Устройство для магнитно-абразивной обработки
Номер патента: U 6015
Опубликовано: 28.02.2010
Авторы: Сергеев Леонид Ефимович, Агейчик Валерий Александрович, Акулович Леонид Михайлович, Ермаков Николай Иванович
Текст
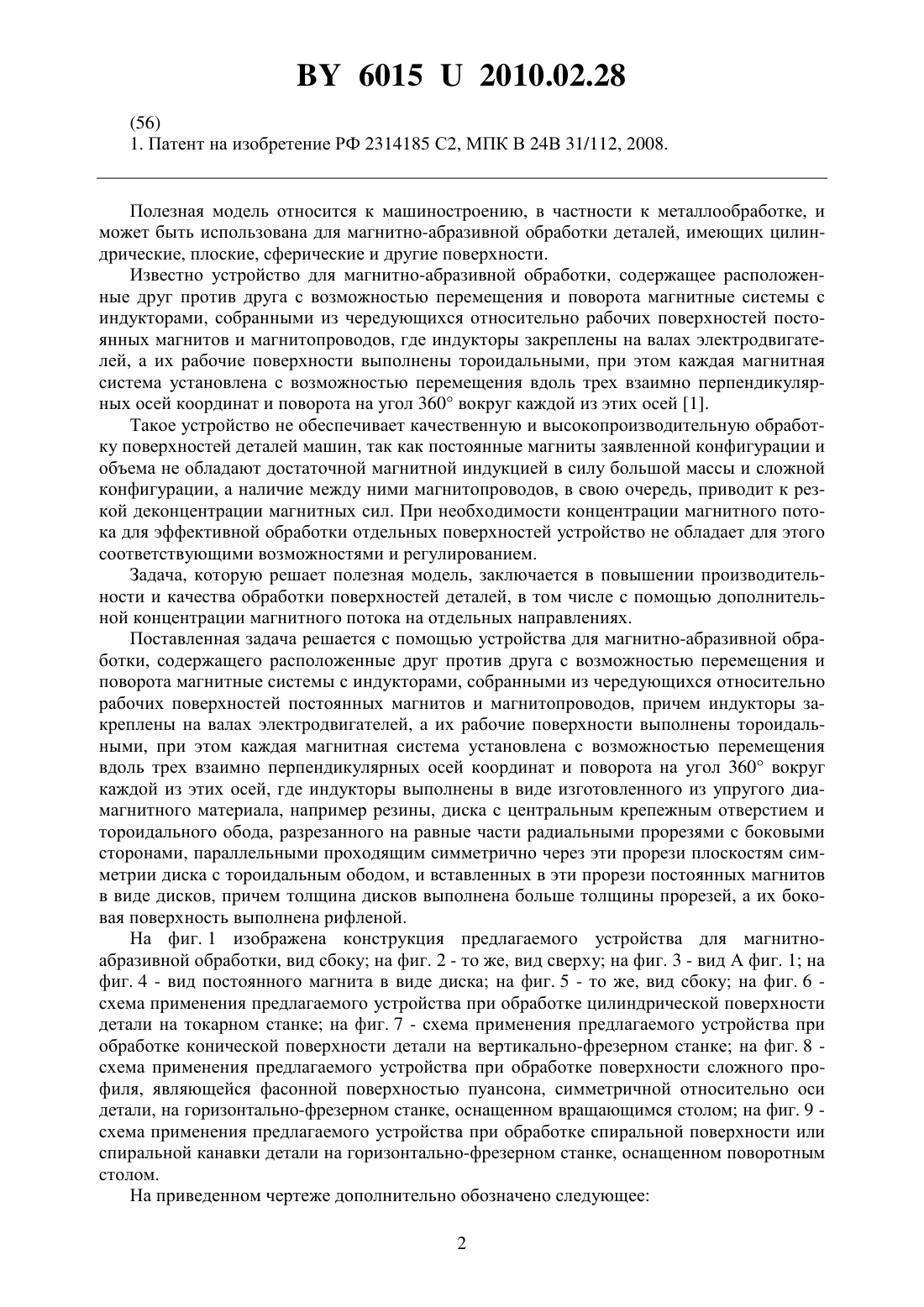
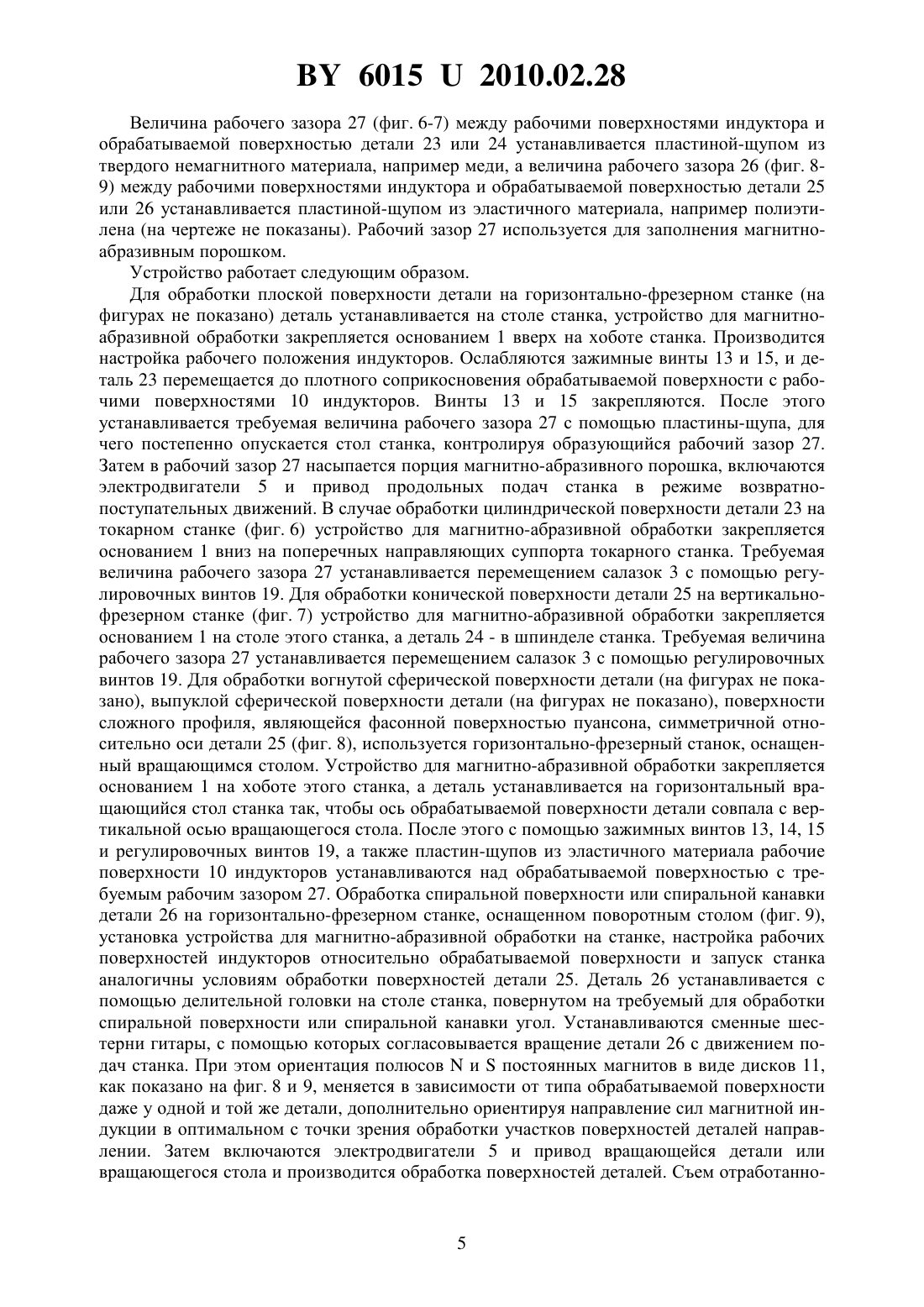
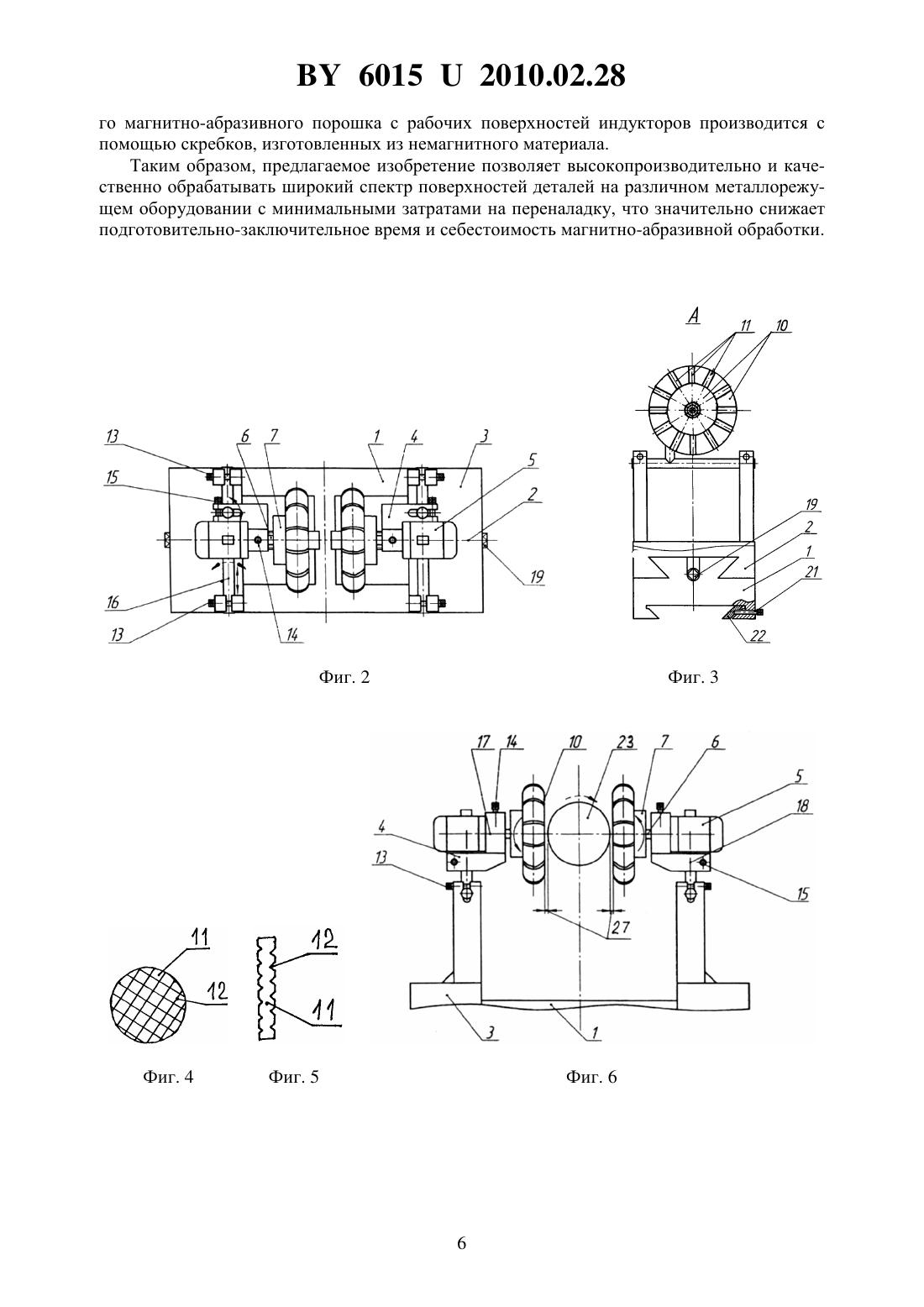
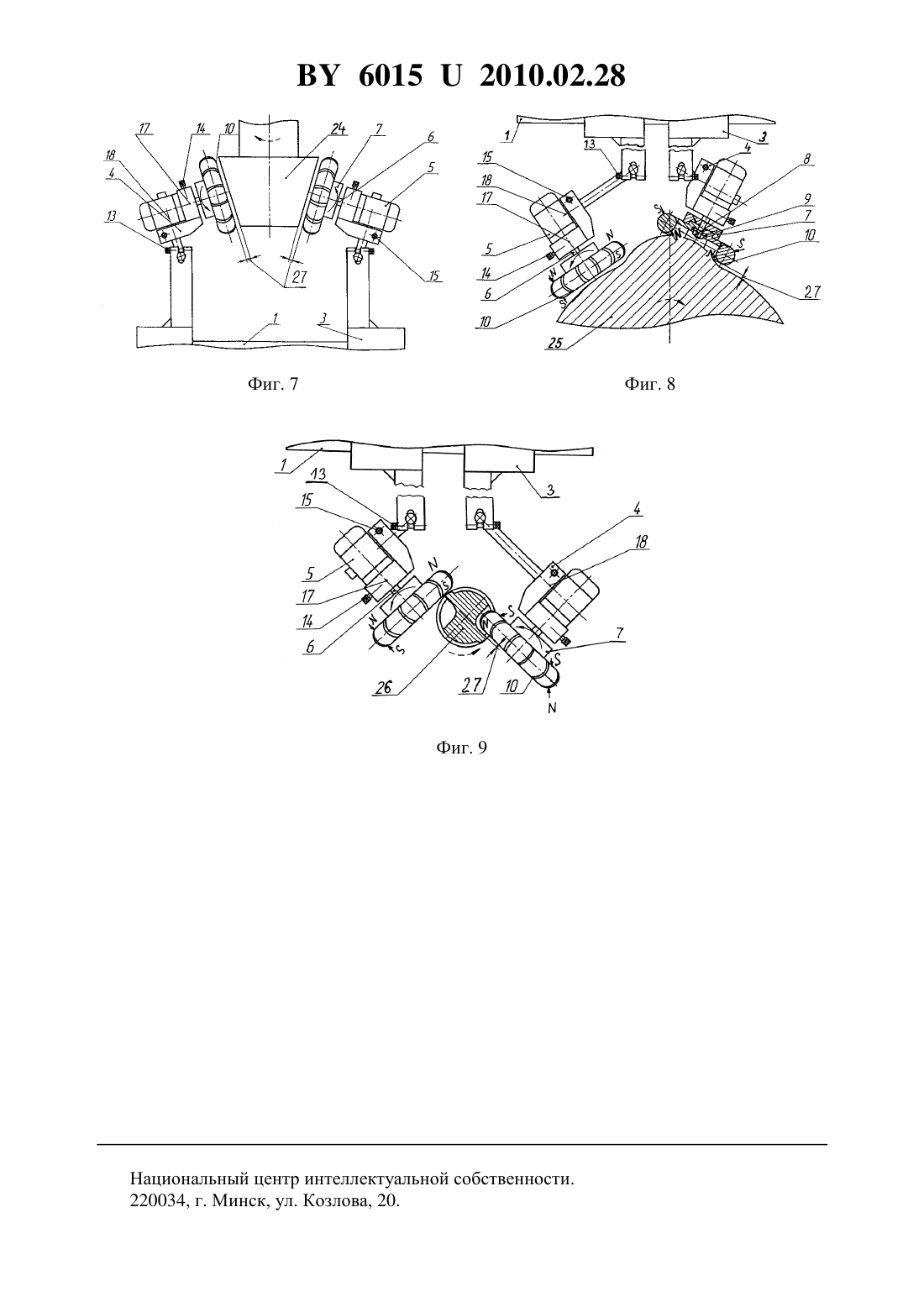
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Акулович Леонид Михайлович Сергеев Леонид Ефимович Агейчик Валерий Александрович Ермаков Николай Иванович(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Устройство для магнитно-абразивной обработки, содержащее расположенные друг против друга с возможностью перемещения и поворота магнитные системы с индукторами, собранными из чередующихся относительно рабочих поверхностей постоянных магнитов и магнитопроводов, причем индукторы закреплены на валах электродвигателей, а их рабочие поверхности выполнены тороидальными, при этом каждая магнитная система установлена с возможностью перемещения вдоль трех взаимно перпендикулярных осей координат и поворота на угол 360 вокруг каждой из этих осей, отличающееся тем, что индукторы выполнены в виде изготовленного из упругого диамагнитного материала, например резины,диска с центральным крепежным отверстием и тороидального обода, разрезанного на равные части радиальными прорезями с боковыми сторонами, параллельными проходящим симметрично через эти прорези плоскостям симметрии диска с тороидальным ободом, и вставленных в эти прорези постоянных магнитов в виде дисков, причем толщина дисков выполнена больше толщины прорезей, а их боковая поверхность выполнена рифленой.(56) 1. Патент на изобретение РФ 2314185 С 2, МПК В 24 В 31/112, 2008. Полезная модель относится к машиностроению, в частности к металлообработке, и может быть использована для магнитно-абразивной обработки деталей, имеющих цилиндрические, плоские, сферические и другие поверхности. Известно устройство для магнитно-абразивной обработки, содержащее расположенные друг против друга с возможностью перемещения и поворота магнитные системы с индукторами, собранными из чередующихся относительно рабочих поверхностей постоянных магнитов и магнитопроводов, где индукторы закреплены на валах электродвигателей, а их рабочие поверхности выполнены тороидальными, при этом каждая магнитная система установлена с возможностью перемещения вдоль трех взаимно перпендикулярных осей координат и поворота на угол 360 вокруг каждой из этих осей 1. Такое устройство не обеспечивает качественную и высокопроизводительную обработку поверхностей деталей машин, так как постоянные магниты заявленной конфигурации и объема не обладают достаточной магнитной индукцией в силу большой массы и сложной конфигурации, а наличие между ними магнитопроводов, в свою очередь, приводит к резкой деконцентрации магнитных сил. При необходимости концентрации магнитного потока для эффективной обработки отдельных поверхностей устройство не обладает для этого соответствующими