Способ нанесения инструментального покрытия на пластины для металлорежущих инструментов
Номер патента: 7494
Опубликовано: 30.12.2005
Авторы: Пантелеенко Федор Иванович, Снарский Андрей Станиславович
Текст
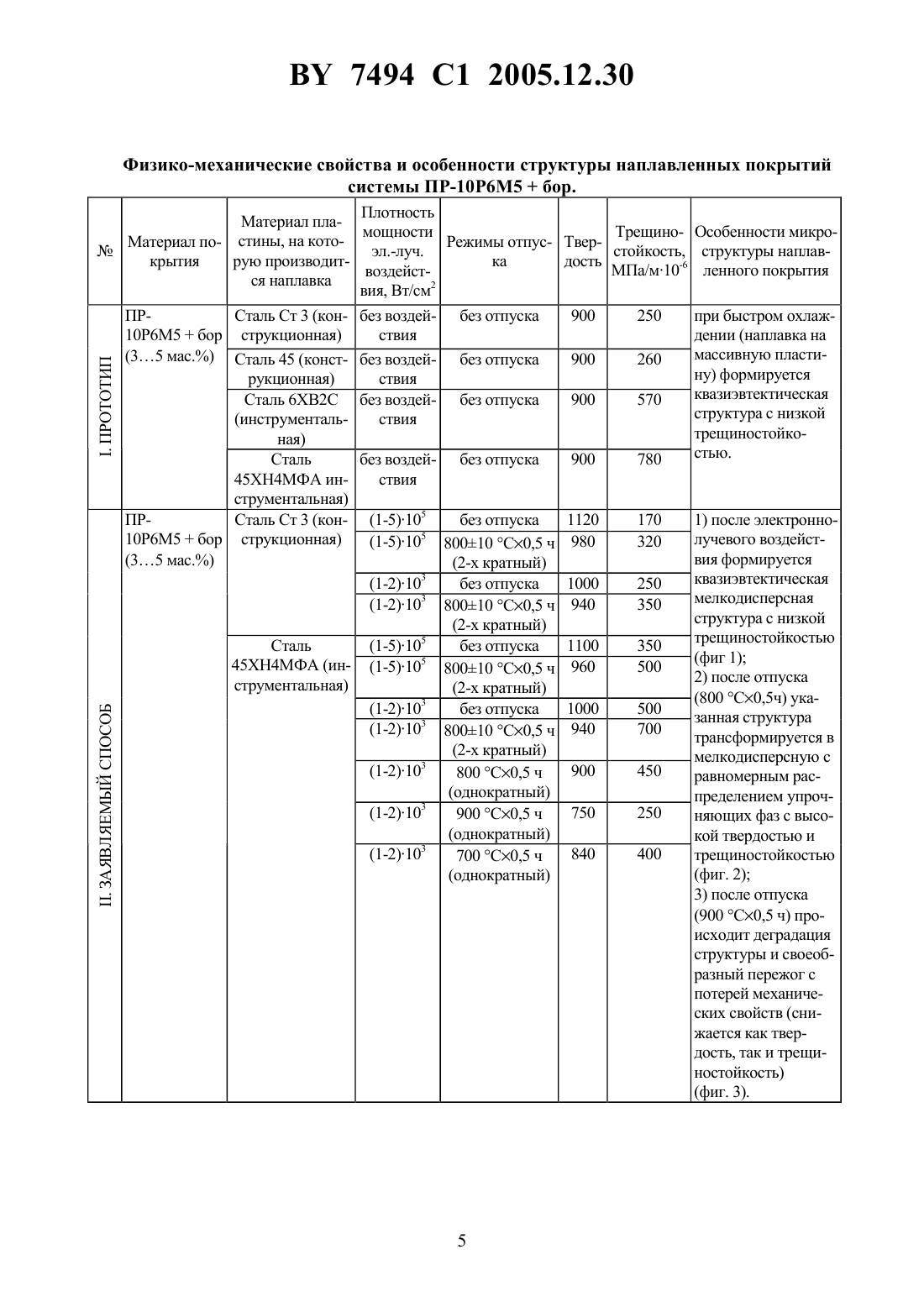
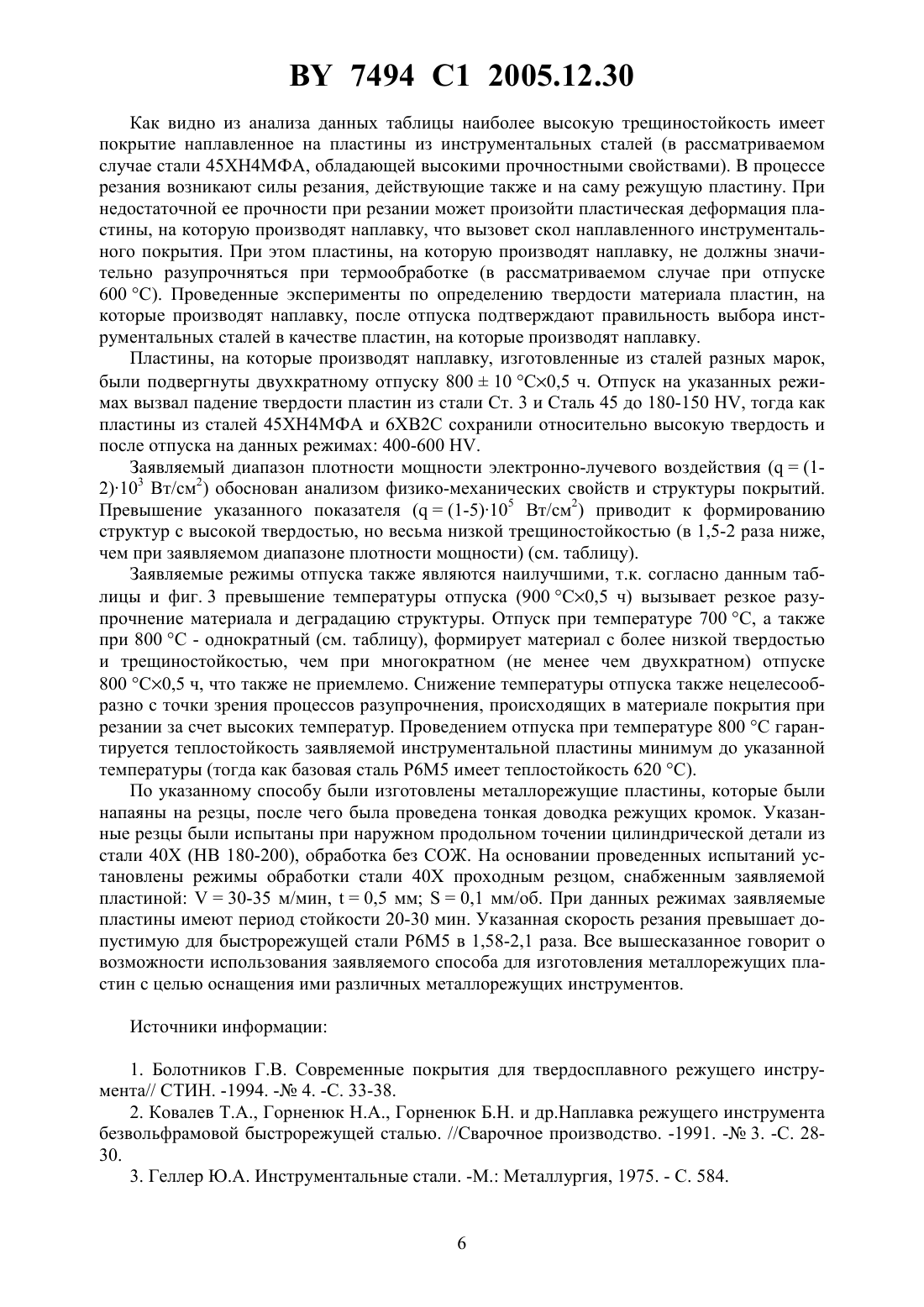
(51)23 35/36 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАНЕСЕНИЯ ИНСТРУМЕНТАЛЬНОГО ПОКРЫТИЯ НА ПЛАСТИНЫ ДЛЯ МЕТАЛЛОРЕЖУЩИХ ИНСТРУМЕНТОВ(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Пантелеенко Федор Иванович Снарский Андрей Станиславович(73) Патентообладатель Учреждение образования Полоцкий государственный университет(57) Способ нанесения инструментального покрытия на пластины для металлорежущих инструментов, включающий наплавку на стальную пластину порошка, каждая частица которого имеет ядро из сплава ПР-10 Р 6 М 5 и борсодержащую оболочку, и термообработку,отличающийся тем, что пластину выполняют из инструментальной стали, наплавляют порошок, каждая частица которого содержит 2-12 мас.бора, а термообработку проводят путем поверхностной закалки наплавленного покрытия, заключающейся в нагреве поверхности покрытия до жидкого состояния концентрированным источником энергии при плотности мощности (1-2)103 Вт/см 2, выдержке 1-2 с при данной плотности мощности и охлаждении, и последующего многократного отпуска при температуре 80010 С, продолжительностью не менее 0,5 ч каждый. 7494 1 2005.12.30 Изобретение относится к порошковой металлургии, а также к инструментальному производству, в частности к области получения металлорежущих пластин. Оно может быть использовано при изготовлении инструментов для обработки металлов резанием(резцов, фрез, сверл), снабженных режущими пластинами (сменными или напайными), а также для восстановления изношенных инструментов. Одним из перспективных и широко применяемых способов нанесения износостойких инструментальных покрытий на рабочую часть различных инструментов, в том числе и на отдельные пластины для металлорежущих инструментов, является нанесение покрытий на основе карбидов, нитридов и карбонитридов титана методом конденсации в вакууме с ионной бомбардировкой 1. Указанный метод реализуют на установке типа Булат, при этом покрытия обладают повышенной твердостью, пластичностью и небольшим коэффициентом трения. Основной функцией данных покрытий является снижение коэффициента трения при резании и тем самым некоторое повышение износостойкости инструмента,скорости резания и срока службы. Недостатком указанного способа является то, что данные покрытия наносятся уже на качественную режущую поверхность с заданной геометрией, использовать их для восстановления режущих кромок инструментов не представляется возможным. Также указанные покрытия не допускают переточек инструмента при затуплении и износе режущих кромок, т.