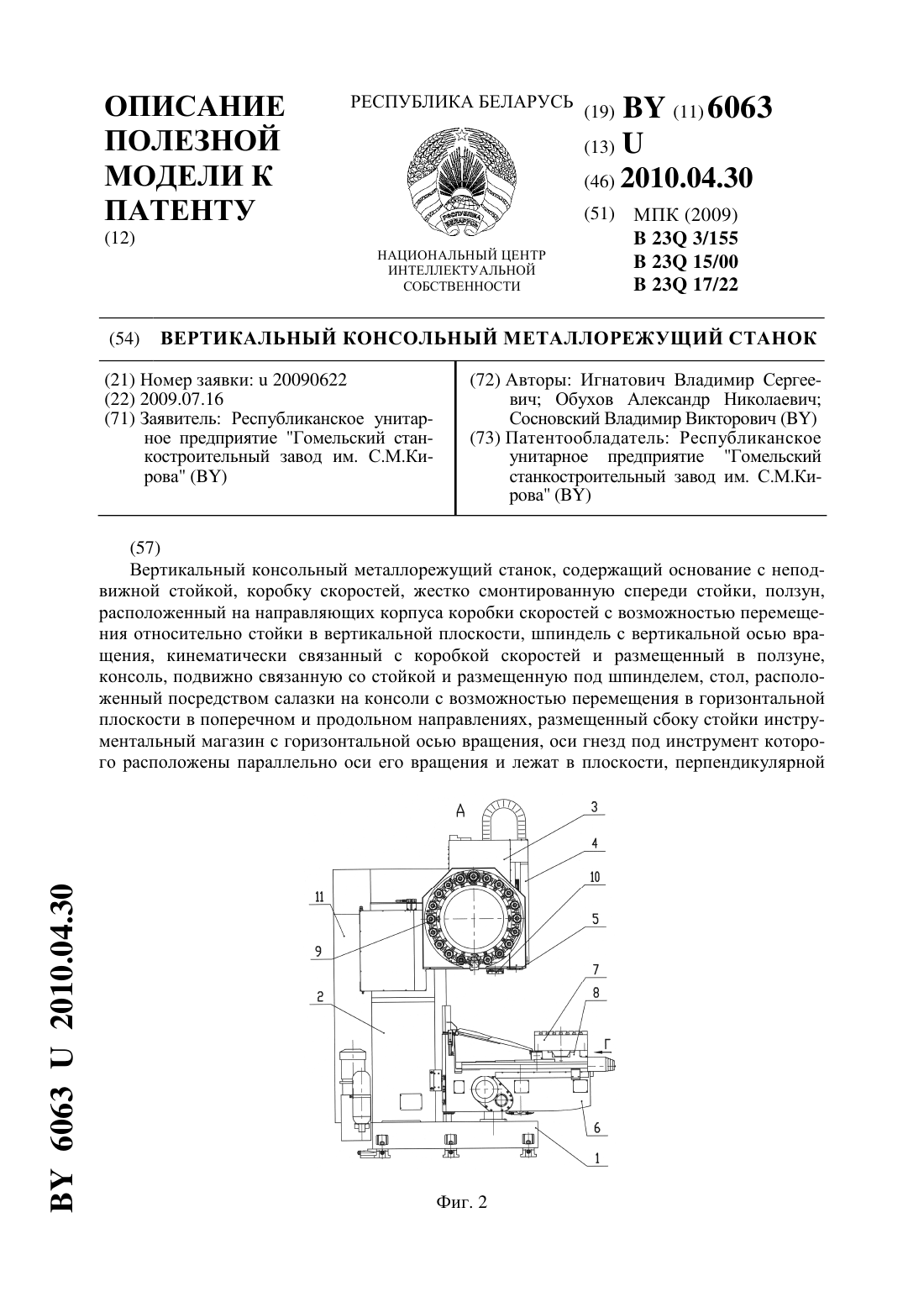
...ползуна и стола установлены преобразователи линейных перемещений, посредством электрических связей связанные с ЧПУ, при этом инструментальный магазин имеет 20 гнезд под инструмент. На фиг. 1 изображен предлагаемый вертикальный консольный металлорежущий станок, общий вид спереди на фиг. 2 - вид А на фиг. 1 (вид сбоку на станок со стороны инструментального магазина) на фиг. 3 - вид Б на фиг. 1 (вид сверху на станок) на фиг. 4 вид Г на фиг....
