Инструмент для обработки пазов на торцах деталей
Номер патента: U 1550
Опубликовано: 30.09.2004
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
Текст
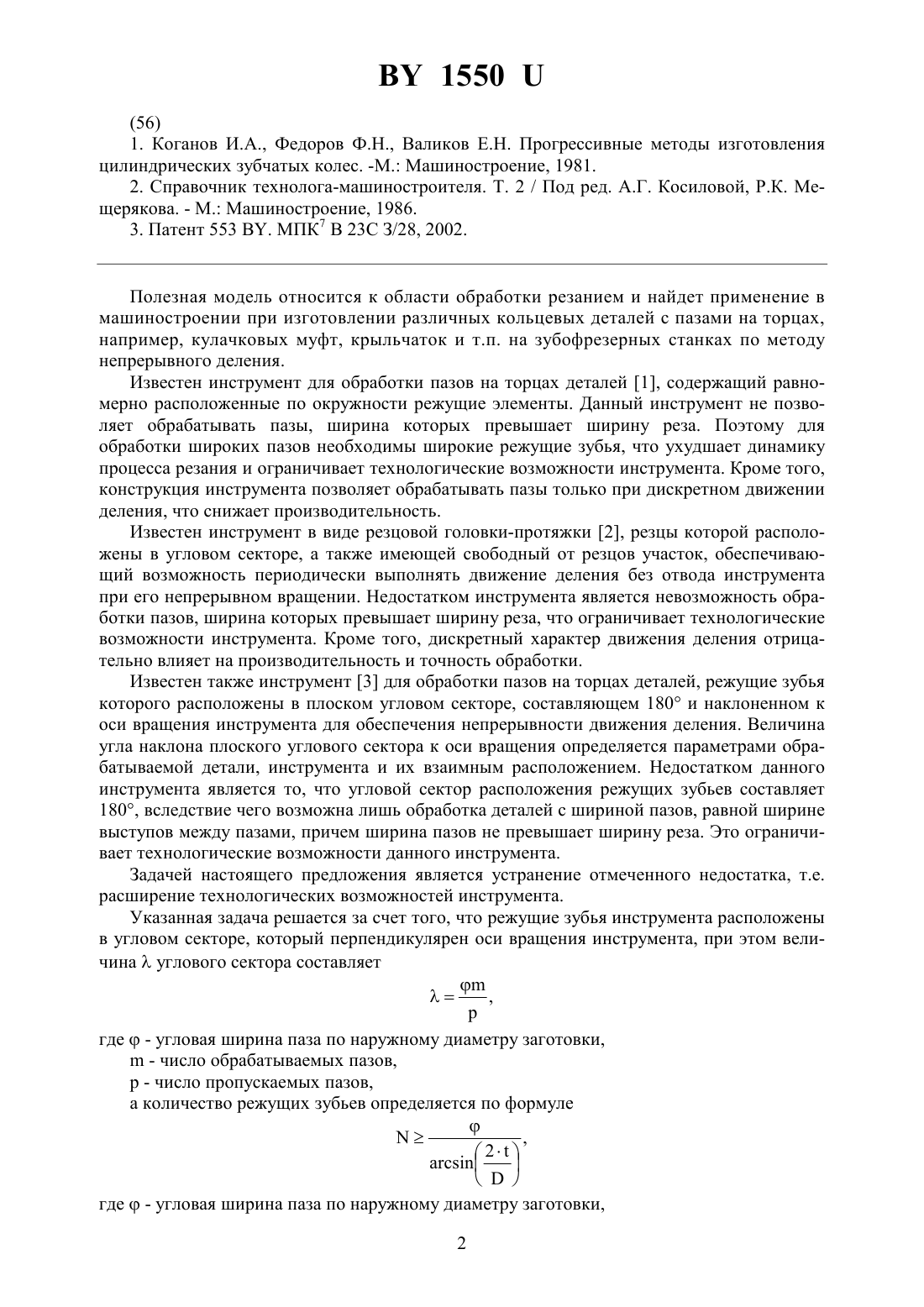
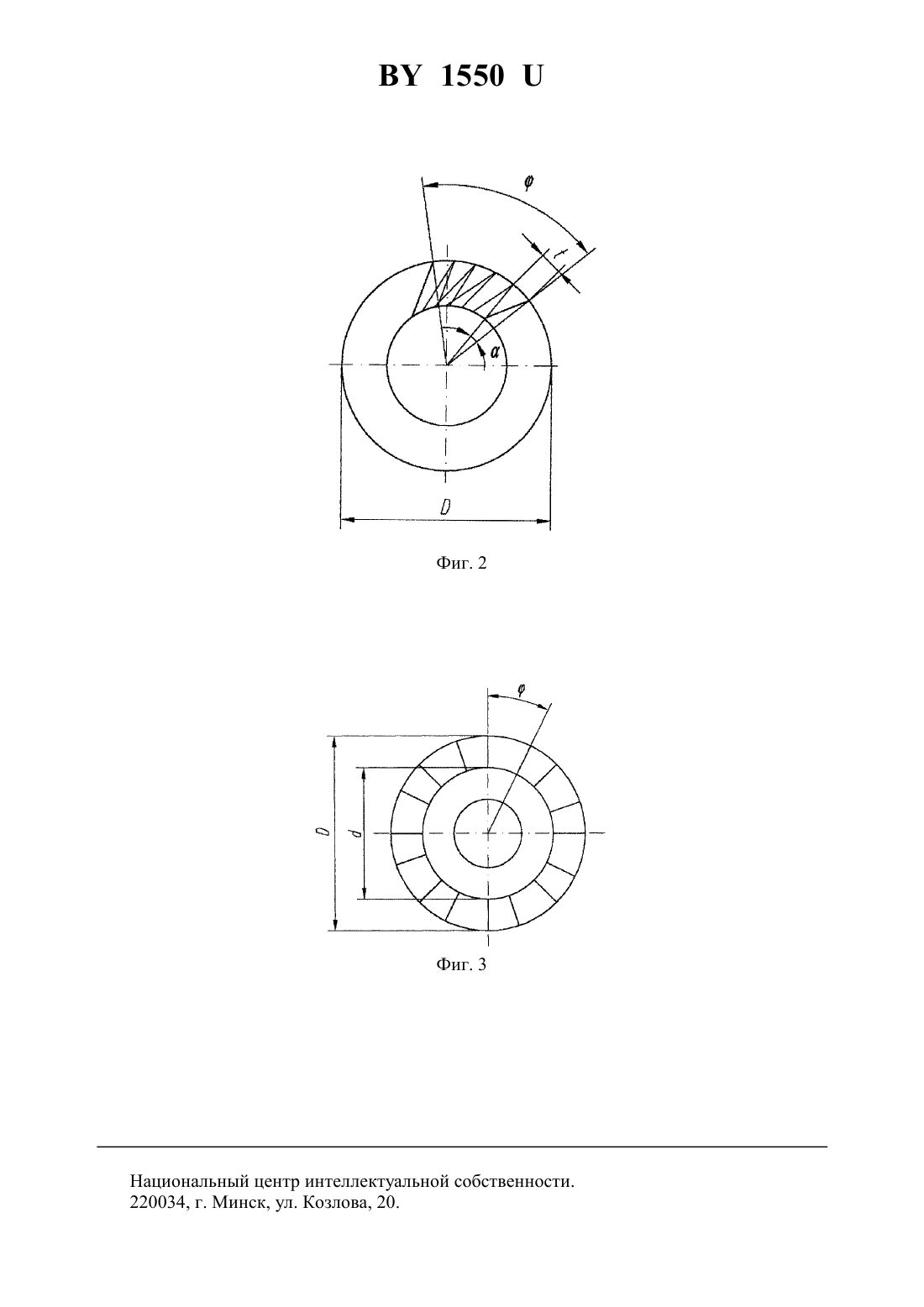
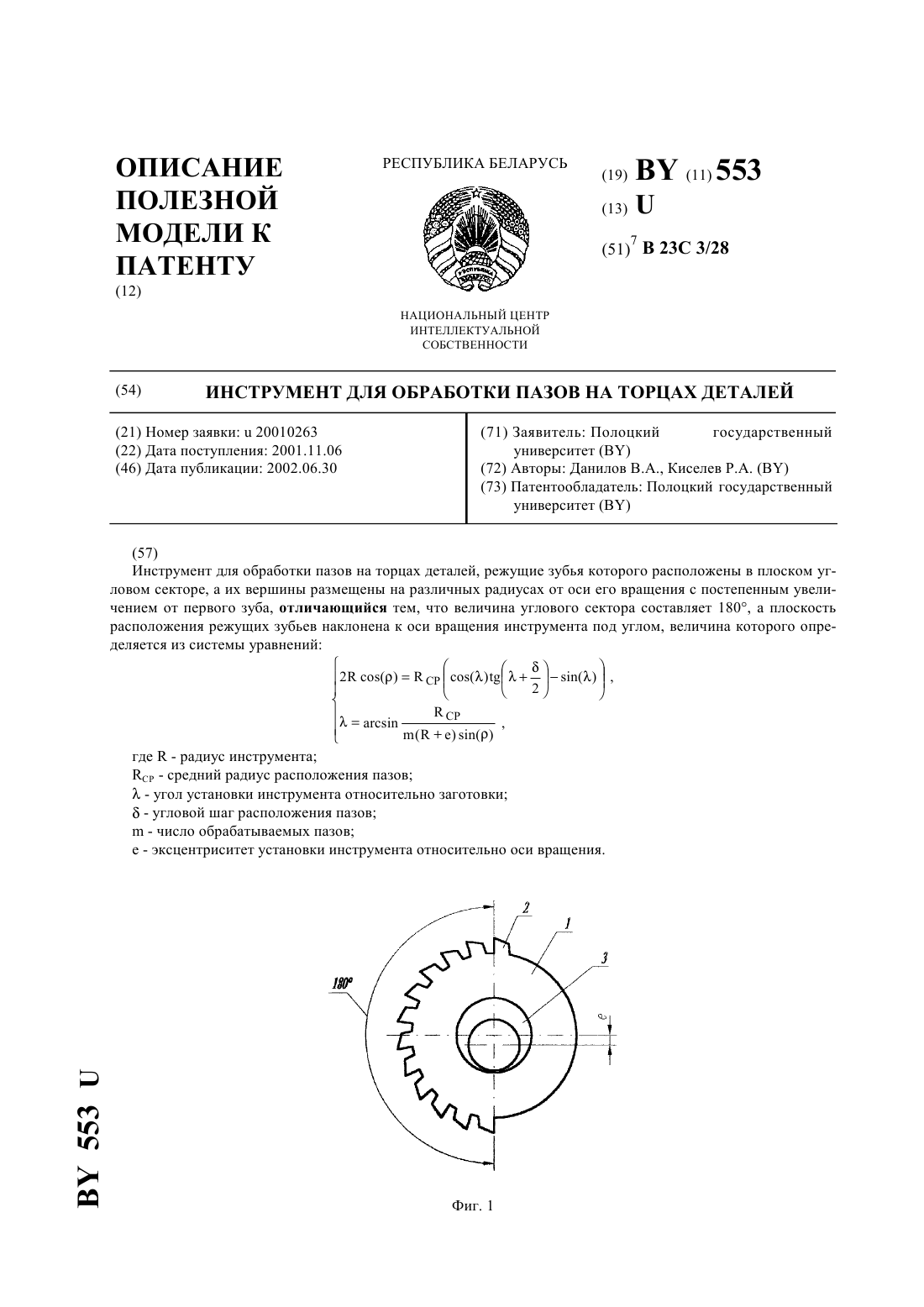
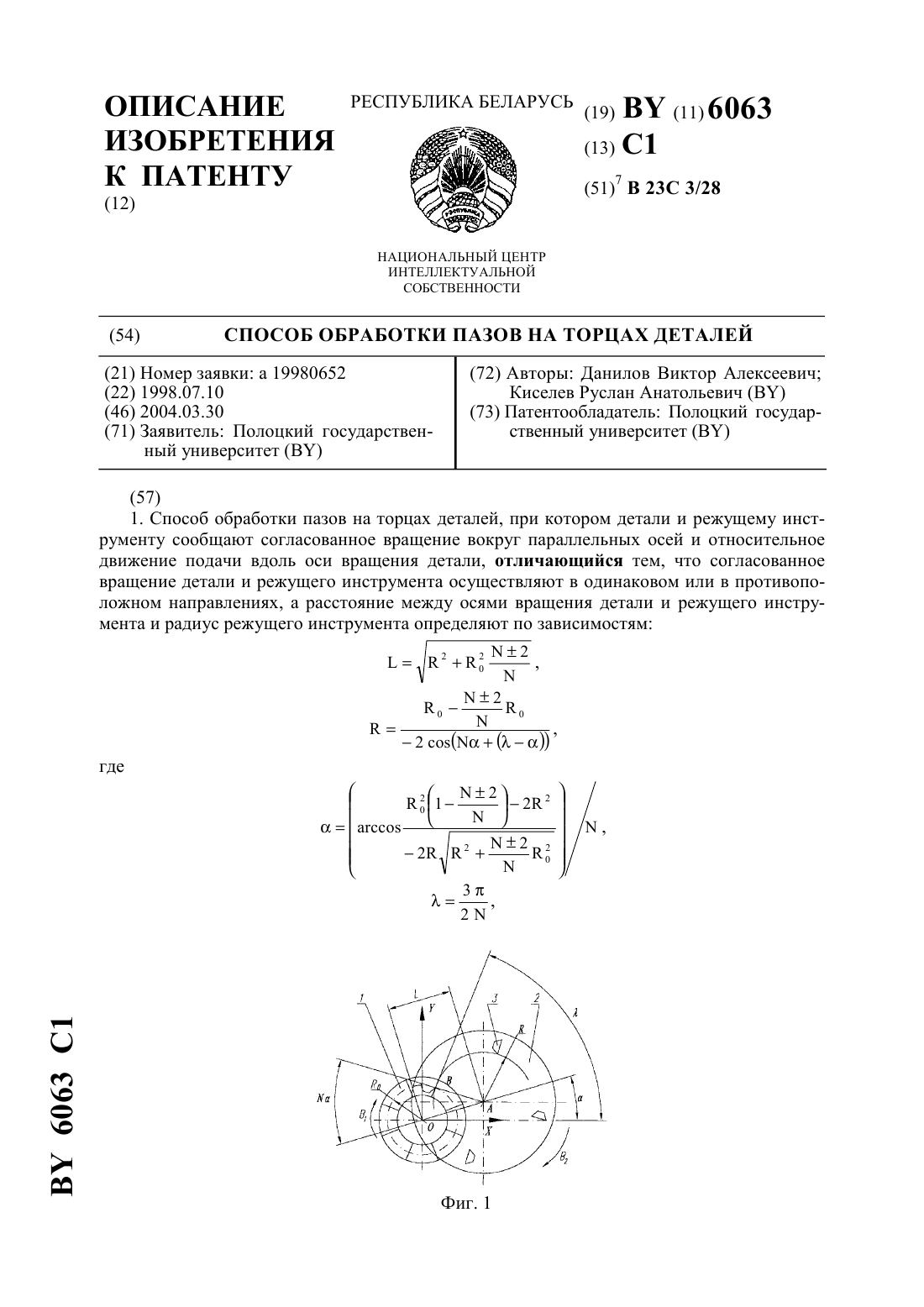
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ПАЗОВ НА ТОРЦАХ ДЕТАЛЕЙ(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Данилов Виктор Алексеевич Киселев Руслан Анатольевич(73) Патентообладатель Учреждение образования Полоцкий государственный университет(57) Инструмент для обработки пазов на торцах деталей, режущие зубья которого расположены в плоском угловом секторе, отличающийся тем, что плоский угловой сектор перпендикулярен оси вращения инструмента, величинауглового сектора составляет, где- угловая ширина паза по наружному диаметру заготовки, - число обрабатываемых пазов, - число пропускаемых пазов,а количество режущих зубьев определяется по формуле где- угловая ширина паза по наружному диаметру заготовки, - ширина реза, - наружный диаметр заготовки.(56) 1. Коганов И.А., Федоров Ф.Н., Валиков Е.Н. Прогрессивные методы изготовления цилиндрических зубчатых колес. -М. Машиностроение, 1981. 2. Справочник технолога-машиностроителя. Т. 2 / Под ред. А.Г. Косиловой, Р.К. Мещерякова. - М. Машиностроение, 1986. 3. Патент 553 . МПК 7 В 23 С З/28, 2002. Полезная модель относится к области обработки резанием и найдет применение в машиностроении при изготовлении различных кольцевых деталей с пазами на торцах,например, кулачковых муфт, крыльчаток и т.