Инструмент для обработки пазов на торцах деталей
Номер патента: U 553
Опубликовано: 30.06.2002
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич

Текст
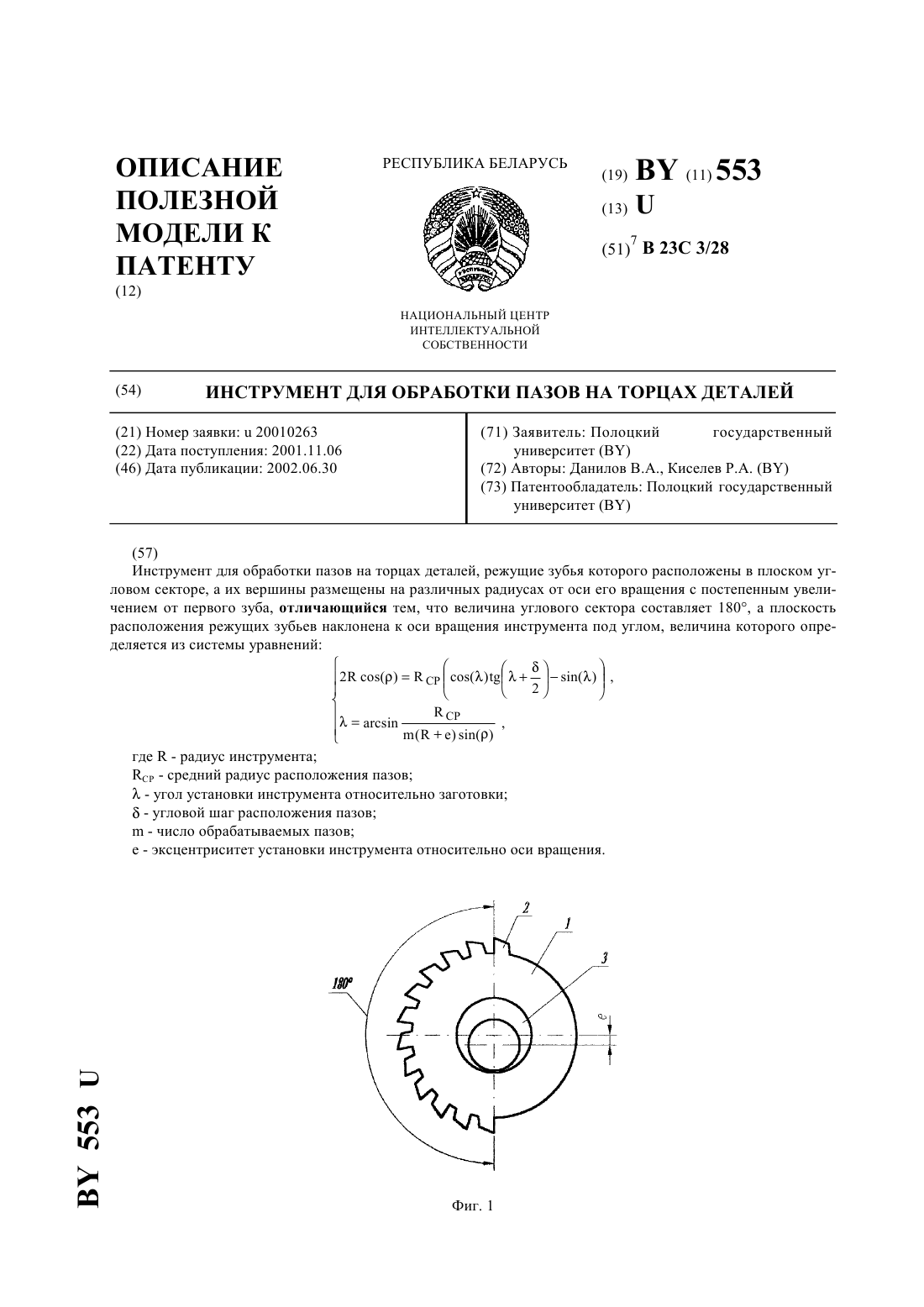
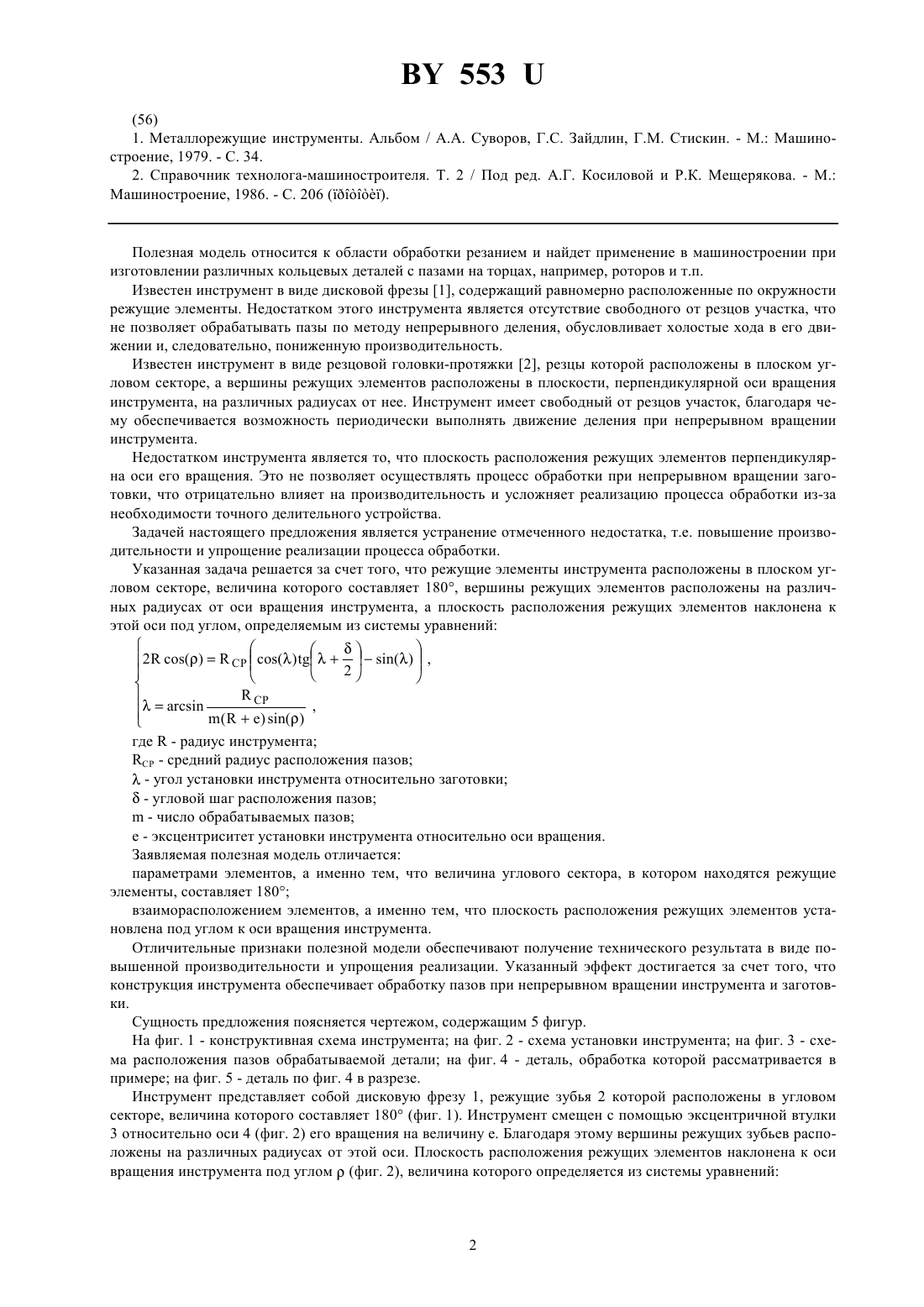
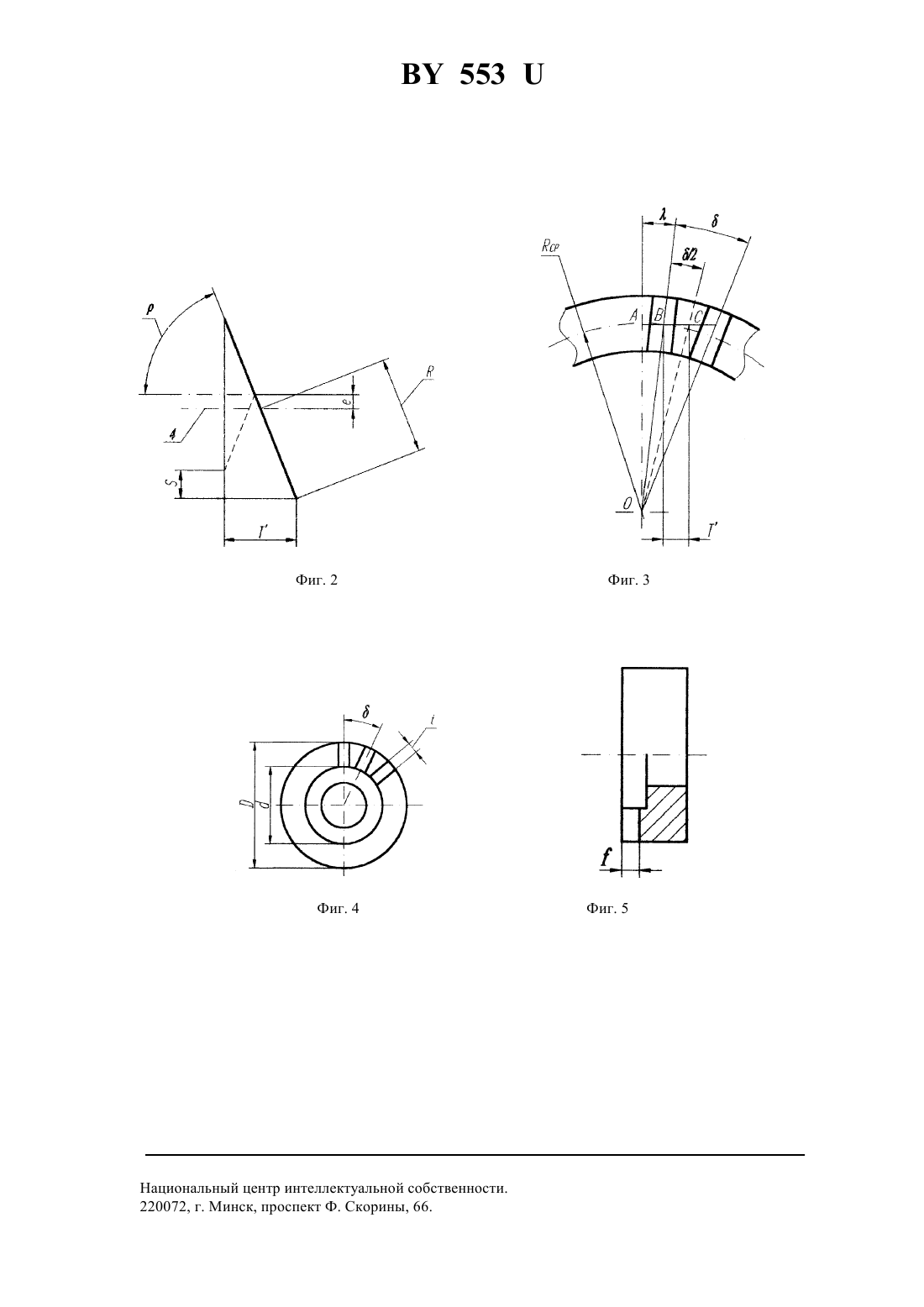
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ПАЗОВ НА ТОРЦАХ ДЕТАЛЕЙ(71) Заявитель Полоцкий государственный университет(73) Патентообладатель Полоцкий государственный университет(57) Инструмент для обработки пазов на торцах деталей, режущие зубья которого расположены в плоском угловом секторе, а их вершины размещены на различных радиусах от оси его вращения с постепенным увеличением от первого зуба, отличающийся тем, что величина углового сектора составляет 180, а плоскость расположения режущих зубьев наклонена к оси вращения инструмента под углом, величина которого определяется из системы уравнений где- радиус инструмента- средний радиус расположения пазов- угол установки инструмента относительно заготовки- угловой шаг расположения пазов- число обрабатываемых пазов е - эксцентриситет установки инструмента относительно оси вращения. Полезная модель относится к области обработки резанием и найдет применение в машиностроении при изготовлении различных кольцевых деталей с пазами на торцах, например, роторов и т.п. Известен инструмент в виде дисковой фрезы 1, содержащий равномерно расположенные по окружности режущие элементы. Недостатком этого инструмента является отсутствие свободного от резцов участка, что не позволяет обрабатывать пазы по методу непрерывного