Флюс для наплавки износостойкого сплава
Номер патента: 8902
Опубликовано: 28.02.2007
Текст
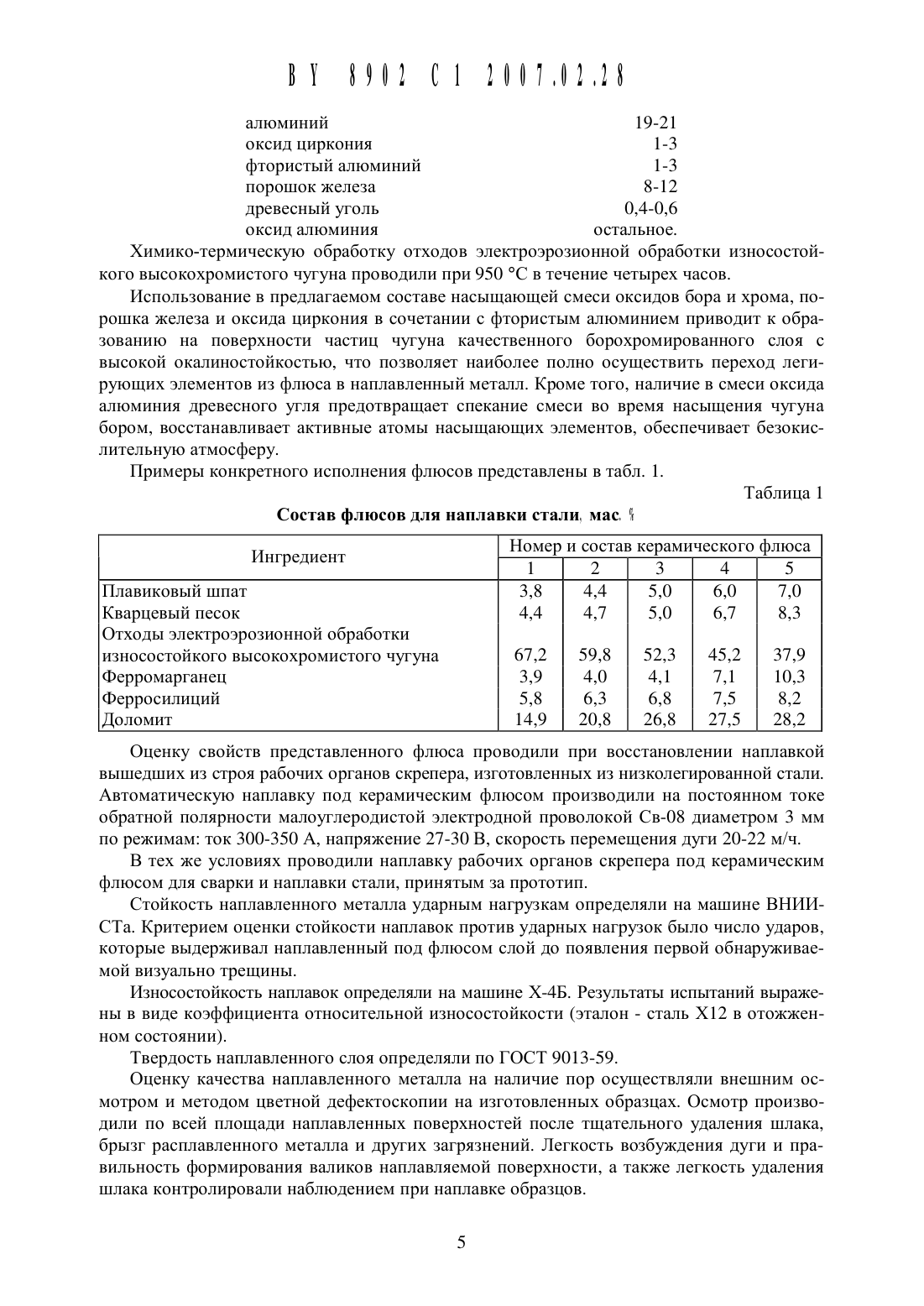
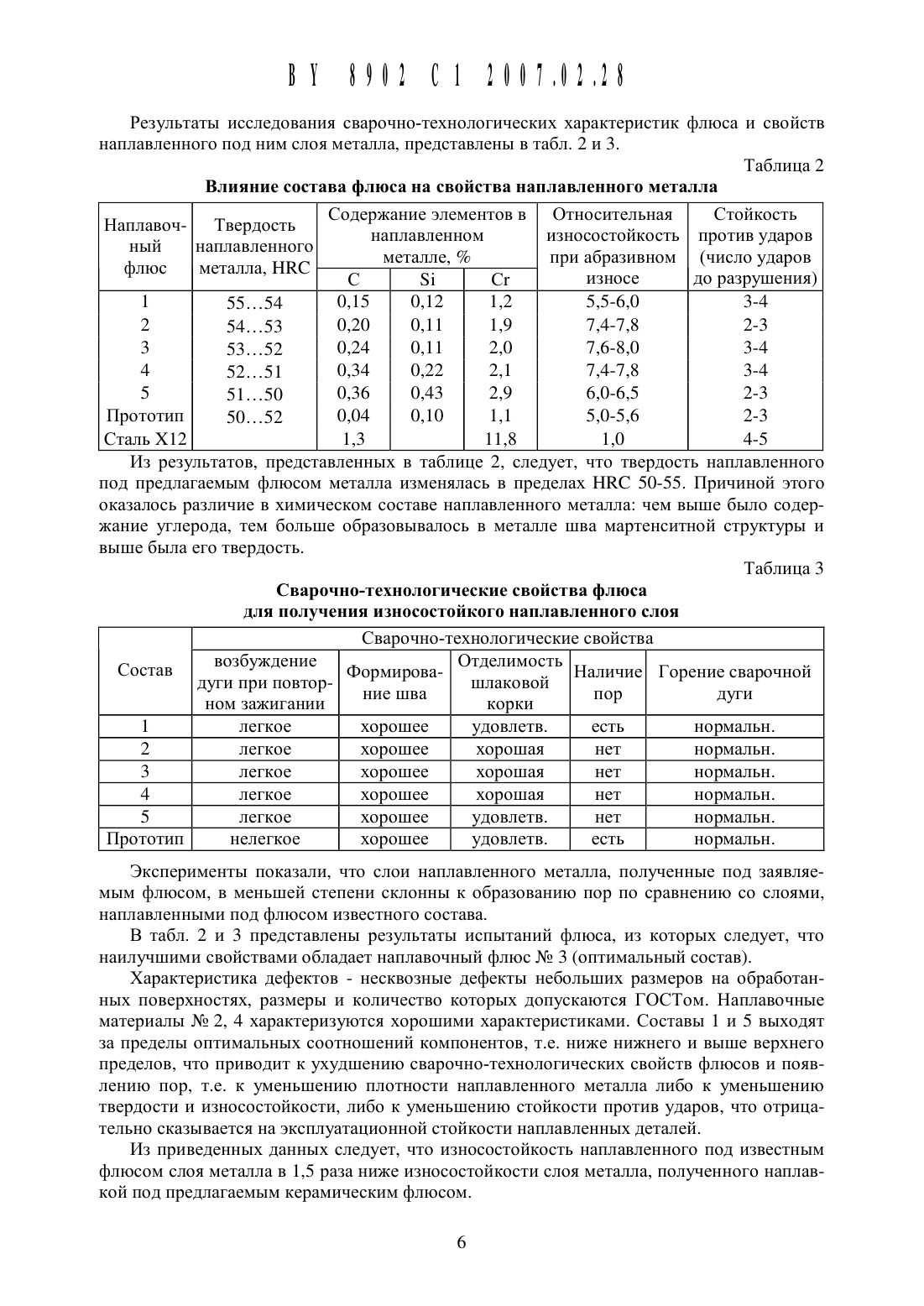
металлургические процессы при сварке И получить наплавленный металл высокого качества, используя стандартную малоуглеродистую электродную проволоку 1. Вместе с тем, при ремонте деталей, главным требованием К которым является высокая износостойкость, твердость наплавленной под известным флюсом поверхности низкая, из-за чего эксплуатационный ресурс восстановленных изделий недостаточен.Из известных наиболее близким по технической сущности, принятым за прототип, является флюс для сварки и наплавки КС 3 Х 2 В 8 2, в состав которого входят, мас.Недостатком известного керамического флюса является то, что полученный под ним наплавленный слой, имея высокую стойкость при трении металла по металлу, характеризуется низкой износостойкостью при работе в условиях интенсивного абразивного изнашивания в сочетании с ударными нагрузками, в результате чего ресурс эксплуатации восстановленных наплавкой под этим флюсом изделий недостаточен.Кроме того, сварочно-технологические характеристики известного флюса невысокие(имеются поры, плохо отделяется шлаковая корка, отсутствует легкость возбуждения при повторном зажигании дуги).Техническая задача, решаемая изобретением, состоит в повышении износостойкости поверхностей наплавленных под флюсом деталей, эксплуатирующихся в условиях интенсивного абразивного воздействия в сочетании с ударными нагрузками, и повышении сварочно-технологических свойств флюса.Технический результат достигается тем, что флюс наплавки износостойкого сплава,включающий плавиковый шпат, кварцевый песок, ферромарганец и ферросилиций, дополнительно содержит отходы электроэрозионной обработки износостойкого высокохромистого чугуна и доломит при следующем соотношении ингредиентов, мас.плавиковый шпат 4,0-7,0 кварцевый песок 4,5-8,0 ферромарганец 4,О-1 О,О ферросилиций 6,О-8,0 отходы электроэрозионной обработки износостойкого высокохромистого чугуна 38,О-67,О доломит 15,0-28,0.Отношение количества доломита к количеству кварцевого песка может составлять 3,1-3,5. Отходы электроэрозионной обработки износостойкого высокохромистого чугуна могут быть предварительно частично или полностью подвергнуты борохромированию,при этом количество введенного бора составляет О,6-1,0 мас. .