п. на зубофрезерных станках по методу непрерывного деления. Известен инструмент для обработки пазов на торцах деталей 1, содержащий равномерно расположенные по окружности режущие элементы. Данный инструмент не позволяет обрабатывать пазы, ширина которых превышает ширину реза. Поэтому для обработки широких пазов необходимы широкие режущие зубья, что ухудшает динамику процесса резания и ограничивает технологические возможности инструмента. Кроме того,конструкция инструмента позволяет обрабатывать пазы только при дискретном движении деления, что снижает производительность. Известен инструмент в виде резцовой головки-протяжки 2, резцы которой расположены в угловом секторе, а также имеющей свободный от резцов участок, обеспечивающий возможность периодически выполнять движение деления без отвода инструмента при его непрерывном вращении. Недостатком инструмента является невозможность обработки пазов, ширина которых превышает ширину реза, что ограничивает технологические возможности инструмента. Кроме того, дискретный характер движения деления отрицательно влияет на производительность и точность обработки. Известен также инструмент 3 для обработки пазов на торцах деталей, режущие зубья которого расположены в плоском угловом секторе, составляющем 180 и наклоненном к оси вращения инструмента для обеспечения непрерывности движения деления. Величина угла наклона плоского углового сектора к оси вращения определяется параметрами обрабатываемой детали, инструмента и их взаимным расположением. Недостатком данного инструмента является то, что угловой сектор расположения режущих зубьев составляет 180, вследствие чего возможна лишь обработка деталей с шириной пазов, равной ширине выступов между пазами, причем ширина пазов не превышает ширину реза. Это ограничивает технологические возможности данного инструмента. Задачей настоящего предложения является устранение отмеченного недостатка, т.