Многолезвийный блочно-модульный режущий инструмент
Номер патента: U 563
Опубликовано: 30.06.2002
Авторы: Попок Николай Николаевич, Терентьев Виктор Александрович
Текст
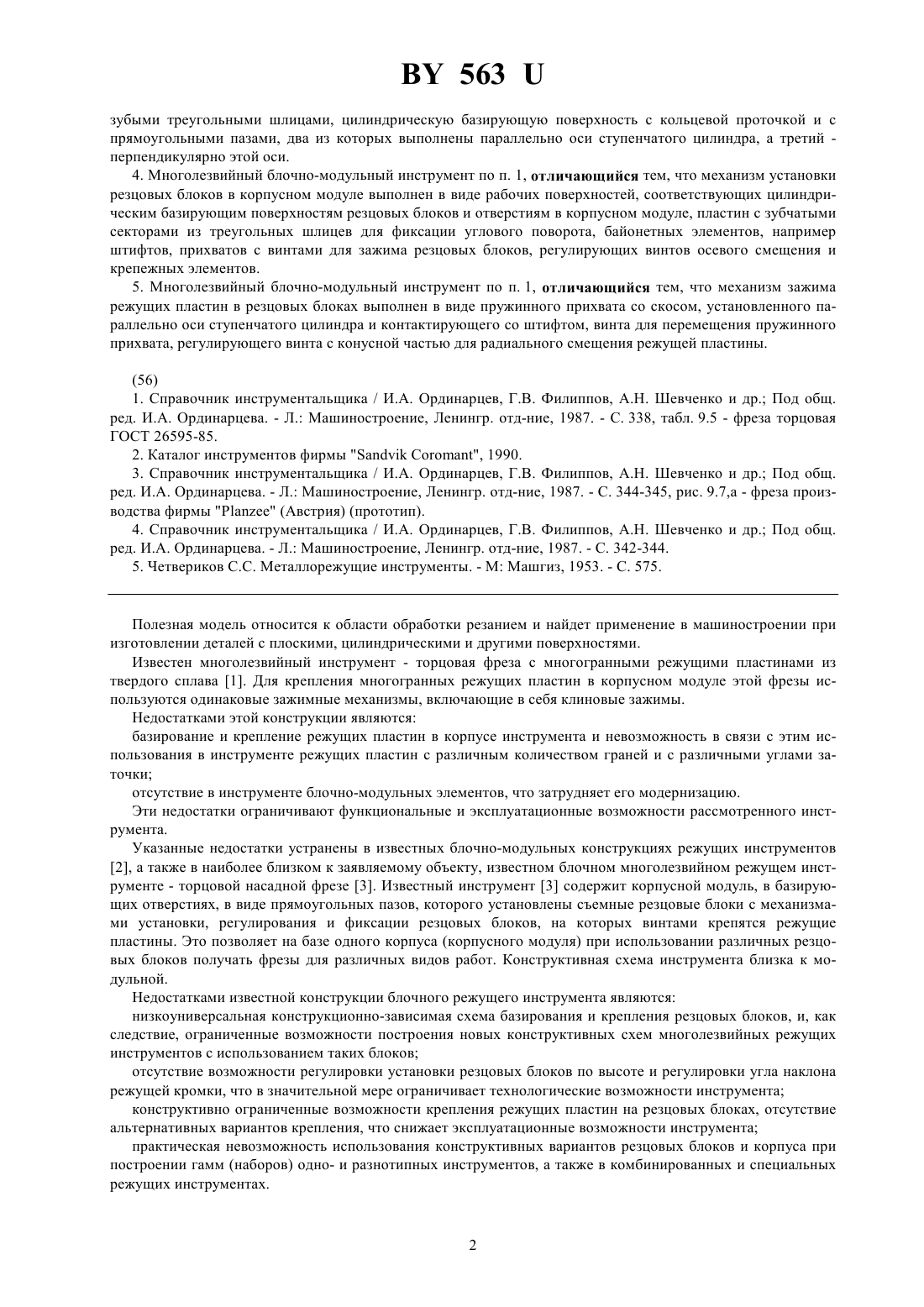
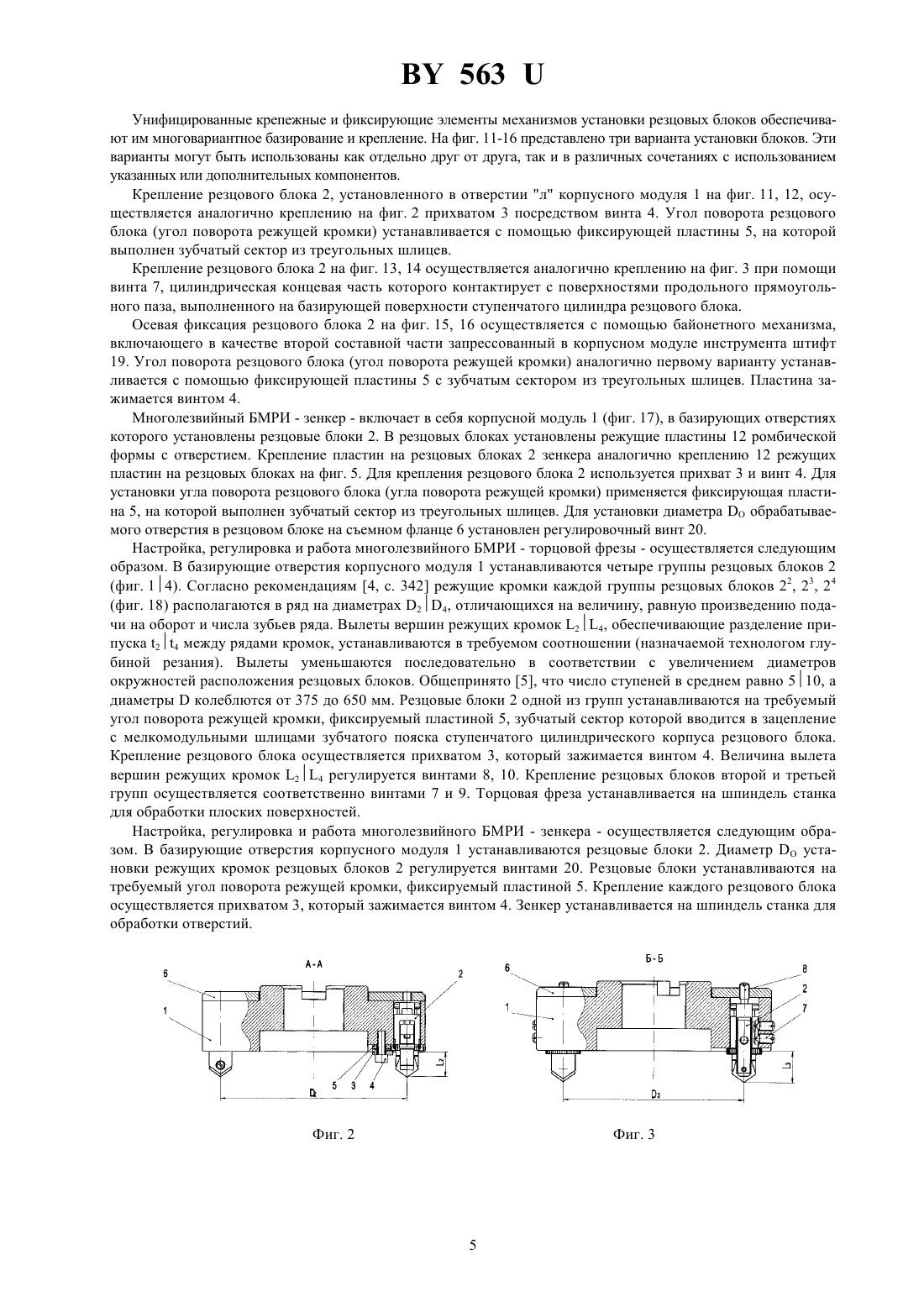
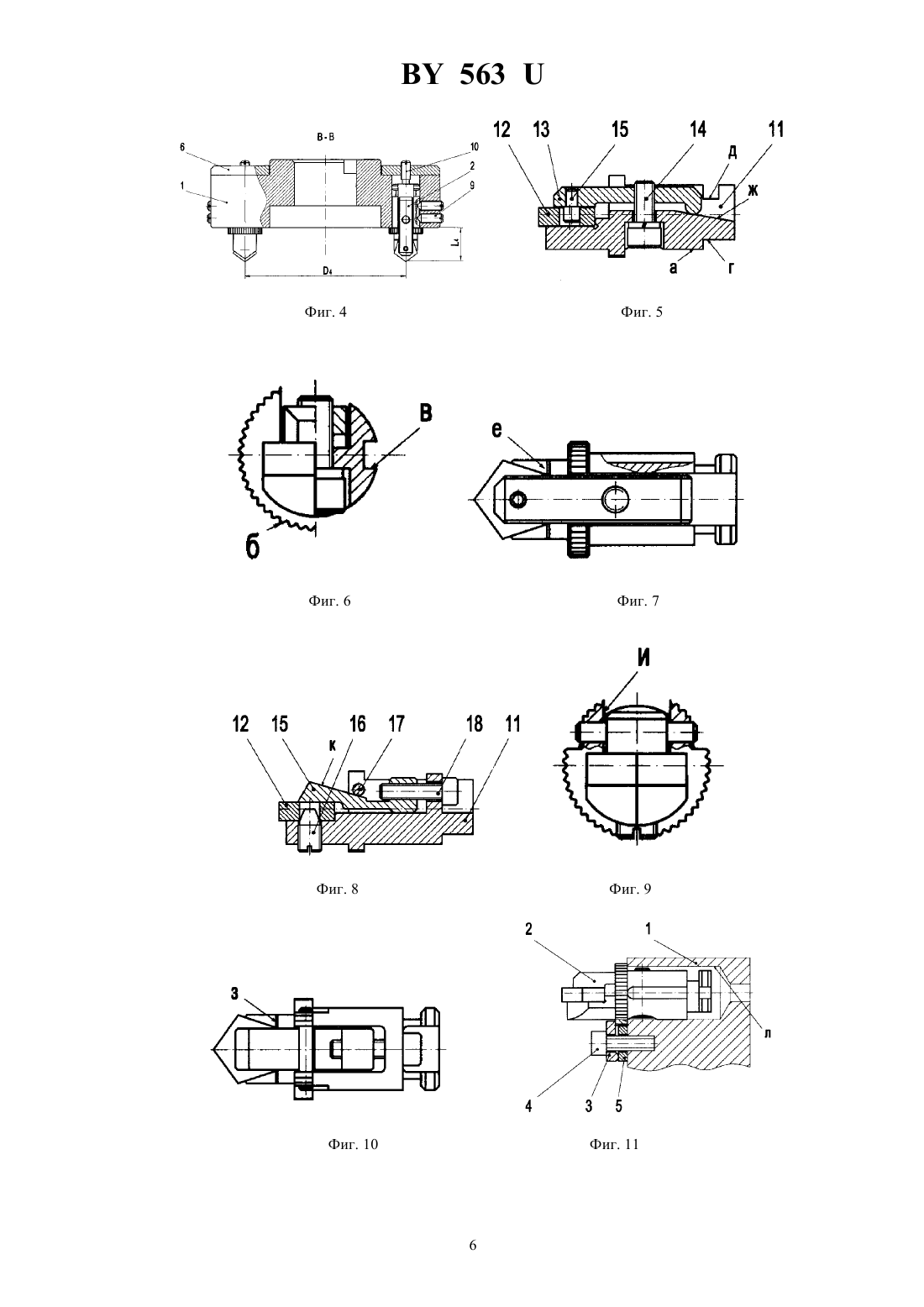
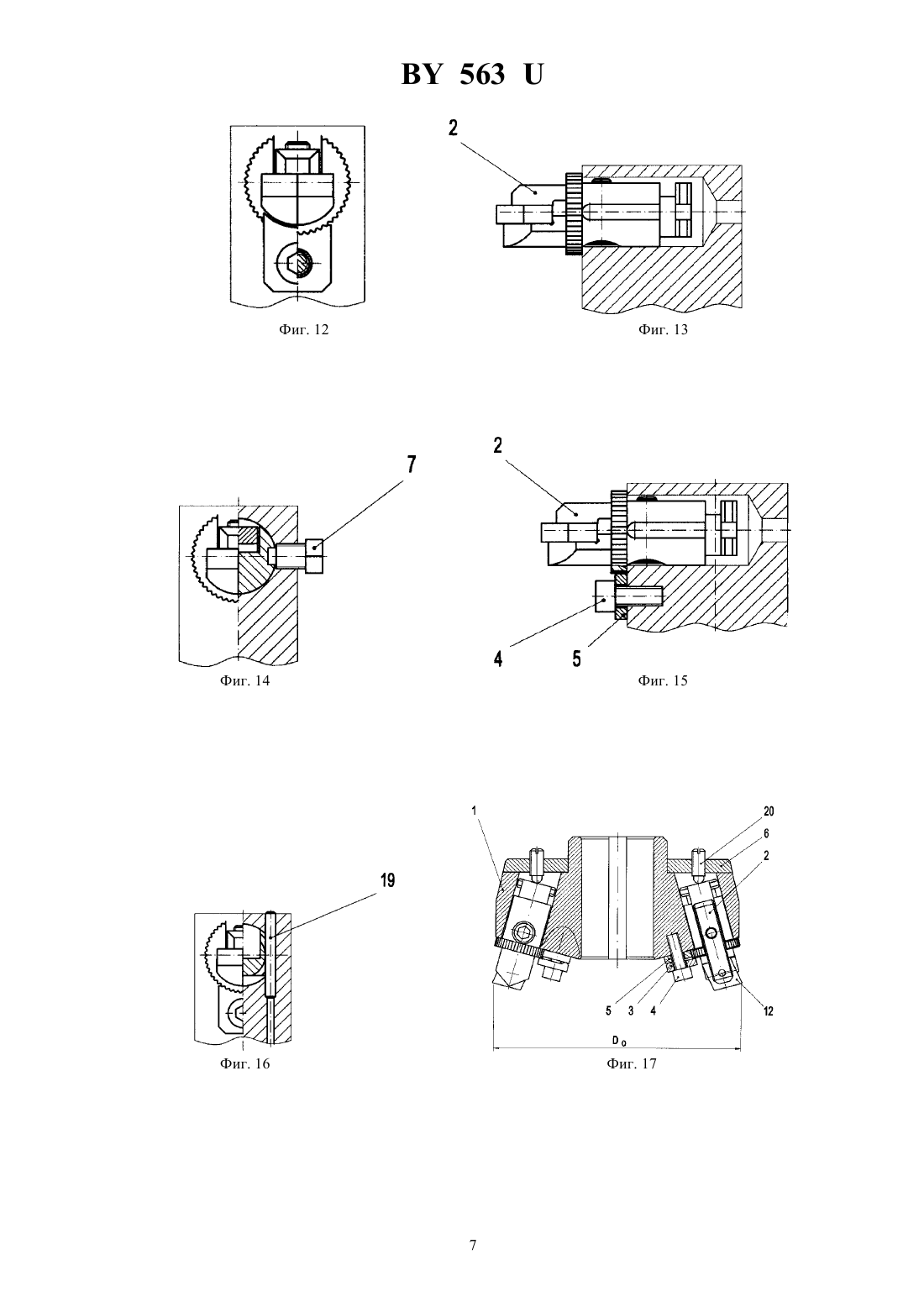
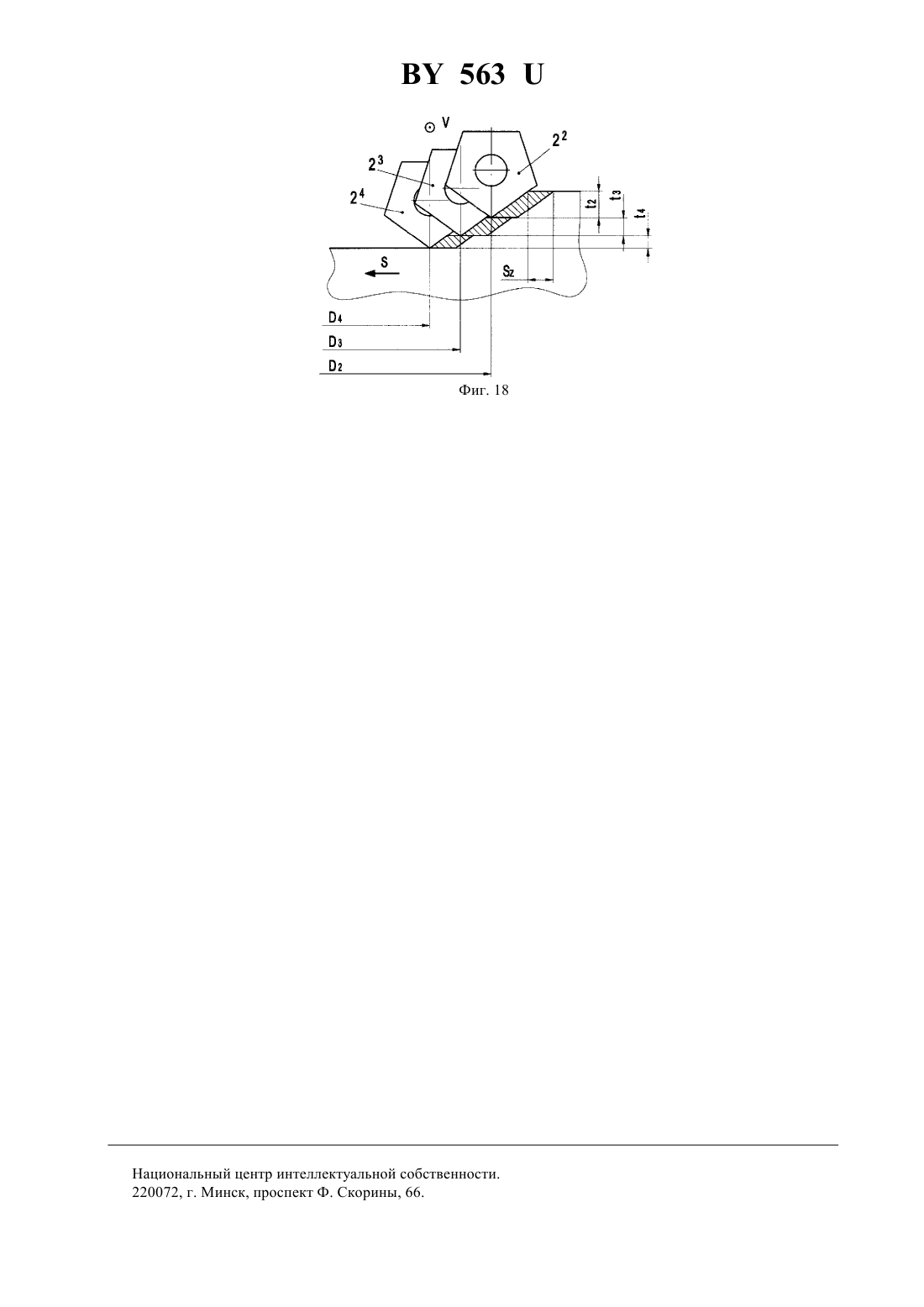
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Полоцкий государственный университет(73) Патентообладатель Полоцкий государственный университет(57) 1. Многолезвийный блочно-модульный режущий инструмент, например торцовая фреза, содержащий корпусной модуль и резцовые блоки с механизмами зажима режущих пластин, резцовые блоки при этом размещены в базирующих отверстиях корпусного модуля и снабжены механизмами установки, регулирования и фиксации резцовых блоков, отличающийся тем, что механизмы зажима режущих пластин и механизмы установки, регулирования и фиксации резцовых блоков выполнены разнотипными, причем механизмы установки, регулирования и фиксации резцовых блоков выполнены с возможностью поворота резцовых блоков в корпусном модуле. 2. Многолезвийный блочно-модульный режущий инструмент по п. 1, отличающийся тем, что в торцовой фрезе резцовые блоки с разнотипными механизмами их установки, регулирования и фиксации распределены по группам, группы резцовых блоков размещены в корпусном модуле последовательно на окружностях, диаметры которых отличаются на величину, равную произведению оборотной подачи инструмента на число резцовых блоков в группе, вылет резцовых блоков каждой группы уменьшается последовательно в соответствии с увеличением диаметров окружностей расположения резцовых блоков, механизмы зажима режущих пластин для различных групп резцовых блоков выполнены разнотипными. Фиг. 1 3. Многолезвийный блочно-модульный режущий инструмент по п. 1, отличающийся тем, что резцовый блок выполнен в виде ступенчатого цилиндра, включающего цилиндрический выступ в виде пояска с мелко 563 зубыми треугольными шлицами, цилиндрическую базирующую поверхность с кольцевой проточкой и с прямоугольными пазами, два из которых выполнены параллельно оси ступенчатого цилиндра, а третий перпендикулярно этой оси. 4. Многолезвийный блочно-модульный инструмент по п. 1, отличающийся тем, что механизм установки резцовых блоков в корпусном модуле выполнен в виде рабочих поверхностей, соответствующих цилиндрическим базирующим поверхностям резцовых блоков и отверстиям в корпусном модуле, пластин с зубчатыми секторами из треугольных шлицев для фиксации углового поворота, байонетных элементов, например штифтов, прихватов с винтами для зажима резцовых блоков, регулирующих винтов осевого смещения и крепежных элементов. 5. Многолезвийный блочно-модульный инструмент по п. 1, отличающийся тем, что механизм зажима режущих пластин в резцовых блоках выполнен в виде пружинного прихвата со скосом, установленного параллельно оси ступенчатого цилиндра и контактирующего со штифтом, винта для перемещения пружинного прихвата, регулирующего винта с конусной частью для радиального смещения режущей пластины.(56) 1. Справочник инструментальщика / И.А. Ординарцев, Г.В. Филиппов, А.Н. Шевченко и др. Под общ. ред. И.А. Ординарцева. - Л. Машиностроение, Ленингр. отд-ние, 1987. - С. 338, табл. 9.5 - фреза торцовая ГОСТ 26595-85. 2. Каталог инструментов фирмы, 1990. 3. Справочник инструментальщика / И.А. Ординарцев, Г.В. Филиппов, А.Н. Шевченко и др. Под общ. ред. И.А. Ординарцева. - Л. Машиностроение, Ленингр. отд-ние, 1987. - С. 344-345, рис. 9.7,а - фреза производства фирмы(Австрия) (прототип). 4. Справочник инструментальщика / И.А. Ординарцев, Г.В. Филиппов, А.Н. Шевченко и др. Под общ. ред. И.А. Ординарцева. - Л. Машиностроение, Ленингр. отд-ние, 1987. - С. 342-344. 5. Четвериков С.