Совместное введение марганца и кремния в сварочную ванну позволяет ее успокоить. Марганец раскисляет сталь не очень энергично и действует при сравнительно низких температурах непосредственно перед началом кристаллизации, да и то при достаточно высоком его содержании (более 0,75 ). Кремний как более энергичный раскислитель успокаивает ванну практически при всех температурах сварки, но при условии, что его количество более 0,2 . Наилучшие результаты получаются при совместном действии кремния и марганца. При этом кремний активен при высоких температурах, а марганец вблизи температуры кристаллизации. Комплексное введение кремния и марганца в сварочную ванну предотвращает образование пор.Введение ферромарганца во флюс способствует как раскислению, так и легированию наплавленного металла. Переход марганца из флюса в металл наплавки происходит в основном прямым растворением металлического ферромарганца в металле наплавки.Марганец, растворенный в металле, способствует увеличению его прочности и снижает пластичность.Содержание ферромарганца во флюсе менее 4,0 мас. не приводит к легированию наплавленного металла. Ферромарганец в этом случае выступает только как раскислитель.Введение ферромарганца во флюс в количестве, превышающем 10 , не обеспечивает нужный химический состав наплавленного металла.Ферросилиций вводится во флюс для раскисления и легирования. Кремний повышает стойкость против окисления металла, способствует восстановлению марганца из шлака,т.е. повышению его содержания в наплавленном металле.При содержании ферросилиция во флюсе менее 6 мас. он выступает только как раскислитель. Содержание ферросилиция во флюсе более 8 делает наплавленный материал хрупким.Введение в состав флюса отходов электроэрозионной обработки износостойкого высокохромистого чугуна производится с целью снабжения зоны наплавки хромом и углеродом. Хром, входящий в состав отходов высокохромистого чугуна, позволяет существенно уменьшить количество кислорода и неметаллических включений (окислов, шпинелей) в наплавленном слое металла. Наличие отходов износостойкого высокохромистого чугуна во флюсе, кроме того, положительно влияет на следующие сварочно-технологические характеристики электродов повышает стабильность горения дуги, обеспечивает быстрое зажигание дуги снижает разбрызгивание электродного металла, улучшает формирование сварного шва и отделимость шлака от металла шва.Введение отходов электроэрозионной обработки высокохромистого чугуна во флюс наиболее целесообразно производить в количестве от 38 до 67 . Содержание отходов электроэрозионной обработки чугуна в количестве менее 38 не оказывает существенного влияния на свойства наплавленного слоя, а следовательно, и на эксплуатационный ресурс детали, работающей в условиях абразивного износа.