возможностями и регулированием. Задача, которую решает полезная модель, заключается в повышении производительности и качества обработки поверхностей деталей, в том числе с помощью дополнительной концентрации магнитного потока на отдельных направлениях. Поставленная задача решается с помощью устройства для магнитно-абразивной обработки, содержащего расположенные друг против друга с возможностью перемещения и поворота магнитные системы с индукторами, собранными из чередующихся относительно рабочих поверхностей постоянных магнитов и магнитопроводов, причем индукторы закреплены на валах электродвигателей, а их рабочие поверхности выполнены тороидальными, при этом каждая магнитная система установлена с возможностью перемещения вдоль трех взаимно перпендикулярных осей координат и поворота на угол 360 вокруг каждой из этих осей, где индукторы выполнены в виде изготовленного из упругого диамагнитного материала, например резины, диска с центральным крепежным отверстием и тороидального обода, разрезанного на равные части радиальными прорезями с боковыми сторонами, параллельными проходящим симметрично через эти прорези плоскостям симметрии диска с тороидальным ободом, и вставленных в эти прорези постоянных магнитов в виде дисков, причем толщина дисков выполнена больше толщины прорезей, а их боковая поверхность выполнена рифленой. На фиг. 1 изображена конструкция предлагаемого устройства для магнитноабразивной обработки, вид сбоку на фиг. 2 - то же, вид сверху на фиг. 3 - вид А фиг. 1 на фиг. 4 - вид постоянного магнита в виде диска на фиг. 5 - то же, вид сбоку на фиг. 6 схема применения предлагаемого устройства при обработке цилиндрической поверхности детали на токарном станке на фиг. 7 - схема применения предлагаемого устройства при обработке конической поверхности детали на вертикально-фрезерном станке на фиг. 8 схема применения предлагаемого устройства при обработке поверхности сложного профиля, являющейся фасонной поверхностью пуансона, симметричной относительно оси детали, на горизонтально-фрезерном станке, оснащенном вращающимся столом на фиг. 9 схема применения предлагаемого устройства при обработке спиральной поверхности или спиральной канавки детали на горизонтально-фрезерном станке, оснащенном поворотным столом. На приведенном чертеже дополнительно обозначено следующее 2 60152010.02.28 направления перемещения магнитной системы вдоль продольной оси основания, отмеченные на фиг. 1 горизонтальной сплошной линией со стрелками, ориентированными в противоположные стороны направления перемещения магнитной системы относительно своей оси, проходящей через отверстие для крепления электродвигателя, отмеченные на фиг. 1 горизонтальной пунктирной линией со стрелками, ориентированными в противоположные стороны направления поворота магнитной системы вокруг своей оси, проходящей через отверстие для крепления электродвигателя, отмеченные на фиг. 1 дугообразной пунктирной линией со стрелками, ориентированными в противоположные стороны направления