деления, обусловливает холостые хода в его движении и, следовательно, пониженную производительность. Известен инструмент в виде резцовой головки-протяжки 2, резцы которой расположены в плоском угловом секторе, а вершины режущих элементов расположены в плоскости, перпендикулярной оси вращения инструмента, на различных радиусах от нее. Инструмент имеет свободный от резцов участок, благодаря чему обеспечивается возможность периодически выполнять движение деления при непрерывном вращении инструмента. Недостатком инструмента является то, что плоскость расположения режущих элементов перпендикулярна оси его вращения. Это не позволяет осуществлять процесс обработки при непрерывном вращении заготовки, что отрицательно влияет на производительность и усложняет реализацию процесса обработки из-за необходимости точного делительного устройства. Задачей настоящего предложения является устранение отмеченного недостатка, т.е. повышение производительности и упрощение реализации процесса обработки. Указанная задача решается за счет того, что режущие элементы инструмента расположены в плоском угловом секторе, величина которого составляет 180, вершины режущих элементов расположены на различных радиусах от оси вращения инструмента, а плоскость расположения режущих элементов наклонена к этой оси под углом, определяемым из системы уравнений где- радиус инструмента СР - средний радиус расположения пазов- угол установки инструмента относительно заготовки- угловой шаг расположения пазов- число обрабатываемых пазов е - эксцентриситет установки инструмента