При содержании отходов электроэрозионной обработки чугуна, превышающем 67 мас. , повышается прочность наплавленного слоя, но резко снижается пластичность металла, что приводит к уменьшению стойкости против удара и отрицательно сказывается на эксплуатационной стойкости наплавленной детали.Плавиковый шпат - компонент, ответственный за наиболее важную газообразующую реакцию при сварке с использованием флюса2 СаР 2 5102 2 СаО 51134, которая обеспечивает газовую защиту зоны дуги от атмосферного влияния.Введение в состав флюса плавикового шпата в количестве 4-7 обеспечивает вь 1 деление при сварке фтора, связывающего присутствующий в атмосфере дуги водород в соединение НР выделение при сварке газообразных соединений, разбавляющих атмосферу дуги, в результате чего снижается парциальное давление водорода происходит укорочение дуги при сварке, что способствует уменьшению времени пребывания расплавленного электродного металла в дуге и снижению возможности растворения водорода обезвоживание ржавчины в результате образования НР при соприкосновении ее с расплавленным или раскаленным флюсом.Введение в керамический флюс плавикового шпата в количестве менее 4 не обеспечивает достаточно полного связывания водорода в НР в атмосфере дуги, в результате чего происходит растворение водорода в металле сварочной ванны и возрастает возможность появления пор в металле шва. Верхний предел содержания плавикового шпата во флюсе(7 мас. ) обусловлен гигиеническими соображениями и снижением устойчивости горения сварочной дуги.Введение во флюс доломита, кислородсодержащего И шлакообразующего компонента,производится с целью снабжения зоны сварки углеродом и кислородом, создания окислительной атмосферы над сварочной ванной и создания шлакового покрова на сварном шве. Создание окислительной атмосферы над сварочной ванной, связывающей почти всегда имеющийся здесь водород в нерастворимые в металле водяной пар или гидроксил ОН,способствует повышению износостойкости поверхности, получаемой сваркой или наплавкой.Введение доломита во флюс наиболее целесообразно производить в количестве от 15 до 28 мас. . Доломит является шлакообразующим элементом и обеспечивает достаточно надежную газовую и шлаковую защиту металла в зоне наплавки от кислорода воздуха за счет термического разложения карбонатов.Содержание доломита во флюсе менее 15 является недостаточным для надежной газовой и шлаковой защиты. Содержание доломита более 28 мас. не оказывает существенного влияния на повышение защиты наплавленного металла в зоне наплавки от окисления. Кроме того, при содержании доломита более 28 мас. начинается интенсивное окисление находящихся во флюсе раскислителей.