Способ получения дисперсного металлического материала
Номер патента: 14214
Опубликовано: 30.04.2011
Авторы: Кирилюк Сергей Иванович, Целуева Светлана Николаевна, Горанский Георгий Георгиевич, Верещагин Михаил Николаевич
Текст
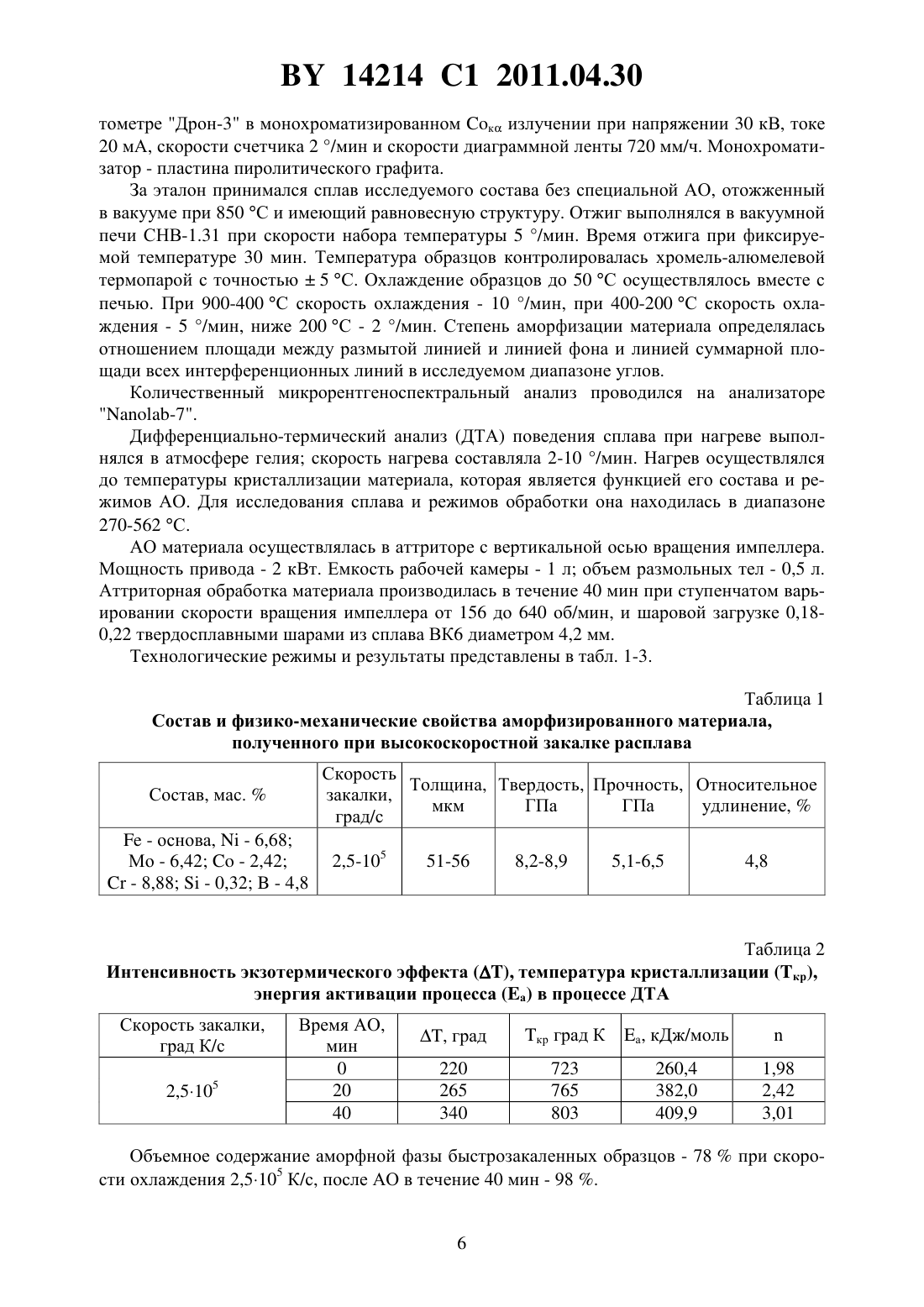
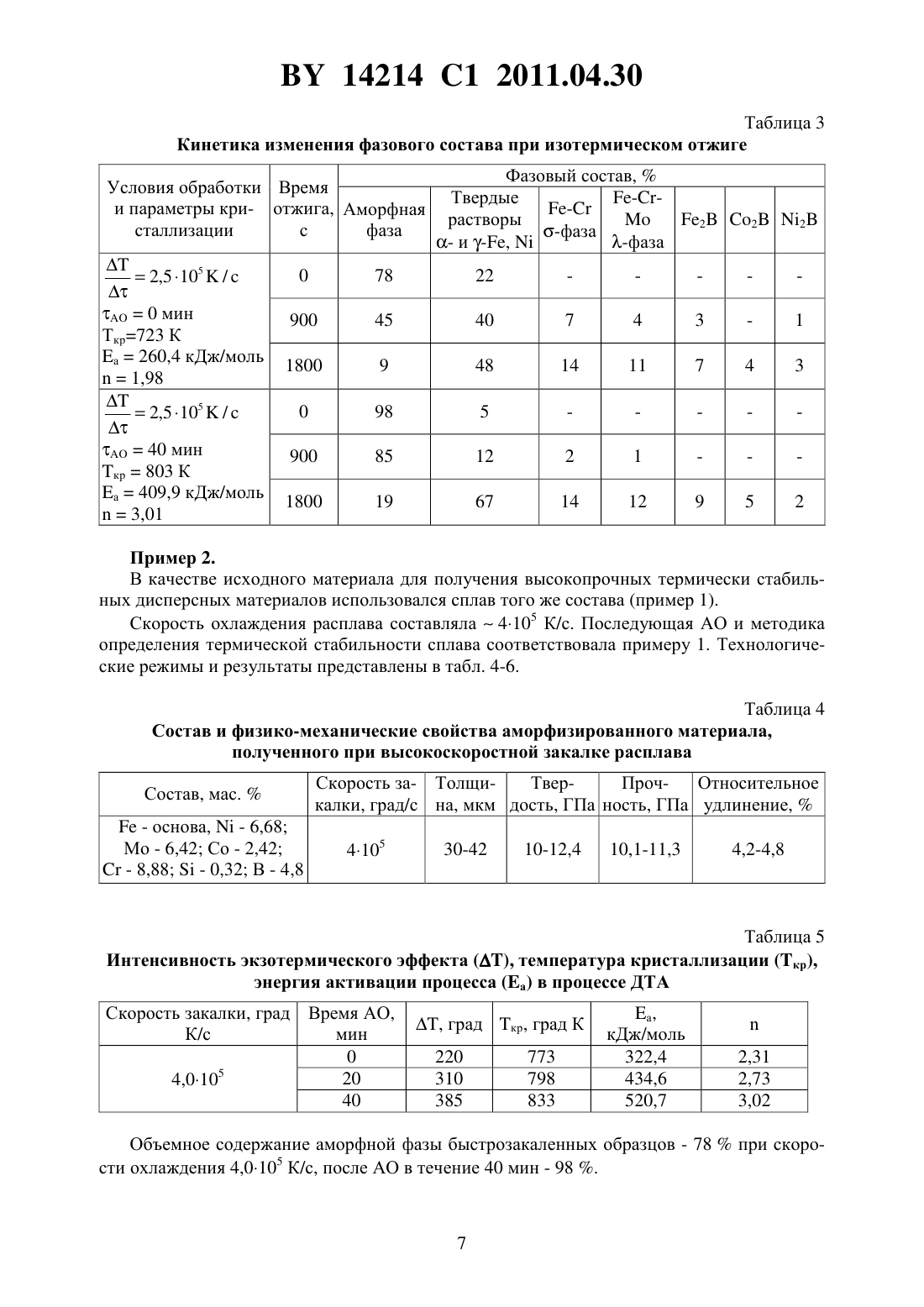
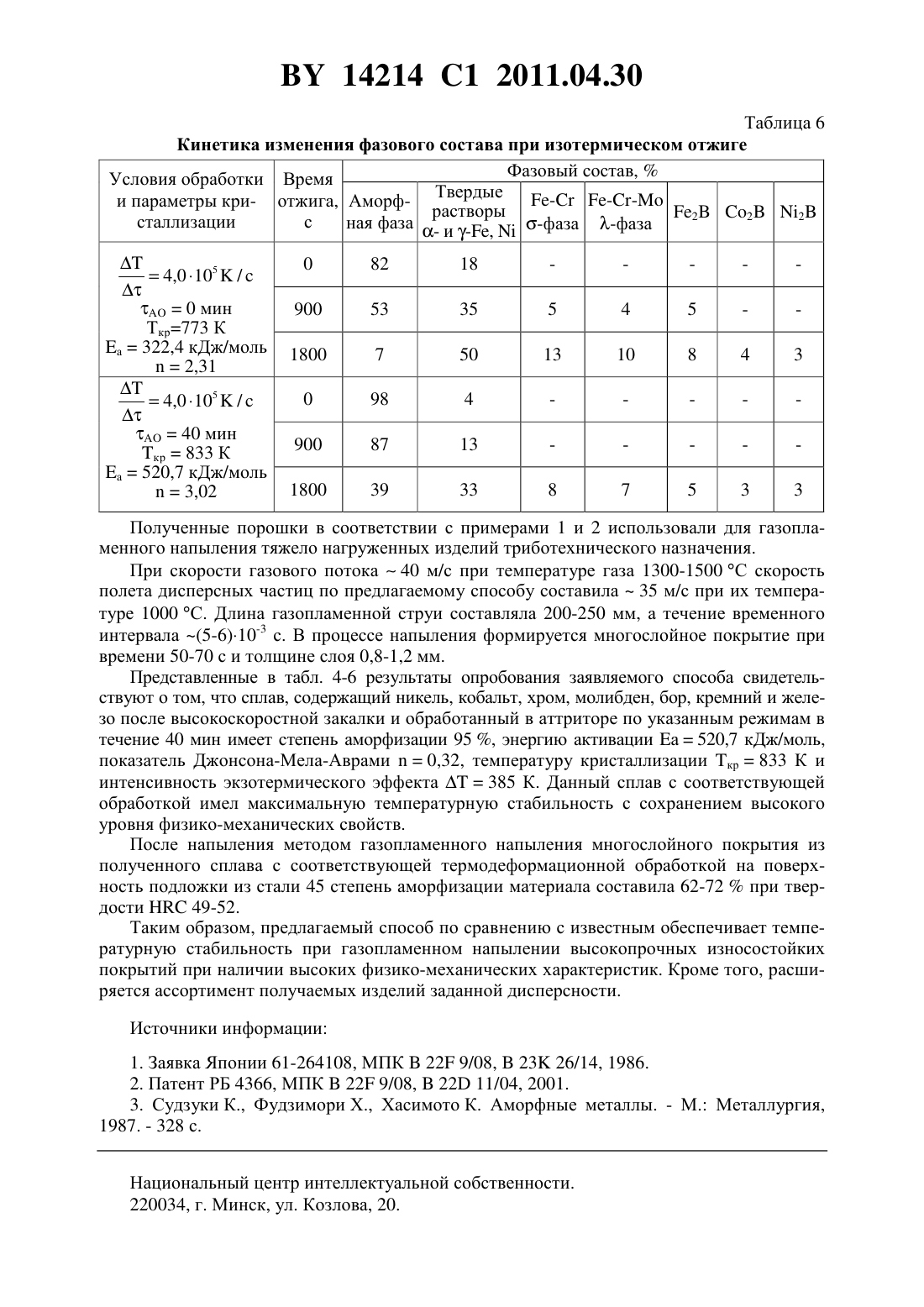
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ДИСПЕРСНОГО МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА(71) Заявитель Учреждение образования Гомельский государственный технический университет имени П.О.Сухого(72) Авторы Верещагин Михаил Николаевич Горанский Георгий Георгиевич Целуева Светлана Николаевна Кирилюк Сергей Иванович(73) Патентообладатель Учреждение образования Гомельский государственный технический университет имени П.О.Сухого(57) Способ получения дисперсного металлического материала, при котором металлическую заготовку подают в зону действия лазерного излучения, генерируют излучение в импульсном режиме, фокусируют излучение на поверхности заготовки, распыляют до дисперсного состояния металл заготовки и охлаждают полученный дисперсный материал на движущейся поверхности холодильника, отличающийся тем, что используют заготовку из сплава, содержащего никель, кобальт, хром, молибден, бор, кремний и железо при следующем соотношении компонентов, мас.никель 6,68 кобальт 2,42 хром 8,88 молибден 6,42 бор 4,80 кремний 0,32 железо остальное,материал охлаждают со скоростью не менее 4105 К/с, после чего обрабатывают его в аттриторе в присутствии 10-20 мас.поверхностно-активного вещества в течение 40 минут,при этом отношение объема дисперсного материала к объему диспергирующих тел составляет 0,18-0,22, а значение аккумулируемой энергии термодеформационного воздействия составляет 10-26 кДж/г. Изобретение относится к порошковой металлургии, а более конкретно к способам получения дисперсных материалов, например металлических волокон, порошков высокоскоростной закалкой из расплава в процессе высокоэнергетической термодеформационной обработки, используемых для изготовления высокопрочных износостойких покрытий при их газопламенном напылении. 14214 1 2011.04.30 Известен способ получения металлического порошка 1, заключающийся в том, что генерируют сфокусированное лазерное излучение, подают металл в зону его действия, вызывают распыление металла и последующее охлаждение распыленных частиц. Причем распыление предварительно расплавленного лазерным излучением непрерывного действия металла осуществляют струей газа, подаваемой из форсунки. Способ позволяет получать порошок, имеющий различную микроструктуру. Основным недостатком указанного способа в процессе газового распыления расплава является невысокий процент аморфной фазы в готовом полуфабрикате. Основной недостаток способа в значительной мере обусловлен технологическими приемами и режимами проведения операций. Наиболее близким по технической сущности и достигаемому результату к заявленному является способ получения металлических волокон 2, заключающийся в том, что генерируют сфокусированное излучение, подают металлическую заготовку в зону его действия, распыляют металл с последующим охлаждением частиц металла, причем лазерное излучение генерируют в импульсном режиме, а охлаждение распыленных частиц металла осуществляют на движущейся поверхности холодильника. Заготовку в зону действия лазерного излучения подают в виде ленты шириной В или проволоки диаметром , меньшим диаметра П пятна лазерного излучения на поверхности заготовки, причем скоростьподачи выбирают меньше произведения , где- частота следования импульсов излучения. При получении быстрозакаленных изделий в виде дисперсных материалов (порошок,волокно) используют лазерное излучение с плотностью мощности в импульсе на поверхности заготовки не менее 3105 Вт/см 2. При воздействии лазерного излучения на поверхность металла часть потока поглощается в тонком поверхностном