относительно оси вращения. Заявляемая полезная модель отличается параметрами элементов, а именно тем, что величина углового сектора, в котором находятся режущие элементы, составляет 180 взаиморасположением элементов, а именно тем, что плоскость расположения режущих элементов установлена под углом к оси вращения инструмента. Отличительные признаки полезной модели обеспечивают получение технического результата в виде повышенной производительности и упрощения реализации. Указанный эффект достигается за счет того, что конструкция инструмента обеспечивает обработку пазов при непрерывном вращении инструмента и заготовки. Сущность предложения поясняется чертежом, содержащим 5 фигур. На фиг. 1 - конструктивная схема инструмента на фиг. 2 - схема установки инструмента на фиг. 3 - схема расположения пазов обрабатываемой детали на фиг. 4 - деталь, обработка которой рассматривается в примере на фиг. 5 - деталь по фиг. 4 в разрезе. Инструмент представляет собой дисковую фрезу 1, режущие зубья 2 которой расположены в угловом секторе, величина которого составляет 180 (фиг. 1). Инструмент смещен с помощью эксцентричной втулки 3 относительно оси 4 (фиг. 2) его вращения на величину е. Благодаря этому вершины режущих зубьев расположены на различных радиусах от этой оси. Плоскость расположения режущих элементов наклонена к оси вращения инструмента под углом(фиг. 2), величина которого определяется из системы уравнений где- радиус инструмента- средний радиус расположения пазов (фиг. 3)- угол установки инструмента относительно заготовки- угловой шаг расположения