перемещения магнитной системы вдоль оси отверстия, предназначенного для крепления кронштейна, отмеченные на фиг. 1 вертикальной сплошной линией со стрелками, ориентированными в противоположные стороны направления поворота магнитной системы вокруг поперечной горизонтальной оси,перпендикулярной продольной горизонтальной оси основания, отмеченные на фиг. 1 дугообразной сплошной линией со стрелками, ориентированными в противоположные стороны направления поворота магнитной системы вокруг оси отверстия, предназначенного для крепления кронштейна, отмеченные на фиг. 2 дугообразной сплошной линией со стрелками, ориентированными в противоположные стороны направления перемещения магнитной системы вдоль поперечной горизонтальной оси,перпендикулярной продольной оси основания, отмеченные на фиг. 2 вертикальной сплошной линией со стрелками, ориентированными в противоположные стороны направления поворота магнитной системы вокруг поперечной горизонтальной оси,перпендикулярной продольной горизонтальной оси основания, отмеченные на фиг. 2 дугообразной пунктирной линией со стрелками, ориентированными в противоположные стороны направления вращения индукторов, отмеченные на фиг. 6-9 дугообразными сплошными линиями со стрелками направления вращения деталей, отмеченные на фиг. 6-9 дугообразными пунктирными линиями со стрелками маленькими стрелками рядом с буквамии- места расположения северного и южного полюсов постоянных магнитов в виде дисков. Устройство для магнитно-абразивной обработки изготовлено из немагнитного материала, например из алюминиевого сплава (фиг. 1, 2, 3), и содержит основание 1 с продольной осью 2, на котором установлены с возможностью перемещения салазки 3. На салазках 3 размещены кронштейны 4, на которых, в свою очередь, расположены друг против друга магнитные системы. Каждая магнитная система содержит электродвигатель 5 с регулируемой частотой вращения, на резьбовом валу 6 которого закреплен индуктор. Этот индуктор содержит корпус 7, на котором с помощью гайки 8 и шайбы 9 закреплен выполненный в виде изготовленного из упругого диамагнитного материала, например резины диск 10 с центральным крепежным отверстием и тороидальным ободом, разрезанным(фиг. 3) на равные части радиальными прорезями с боковыми сторонами, параллельными проходящим симметрично через эти прорези плоскостям симметрии диска 10 с тороидальным ободом, и вставленных в эти прорези постоянных магнитов в виде дисков 11,причем толщина дисков 11 выполнена больше толщины прорезей, а их боковая поверхность выполнена рифленой за счет нанесения на нее пересекающихся друг с другом углублений 12. Постоянные магниты в виде дисков 11 вставляются в прорези тороидального обода диамагнитного диска 10 за счет деформирования их упругих стенок и удерживаются в торообразном ободе за счет сил сцепления, вызванных воздействием на боковые стороны дисков 11 сил упругости диамагнетика и наличием на них углублений 12. При этом образуется рабочая тороидальная поверхность индуктора, в которой