к. они сошлифовываются из-за малых толщин нанесенного покрытия, а повышение их толщины нецелесообразно. Для данного способа характерным недостатком является то, что данные покрытия не являются самостоятельным инструментальным материалом они наносятся на подложку из инструментального материала (быстрорежущая сталь, твердый сплав), при этом материал подложки даже без нанесения указанных покрытий уже имеет удовлетворительные режущие свойства (высокую твердость, достаточную теплостойкость и износостойкость при резании). Другим применяемым методом нанесения инструментальных покрытий на инструменты, в том числе металлорежущие, является их наплавка 2, 3. Наплавку инструментов производят с использованием прутков-электродов, а также порошков, в первую очередь,на основе быстрорежущих сталей (порошки типа ПР-10 Р 6 М 5, а также прутки из стали Р 8 М 3, в отдельных случаях применяют прутки из стали 11 М 7 К 23 3). Однако большинство исследователей используют для наплавки стандартные порошковые быстрорежущие стали или твердые сплавы. При этом происходит лишь незначительное улучшение эксплуатационных свойств. Кроме того, существенным недостатком рассматриваемого способа является то, что все вышерассмотренные материалы требуют применения специальных дорогостоящих мероприятий по защите расплавленного и наплавленного металла от окисления. Так, например, при наплавке прутками-электродами нужны специальные защитные обмазки на их поверхности 3 или же специальные защитные атмосферы на основе аргона (для порошков и для электродов). Наиболее близко по техническому решению к заявляемому находится способ нанесения инструментальных покрытий из порошкового материала на базе быстрорежущей стали 4. Покрытия формируются наплавкой на стальную пластину порошка, каждая частица которого состоит из ядра сплава ПР-10 Р 6 М 5 и борсодержащей оболочки. При этом предусматривается применение последующей термической обработки, вид и режимы которой не оговариваются. После наплавки покрытие из данного порошка представляет собой характерную гетерогенную структуру с до-, за- и эвтектическими зонами. Варьируя режимы наплавки и содержание бора в материале, можно формировать покрытия разного типа структуры с различными физико-механическими свойствами 7494 1 2005.12.30 1 тип - доэвтектический (избыточный твердый раствор на базе железаборсодержащая эвтектика). Твердость материала данного типа структуры находится в зависимости от количества в покрытии феррита и составляет 600-800 . 2 тип - эвтектический (борсодержащая эвтектика). Покрытие данного типа имеет твердость после наплавки около 800-900 . 3 тип - заэвтектический (дендриты избыточной фазыизбыточные фазы параллелепипедной формыэвтектика). Твердость такого покрытия в зависимости от вида избыточных фаз и их количества составляет 900-1300 . Недостатки прототипа следующие. а). После наплавки покрытия 2 и 3 типа имеют высокую твердость и износостойкость,но весьма низкую трещиностойкость. б). Покрытия 1-го типа при удовлетворительной трещиностойкости и ударной вязкости обладают относительно низкой твердостью (сравнимой с твердостью покрытия полученного наплавкой стандартного порошка ПР-10 Р 6 М 5), что делает не целесообразным их применение. в). Также установлено, что при наплавке данного порошка (при любом содержании бора) на массивный объект (пластину, деталь, корпус инструмента и т.