пазов- число обрабатываемых пазов е - эксцентриситет установки инструмента относительно оси вращения. Система уравнений (1) получена следующим образом. Из фиг. 2 следует, что относительное смещение Т первого и последнего режущих зубьев вдоль оси вращения инструмента составляет Приравнивая правые части равенств (2) и (3), получаем первое уравнение системы (1). Второе уравнение этой системы следует из фиг. 3 исходя из требуемой относительной ориентации инструмента, задаваемой углом . Значение эксцентриситета е установки инструмента задается в зависимости от числа режущих зубьев и допускаемой подачи на зуб и определяется из неравенства,(4) 2 где- подача на зуб- число режущих элементов. Пример. Обрабатываемая заготовка (фиг. 4, 5) диаметр внешний 148 мм диаметр внутренний 132 мм средний радиус расположения пазов 70 мм количество пазов 100 угловой шаг расположения пазов 336 ширина паза 2,2 мм глубина пазов 2 мм. Режущий инструмент радиус инструмента 80 мм число режущих элементов 30 материал режущей части - твердый сплав Р 6 М 5. Определяем из неравенства (4) эксцентриситет установки сектора, задавшись допустимой подачей на зуб 0,1 мм 300,1 1,5 мм . 2 Задаемся е 1,2 мм. Решая систему уравнении (1) находим искомые параметры угол наклона плоскости расположения режущих элементов к оси вращения инструмента 8912 угол установки инструмента относительно заготовки 030. Обработка плоского зубчатого контура данным инструментом с рассчитанными характеристиками осуществляется за один оборот заготовки, тогда при скорости вращения инструмента 80 мин-1 