Введение во флюс кварцевого песка (5102) определяет характер окислительно-восстановительнь 1 х процессов при сварке под флюсом, обеспечивая легирование шва кремнием,который подавляет реакцию окисления углерода в кристаллизующейся части сварочной ванны, способствует повышению окислительных условий в сварочной ванне, препятствуя растворению водорода в жидком металле. Установлено, что при концентрации кремния в сварочной ванне ниже 0,2 мас. , возможно образование пор в швах. Оптимальное содержание кварцевого песка во флюсе 4,5-8 мас. . При содержании кварцевого песка менее 4,5 мас. не происходит энергичного успокаивания сварочной ванны, из-за чего возможно появление пор в швах. При содержании кварцевого песка свыше 8 мас. происходит легирование металла шва кремнием, что приводит к охрупчиванию металла и снижению эксплуатационной стойкости изделий.При необходимости в предложенный флюс вводят бор в количестве 0,6-1,0 мас. через подвергаемые борированию отходы электроэрозионной обработки износостойкого высокохромистого чугуна. Это обеспечивает прогнозирование и стабильность химического состава наплавленного металла, а также резкое повышение твердости и износостойкости наплавленного слоя, особенно при абразивном изнашивании, за счет легирования бором карбидов и образования в структуре боридов (карбоборидов).Количество бора менее 0,6 мас. не позволяет обеспечить достаточную твердость и износостойкость наплавленного металла. Вводить бор в количествах более 1,0 мас. во флюс не следует, т.к. это может привести к изменению механизма изнашивания материала карбиды и карбобориды начинают выкрашиваться, а не истираться, что приводит к уменьшению износостойкости материала.Соотношение количества доломита к количеству кварцевого песка, находящееся в пределах 3,1-3,5, обеспечивает самопроизвольное разрушение сварочного шлака до порошкообразного состояния по механизму силикатного распада.Флюс изготавливают следующим образом.Приготовленную из необходимых компонентов шихту после размола и смешивания подвергали прессованию на лабораторном электродном прессе модели ПО 0030, оснащенном специальной приставкой.При необходимости введения во флюс бора, отходы электроэрозионной обработки износостойкого высокохромистого чугуна подвергают химико-термической обработке по способу 3 в смеси состава, включающего оксид хрома, оксид бора, оксид алюминия,алюминий, оксид циркония, фтористый алюминий, порошок железа и древесный уголь при следующем соотношении компонентов, мас.