д.) покрытие имеет высокую хрупкость, т.е. низкую трещиностойкость. Все эти недостатки являются сдерживающими для применения данного способа и материала для создания инструментальных покрытий на металлорежущем инструменте. Задачей заявляемого способа нанесения покрытия является повышение трещиностойкости наплавленного инструментального покрытия при сохранении высокого уровня твердости. Суть заявляемого изобретения состоит в том, что предлагаемый способ нанесения инструментального покрытия на пластины для металлорежущих инструментов, включает наплавку на стальную пластину порошка (каждая частица которого имеет ядро из сплава ПР-10 Р 6 М 5 и борсодержащую оболочку) и термообработку. При этом заявляемый способ отличается тем, что пластину выполняют из инструментальной стали, наплавляют порошок, каждая частица которого содержит 2-12 мас.бора, а термообработку проводят путем поверхностной закалки наплавленного покрытия, заключающейся в нагреве поверхности покрытия до жидкого состояния концентрированным источником энергии при плотности мощности (1-2)103 Вт/см 2, выдержке 1-2 с при данной плотности мощности и охлаждении, и последующего многократного отпуска при температуре 80010 С продолжительностью не менее 0,5 ч каждый. Отличительные признаки изобретения по сравнению с прототипом следующие. 1). Наличие операций и их последовательность, а именно а) применение после наплавки закалки именно из жидкого состояния поверхности наплавленного покрытия б) проведение после закалки дополнительной термической обработки - отпуска. 2). Режимы осуществляемого способа а) закалка проводится концентрированным источником энергии (в рассматриваемом случае электронно-лучевым источником) с плотностью мощности (1-2)103 Вт/см 2 с выдержкой ванны расплавленного металла в течение 1-2 с б) отпуск проводят многократный (не менее двух раз) при температуре 80010 С продолжительностью не менее 0,5 ч каждый. Вследствие проведения электронно-лучевой обработки покрытия на данных режимах и при данной выдержке происходит рафинирование металла, снижается (практически до 0 ) пористость обработанного покрытия, структура приобретает мелкодисперсное строение. Проведением последующего отпуска на заявляемых режимах достигается снятие закалочных напряжений, повышение пластичности и трещиностойкости покрытия. При этом сохраняется достаточно высокий уровень твердости покрытия за счет протека 3 7494 1 2005.12.30 ния (при данных режимах отпуска) процессов дисперсионного твердения материала покрытия. Применение наплавки на пластины из инструментальных сталей (например, сталей 