слое, вызывая его нагрев, последующее плавление и кипение в зависимости от условий обработки. В процессе охлаждения распыленных частиц расплава при получении дисперсных металлических материалов в виде волокна или порошка на поверхности движущегося холодильника структурно-чувствительные механические свойства в большей степени зависят от технологических условий процесса, при этом важное значение имеет вопрос повышения температурной стабильности аморфизируемых сплавов в процессе их получения. Основным недостатком указанного способа получения дисперсных металлических материалов с аморфизируемой структурой в виде волокна или порошка является низкая их температурная стабильность при последующем их использовании для изготовления высокопрочных покрытий при газопламенном напылении, а также относительно небольшой процент аморфной фазы в структуре аморфизируемых сплавов на железной основе после высокоскоростной закалки из расплава. К таким сплавам может быть отнесен и сплав, содержащий никель, кобальт, хром, молибден, бор, кремний и железо. При этом определенное сочетание легирующих элементов может явиться оптимальным при получении термостабильных дисперсных материалов в виде волокна или порошка для высокопрочных покрытий при газопламенном их напылении. Задачей данного изобретения является повышение температурной стабильности аморфизируемого сплава, содержащего никель, кобальт, хром, молибден, бор, кремний и железо, с фиксированным процентом легирующих элементов за счет интенсивной высокоэнергетической термодеформационной обработки и расширение сортамента получаемых изделий. Поставленная задача решается тем, что в зону действия лазерного излучения подают металлическую заготовку, генерируют излучение в импульсном режиме, фокусируют излучение на поверхности заготовки, распыляют до дисперсного состояния металл заготовки и охлаждают полученный дисперсный материал на движущейся поверхности холодильника. Согласно изобретению, в качестве металлической заготовки используют сплав,содержащий никель, кобальт, хром, молибден, бор, кремний и железо при следующем соотношении компонентов, мас.2 14214 1 2011.04.30 никель 6,68 кобальт 2,42 хром 8,88 молибден 6,42 бор 4,80 кремний 0,32 железо остальное,материал охлаждают со скоростью не менее 4105 К/с, после чего обрабатывают его в аттриторе в присутствии 10-20 мас.поверхностно-активного вещества в течение 40 мин,при этом отношение объема дисперсного материала к объему диспергирующих тел составляет 0,18-0,22, а значение аккумулируемой энергии термодеформационного воздействия составляет 10-26 кДж/г. Существенным фактором, определяющим физико-механические характеристики сплава, содержащего никель, кобальт, хром, молибден, бор, кремний и железо при следующем соотношении компонентов, мас.никель - 6,68 кобальт - 2,42 хром - 8,88 молибден 6,42 бор - 4,80 кремний - 0,32 железо - остальное, является скорость закалки из расплава,в том числе и в пределах того интервала, при котором происходит полная аморфизация. Применительно к процессу по способу прототипа скорость закалки оценивалась по толщине дискретных быстрозакаленных образцов - скорость закалки обратно пропорциональна квадрату толщины образца. Сплав, содержащий никель, кобальт, хром, молибден,бор, кремний и железо при следующем соотношении компонентов, мас.никель - 6,68 кобальт - 2,42 хром - 8,88 молибден - 6,42 бор - 4,80 кремний - 0,32 железо - остальное,закаливался при скорости охлаждения 2,5105 К/с (образец 1) и 4105 К/с (образец 2),при этом показатели прочности и твердости сплава существенно увеличиваются, а пластичность незначительно снижается. Методами рентгеноструктурного и рентгенофазного анализа выявлено, что количество аморфной фазы в образцах 1 составляло 78 , а в образцах 2 - 82 . Для оценки возможных изменений в строении вещества при его аттриторной обработке(АО), а также определения температурной стабильности сплавов, закаленных с