е. расширение технологических возможностей инструмента. Указанная задача решается за счет того, что режущие зубья инструмента расположены в угловом секторе, который перпендикулярен оси вращения инструмента, при этом величинауглового сектора составляет, где- угловая ширина паза по наружному диаметру заготовки, - число обрабатываемых пазов, - число пропускаемых пазов,а количество режущих зубьев определяется по формуле где- угловая ширина паза по наружному диаметру заготовки,2 1550- ширина реза, - наружный диаметр заготовки. Заявляемая полезная модель отличается конструктивным исполнением инструмента, а именно иным расположением режущих зубьев в угловом секторе и углового сектора относительно оси вращения инструмента, зависимостью количества режущих зубьев от геометрии обрабатываемой детали. Отличительные признаки полезной модели обеспечивают получение технического результата в виде возможности управления шириной обрабатываемых пазов при неизменной ширине режущих зубьев. Указанный эффект достигается за счет распределения снимаемого припуска между всеми режущими зубьями, расположенными в угловом секторе, при этом нагрузка на каждый из режущих зубьев не зависит от ширины паза. Благодаря этому инструмент обладает по сравнению с прототипом более широкими технологическими возможностями. Сущность предложения поясняется чертежом, содержащим 3 фигуры. На фиг. 1 изображена конструктивная схема инструмента на фиг. 2 - схема расположения следов резов при формировании одного из пазов на фиг. 3 показана деталь, обработка которой рассматривается в примере. Инструмент для обработки пазов на торцах деталей показан на фиг. 1. Он представляет собой