время обработки составит 1,25 мин, что в 1,2 раза быстрее по сравнению с прототипом. Использование данного инструмента при обработке деталей с пазами на торцах обеспечивает непрерывное вращение инструмента и заготовки, благодаря чему повышается производительность. 3 Национальный центр интеллектуальной собственности. 220072, г. Минск, проспект Ф. Скорины, 66. 4
МПК / Метки
МПК: B23C 3/28
Метки: инструмент, обработки, деталей, торцах, пазов
Код ссылки
<a href="https://by.patents.su/4-u553-instrument-dlya-obrabotki-pazov-na-torcah-detalejj.html" rel="bookmark" title="База патентов Беларуси">Инструмент для обработки пазов на торцах деталей</a>
Инструмент для пневмовибродинамической обработки плоских поверхностей
Номер патента: U 158
Опубликовано: 30.09.2000
Авторы: Ящук Олег Викторович, Минаков Анатолий Петрович, Меренков Владимир Владимирович
МПК: B24B 39/06
Метки: поверхностей, инструмент, пневмовибродинамической, обработки, плоских
Текст:
...элементы расходуют на соударения с деформирующими элементами вне зоны обработки, что увеличивает, к тому же, их износ. В связи с этим, относительно низкая скорость приводящих элементов не позволяет им развить значительную центробежную силу и, соответственно, увеличить силу и частоту их ударов по деформирующим элементам. Задачей настоящей полезной модели является повышение качества обработки за счет повышения степени деформационного...
Инструмент для пневмовибродинамической обработки плоских поверхностей
Номер патента: U 482
Опубликовано: 30.03.2002
Авторы: Камчицкая Ирина Дмитриевна, Минаков Анатолий Петрович, Ящук Олег Викторович