различными скоростями, выполнялся дифференциально-термический анализ (ДТА) подвергнутых АО образцов. В качестве контролируемых параметров рассматривалась интенсивность экзотермического эффектаи температура его кристализации (кр) в процессе ДТА. Результаты свидетельствовали о возрастании температуры начала кристаллизации образцов. Имело место существенное усиление экзотермического эффекта кристаллизации по мере увеличения длительности АО материалов до 40 мин. Для выяснения причин подобного эффекта по уравнению Кисинджера рассчитывалась энергия активации процесса кристаллизации образцов 1 и 2, подвергнутых различной степени термодеформационного воздействия при АО. Для образцов 1 и 2 энергия активации а увеличивалась. Кристаллизация аморфного материала происходит на зародышах новой фазы, которыми являются присутствующие в аморфной матрице кластеры различных размеров, формирующихся в процессе охлаждения распыленных частиц металла заготовки на поверхности движущегося холодильника по способу прототипа. Закалочные зародыши по своему химическому и топологическому ближнему порядку отличны от кристаллизующихся метастабильных фаз. Кристаллизация на них должна быть гетерогенной и роль диффузии атомов, входящих в состав сплава элементов, должна быть достаточно велика. Как правило, аморфный материал имеет меньшую плотность, чем его кристаллический аналог, и больший удельный свободный объем. Этим объясняется более высокий коэффициент диффузии для неметаллов и металлов в аморфной матрице по сравнению с кристаллической. 3 14214 1 2011.04.30 При термодеформационном воздействии на аморфный материал при АО в последнем реализуются релаксационные процессы, сопровождающиеся переходом от нестабильной исходной структуры к метастабильной, разрушением части закалочных зародышей, нарушением ближнего порядка расположения атомов, уменьшением удельного свободного объема аморфной матрицы. Это тормозит процесс кристаллизации и повышает энергию его активации, т.е. повышает температуру начала реализации процесса. Ускорение структурной релаксации сплавов связано с усилением экзотермического эффекта кристаллизации по мере возрастания температур протекания процесса. Для получения объективной картины процесса кристаллизации аморфного материала все определяющие параметры процесса экзотермический эффект - , температура начала кристаллизации - кр, энергия активации -были представлены как функции аккумулируемой материалом при предварительной АО энергии деформационно-термического воздействия (Д). В целом кинетика аккумуляции энергии обоими образцами 1 и 2 идентична, хотя общая энергоемкость медленнее закаленного образца 1 остается выше. В процессе АО по мере аккумуляции энергии деформационно-термического воздействия степень аморфизации обоих сплавов неуклонно растет, достигая в пределе 98 , что позволяет считать материал полностью аморфизированным при Д 10-26 кДж/г. Характер изменения , кр, а от Д для образцов 1 и 2 аналогичен, однако абсолютный их прирост к моменту завершения процесса аккумуляции энергии АО более выражен для быстрее закаленного образца 2. Это обеспечивает ему большую термическую стабильность на всех стадиях обработки. Кинетика изменения содержания аморфной фазы при изотермическом отжиге закаленных при разных скоростях и подвергнутых АО зависит от показателяв уравнении Джонсона-Мела-Аврами (Д-М-А) 3. Влияние АО на характер последующей кристаллизации аморфизируемых сплавов оценивалось кинетикой зарождения и роста отдельных кристаллических фаз в процессе изотермического отжига при температуре кристаллизации методами рентгеноструктурного и рентгенофазного анализа. На ранних стадиях отжига при температуре кристаллизации идет увеличение общего количества ограниченных твердых растворов -, -, -, - и непрерывных твердых растворов аустенитного класса -, -, -. Кинетика их роста соответствует значениямот 2 до 3, что свидетельствует о первичной гетерогенной