С. Металлорежущие инструменты. - М Машгиз, 1953. - С. 575. Полезная модель относится к области обработки резанием и найдет применение в машиностроении при изготовлении деталей с плоскими, цилиндрическими и другими поверхностями. Известен многолезвийный инструмент - торцовая фреза с многогранными режущими пластинами из твердого сплава 1. Для крепления многогранных режущих пластин в корпусном модуле этой фрезы используются одинаковые зажимные механизмы, включающие в себя клиновые зажимы. Недостатками этой конструкции являются базирование и крепление режущих пластин в корпусе инструмента и невозможность в связи с этим использования в инструменте режущих пластин с различным количеством граней и с различными углами заточки отсутствие в инструменте блочно-модульных элементов, что затрудняет его модернизацию. Эти недостатки ограничивают функциональные и эксплуатационные возможности рассмотренного инструмента. Указанные недостатки устранены в известных блочно-модульных конструкциях режущих инструментов 2, а также в наиболее близком к заявляемому объекту, известном блочном многолезвийном режущем инструменте - торцовой насадной фрезе 3. Известный инструмент 3 содержит корпусной модуль, в базирующих отверстиях, в виде прямоугольных пазов, которого установлены съемные резцовые блоки с механизмами установки, регулирования и фиксации резцовых блоков, на которых винтами крепятся режущие пластины. Это позволяет на базе одного корпуса (корпусного модуля) при использовании различных резцовых блоков получать фрезы для различных видов работ. Конструктивная схема инструмента близка к модульной. Недостатками известной конструкции блочного режущего инструмента являются низкоуниверсальная конструкционно-зависимая схема базирования и крепления резцовых блоков, и, как следствие, ограниченные возможности построения новых конструктивных схем многолезвийных режущих инструментов с использованием таких блоков отсутствие возможности регулировки установки резцовых блоков по высоте и регулировки угла наклона режущей кромки, что в значительной мере ограничивает технологические возможности инструмента конструктивно ограниченные возможности крепления режущих пластин на резцовых блоках, отсутствие альтернативных вариантов крепления, что снижает эксплуатационные возможности инструмента практическая невозможность использования конструктивных вариантов резцовых блоков и корпуса при построении гамм (наборов) одно- и разнотипных инструментов, а также в комбинированных и специальных режущих инструментах. 563 Задача предлагаемого решения - расширение эксплуатационных и технологических возможностей многолезвийного блочно-модульного режущего инструмента. Поставленная задача решается тем, что многолезвийный блочно-модульный режущий инструмент(БМРИ), например торцовая фреза, содержащий корпусной модуль и резцовые блоки с механизмами зажима режущих пластин, резцовые блоки при этом размещены в базирующих отверстиях корпусного модуля и снабжены механизмами установки, регулирования и фиксации резцовых блоков, в отличие от известного,механизмы зажима режущих пластин и механизмы установки, регулирования и фиксации резцовых блоков выполнены разнотипными, причем механизмы установки, регулирования и фиксации резцовых блоков выполнены с возможностью поворота резцовых блоков в корпусном модуле. Выполнение механизмов установки, регулирования и фиксации резцовых блоков разнотипными позволяет производить установку блоков в корпусном модуле с различными схемами их фиксации и зажима. Обеспечивается относительно большая степень независимости конструкций резцового блока и корпусного модуля, что определяется расширением возможностей их конструктивной связи, а это, как следствие, делает возможным построения на одной модульной базе разнообразных и более рациональных конструктивных схем инструмента. Вместе с этим резцовые блоки, снабженные несколькими разнотипными крепежными и фиксирующими элементами, могут быть использованы при построении гамм (наборов) одно- и разнотипных инструментов, а также в комбинированных и специальных инструментах. Все это в итоге расширяет эксплуатационные возможности предлагаемого технического решения. Снабжение многолезвийного БМРИ резцовыми блоками с разнотипными механизмами зажима режущих пластин, а также обеспечение возможности регулирования и фиксации поворота режущих блоков позволяет,во-первых, использовать режущие пластины с различным количеством граней и различными углами установки и заточки, а, во-вторых, в широких пределах регулировать положение режущих лезвий относительно друг друга с одновременной настройкой углов поворота режущих кромок. Все это вместе с рассмотренным выше разнотипным