корпус 1, несущий сменные режущие зубья 2. Они расположены в определенном угловом секторе, который перпендикулярен оси вращения инструмента. Значение углауглового сектора определяется по формуле где- угловая ширина паза по наружному диаметру заготовки (фиг. 2)- число обрабатываемых пазов- число пропускаемых пазов. Так как профилирование одного паза по всей ширине происходит за один оборот инструмента, то. С учетом числапропускаемых пазов получаем выражение (1). Количестворежущих зубьев определяется из неравенства где- угловая ширина паза по наружному диаметру заготовки, - ширина реза, - наружный диаметр заготовки. Неравенство (4) получено следующим образом. Каждый из обрабатываемых пазов ширинойформируют последовательно на углеза несколько резоврежущими зубьями (фиг. 2). Из фиг. 2 Для обеспечения перекрытия следов соседних резов должно выполняться условие Из зависимостей (5) и (7) следует неравенство (4). Ширина паза, обработанного предлагаемым инструментом, зависит не от ширины режущих зубьев, а от значения угла, углового сектора, в котором они расположены. Изменяя угол , можно управлять шириной обрабатываемых пазов, сохраняя параметры отдельных режущих зубьев, которые выбираются из условия обеспечения рациональных условий резания. Благодаря этому одновременно расширяются технологические возможности инструмента по ширине обрабатываемых пазов и обеспечиваются благоприятные условия его работы. Для точной настройки углаи, следовательно, ширины обрабатываемых пазов режущие зубья 2 смонтированы на корпусе 1 с возможностью перемещения по окружности и фиксации на нем в требуемом положении. Это позволяет осуществлять поднастройку инструмента в процессе эксплуатации для обеспечения требуемой точности