кристаллизации. Для образцов, закаленных быстрее, а также после АО исходное количество кристаллической фазы и первичное количество зародышей заметно ниже, что объясняет увеличение температуры кристаллизации и энергии активации процесса. Эффект проявляется в большей степени с увеличением времени АО. Для образцов без АО появление кристаллических (интерметаллидных) -фазы (-),-фазы , боридов 2, 2, 2, силицидовпроисходит через 10 минут отжига. Инкубационный период обусловлен необходимостью развития в материале диффузии для достижения требуемого технометрического состояния образующих интерметаллиды компонентов, после чего рост интерметаллидов идет с постоянной скоростью. Появление всех названных интерметаллидных фаз при кристаллизации обработанных в аттриторе образцов затруднено. Аттриторная обработка дисперсного металлического материала показала, что оптимальное объемное соотношение между количеством получаемого дисперсного материала и диспергирующих тел составляет 0,18-0,22. Уменьшение этого соотношения ( 0,18) ведет к тому, что частицы порошка оседают на стенках рабочей камеры, распыляются, а количество воздействий размольных тел на порошок уменьшается. При этом также уменьшается энергия воздействия на порошок, что ведет к снижению размола. В данном случае преобладает ударный механизм разрушения. С увеличением количества материала ( 0,22) по 4 14214 1 2011.04.30 рошок, заполняя все поры между размольными телами, демпфирует удары. Измельчение в основном происходит в результате истирающего механизма измельчения. Удельная поверхность порошка в процессе АО достигает максимума при содержании в шихте поверхностно-активного вещества (ПАВ) в количестве 10-20 мас. , т.к. последнее способствует развитию трещин в частицах порошка. При содержании ПАВ в шихте до 10 оно оказывает смазывающее действие и процесс размола менее эффективен, чем при сухом размоле. Увеличение содержания ПАВ 20 снижает эффективность размола. Предлагаемый способ использован при получении термически стабильного дисперсного материала из аморфизируемого сплава, содержащего никель, кобальт, хром, молибден, бор, кремний и железо при следующем соотношении компонентов, мас.никель 6,68 кобальт - 2,42 хром - 8,88 молибден - 6,42 бор - 4,80 кремний - 0,32 железо остальное, в виде порошка для газопламенного напыления высоконагруженных изделий триботехнического назначения. Способ осуществляется следующим образом. Сплав, содержащий никель, кобальт,хром, молибден, бор, кремний и железо при следующем соотношении компонентов,мас.никель - 6,68 кобальт -2,42 хром - 8,88 молибден - 6,42 бор - 4,80 кремний 0,32 железо - остальное, в виде ленты или проволоки подают в зону действия лазерного излучения. При воздействии лазерного излучения в импульсном режиме необходимой мощности (не менее 3105 Вт/см 2) на поверхность расходуемого материала капиллярногравитационно-электромагнитное давление, создаваемое электромагнитным лазерным излучением, приводит к отделению объема расплавленного металла в зоне контакта расплав-твердый металл за счет потери его устойчивости. На этапе нарастания мощности излучения идет резкое увеличение внутренней энергии отделенного объема расплавленного металла с большим перегревом и созданием в последнем сжимающих давлений. За счет возникновения и нарастания реактивного давления в расплавленном объеме металла нарушается равновесие сил сжатия расплава под действием вышеназванных давлений и сил отталкивания, что приводит к взрывному распылению мельчайших частиц расплава. Полученные таким образом дисперсные частицы расплава попадают на поверхность движущегося холодильника, где происходит их растекание в виде волокон или порошка и последующее затвердевание со скоростью охлаждения не менее 4105 К/с. При этом объем аморфной фазы в зависимости от скорости охлаждения составляет 78-82 . Полученный продукт в дальнейшем подвергается аттриторной обработке в присутствии 10-20 мас.