креплением резцовых блоков позволяет реализовывать прогрессивные схемы резания,например срезание припуска по схеме комбинированного деления толщины среза, связанное с действием неуравновешенных сил. В итоге расширяются технологические возможности предлагаемого технического решения. В частности, поставленная задача решается тем, что в предлагаемом многолезвийном БМРИ-торцовой фрезе, в отличие от известного, резцовые блоки с разнотипными механизмами их установки, регулирования и фиксации распределены по группам, группы резцовых блоков размещены в корпусном модуле последовательно на окружностях, диаметры которых отличаются на величину, равную произведению оборотной подачи инструмента на число резцовых блоков в группе, вылет резцовых блоков каждой группы уменьшается последовательно в соответствии с увеличением диаметров окружностей расположения резцовых блоков,механизмы зажима режущих пластин для различных групп резцовых блоков выполнены разнотипными. Распределение резцовых блоков по группам, имеющим разнотипные механизмы установки, регулирования и фиксации резцовых блоков, установка резцовых блоков групп на окружностях с указанными диаметрами и с указанным вылетом, а также разнотипное крепление режущих пластин для различных групп резцовых блоков позволяют реализовать с помощью предлагаемой фрезы прогрессивную ступенчатую схему срезания припуска. Это в итоге позволяет расширить технологические возможности инструмента, т.е. частным способом решить поставленную задачу. Также, в частности, поставленная задача решается тем, что резцовый блок предлагаемого многолезвийного БМРИ, в отличие от известного, выполнен в виде ступенчатого цилиндра, включающего цилиндрический выступ в виде пояска с мелкозубыми треугольными шлицами, цилиндрическую базирующую поверхность с кольцевой проточкой и с прямоугольными пазами, два из которых выполнены параллельно оси ступенчатого цилиндра, а третий- перпендикулярно этой оси. Перечисленные конструктивные элементы резцового блока обеспечивают возможность реализации разнотипных механизмов установки, регулирования и фиксации резцовых блоков, а также возможность поворота резцовых блоков в корпусном модуле. Результатом использования указанных элементов является частное решение поставленной задачи. Кроме того, в частности, поставленная задача решается тем, что, наряду с перечисленными выше конструктивными элементами, механизм установки резцовых блоков в корпусном модуле предлагаемого многолезвийного БМРИ, в отличие от известного, выполнен в виде рабочих поверхностей, соответствующих цилиндрическим базирующим поверхностям резцовых блоков и отверстиям в корпусном модуле, пластин с зубчатыми секторами из треугольных шлицев для фиксации углового поворота, байонетных элементов, например штифтов, прихватов с винтами для зажима резцовых блоков, регулирующих винтов осевого смещения и крепежных элементов. Подобное выполнение механизма установки резцовых блоков обеспечивает многовариантные и разнотипные установку, регулирование и фиксацию резцовых блоков, а также возможность поворота и фиксации резцовых блоков в корпусном модуле, в итоге чего поставленная задача решается частным образом. 3 563 Также, в частности, поставленная задача решается тем, что механизм зажима режущих пластин в резцовых блоках предлагаемого многолезвийного БМРИ, в отличие от известного, выполнен в виде пружинного прихвата со скосом, установленного параллельно оси ступенчатого цилиндра и контактирующего со штифтом, винта для перемещения пружинного прихвата, регулирующего винта с конусной частью для радиального смещения режущей пластины. Такое конструктивное решение механизма зажима позволяет использовать в резцовых блоках режущие пластины с различным количеством граней и различными углами установки и заточки. При этом обеспечивается взаимозаменяемость резцовых блоков с аналогичными зажимными механизмами, а также с резцовыми блоками предлагаемой конструкции, снабженными известными и типовыми зажимными механизмами, результатом чего является частное решение поставленной задачи. Таким образом, отличительные признаки предложенного решения обеспечивают расширение эксплуатационных и технологических возможностей многолезвийного БМРИ путем организации рациональных