обработки пазов, что повышает его долговечность. Пример. Обрабатываемая заготовка диаметр внешний 106 мм диаметр внутренний 80 мм количество пазов 8 угловая ширина паза 27. Режущий инструмент резцовая головка диаметром и 120 мм материал режущей части - твердый сплав 510 ширина режущих зубьев - 3 мм режущие зубья расположены в плоскости, перпендикулярной оси вращения инструмента. Задавшись числом пропускаемых пазов 1, определяем величинууглового сектора расположения режущих зубьев на инструменте. В соответствии с (1) она составляет 278 216 . 1 При ширине реза 3 мм количество режущих зубьев согласно зависимости (4) 27 106 В соответствии с (4) принимается 9. Режущие зубья 2 устанавливаются равномерно по окружности на корпусе 1 с углом 27 между соседними зубьями в угловом секторе 216. При указанных параметрах инструмента обрабатываются пазы, ширина которых по внешнему диаметру заготовки составляет 25 мм, что многократно превышает максимальную ширину реза, равную 3 мм. Таким образом, по сравнению с прототипом предлагаемый инструмент имеет более широкие технологические возможности. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23C 3/28
Метки: обработки, инструмент, торцах, деталей, пазов
Код ссылки
<a href="https://by.patents.su/5-u1550-instrument-dlya-obrabotki-pazov-na-torcah-detalejj.html" rel="bookmark" title="База патентов Беларуси">Инструмент для обработки пазов на торцах деталей</a>
Инструмент для обработки пазов на торцах деталей
Номер патента: U 553
Опубликовано: 30.06.2002
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: торцах, обработки, пазов, деталей, инструмент
Текст:
...а именно тем, что величина углового сектора, в котором находятся режущие элементы, составляет 180 взаиморасположением элементов, а именно тем, что плоскость расположения режущих элементов установлена под углом к оси вращения инструмента. Отличительные признаки полезной модели обеспечивают получение технического результата в виде повышенной производительности и упрощения реализации. Указанный эффект достигается за счет того, что конструкция...
Способ обработки пазов на торцах деталей
Номер патента: 6063
Опубликовано: 30.03.2004
Авторы: Данилов Виктор Алексеевич, Киселев Руслан Анатольевич
МПК: B23C 3/28
Метки: обработки, способ, деталей, пазов, торцах
Текст:
...детали. При условной (на основании принципа обратимости движения) остановке детали режущий инструмент приобретает дополнительное вращение - В 1 относительно оси детали(начало системы координат) в направлении, противоположном ее вращению на станке. В результате ось режущего инструмента движется по окружности радиуса(расстояние ОА 3 6063 1 между осями вращательных движений режущего инструмента и детали). В качестве начального (нулевого)...
Способ обработки пазов на торце детали и станок для его осуществления

Номер патента: 6165
Опубликовано: 30.06.2004
Авторы: Данилов Виктор Алексеевич, Киселев Руслан Анатольевич
МПК: B23C 3/28
Метки: способ, осуществления, станок, обработки, пазов, детали, торце
Текст:
...перемещение П вдоль оси вращения заготовки (движение подачи).Кинематическая структура станка, реализующего описанный способ обработки, приведена на фиг. 2.Станок содержит привод вращения инструмента 1, состоящий из двигателя 4 и органа настройки 5 скорости резания, щпиндели 6 и 7 соответственно инструмента 1 и заготовки 3, дополнительную кинематическую цепь с механизмом 8 автоматического изменения угловой скорости вращения...