Химико-термическую обработку отходов электроэрозионной обработки износостойкого вь 1 сокохромистого чугуна проводили при 950 С в течение четырех часов. Использование в предлагаемом составе насыщающей смеси оксидов бора и хрома, порощка железа и оксида циркония в сочетании с фтористым алюминием приводит к образованию на поверхности частиц чугуна качественного борохромированного слоя с высокой окалиностойкостью, что позволяет наиболее полно осуществить переход легирующих элементов из флюса в наплавленный металл. Кроме того, наличие в смеси оксида алюминия древесного угля предотвращает спекание смеси во время насыщения чугуна бором, восстанавливает активные атомы насыщающих элементов, обеспечивает безокислительную атмосферу. Примеры конкретного исполнения флюсов представлены в табл. 1. Таблица 1 Состав флюсов для наплавки стали, мас.Отходы электроэрозионной обработки износостойкого высокохромистого чугуна ФерромарганецОценку свойств представленного флюса проводили при восстановлении наплавкой выщедщих из строя рабочих органов скрепера, изготовленных из низколегированной стали. Автоматическую наплавку под керамическим флюсом производили на постоянном токе обратной полярности малоуглеродистой электродной проволокой Св-08 диаметром 3 мм по режимам ток 300-350 А, напряжение 27-30 В, скорость перемещения дуги 20-22 м/ч.В тех же условиях проводили наплавку рабочих органов скрепера под керамическим флюсом для сварки и наплавки стали, принятым за прототип.Стойкость наплавленного металла ударным нагрузкам определяли на мащине ВНИИСТа. Критерием оценки стойкости наплавок против ударных нагрузок было число ударов,которые выдерживал наплавленный под флюсом слой до появления первой обнаруживаемой визуально трещины.Износостойкость наплавок определяли на мащине Х-4 Б. Результаты испытаний вь 1 ражены в виде коэффициента относительной износостойкости (эталон - сталь Х 12 в отожженном состоянии).Твердость наплавленного слоя определяли по ГОСТ 9013-59.Оценку качества наплавленного металла на наличие пор осуществляли внещним осмотром и методом цветной дефектоскопии на изготовленных образцах. Осмотр производили по всей площади наплавленных поверхностей после тщательного удаления щлака,брызг расплавленного металла и других загрязнений. Легкость возбуждения дуги и правильность формирования валиков наплавляемой поверхности, а также легкость удаления щлака контролировали наблюдением при наплавке образцов.