путем поворота по 3 60152010.02.28 стоянных магнитов в виде дисков 11 за счет преодоления сил сцепления их боковых сторон с упругими стенками прорезей тороидального обода можно дополнительно ориентировать направление сил магнитной индукции в оптимальном с точки зрения обработки поверхностей деталей направлении. Каждая магнитная система установлена с возможностью перемещения вдоль трех взаимно перпендикулярных осей координат и поворота на угол 360 вокруг каждой из этих осей. Поворот и перемещение магнитных систем позволяет изменять пространство рабочей зоны, образованной тороидальными рабочими поверхностями индукторов. Положение магнитной системы фиксируется зажимными винтами 13, 14, 15. Зажимные винты 13 предназначены для обеспечения возможности перемещения магнитной системы вдоль поперечной горизонтальной оси 16, перпендикулярной продольной оси 2, и поворота на угол 360 вокруг этой оси. Зажимной винт 14 предназначен для обеспечения возможности перемещения магнитной системы вдоль ее оси 17, проходящей через отверстие для крепления электродвигателя 5, в пределах зазора между корпусом 7 и кронштейном 4, и поворота на угол 360 вокруг этой оси. Зажимной винт 15 предназначен для обеспечения возможности перемещения магнитной системы вдоль оси 18 отверстия, предназначенного для крепления кронштейна 4, и поворота на угол 360 вокруг этой оси. Регулировочные винты 19, представляющие собой ходовые винты с правой резьбой, предназначены для перемещения магнитных систем, установленных на салазках 3, вдоль продольной оси 2. При этом возможность раздвижения или сближения салазок 3 обеспечивается регулировочными винтами 19 с помощью закрепленных на салазках 3 гаек 20. Салазки 3 установлены на основании 1 по типу соединения ласточкин хвост. С помощью винтов 21 и планки 22, расположенных в зоне соединительных поверхностей типа ласточкин хвост основания 1, устройство для магнитно-абразивной обработки может быть установлено на соответствующие поверхности направляющих типа ласточкин хвост суппорта токарного станка или хобота горизонтально-фрезерного станка. В последнем случае устройство устанавливается вверх основанием 1. Для перемещения магнитной системы вдоль поперечной горизонтальной оси 16 и поворота вокруг этой оси необходимо ослабить зажимные винты 13 и после придания магнитной системе требуемого положения снова их закрепить. Для перемещения магнитной системы вдоль оси 17 и поворота вокруг этой оси необходимо ослабить зажимной винт 14 и после придания магнитной системе требуемого положения необходимо снова закрепить этот винт. Для перемещения магнитной системы вдоль оси 18 и поворота вокруг этой оси необходимо ослабить зажимной винт 15 и после придания магнитной системе требуемого положения необходимо снова закрепить этот винт. Для перемещения магнитной системы вдоль продольной оси 2 необходимо вращать регулировочный винт 19 до придания магнитной системе требуемого положения. Предлагаемое устройство применяется преимущественно для магнитно-абразивной