Способ формирования пазов на торце детали
Номер патента: 5707
Опубликовано: 30.12.2003
Авторы: Данилов Виктор Алексеевич, Киселев Руслан Анатольевич
МПК: B23C 3/28
Метки: способ, детали, формирования, пазов, торце
Текст:
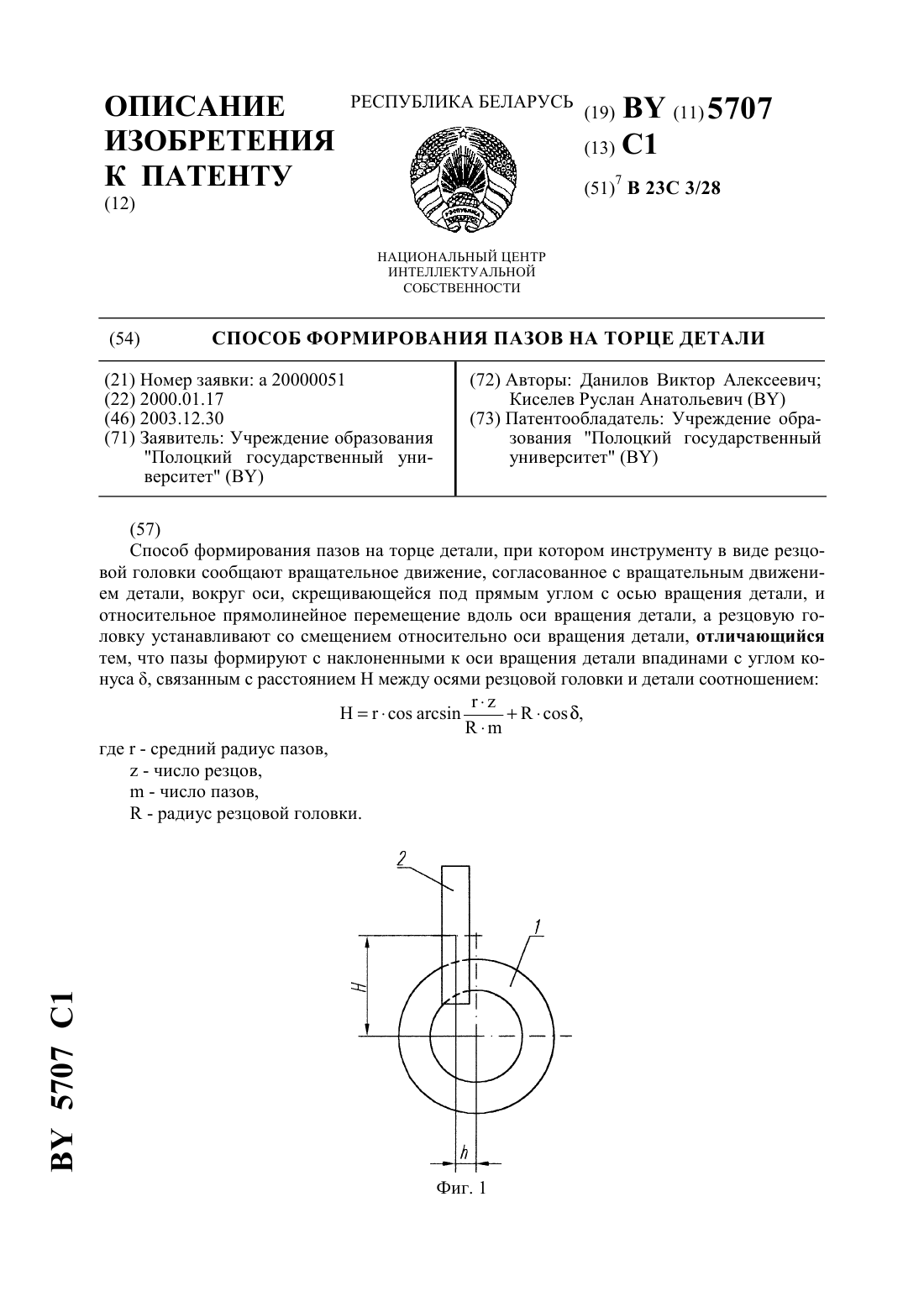
...относительной установки инструмента и детали. Отличительные признаки предлагаемого способа обеспечивают получение технического результата в виде возможности формирования пазов с наклоненными к оси вращения заготовки впадинами, вследствие изменения траектории движения инструмента относительно заготовки. На фиг. 1 изображена схема установки инструмента относительно детали на фиг. 2 кинематическая схема формирования пазов на фиг. 3 показана...