конструктивных схем инструмента и обеспечения прогрессивных схем срезания припуска. На фиг. 1 представлен вид снизу многолезвийного БМРИ - торцовой фрезы на фиг. 2, 3, 4 - сечения торцовой фрезы плоскостями, соответственно А-А, Б-Б, В-В на фиг. 5 - сечение резцового блока с механизмом зажима в виде прихвата на фиг. 6 - то же, вид сбоку на фиг. 7 - то же, вид сверху на фиг. 8 - сечение резцового блока с механизмом зажима в виде полуцанги на фиг. 9 - то же, вид сбоку на фиг. 10 - то же, вид сверху на фиг. 11 - сечение механизма крепления резцового блока прихватом на фиг. 12 - то же, вид сбоку на фиг. 13 - сечение механизма крепления резцового блока винтом на фиг. 14 - то же, вид сбоку на фиг. 15 - сечение механизма крепления резцового блока штифтом на фиг. 16 - то же, вид сбоку на фиг. 17 - конструкция многолезвийного БМРИ - зенкера на фиг. 18 - реализуемая торцовой фрезой схема срезания припуска. Многолезвийный БМРИ - торцовая фреза - включает в себя корпусной модуль 1, в базирующих отверстиях которого установлены три одинаковых группы резцовых блоков 2 (фиг. 1). Резцовые блоки каждой группы установлены на различном расстоянии от центральной оси инструмента - диаметры 2, 3, 4 на фиг. 2,3, 4. Блоки различных групп устанавливаются также с различной величиной вылета - расстояния 2, 3, 4. Для крепления резцового блока 2 на фиг. 2 в корпусном модуле 1 служит прихват 3 и винт 4. Для фиксации поворота резцового блока 2 предназначена фиксирующая пластина 5. На корпусном модуле 1 крепится съемный фланец 6 для установки регулирующих винтов. Для крепления резцового блока 2 на фиг. 3 в корпусном модуле 1 служат винты 7. Для регулировки вылета 2 резцового блока на съемном фланце 6 установлен регулировочный винт 8. Для крепления резцового блока 2 на фиг. 4 в корпусном модуле 1 служат винты 9. Для регулировки вылета 3 резцового блока на съемном фланце 6 установлен регулировочный винт 10. Конструктивная схема резцового блока 2 с креплением режущей пластины первого типа представлена на фиг. 5, 6, 7, а конструктивная схема резцового блока 2 с креплением режущей пластины второго типа - на фиг. 8, 9, 10. Корпуса 11 (фиг. 5, 8) резцовых блоков выполнены в виде ступенчатого цилиндра, имеющего цилиндрическую базирующую поверхность а и цилиндрический выступающий поясок б. На цилиндрическом пояске выполнены треугольные мелкомодульные шлицы. На цилиндрической базирующей поверхности а располагаются параллельно оси ступенчатого цилиндра, диаметрально противоположно друг другу два прямоугольных паза в. На заднем конце ступенчатого цилиндра перпендикулярно его оси выполнен плоский поперечный -образный паз г и кольцевая проточка д, которые служат компонентами байонетного соединения резцового блока и корпусного модуля. Все перечисленные конструктивные элементы являются унифицированными крепежными и фиксирующими элементами механизмов установки резцовых блоков. Они одинаковы для всех резцовых блоков и не зависят от конструкции механизма зажима режущих пластин на блоках. В резцовом блоке 2 на фиг. 5-7 для зажима многогранной режущей пластины 12 с отверстием, установленной в поперечном открытом пазу е ступенчатого цилиндра 11, служит прихват 13 и винт 14 (фиг. 5). Посредством штифта 15, запрессованного в отверстии прихвата 13, режущая пластина 12 базируется и поджимается по цилиндрической поверхности ее отверстия. Для обеспечения смещения пружинного прихвата и поджима режущей пластины к базирующим поверхностям корпуса резцового блока в последнем выполнен паз со скосом ж. В ступенчатом цилиндре 11 резцового блока 2 на фиг. 8-10 выполнены открытый поперечный паз з(фиг. 10) для установки многогранной режущей пластины 19 и прямоугольный закрытый, параллельный оси вставки, паз и (фиг. 9) для установки с возможностью перемещения пружинного прихвата 15 для зажима режущей пластины. Режущая пластина 12 базируется по нижней торцовой граням, а также по отверстию. Для установочного смещения режущей пластины служит регулирующий винт 16, конусная часть которого контактирует с отверстием пластины. Пружинный прихват 15 выполнен с расположенным спереди и сверху скосом к (фиг. 8). При зажиме режущей пластины прихват скосом к контактирует с цилиндрической поверхностью штифта 17, запрессованного в отверстии ступенчатого цилиндра 11 перпендикулярно его оси. Для перемещения пружинного прихвата резцовый блок снабжен винтом 18. 