обработки плоской поверхности детали на горизонтально-фрезерном станке (на фигурах не показано) цилиндрической поверхности детали 23 на токарном станке (фиг. 6) конической поверхности детали 24 на вертикально-фрезерном станке (фиг. 7) вогнутой сферической поверхности детали на горизонтально-фрезерном станке с вращающимся столом(на фигурах не показано) выпуклой сферической поверхности детали на горизонтальнофрезерном станке с вращающимся столом (на фигурах не показано) поверхности сложного профиля, являющейся фасонной поверхностью пуансона, симметричной относительно оси детали 25, на горизонтально-фрезерном станке с вращающимся столом (фиг. 8) спиральной поверхности или спиральной канавки детали 26 на горизонтально-фрезерном станке, оснащенном поворотным столом (фиг. 9). При этом ориентация полюсовипостоянных магнитов в виде дисков 11, как показано на фиг. 8 и 9, меняется в зависимости от типа обрабатываемой поверхности даже у одной и той же детали, дополнительно ориентируя направление сил магнитной индукции в оптимальном с точки зрения обработки участков поверхностей деталей направлении. 4 60152010.02.28 Величина рабочего зазора 27 (фиг. 6-7) между рабочими поверхностями индуктора и обрабатываемой поверхностью детали 23 или 24 устанавливается пластиной-щупом из твердого немагнитного материала, например меди, а величина рабочего зазора 26 (фиг. 89) между рабочими поверхностями индуктора и обрабатываемой поверхностью детали 25 или 26 устанавливается пластиной-щупом из эластичного материала, например полиэтилена (на чертеже не показаны). Рабочий зазор 27 используется для заполнения магнитноабразивным порошком. Устройство работает следующим образом. Для обработки плоской поверхности детали на горизонтально-фрезерном станке (на фигурах не показано) деталь устанавливается на столе станка, устройство для магнитноабразивной обработки закрепляется основанием 1 вверх на хоботе станка. Производится настройка рабочего положения индукторов. Ослабляются зажимные винты 13 и 15, и деталь 23 перемещается до плотного соприкосновения обрабатываемой поверхности с рабочими поверхностями 10 индукторов. Винты 13 и 15 закрепляются. После этого устанавливается требуемая величина рабочего зазора 27 с помощью пластины-щупа, для чего постепенно опускается стол станка, контролируя образующийся рабочий зазор 27. Затем в рабочий зазор 27 насыпается порция магнитно-абразивного порошка, включаются электродвигатели 5 и привод продольных подач станка в режиме возвратнопоступательных движений. В случае обработки цилиндрической поверхности детали 23 на токарном станке (фиг. 6) устройство для магнитно-абразивной обработки закрепляется основанием 1 вниз на поперечных направляющих суппорта токарного станка. Требуемая величина рабочего зазора 27 устанавливается перемещением салазок 3 с помощью регулировочных винтов 19. Для обработки конической поверхности детали 25 на вертикальнофрезерном станке (фиг. 7) устройство для магнитно-абразивной обработки закрепляется основанием 