Инструмент для пневмовибродинамической обработки плоских поверхностей
Номер патента: U 482
Опубликовано: 30.03.2002
Авторы: Ящук Олег Викторович, Камчицкая Ирина Дмитриевна, Минаков Анатолий Петрович
МПК: B24B 39/06
Метки: поверхностей, обработки, пневмовибродинамической, плоских, инструмент
Текст:
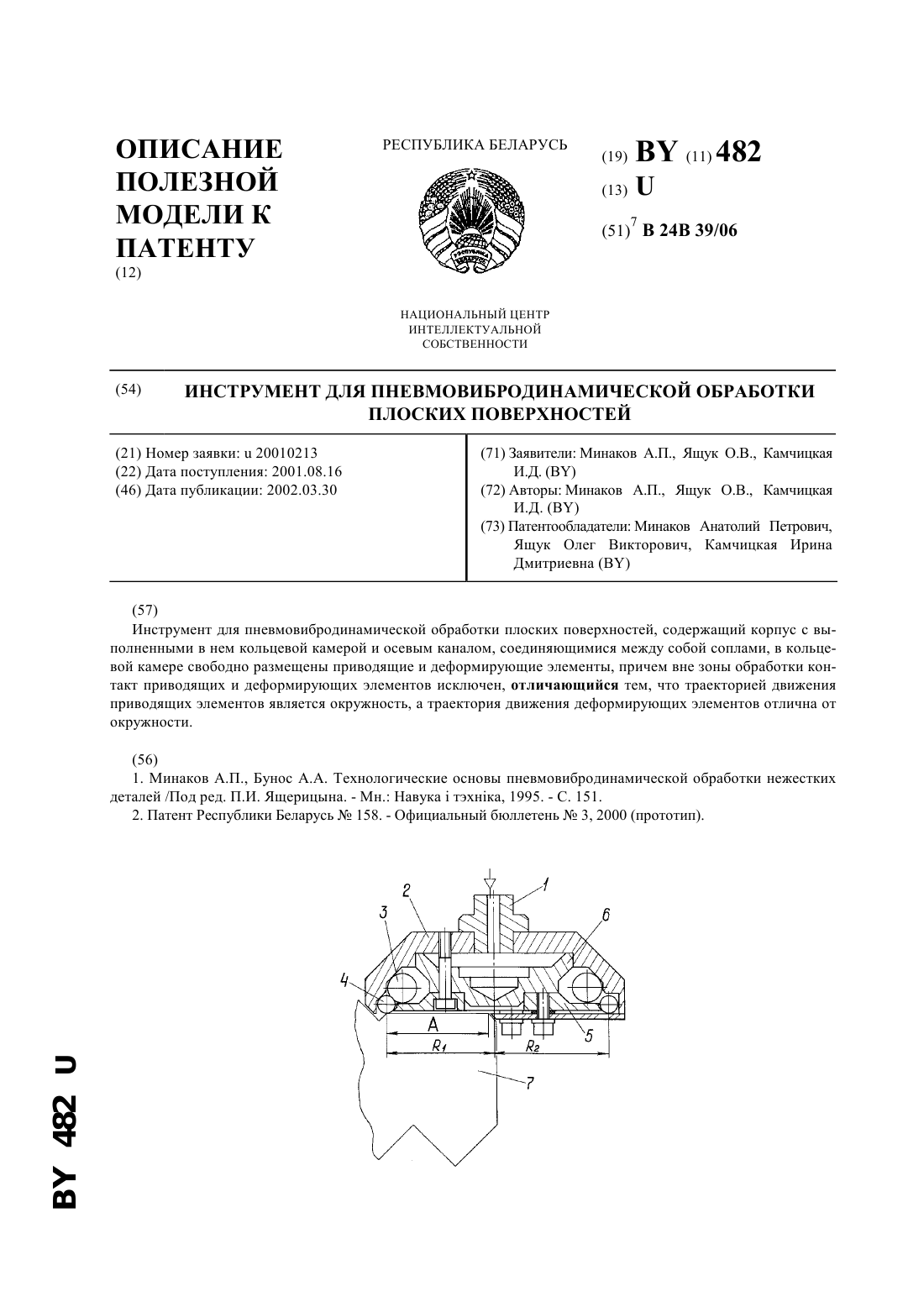
...приводящих элементов перестала быть окружностью. Задачей настоящей полезной модели является повышение качества обработки за счет повышения степени деформационного упрочнения поверхности обрабатываемой заготовки и повышение производительности обработки за счет повышения скорости приводящих элементов. Поставленная задача решается тем, что в инструменте для пневмовибродинамической обработки плоских поверхностей, содержащем корпус с выполненными...
Предыдущий патент: Утеплительная вставка для алюминиевых сплавов
Следующий патент: Карданный вал наземных транспортных средств
Случайный патент: Кожухотрубный теплообменник