45 ХН 4 МФА или 6 ХВ 2 С) обусловлено оптимальным сочетанием коэффициентов расширения материала пластины, на которую проводится наплавка, и наплавленного покрытия, что также повышает трещиностойкость наплавленного покрытия. Сущность заявляемого изобретения поясняется примерами, результаты которых представлены в таблице. Порошки получали методом диффузионного легирования бором 4. Нанесение покрытий осуществляли плазменной наплавкой на установке УПНС-03. Режимы наплавки сила тока - 100-110 А, дистанция наплавки - 15-17 мм, плазмообразующий газ - аргон. Наплавку проводили на стальные образцы - пластины цилиндрической формы 30 мм толщиной 4 мм (на торцевую часть). В качестве концентрированного источника энергии использовали электронный луч. Электронно-лучевую обработку проводили на экспериментальной установке, созданной на кафедре физики Полоцкого государственного университета 5. Данная установка позволяет получать сфокусированные электронные пучки с плотностью мощности до 105 Вт/см 2. Плотность мощности регулировали изменением диаметра пучка в диапазоне 11035105 Вт/см 2. Эффект доведения поверхности наплавленного покрытия до жидкого состояния контролировался визуально, по образованию зеркала расплавленного металла. Производилась выдержка в течение 1-2 с. После чего воздействие прерывалось, и происходило остывание зоны обработки за счет теплоотвода в нижележащие слои материала. Отпуск пластин проводили в термической печи электросопротивления типа СНОЛ-1.6.2.08/9-141. Структуру наплавленных покрытий изучали на металлографическом микроскопе МИМ-7 на продольных и поперечных шлифах. В качестве травителя применяли 5 спиртовой раствор йода. Твердость покрытий определяли на приборе ИТ 5010-10 в соответствии с ГОСТ 2999. Микротвердость - на приборе ПМТ-3 по ГОСТ 9450. Трещиностойкость покрытий оценивалась по разработанной оригинальной методике,согласно формуле 10/,где- показатель трещиностойкости (МПа/м 10-6)- среднеарифметическое значение твердости, определенной по Виккерсу с - среднеарифметическое значение длин трещин в углах отпечатка индентора при определении твердости, м 10-6. На каждом образце с анализируемым покрытием производили определение твердости и трещиностойкости в десяти точках. При этом проводили сравнительные испытания покрытий, полученных заявляемым и прототипным способом. Результаты сведены в таблице. На фиг. 1-3 представлены фотографии наиболее типичных структур инструментальных покрытий на основе сплава ПР-10 Р 6 М 5 бор, полученных заявляемым способом(травление 5 спиртовым раствором йода) на фиг. 1 представлена структура покрытия после электронно-лучевого воздействия(150) на фиг. 2 представлена структура покрытия после закалки, остывания и отпуска 800 С 0,5 ч (2-х кратный) (300) на фиг. 3 представлена структура покрытия после закалки, остывания и отпуска 900 С 0,5 ч. (однократный) (300). 