1 на столе этого станка, а деталь 24 - в шпинделе станка. Требуемая величина рабочего зазора 27 устанавливается перемещением салазок 3 с помощью регулировочных винтов 19. Для обработки вогнутой сферической поверхности детали (на фигурах не показано), выпуклой сферической поверхности детали (на фигурах не показано), поверхности сложного профиля, являющейся фасонной поверхностью пуансона, симметричной относительно оси детали 25 (фиг. 8), используется горизонтально-фрезерный станок, оснащенный вращающимся столом. Устройство для магнитно-абразивной обработки закрепляется основанием 1 на хоботе этого станка, а деталь устанавливается на горизонтальный вращающийся стол станка так, чтобы ось обрабатываемой поверхности детали совпала с вертикальной осью вращающегося стола. После этого с помощью зажимных винтов 13, 14, 15 и регулировочных винтов 19, а также пластин-щупов из эластичного материала рабочие поверхности 10 индукторов устанавливаются над обрабатываемой поверхностью с требуемым рабочим зазором 27. Обработка спиральной поверхности или спиральной канавки детали 26 на горизонтально-фрезерном станке, оснащенном поворотным столом (фиг. 9),установка устройства для магнитно-абразивной обработки на станке, настройка рабочих поверхностей индукторов относительно обрабатываемой поверхности и запуск станка аналогичны условиям обработки поверхностей детали 25. Деталь 26 устанавливается с помощью делительной головки на столе станка, повернутом на требуемый для обработки спиральной поверхности или спиральной канавки угол. Устанавливаются сменные шестерни гитары, с помощью которых согласовывается вращение детали 26 с движением подач станка. При этом ориентация полюсовипостоянных магнитов в виде дисков 11,как показано на фиг. 8 и 9, меняется в зависимости от типа обрабатываемой поверхности даже у одной и той жедетали, дополнительно ориентируя направление сил магнитной индукции в оптимальном с точки зрения обработки участков поверхностей деталей направлении. Затем включаются электродвигатели 5 и привод вращающейся детали или вращающегося стола и производится обработка поверхностей деталей. Съем отработанно 5 60152010.02.28 го магнитно-абразивного порошка с рабочих поверхностей индукторов производится с помощью скребков, изготовленных из немагнитного материала. Таким образом, предлагаемое изобретение позволяет высокопроизводительно и качественно обрабатывать широкий спектр поверхностей деталей на различном металлорежущем оборудовании с минимальными затратами на переналадку, что значительно снижает подготовительно-заключительное время и себестоимость магнитно-абразивной обработки. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: H01F 13/00, B24B 31/00
Метки: устройство, обработки, магнитно-абразивной
Код ссылки
<a href="https://by.patents.su/7-u6015-ustrojjstvo-dlya-magnitno-abrazivnojj-obrabotki.html" rel="bookmark" title="База патентов Беларуси">Устройство для магнитно-абразивной обработки</a>
Устройство для магнитно-абразивной обработки зубчатых колес