поверхностно-активного вещества в течение 40 мин, при этом отношение дисперсного материала к объему диспергирующих тел составляет в 0,18-0,22, а значение аккумулируемой энергии термодеформационного воздействия составляет 10-26 кДж/г. Количество аморфной фазы в структуре сплава при этом составляет в пределе 98 . Пример 1. В качестве исходного материала для получения высокопрочных термически стабильных дисперсных материалов использовался сплав, содержащий никель, кобальт, хром,молибден, бор, кремний и железо при следующем соотношении компонентов, мас.никель - 6,68 кобальт - 2,42 хром - 8,88 молибден - 6,42 бор - 4,80 кремний - 0,32 железо остальное. Высокопрочные дисперсные металлические волокна различной толщины получали распылением металлической заготовки указанного состава импульсным лазерным высокоэнергетическим методом с последующим их охлаждением на поверхности движущегося холодильника. Скорость охлаждения расплава составляла 2,5105 К/с. Микротвердость Н образцов составляла (8,2-8,9) ГПа, которая замерялась на приборе ПМТ-3 в соответствии с ГОСТ 9450-76. Предел прочности в 6,5 ГПа и относительное удлинение 4,8 определялись на испытательной машине Инстрон-1195 согласно ГОСТ 1170184 и ГОСТ 1497-84. Дефектность кристаллической структуры материала и его фазовый состав определялся методом рентгеноструктурного и рентгенофазного анализа на дифрак 5 14214 1 2011.04.30 тометре Дрон-3 в монохроматизированном к излучении при напряжении 30 кВ, токе 20 мА, скорости счетчика 2 /мин и скорости диаграммной ленты 720 мм/ч. Монохроматизатор - пластина пиролитического графита. За эталон принимался сплав исследуемого состава без специальной АО, отожженный в вакууме при 850 С и имеющий равновесную структуру. Отжиг выполнялся в вакуумной печи СНВ-1.31 при скорости набора температуры 5 /мин. Время отжига при фиксируемой температуре 30 мин. Температура образцов контролировалась хромель-алюмелевой термопарой с точностью 5 С. Охлаждение образцов до 50 С осуществлялось вместе с печью. При 900-400 С скорость охлаждения - 10 /мин, при 400-200 С скорость охлаждения - 5 /мин, ниже 200 С - 2 /мин. Степень аморфизации материала определялась отношением площади между размытой линией и линией фона и линией суммарной площади всех интерференционных линий в исследуемом диапазоне углов. Количественный микрорентгеноспектральный анализ проводился на анализаторе-7. Дифференциально-термический анализ (ДТА) поведения сплава при нагреве выполнялся в атмосфере гелия скорость нагрева составляла 2-10 /мин. Нагрев осуществлялся до температуры кристаллизации материала, которая является функцией его состава и режимов АО. Для исследования сплава и режимов обработки она находилась в диапазоне 270-562 С. АО материала осуществлялась в аттриторе с вертикальной осью вращения импеллера. Мощность привода - 2 кВт. Емкость рабочей камеры - 1 л объем размольных тел - 0,5 л. Аттриторная обработка материала производилась в течение 40 мин при ступенчатом варьировании скорости вращения импеллера от 156 до 640 об/мин, и шаровой загрузке 0,180,22 твердосплавными шарами из сплава ВК 6 диаметром 4,2 мм. Технологические режимы и результаты представлены в табл. 1-3. Таблица 1 Состав и физико-механические свойства аморфизированного материала,полученного при высокоскоростной закалке расплава Скорость Толщина, Твердость, Прочность, Относительное закалки,мкм ГПа ГПа удлинение,град/с Таблица 2 Интенсивность экзотермического эффекта , температура кристаллизации (кр), энергия активации процесса (а) в процессе ДТА Скорость закалки,град К/с 2,5105 Объемное содержание аморфной фазы быстрозакаленных образцов - 78 при скорости охлаждения 2,5105 К/с, после АО в течение 40 мин - 98 . 