4 563 Унифицированные крепежные и фиксирующие элементы механизмов установки резцовых блоков обеспечивают им многовариантное базирование и крепление. На фиг. 11-16 представлено три варианта установки блоков. Эти варианты могут быть использованы как отдельно друг от друга, так и в различных сочетаниях с использованием указанных или дополнительных компонентов. Крепление резцового блока 2, установленного в отверстии л корпусного модуля 1 на фиг. 11, 12, осуществляется аналогично креплению на фиг. 2 прихватом 3 посредством винта 4. Угол поворота резцового блока (угол поворота режущей кромки) устанавливается с помощью фиксирующей пластины 5, на которой выполнен зубчатый сектор из треугольных шлицев. Крепление резцового блока 2 на фиг. 13, 14 осуществляется аналогично креплению на фиг. 3 при помощи винта 7, цилиндрическая концевая часть которого контактирует с поверхностями продольного прямоугольного паза, выполненного на базирующей поверхности ступенчатого цилиндра резцового блока. Осевая фиксация резцового блока 2 на фиг. 15, 16 осуществляется с помощью байонетного механизма,включающего в качестве второй составной части запрессованный в корпусном модуле инструмента штифт 19. Угол поворота резцового блока (угол поворота режущей кромки) аналогично первому варианту устанавливается с помощью фиксирующей пластины 5 с зубчатым сектором из треугольных шлицев. Пластина зажимается винтом 4. Многолезвийный БМРИ - зенкер - включает в себя корпусной модуль 1 (фиг. 17), в базирующих отверстиях которого установлены резцовые блоки 2. В резцовых блоках установлены режущие пластины 12 ромбической формы с отверстием. Крепление пластин на резцовых блоках 2 зенкера аналогично креплению 12 режущих пластин на резцовых блоках на фиг. 5. Для крепления резцового блока 2 используется прихват 3 и винт 4. Для установки угла поворота резцового блока (угла поворота режущей кромки) применяется фиксирующая пластина 5, на которой выполнен зубчатый сектор из треугольных шлицев. Для установки диаметраобрабатываемого отверстия в резцовом блоке на съемном фланце 6 установлен регулировочный винт 20. Настройка, регулировка и работа многолезвийного БМРИ - торцовой фрезы - осуществляется следующим образом. В базирующие отверстия корпусного модуля 1 устанавливаются четыре группы резцовых блоков 2(фиг. 14). Согласно рекомендациям 4, с. 342 режущие кромки каждой группы резцовых блоков 22, 23, 24(фиг. 18) располагаются в ряд на диаметрах 24, отличающихся на величину, равную произведению подачи на оборот и числа зубьев ряда. Вылеты вершин режущих кромок 24, обеспечивающие разделение припуска 24 между рядами кромок, устанавливаются в требуемом соотношении (назначаемой технологом глубиной резания). Вылеты уменьшаются последовательно в соответствии с увеличением диаметров окружностей расположения резцовых блоков. Общепринято 5, что число ступеней в среднем равно 510, а диаметрыколеблются от 375 до 650 мм. Резцовые блоки 2 одной из групп устанавливаются на требуемый угол поворота режущей кромки, фиксируемый пластиной 5, зубчатый сектор которой вводится в зацепление с мелкомодульными шлицами зубчатого пояска ступенчатого цилиндрического корпуса резцового блока. Крепление резцового блока осуществляется прихватом 3, который зажимается винтом 4. Величина вылета вершин режущих кромок 24 регулируется винтами 8, 10. Крепление резцовых блоков второй и третьей групп осуществляется соответственно винтами 7 и 9. Торцовая фреза устанавливается на шпиндель станка для обработки плоских поверхностей. Настройка, регулировка и работа многолезвийного БМРИ - зенкера - осуществляется следующим образом. В базирующие отверстия корпусного модуля 1 устанавливаются резцовые блоки 2. Диаметрустановки режущих кромок резцовых блоков 2 регулируется винтами 20. Резцовые блоки устанавливаются на требуемый угол поворота режущей кромки, фиксируемый пластиной 5. Крепление каждого резцового блока осуществляется прихватом 3, который зажимается винтом 4. Зенкер устанавливается на шпиндель станка для обработки отверстий. Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66.