Номер патента: U 2707
Опубликовано: 30.04.2006
Авторы: Лебедев Владимир Яковлевич, Сергеев Леонид Ефимович, Миронов Алексей Михайлович
МПК: B24B 31/00
Метки: устройство, магнитно-абразивной, колес, зубчатых, обработки
Текст:
...деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной обработки зубчатых колес, содержащем механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с полюсными наконечниками и механизм создания колебаний электромагнитной системы с приводом, полюсные наконечники снабжены направляющими пластинами,...
Устройство для магнитно-абразивной обработки цилиндрических и сложнопрофильных поверхностей деталей машин

Номер патента: U 5020
Опубликовано: 28.02.2009
Авторы: Лебедев Владимир Яковлевич, Бабич Виталий Евгеньевич, Федорович Элла Николаевна
МПК: B24B 31/00
Метки: поверхностей, машин, обработки, сложнопрофильных, магнитно-абразивной, цилиндрических, деталей, устройство
Текст:
...относительного скольжения происходит микрорезание только наружной поверхности колеса и кромок зубьев. Задачей предлагаемой полезной модели является обеспечение возможности обработки цилиндрических поверхностей деталей типа вал разного диаметра, а также деталей с прерывистой поверхностью, а именно венцов зубчатых колес разного модуля на одном устройстве. Поставленная задача решается за счет того, что в устройстве для магнитно-абразивной...
Устройство для магнитно-абразивной обработки зубчатых колёс
Номер патента: U 5742
Опубликовано: 30.12.2009
Авторы: Сергеев Леонид Ефимович, Ермаков Николай Иванович, Акулович Леонид Михайлович, Агейчик Валерий Александрович
МПК: B24B 31/00
Метки: обработки, устройство, колёс, зубчатых, магнитно-абразивной
Текст:
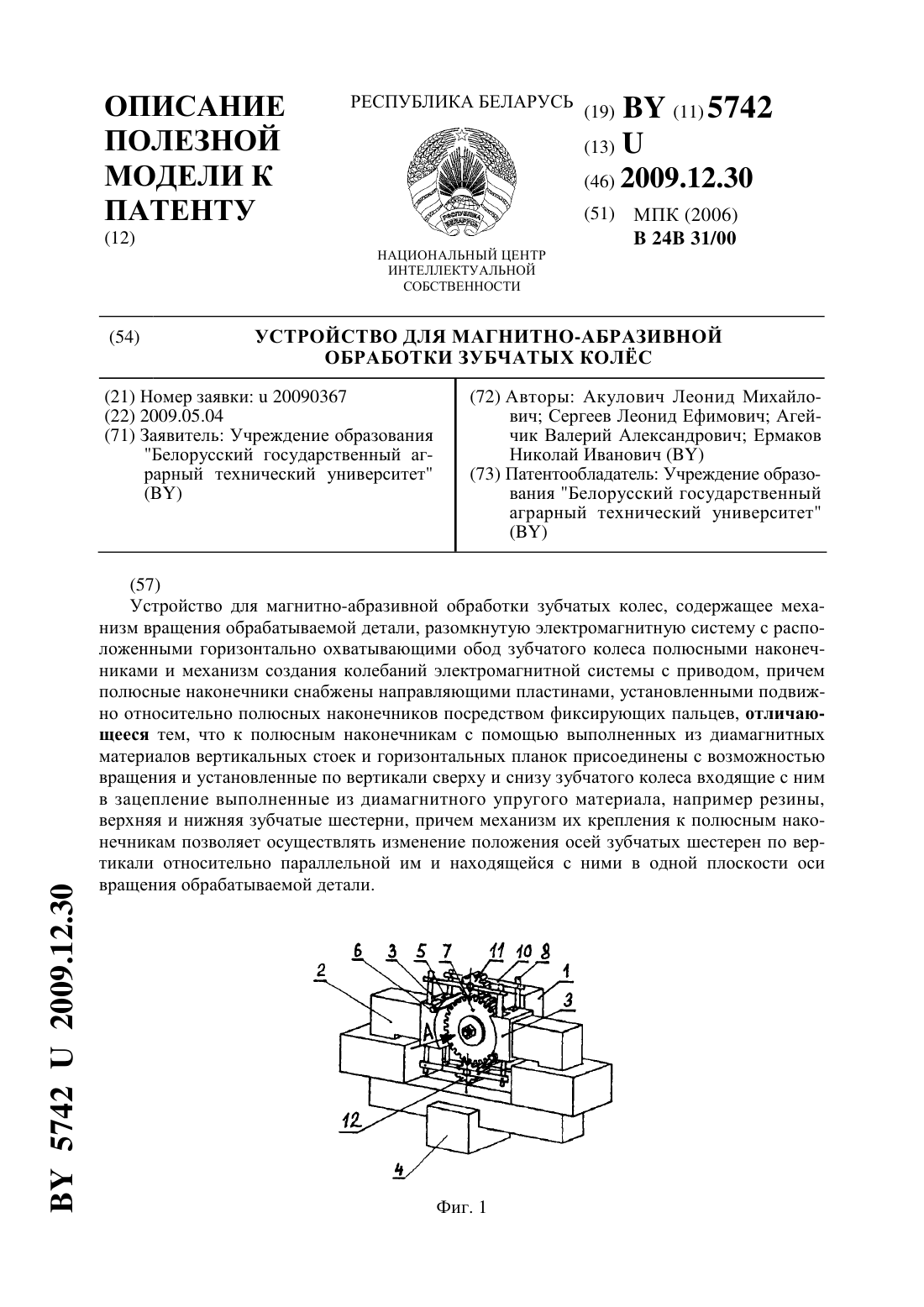
...которую решает полезная модель, является повышение качества и производительности магнитно-абразивной обработки цилиндрических деталей с прерывистой поверхностью, а именно рабочих поверхностей зубчатых колес. Поставленная задача решается с помощью устройства для магнитно-абразивной обработки зубчатых колес, содержащего механизм вращения обрабатываемой детали, разомкнутую электромагнитную систему с расположенными горизонтально охватывающими...
Устройство для магнитно-абразивной обработки деталей
Номер патента: 5246
Опубликовано: 30.06.2003
Авторы: Сергеев Леонид Ефимович, Сидоренко Михаил Иванович, Ракомсин Александр Петрович, Ящерицын Петр Иванович, Гулецкий Владимир Алексеевич
МПК: B24B 31/10
Метки: деталей, обработки, магнитно-абразивной, устройство
Текст:
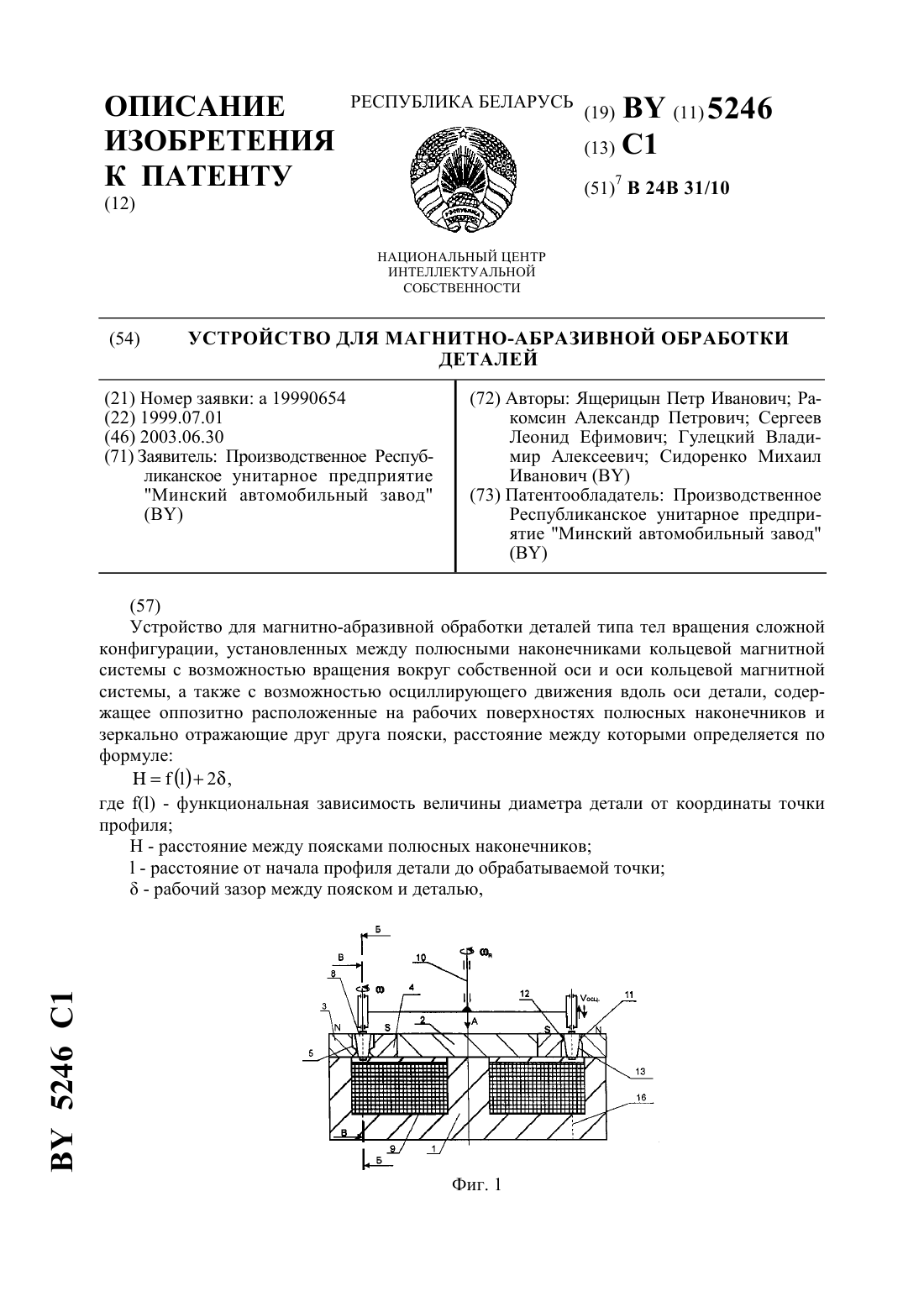
...с линейной скоростью каждая точка сложнопрофильной поверхности по всей высоте обрабатывается за одно и то же время, что позволяет осуществить равномерность съема материала для любой точки с постоянной скоростью резания без изменения скорости их вращения, а значит, без применения дополнительных дорогостоящих устройств регулирования скорости, поскольку каждая точка обрабатываемой поверхности будет находиться в контакте с ферроабразивным порошком...