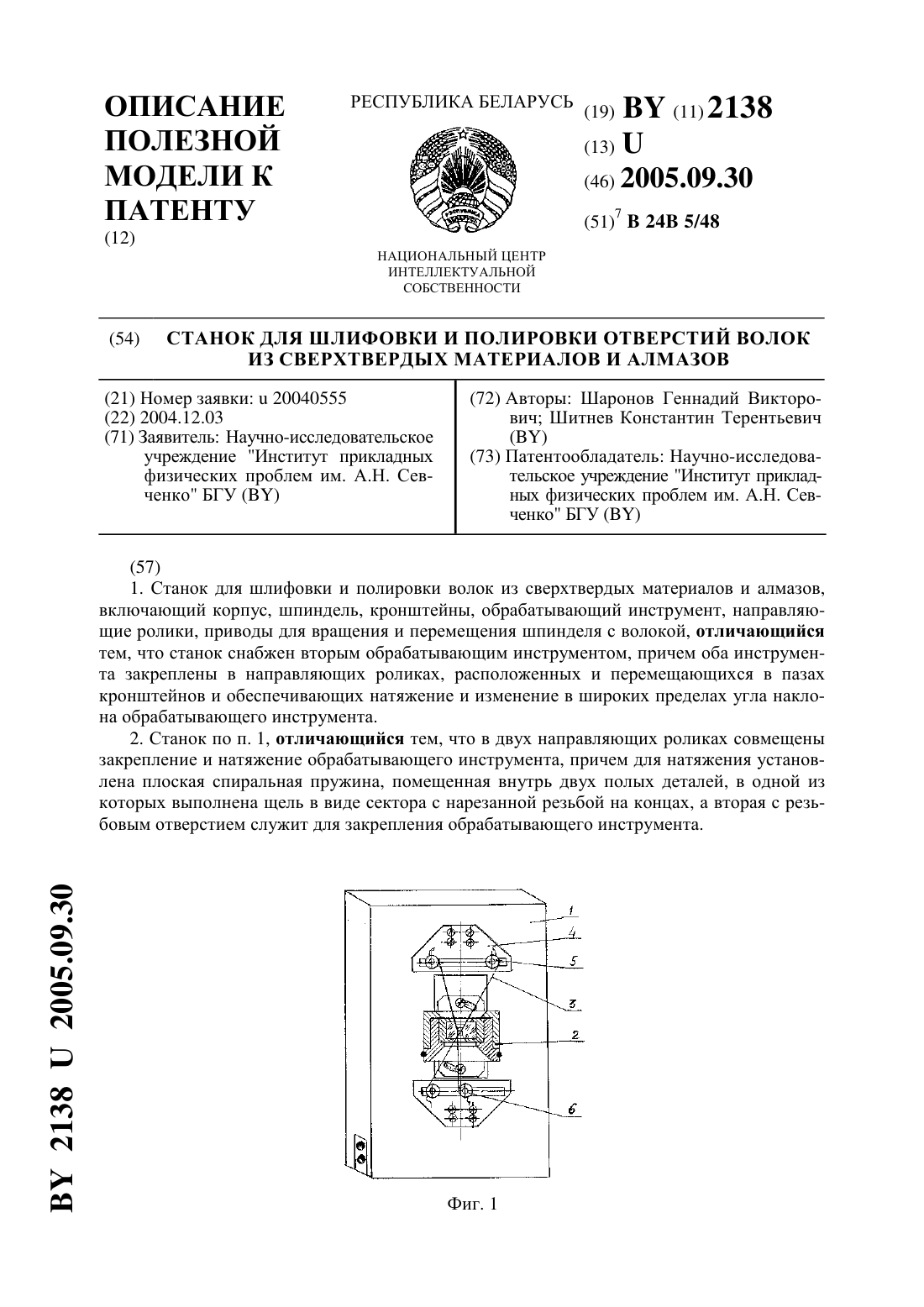
Станок для шлифовки и полировки отверстий волок из сверхтвердых материалов и алмазов
Номер патента: U 2138
Опубликовано: 30.09.2005
Авторы: Шитнев Константин Терентьевич, Шаронов Геннадий Викторович
МПК: B24B 5/48
Метки: полировки, сверхтвердых, шлифовки, волок, материалов, алмазов, отверстий, станок
Текст:
...кронштейнов и обеспечивающих натяжение и изменение в широких пределах угла наклона обрабатывающих инструментов причем в двух направляющих роликах совмещены закрепление и натяжение обрабатывающего инструмента, а для натяжения используется плоская спиральная пружина, помещенная внутрь двух полых деталей, в одной из которых выполнена щель в виде сектора с нарезанной резьбой на концах, а вторая с резьбовым отверстием служит для...
Предыдущий патент: Станок для безотходной резки и правки круглого проката
Следующий патент: Установка для обработки детали лучом лазера
Случайный патент: Приводной узел барабанного горного комбайна и направляющий башмак для него