МПК / Метки
МПК: B23K 35/362
Метки: флюс, сплава, наплавки, износостойкого
Код ссылки
<a href="https://by.patents.su/7-8902-flyus-dlya-naplavki-iznosostojjkogo-splava.html" rel="bookmark" title="База патентов Беларуси">Флюс для наплавки износостойкого сплава</a>
Керамический флюс для сварки и наплавки стали
Номер патента: 7612
Опубликовано: 30.12.2005
Авторы: Антонишин Юрий Тихонович, Борд Наум Юрьевич
МПК: B23K 35/362
Метки: сварки, керамический, стали, флюс, наплавки
Текст:
...препятствуя растворению водорода в жидком металле. Установлено, что при концентрации кремния в сварочной ванне ниже 0,2 возможно образование пор в швах. Оптимальное содержание кварцевого песка во флюсе 6-10 . При содержании кварцевого песка менее 6 мас.не происходит энергичного успокаивания сварочной ванны, из-за чего возможно появление пор в швах. При содержании кварцевого песка свыше 10 мас.происходит легирование металла шва кремнием, что...
Электрод для дуговой наплавки
Номер патента: 8835
Опубликовано: 30.12.2006
Авторы: Артюхов Вадим Александрович, Валькович Игорь Владимирович, Соколовский Евгений Иванович, Антонишин Юрий Тихонович
МПК: B23K 35/365
Метки: наплавки, электрод, дуговой
Текст:
...наплавленного слоя металла, имеющегося в отходах чугуна углерода недостаточно. Введение графита менее 0,5 мас. не позволяет получить нужную структуру наплавленного материала.Введение графита в количестве, превышающем 3,5 мас. , в количестве, меньшем приводит к чрезмерному увеличению количества карбидов в наплавленном металле, что меняет механизм изнашивания материала карбиды начинают выкрашиваться, что приводит к уменьшению...
Порошок для наплавки рабочих органов почвообрабатывающих орудий
Номер патента: 8636
Опубликовано: 30.12.2006
Авторы: Константинов Валерий Михайлович, Пантелеенко Федор Иванович, Жабуренок Сергей Николаевич, Авсиевич Андрей Михайлович
МПК: C23C 8/72, B23K 35/30
Метки: порошок, наплавки, рабочих, почвообрабатывающих, органов, орудий
Текст:
...герметично закрытом и помешенном в рабочее пространство печи СНОЛ 1,6.2,5.1/11-И 2, предварительно разогретой до температуры 9200 С. Контейнер устанавливали с возможностью врашения вокруг продольной оси и соединяли с врашателем модели 110/10, выходной вал которого врашается со скоростью 35 об./мин. Смешивание проводили в течение 1,5 ч. Затем после остывания смесь просеивали, выделяя фракцию 63315 мкм.Для нанесения покрытия в качестве...
Электрод для дуговой наплавки
Номер патента: 6721
Опубликовано: 30.12.2004
Авторы: Шелег Валерий Константинович, Соколовский Евгений Иванович, Борд Наум Юрьевич, Валькович Игорь Владимирович
МПК: B23K 35/365
Метки: дуговой, электрод, наплавки
Текст:
...прямым растворением металлического ферромарганца в металле наплавки. Марганец, растворенный в металле, способствует увеличению его прочности и снижает пластичность. Содержание ферромарганца в покрытии менее 2,0 мас.не приводит к легированию наплавленного металла. Ферромарганец в этом случае выступает только как раскислитель. Введение ферромарганца в покрытие более 4,0 мас.не обеспечивает нужный химический состав наплавленного металла....
Электродное покрытие для износостойкой наплавки
Номер патента: 6829
Опубликовано: 30.03.2005
Авторы: Валькович Игорь Владимирович, Соколовский Евгений Иванович, Артюхов Вадим Александрович, Борд Наум Юрьевич
МПК: B23K 35/365
Метки: наплавки, электродное, покрытие, износостойкой
Текст:
...в виде комплексной лигатуры феррохромбор в количестве от 14,0 до 16,0 мас. . Применение данной лигатуры позволяет не только отказаться от более дорогих материалов, таких как карбид бора, ферробор, но и дает возможность стабильно получать в наплавленном металле более твердые карбиды за счет легирования их бором с образованием в структуре боридов (карбоборидов), что определяет высокую износостойкость наплавленного металла. Введение в...
Предыдущий патент: Способ восстановления работоспособности радиально-упорного шарикоподшипника
Следующий патент: Скребковый конвейер
Случайный патент: Экструдер для переработки отходов пенополиуретана