Устройство для магнитно-абразивной обработки прутков и проволоки
Номер патента: U 5671
Опубликовано: 30.10.2009
Авторы: Ермаков Николай Иванович, Агейчик Валерий Александрович, Акулович Леонид Михайлович, Сергеев Леонид Ефимович
МПК: B21C 43/00, B21B 45/04
Метки: прутков, проволоки, устройство, магнитно-абразивной, обработки
Текст:
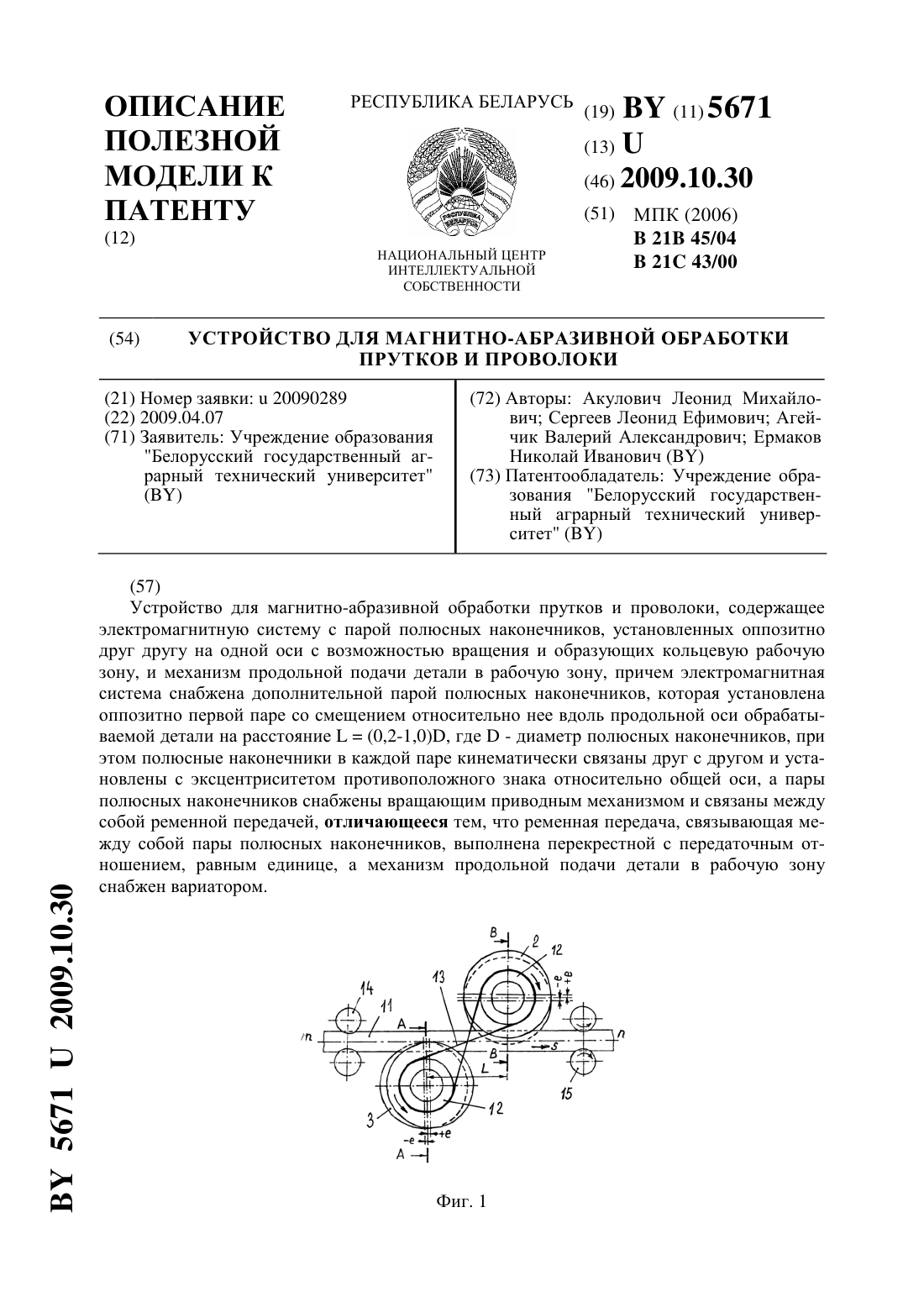
...наконечников, выполнена перекрестной с передаточным отношением, равным единице, а механизм продольной подачи детали в рабочую зону снабжен вариатором. Техническим результатом при использовании полезной модели является повышение производительности и качества очистки и полирования прутков и проволоки от окисных пленок и слоев окалины вследствие установленной, в зависимости от степени плотности и толщины пленок покрытия прутков и...
Предыдущий патент: Устройство для абразивной обработки в импульсном магнитном поле
Следующий патент: Установка по производству сухой деминерализованной сыворотки
Случайный патент: Полимерная композиция