МПК: B24B 39/06
Метки: пневмовибродинамической, плоских, инструмент, обработки, поверхностей
Текст:
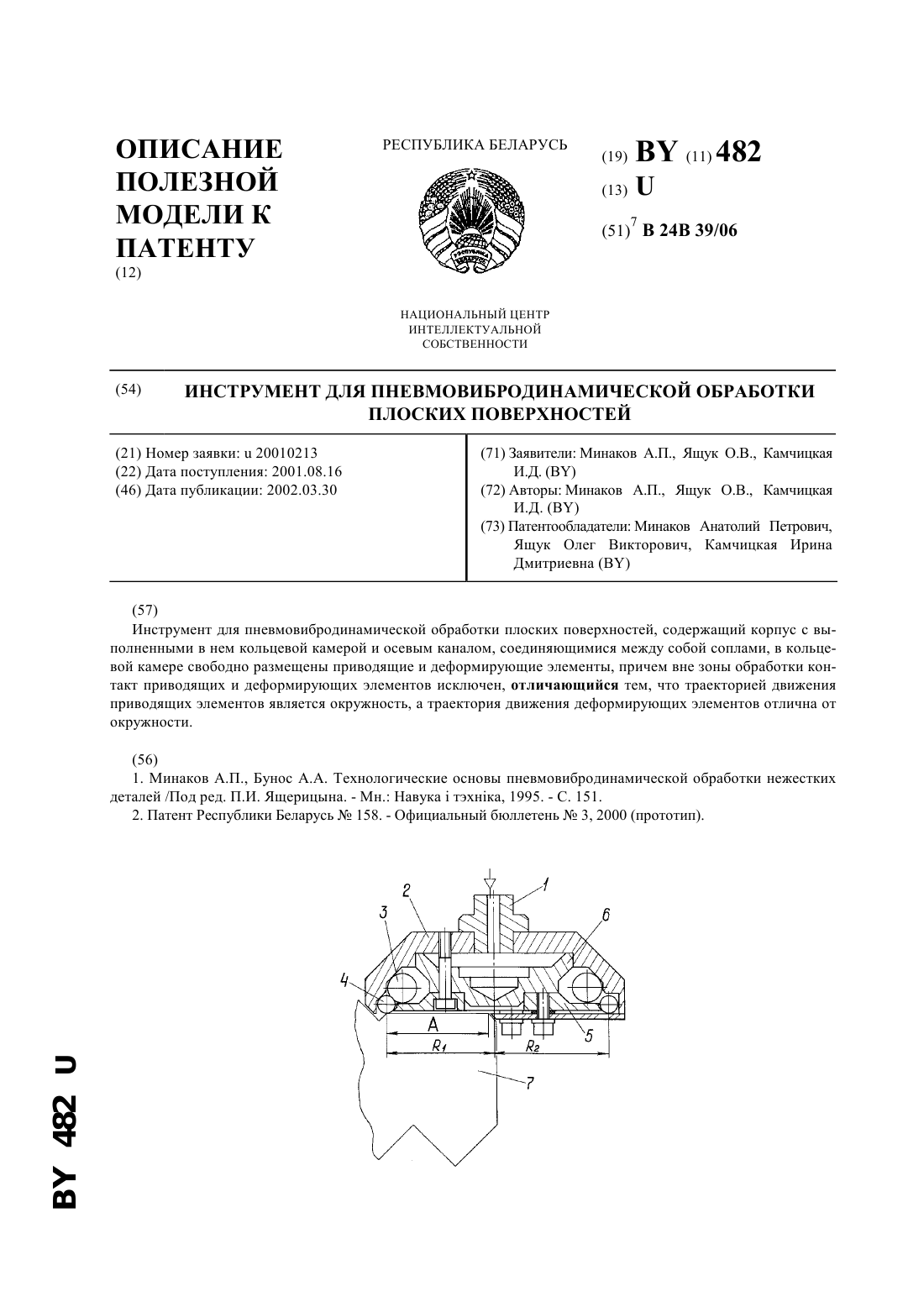
...приводящих элементов перестала быть окружностью. Задачей настоящей полезной модели является повышение качества обработки за счет повышения степени деформационного упрочнения поверхности обрабатываемой заготовки и повышение производительности обработки за счет повышения скорости приводящих элементов. Поставленная задача решается тем, что в инструменте для пневмовибродинамической обработки плоских поверхностей, содержащем корпус с выполненными...
Инструмент для обработки цилиндрических отверстий методом пластической деформации

Номер патента: U 421
Опубликовано: 30.12.2001
Авторы: Антонова Елена Николаевна, Гарлачов Николай Семенович
МПК: B24B 39/02
Метки: инструмент, пластической, обработки, методом, деформации, отверстий, цилиндрических
Текст:
...кольца не обязательны. При обработке же длинных цилиндров из-за неточности их центрирования и изгиба борштанги диски, образующие камеры расширения, трутся об обрабатываемую поверхность, нарушая нормальную работу деформирующих шаров, в результате чего ухудшается качество обработанной поверхности. При наличии центрирующих колец, диаметр которых равен диаметру обрабатываемого отверстия, обеспечивается равномерный зазор между поверхностью...
Устройство для обработки оптических деталей
Номер патента: 414
Опубликовано: 30.03.1995
Авторы: Видмант Ф. В., Трубицин Б. А., Меньшиков Г. Г., Чирков В. М., Крысин О. Г., Горелик В. В.