14214 1 2011.04.30 Таблица 3 Кинетика изменения фазового состава при изотермическом отжиге Условия обработки Время и параметры кри- отжига, Аморфная сталлизации с фаза Пример 2. В качестве исходного материала для получения высокопрочных термически стабильных дисперсных материалов использовался сплав того же состава (пример 1). Скорость охлаждения расплава составляла 4105 К/с. Последующая АО и методика определения термической стабильности сплава соответствовала примеру 1. Технологические режимы и результаты представлены в табл. 4-6. Таблица 4 Состав и физико-механические свойства аморфизированного материала,полученного при высокоскоростной закалке расплава Состав, мас.- основа,- 6,68 Мо - 6,42 Со - 2,42- 8,88- 0,32 В - 4,8 Таблица 5 Интенсивность экзотермического эффекта , температура кристаллизации (кр), энергия активации процесса (а) в процессе ДТА Скорость закалки, град Время АО,К/с мин 0 20 4,0105 40 Объемное содержание аморфной фазы быстрозакаленных образцов - 78 при скорости охлаждения 4,0105 К/с, после АО в течение 40 мин - 98 . 14214 1 2011.04.30 Таблица 6 Кинетика изменения фазового состава при изотермическом отжиге Фазовый состав,Условия обработки Время Твердые Полученные порошки в соответствии с примерами 1 и 2 использовали для газопламенного напыления тяжело нагруженных изделий триботехнического назначения. При скорости газового потока 40 м/с при температуре газа 1300-1500 С скорость полета дисперсных частиц по предлагаемому способу составила 35 м/с при их температуре 1000 С. Длина газопламенной струи составляла 200-250 мм, а течение временного интервала (5-6)10-3 с. В процессе напыления формируется многослойное покрытие при времени 50-70 с и толщине слоя 0,8-1,2 мм. Представленные в табл. 4-6 результаты опробования заявляемого способа свидетельствуют о том, что сплав, содержащий никель, кобальт, хром, молибден, бор, кремний и железо после высокоскоростной закалки и обработанный в аттриторе по указанным режимам в течение 40 мин имеет степень аморфизации 95 , энергию активации а 520,7 кДж/моль,показатель Джонсона-Мела-Аврами 0,32, температуру кристаллизации кр 833 К и интенсивность экзотермического эффекта 385 К. Данный сплав с соответствующей обработкой имел максимальную температурную стабильность с сохранением высокого уровня физико-механических свойств. После напыления методом газопламенного напыления многослойного покрытия из полученного сплава с соответствующей термодеформационной обработкой на поверхность подложки из стали 45 степень аморфизации материала составила 62-72 при твердости 49-52. Таким образом, предлагаемый способ по сравнению с известным обеспечивает температурную стабильность при газопламенном напылении высокопрочных износостойких покрытий при наличии высоких физико-механических характеристик. Кроме того, расширяется ассортимент получаемых изделий заданной дисперсности. Источники информации 1. Заявка Японии 61-264108, МПК 22 9/08,23 26/14, 1986. 2. Патент РБ 4366, МПК 22 9/08,22 11/04, 2001. 3. Судзуки К., Фудзимори Х., Хасимото К. Аморфные металлы. - М. Металлургия,1987. - 328 с. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 8
МПК / Метки
МПК: B22F 9/02
Метки: получения, дисперсного, способ, материала, металлического
Код ссылки
<a href="https://by.patents.su/8-14214-sposob-polucheniya-dispersnogo-metallicheskogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Способ получения дисперсного металлического материала</a>
Способ сушки дисперсного материала
Номер патента: 12404
Опубликовано: 30.10.2009
Авторы: Темрук Александр Владимирович, Акулич Александр Васильевич
Метки: дисперсного, материала, способ, сушки
Текст:
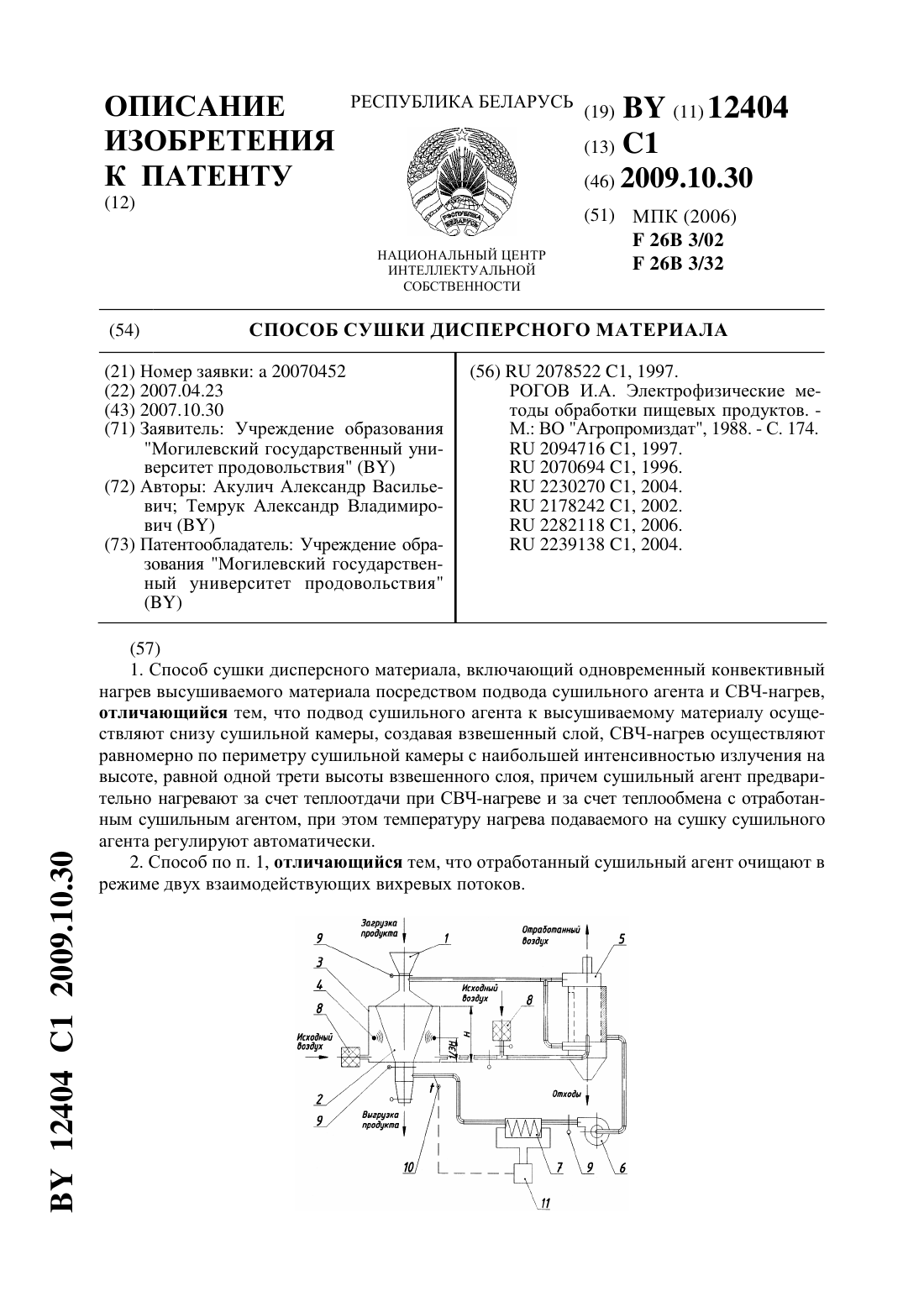
...теплоотдачи при СВЧнагреве и за счет теплообмена с отработанным сушильным агентом, при этом температуру нагрева подаваемого на сушку сушильного агента регулируют автоматически. Отработанный сушильный агент очищают в режиме двух взаимодействующих вихревых потоков. Технический результат состоит в снижении затрат энергии на нагрев продукта и повышении качественных показателей высушиваемого материала вследствие наиболее рациональной схемы...