7494 1 2005.12.30 Физико-механические свойства и особенности структуры наплавленных покрытий системы ПР-10 Р 6 М 5 бор. Плотность Материал пламощности Материал по- стины, на котоРежимы отпусэл.-луч. рую производиткрытия ка воздейстся наплавка вия, Вт/см 2 ПРСталь Ст 3 (кон- без воздей- без отпуска 10 Р 6 М 5 бор струкционная) ствия при быстром охлаждении (наплавка на массивную пластину) формируется квазиэвтектическая структура с низкой трещиностойкостью. 1) после электроннолучевого воздействия формируется квазиэвтектическая мелкодисперсная структура с низкой трещиностойкостью(800 С 0,5 ч) указанная структура трансформируется в мелкодисперсную с равномерным распределением упрочняющих фаз с высокой твердостью и трещиностойкостью(900 С 0,5 ч) происходит деградация структуры и своеобразный пережог с потерей механических свойств (снижается как твердость, так и трещиностойкость) 7494 1 2005.12.30 Как видно из анализа данных таблицы наиболее высокую трещиностойкость имеет покрытие наплавленное на пластины из инструментальных сталей (в рассматриваемом случае стали 45 ХН 4 МФА, обладающей высокими прочностными свойствами). В процессе резания возникают силы резания, действующие также и на саму режущую пластину. При недостаточной ее прочности при резании может произойти пластическая деформация пластины, на которую производят наплавку, что вызовет скол наплавленного инструментального покрытия. При этом пластины, на которую производят наплавку, не должны значительно разупрочняться при термообработке (в рассматриваемом случае при отпуске 600 С). Проведенные эксперименты по определению твердости материала пластин, на которые производят наплавку, после отпуска подтверждают правильность выбора инструментальных сталей в качестве пластин, на которые производят наплавку. Пластины, на которые производят наплавку, изготовленные из сталей разных марок,были подвергнуты двухкратному отпуску 80010 С 0,5 ч. Отпуск на указанных режимах вызвал падение твердости пластин из стали Ст. 3 и Сталь 45 до 180-150 , тогда как пластины из сталей 45 ХН 4 МФА и 6 ХВ 2 С сохранили относительно высокую твердость и после отпуска на данных режимах 400-600 . Заявляемый диапазон плотности мощности электронно-лучевого воздействия ((12)103 Вт/см 2) обоснован анализом физико-механических свойств и структуры покрытий. Превышение указанного показателя ((1-5)105 Вт/см 2) приводит к формированию структур с высокой твердостью, но весьма низкой трещиностойкостью (в 1,5-2 раза ниже,чем при заявляемом диапазоне плотности мощности) (см. таблицу). Заявляемые режимы отпуска также являются наилучшими, т.