МПК: B24B 13/06
Метки: оптических, устройство, обработки, деталей
Текст:
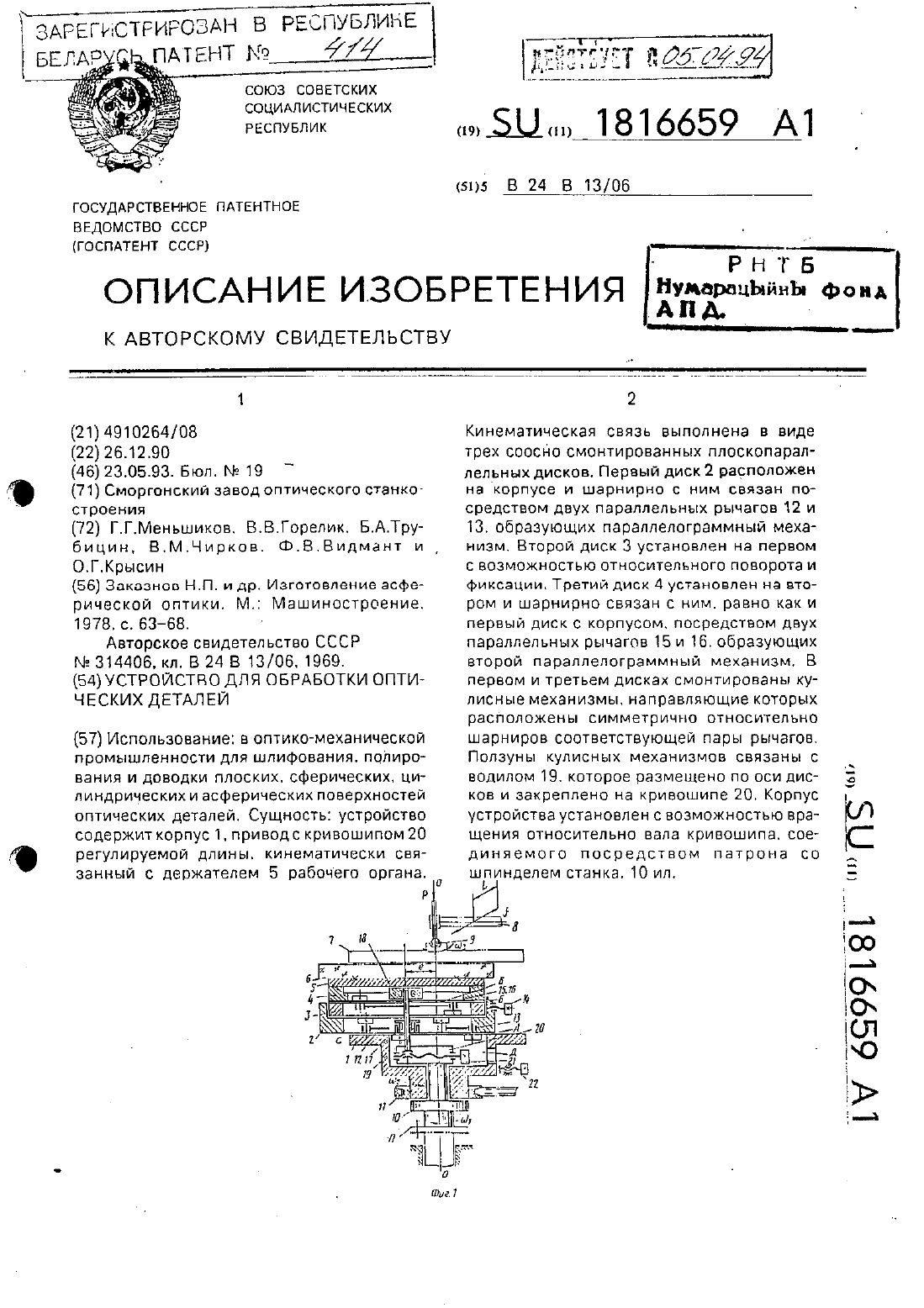
...первый и второй, Таким образом. механизм устройства состоит из двух кулисно-параллелограммных механизмов. установленных на общей вращательной паре.Па раллелограммн ые механизмы служат для преобразования вращательного движения кривошипа 20 в поступательные по двум взаимно перпендикулярным направлениям.кулисные механизмы выполняют функцию приводных соответствующих параллелограммных механизмов.Устройство работает следующим образом.Посредством...