МПК / Метки
МПК: B23B 1/00, B23B 27/12
Метки: блочно-модульный, многолезвийный, инструмент, режущий
Код ссылки
<a href="https://by.patents.su/8-u563-mnogolezvijjnyjj-blochno-modulnyjj-rezhushhijj-instrument.html" rel="bookmark" title="База патентов Беларуси">Многолезвийный блочно-модульный режущий инструмент</a>
Лезвийный режущий инструмент
Номер патента: 1898
Опубликовано: 30.12.1997
Авторы: Присевок Альберт Фомич, Филонов Игорь Павлович, Мрочек Жорж Адамович, Беляев Геннадий Яковлевич, Федорцев Ростислав Валерьевич, Федорцев Валерий Александрович, Кравцов Виктор Иосифович, Похилко Евгений Поликарпович
МПК: B23B 29/02, B29B 23/034
Метки: лезвийный, инструмент, режущий
Текст:
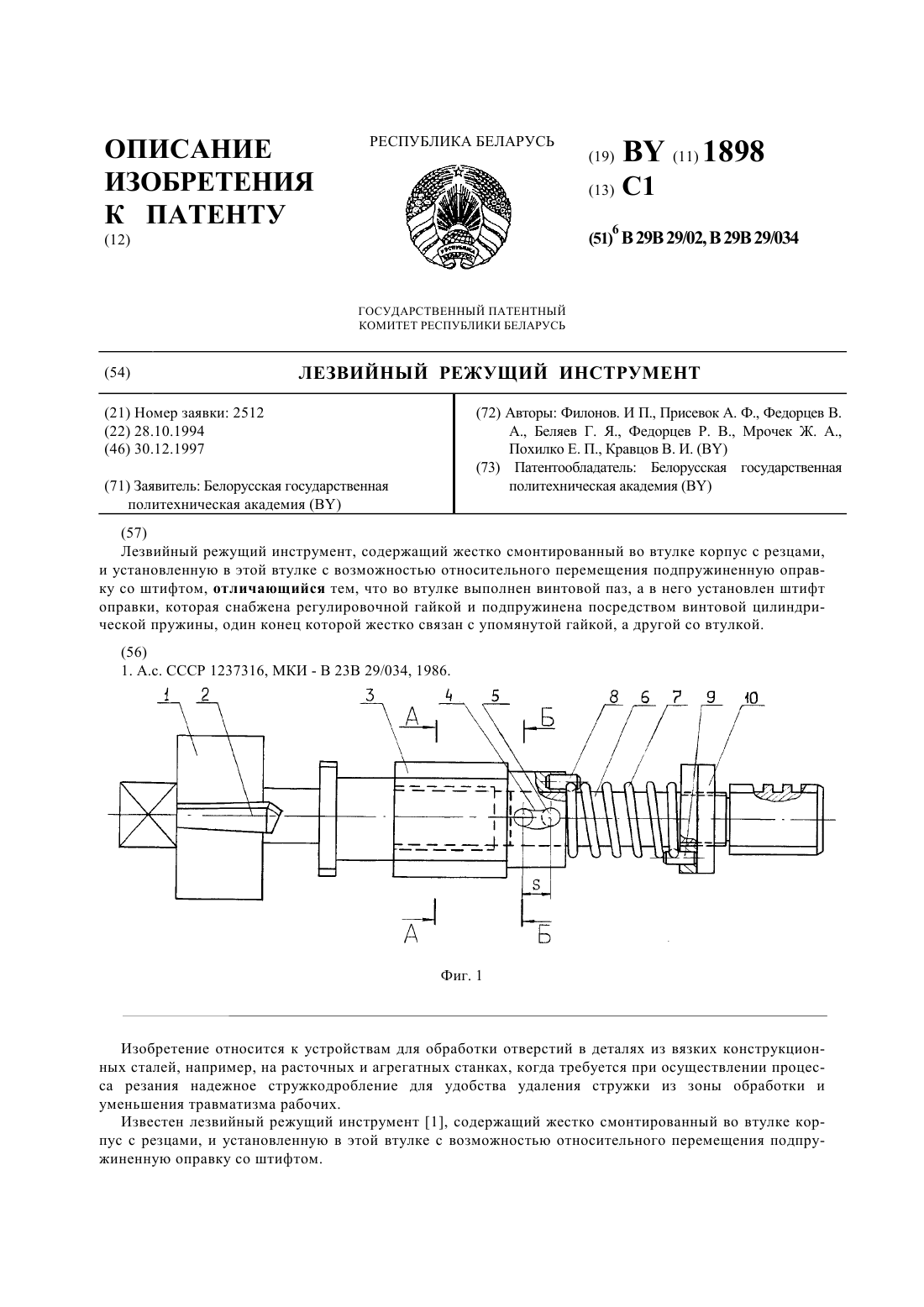
...1 с резцами 2, который жестко смонтирован в шестигранной втулке 3. В цилиндрической части втулки 3 выполнен сквозной винтовой паз 4, в котором установлен штифт 5, запрессованный в цилиндрическую часть подпружиненной оправки 6. Цилиндрическая часть оправки 6 установлена с возможностью относительного перемещения в цилиндрическом отверстии втулки 3,причем на эти же части одета винтовая цилиндрическая пружина 7, которая одновременно своим...
Микрохирургический колюще-режущий инструмент
Номер патента: 2271
Опубликовано: 30.09.1998
Авторы: Игнатьева Тамара Алексеевна, Великодная Ольга Александровна, Михайловский Игорь Михайлович
МПК: A61B 17/32
Метки: инструмент, колюще-режущий, микрохирургический
Текст:
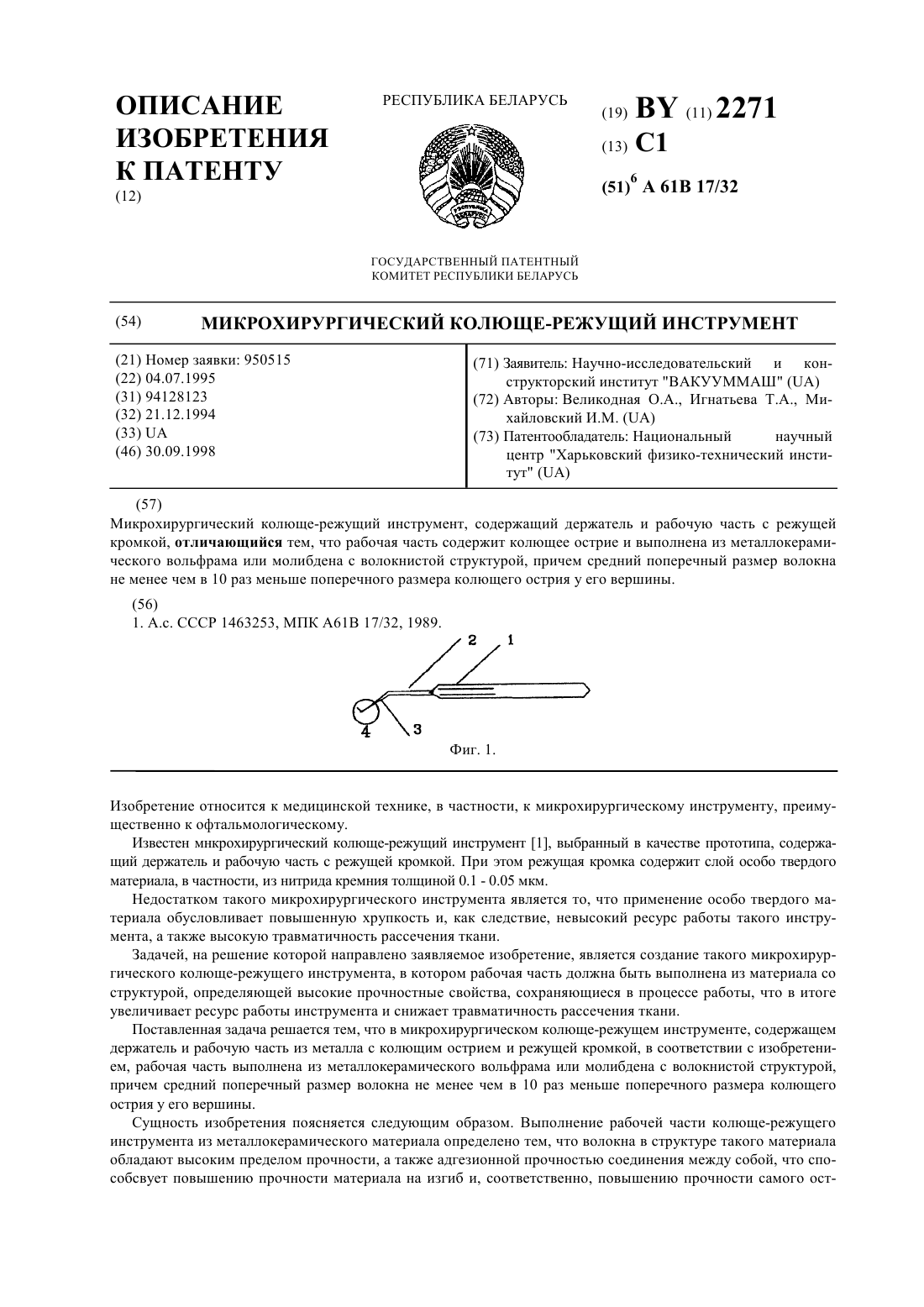
...на изгиб. Уменьшение отношения поперечного размера колющего острия у его вершины к среднему поперечному разме полокна в структуре (отношение менее 10) приводит к уменьшению связей между волокнами и способствует уменьшению прочности на изгиб рабочей части инструмента и, как следствие, к снижению ресурса работы, а также увеличению травматичности при рассечению ткани. На фиг. 1 представлен общий вид колюще-режущего инструмента на фиг. 2...