к. согласно данным таблицы и фиг. 3 превышение температуры отпуска (900 С 0,5 ч) вызывает резкое разупрочнение материала и деградацию структуры. Отпуск при температуре 700 С, а также при 800 С - однократный (см. таблицу), формирует материал с более низкой твердостью и трещиностойкостью, чем при многократном (не менее чем двухкратном) отпуске 800 С 0,5 ч, что также не приемлемо. Снижение температуры отпуска также нецелесообразно с точки зрения процессов разупрочнения, происходящих в материале покрытия при резании за счет высоких температур. Проведением отпуска при температуре 800 С гарантируется теплостойкость заявляемой инструментальной пластины минимум до указанной температуры (тогда как базовая сталь Р 6 М 5 имеет теплостойкость 620 С). По указанному способу были изготовлены металлорежущие пластины, которые были напаяны на резцы, после чего была проведена тонкая доводка режущих кромок. Указанные резцы были испытаны при наружном продольном точении цилиндрической детали из стали 40 ( 180-200), обработка без СОЖ. На основании проведенных испытаний установлены режимы обработки стали 40 проходным резцом, снабженным заявляемой пластиной 30-35 м/мин,0,5 мм 0,1 мм/об. При данных режимах заявляемые пластины имеют период стойкости 20-30 мин. Указанная скорость резания превышает допустимую для быстрорежущей стали Р 6 М 5 в 1,58-2,1 раза. Все вышесказанное говорит о возможности использования заявляемого способа для изготовления металлорежущих пластин с целью оснащения ими различных металлорежущих инструментов. Источники информации 1. Болотников Г.В. Современные покрытия для твердосплавного режущего инструмента// СТИН. -1994. - 4. -С. 33-38. 2. Ковалев Т.А., Горненюк Н.А., Горненюк Б.Н. и др.Наплавка режущего инструмента безвольфрамовой быстрорежущей сталью. //Сварочное производство. -1991. - 3. -С. 2830. 3. Геллер Ю.А. Инструментальные стали. -. Металлургия, 1975. - С. 584. 6 7494 1 2005.12.30 4. Пантелеенко Ф.И., Снарский А.С. Ресурсосберегающая технология получения борсодержащего инструментального материала // Материалы. Технологии. Инструмент. 1998. - Т. 3. -4. -С. 98-101. 5. Патент РБ 220, МПК 01 3/04, 2000. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: B23K 35/36
Метки: нанесения, способ, инструментов, металлорежущих, покрытия, инструментального, пластины
Код ссылки
<a href="https://by.patents.su/7-7494-sposob-naneseniya-instrumentalnogo-pokrytiya-na-plastiny-dlya-metallorezhushhih-instrumentov.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения инструментального покрытия на пластины для металлорежущих инструментов</a>
Способ нанесения покрытия на цилиндрические детали
Номер патента: 4466
Опубликовано: 30.06.2002
Авторы: Ивашко Виктор Сергеевич, Буйкус Кястас Вито
МПК: C23C 4/00
Метки: покрытия, нанесения, детали, цилиндрические, способ
Текст:
...техническая задача решается тем, что в способе нанесения покрытий на цилиндрические детали, включающем газотермическое напыление и одновременно с ним дополнительную обработку, дополнительную обработку производят путем механической очистки наносимого покрытия с помощью металлической щетки по всей ширине напыляемой поверхности детали со стороны, не подвергающейся действию 4466 1 газометаллической струи, со скоростью относительного...