Способ удаления органических компонентов из дисперсного материала
Номер патента: 8809
Опубликовано: 30.12.2006
Авторы: Лапцевич Павел Степанович, Суворов Александр Васильевич, Шмелев Евгений Станиславович, Добрего Кирилл Викторович, Жданок Сергей Александрович
МПК: F23D 3/40
Метки: органических, удаления, способ, дисперсного, материала, компонентов
Текст:
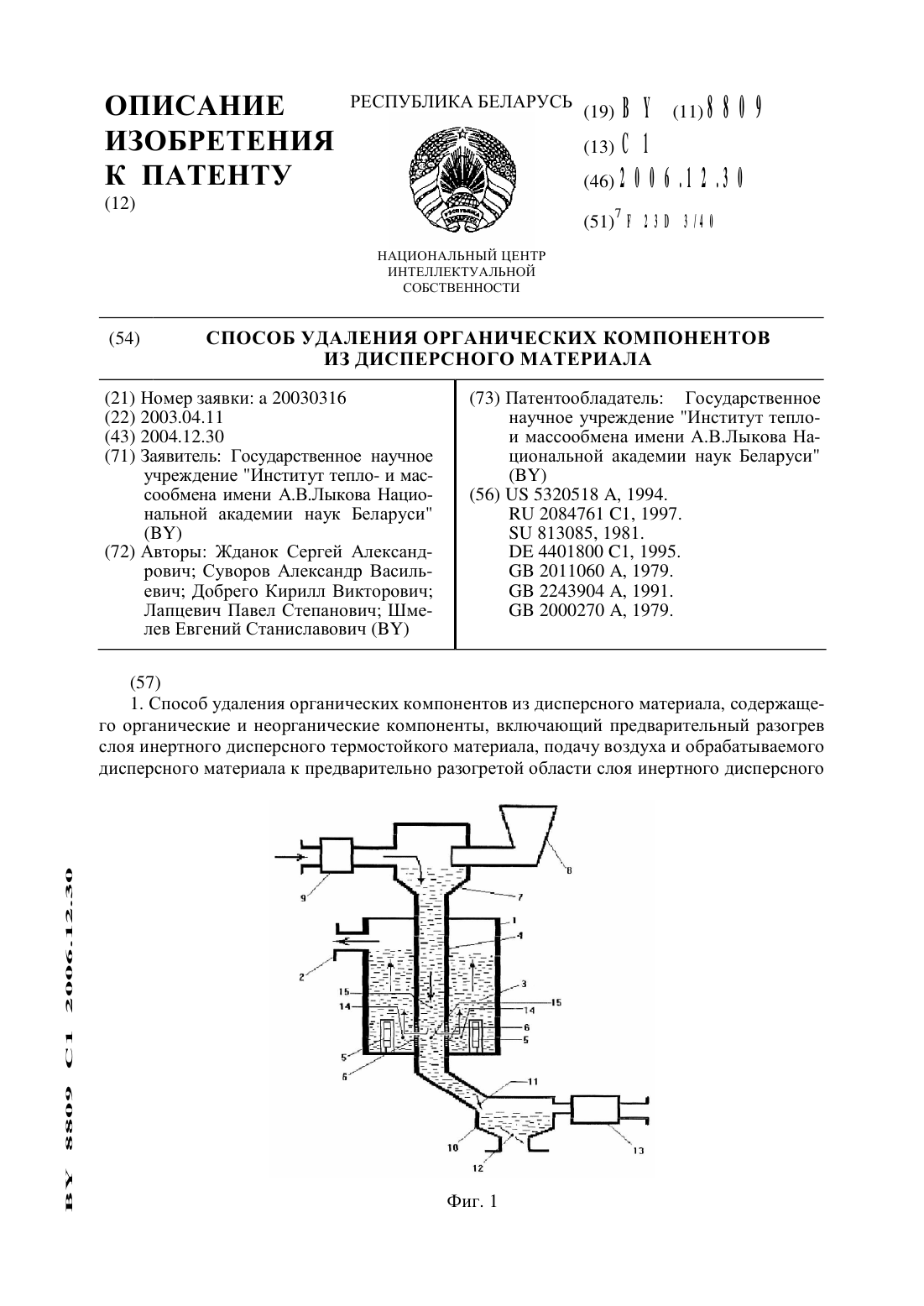
...компоненты, включающем предварительный разогрев слоя инертного дисперсного термостойкого материала, подачу воздуха и обрабатываемого дисперсного материала к предварительно разогретой области слоя инертного дисперсного термостойкого материала противоточно выходящим при сжигании из слоя газам, согласно изобретению, нагревают обрабатываемый дисперсный материал и испаряют из него органические компоненты при температуре ниже пределов...
Способ тепловой обработки дисперсного или жидкого материала
Номер патента: 13877
Опубликовано: 30.12.2010
Авторы: Акулич Петр Васильевич, Драгун Владимир Леонидович, Акулич Александр Васильевич
МПК: F26B 17/00
Метки: дисперсного, обработки, тепловой, жидкого, или, способ, материала
Текст:
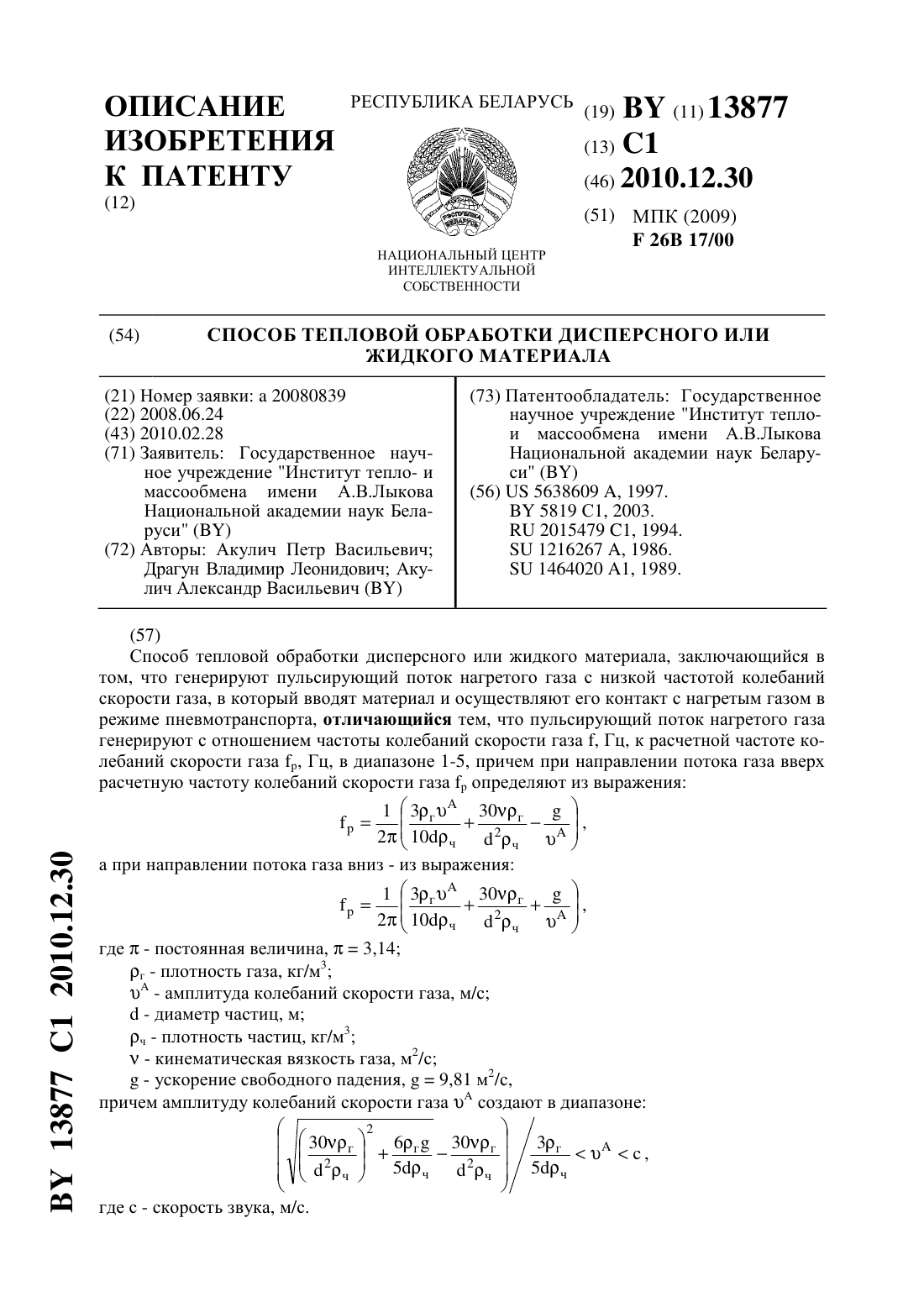
...газа , Гц, к расчетной частоте колебаний скорости газа р, Гц, в диапазоне 1-5,причем при направлении потока газа вверх расчетную частоту колебаний скорости газа р определяют из выражения 13 г 30 г а при направлении потока газа вниз - из выражения 13 г 30 г где- постоянная величина,3,14 рг - плотность газа, кг/м 3- амплитуда колебаний скорости газа, м/с- диаметр частиц, м ч - плотность частиц, кг/м 3- кинематическая вязкость газа, м 2/с-...