Модульный строительный пустотный блок
Номер патента: U 18
Опубликовано: 30.03.1999
Авторы: Пигулевский Яков Данилович, Булат Олег Константинович
МПК: E04C 1/00
Метки: блок, строительный, модульный, пустотный
Текст:
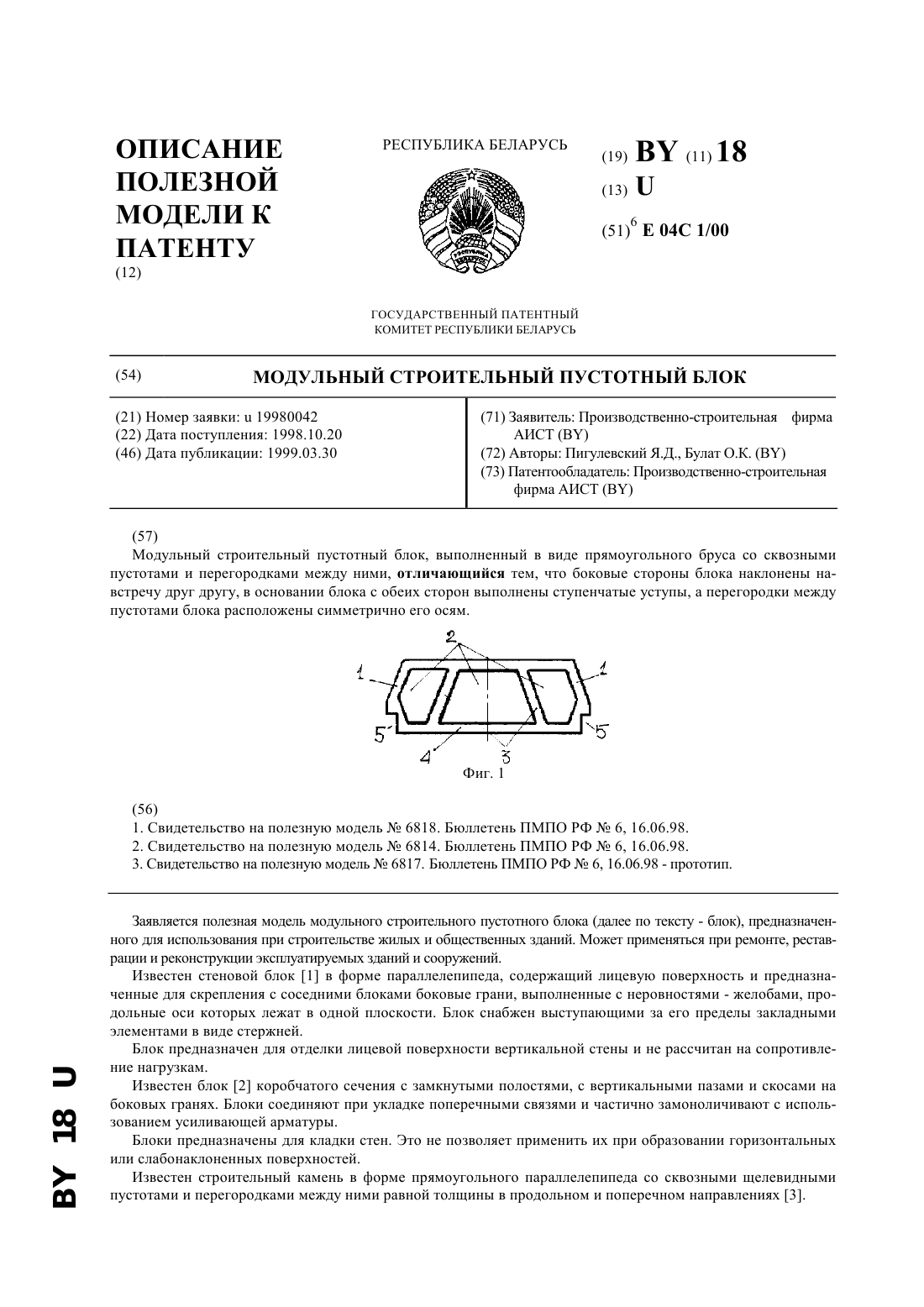
...изображен в ортогональных проекциях фиг. 1. - блок, вид спереди фиг. 2. - блок, вид сбоку фиг. 3. - блок, вид сверху. Блок выполнен в форме прямоугольного бруса, боковые стороны 1 которого наклонены навстречу друг другу. Блок имеет сквозные пустоты 2 и перегородки 3 между ними, расположенные симметрично его вертикальной оси. С обеих сторон у основания 4 блок имеет ступенчатые уступы 5 в поперечном направлении. Применение блоков при...