Способ нанесения антикоррозионного покрытия
Номер патента: 975
Опубликовано: 15.12.1995
Авторы: Стухляк Петр Данилович, Скороход Александр Зосимович, Якубеня Николай Александрович, Ковальчук Людмила Никифоровна, Страх Николай Федорович, Юркевич Олег Романович
МПК: C23C 4/00
Метки: покрытия, нанесения, способ, антикоррозионного
Текст:
...указанного предела приводит к ухудшению коррозионной стойкости покрытий, так как при пленкообразовании увели чивается доля низкомолекулярных продуктов деструкции, что затруд О)няет пленкообразование и сникает коррозионную стойкость в целом. Увеличение наполнителя более 10 масс.ч. сникает прочность полимерного материала и пропитываемость первого слоя изэа увеличенияВЯЗНОСТИ расплава. НЭПОЛНБНИЭ ПОЛИМ 6 рНОГО материала ВИСМУТОМ Исажей в...
Способ нанесения композиционного полимерного покрытия
Номер патента: 3654
Опубликовано: 30.12.2000
Авторы: Казаченко Виктор Павлович, Рогачев Александр Владимирович
МПК: C23C 14/12, C23C 14/08
Метки: способ, нанесения, композиционного, покрытия, полимерного
Текст:
...состава, морфологического состояния. При этом энергетические затраты незначительны и для его реализации не требуется применение сложного оборудования. Указанный диапазон энергии электронов Е 1,02,5 кэВ, использующийся при зарядке, является оптимальным. При Е 1,0 кэВ зарядка частиц малоэффективна,т.к. в области малых энергий электронов коэффициент вторичной электронной эмиссии 1. При таких значениях энергии нельзя получить поток наночастиц...
Способ нанесения композиционного электрохимического покрытия

Номер патента: 7140
Опубликовано: 30.06.2005
Авторы: Клименков Степан Степанович, Новиков Александр Кузьмич, Груздев Дмитрий Александрович, Трубников Юрий Валентинович
Метки: композиционного, покрытия, способ, нанесения, электрохимического
Текст:
...образом, указанная техническая задача решается за счет того, что заготовку окунают в гальваническую ванну частично, на поверхность заготовки осаждают слой металла, после чего одновременно с осаждением на поверхность заготовки слоя металла осуществляют закрепление в нем дисперсных частиц порошка путем их воздушного распыления на поверхность вне гальванической ванны. Соотношение между временем заращивания и временем распыления...
Способ нанесения многослойного покрытия на внутреннюю поверхность полого изделия
Номер патента: 7216
Опубликовано: 30.09.2005
Авторы: Ласковнев Александр Петрович, Кадников Сергей Аркадьевич
МПК: F16C 33/04
Метки: способ, изделия, многослойного, внутреннюю, поверхность, нанесения, покрытия, полого
Текст:
...физико-химические свойства которых значительно отличаются от свойств основного материала. В частности, добавки с низкой плотностью типа графита, оксидов, дисульфидов и т.п., придающих покрытию особые физико-химические и механические свойства. Задачей заявляемого способа является возможность получения сплошного покрытия в полостях с введением в него, особенно в его приповерхностный рабочий слой, дополнительных легирующих компонентов....
Предыдущий патент: Способ подземной разработки мощных пластов полезных ископаемых
Следующий патент: Биологически активный препарат и способ его получения
Случайный патент: Гибкий слоистый упаковочный материал и упаковочный контейнер