Способ производства литых заготовок для быстроизнашиваемых деталей
Номер патента: 4587
Опубликовано: 30.09.2002
Авторы: Садовский Виктор Михайлович, Урбанович Наталья Ивановна, Герцик Сергей Николаевич, Комаров Олег Сидорович
МПК: C21C 1/00, C22C 37/06
Метки: производства, заготовок, литых, быстроизнашиваемых, способ, деталей
Текст:
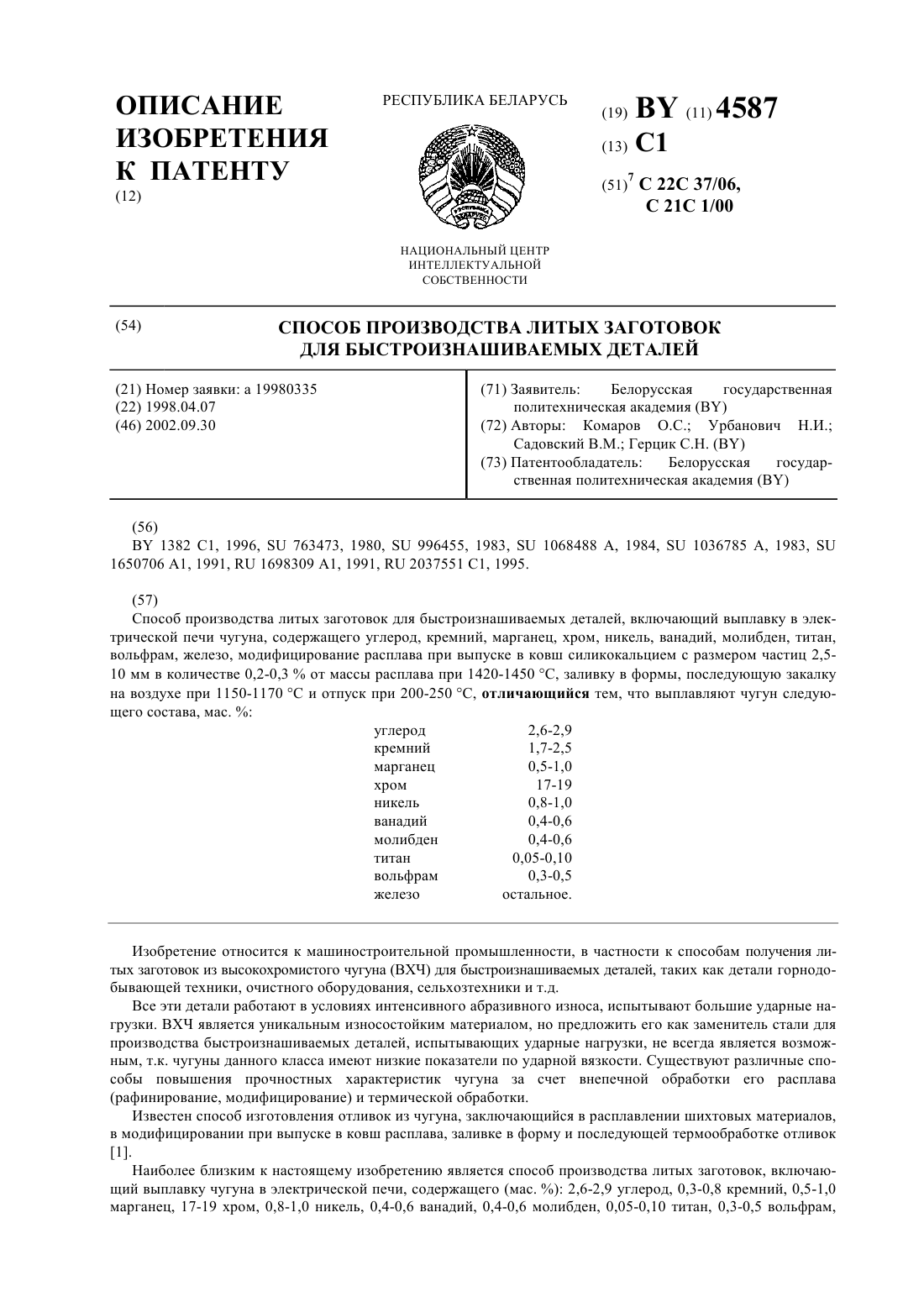
...Задача данного изобретения - повышение ударной вязкости ВХЧ. Поставленная задача решалась тем, что в способе производства литых заготовок для быстроизнашиваемых деталей, включающем выплавку в электрической печи чугуна, содержащего углерод, кремний, марганец, хром, никель, ванадий, молибден, титан, вольфрам, железо, модифицирование расплава при выпуске в ковш силикокальцием с размером частиц 2,5-10 мм в количестве 0,2-0,3 от массы расплава при...
Способ определения модуля упругости покрытия металлического материала
Номер патента: 11103
Опубликовано: 30.10.2008
Авторы: Кузнецова Татьяна Анатольевна, Маркова Людмила Владимировна, Чижик Сергей Антонович, Андреев Михаил Анатольевич
МПК: G01N 13/10, G01N 3/00
Метки: упругости, определения, способ, модуля, материала, металлического, покрытия
Текст:
...Недостатком способа является условие внедрения индентора в пленочный материал без его сцепления с основанием, невыполнимое для металлических покрытий, особенно тонких. Техническая задача, которую решает предлагаемое изобретение, заключается в возможности определения модуля упругости тонких покрытий с прямым определением глубины восстановленного отпечатка и без использования специализированного дорогостоящего оборудования. Поставленная...
Предыдущий патент: Способ гидрометаллургического извлечения свинца
Следующий патент: Рециркуляционный дальномер
Случайный патент: Способ хранения бактерий Pseudomonas fluorescens