Ручной монтажный инструмент
Номер патента: 2791
Опубликовано: 30.06.1999
Автор: Будаков Анатолий Сергеевич
МПК: B25B 9/00
Метки: инструмент, ручной, монтажный
Текст:
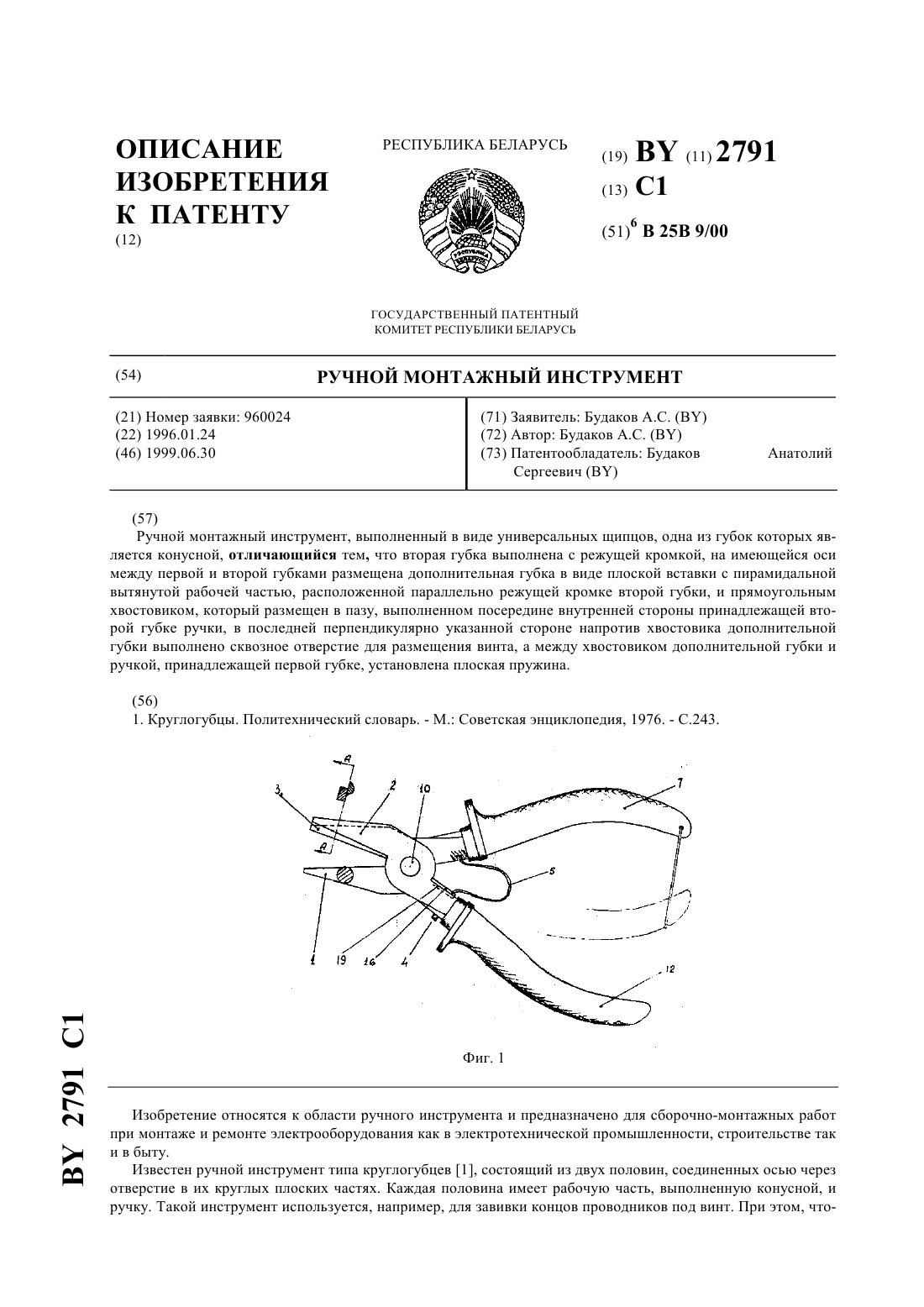
...губка в виде плоской вставки с пирамидальной вытянутой рабочей частью, расположенной параллельно режущей кромке второй губки, и прямоугольным хвостовиком, который размещен в пазу, выполненном посередине внутренней стороны ручки принадлежащей второй губке, в последней перпендикулярно указанной стороне напротив хвостовика дополнительной губки выполнено сквозное отверстие для размещения винта, а между хвостовиком дополнительной губки...
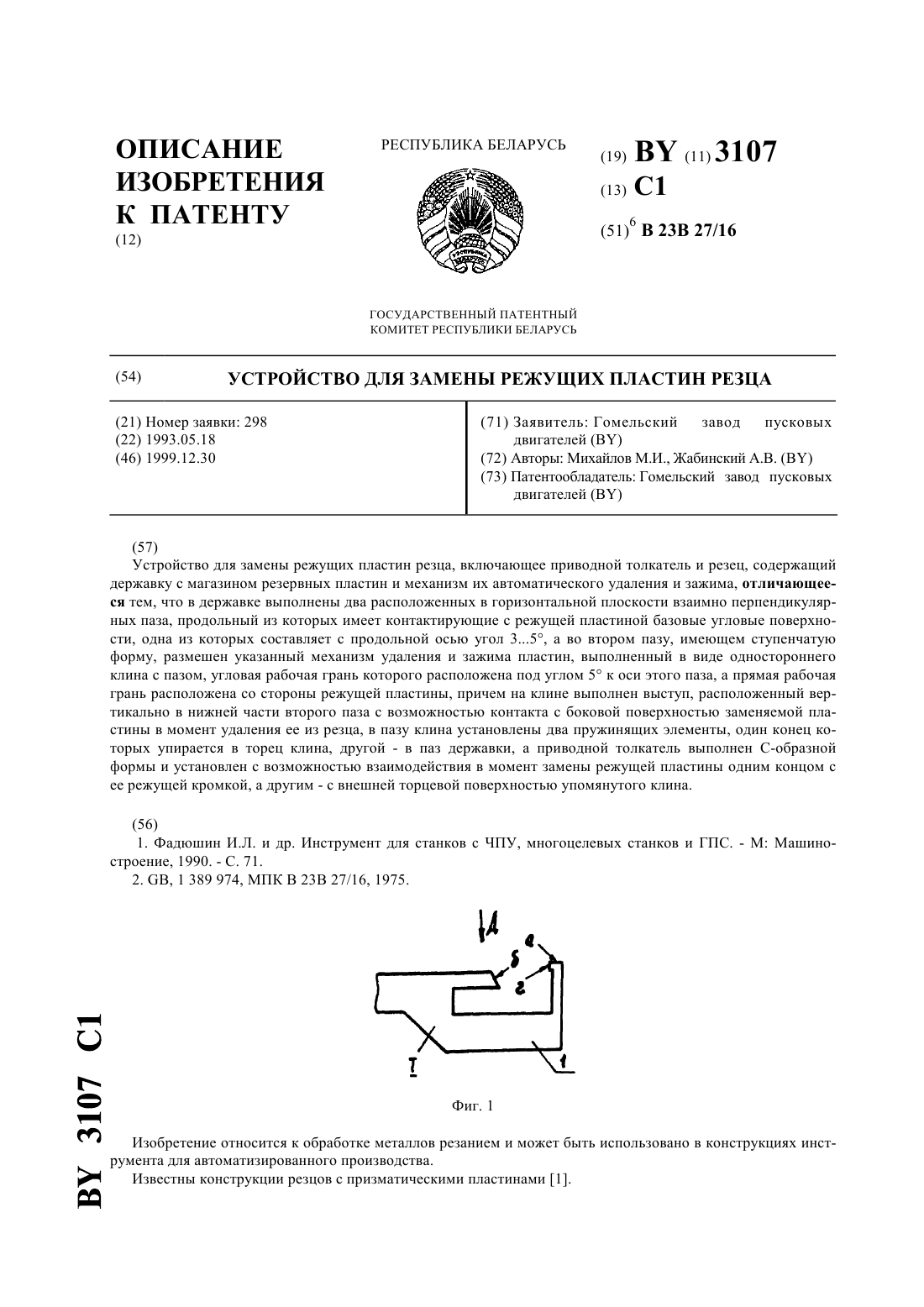
Устройство для замены режущих пластин резца
Номер патента: 3107
Опубликовано: 30.12.1999
Авторы: Жабинский Александр Владимирович., Михайлов Михаил Иванович
МПК: B23B 27/16
Метки: замены, устройство, пластин, режущих, резца
Текст:
...паза, продольный из которых имеет контактирующие с режущей пластиной базовые угловые поверхности, одна из которых составляет с продольной осью угол 35, а во втором пазу,имеющем ступенчатую форму, размещен указанный механизм удаления и зажима пластин, выполненный в виде одностороннего клина с пазом, угловая рабочая грань которого расположена под углом 5 к оси этого паза, а прямая рабочая грань расположена со стороны режущей пластины,...
Предыдущий патент: Тормозное устройство
Следующий патент: Устройство для очистки воздуха
Случайный патент: Способ получения чугуна или жидких стальных полуфабрикатов из железорудного материала и установка для его осуществления