Устройство для токарной обработки нежестких деталей
Номер патента: 3829
Опубликовано: 30.03.2001
Авторы: Маслаков Вячеслав Николаевич, Бурский Вячеслав Александрович, Карпушин Вячеслав Алексеевич
МПК: B23B 1/00, B23Q 15/00
Метки: обработки, нежестких, деталей, токарной, устройство
Текст:
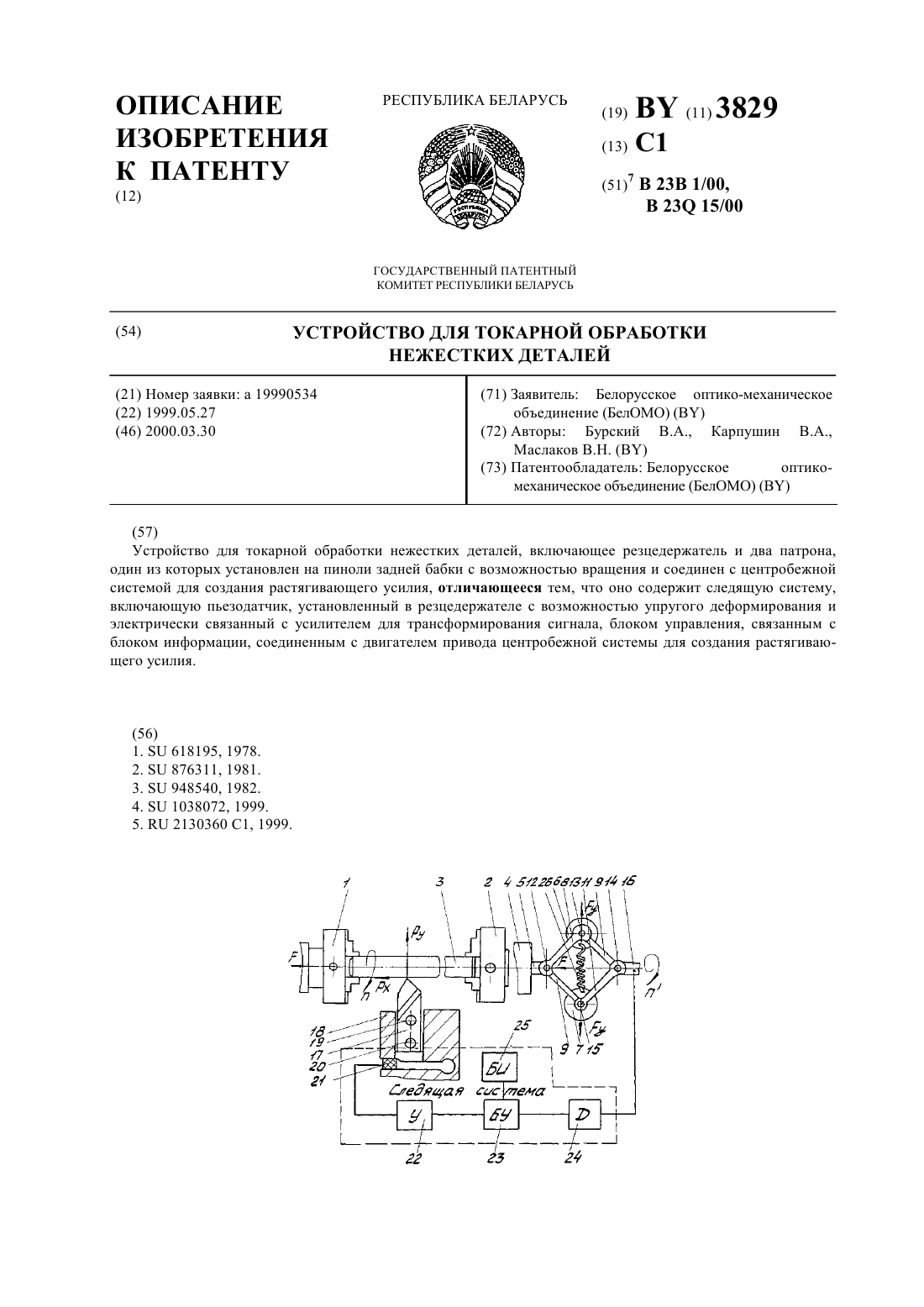
...патрона, один из которых установлен на пиноли задней бабки с возможностью вращения и соединен с центробежной системой для создания растягивающего усилия, устройство содержит следящую систему, включающую пьезодатчик, установленный в резцедержателе с возможностью упругого деформирования и электрически связанный с усилителем для трансформирования сигнала, блоком управления, связанным с блоком информации, соединенным с двигателем привода...
Предыдущий патент: Дверное полотно
Следующий патент: Обнаружитель объектов внутри трубопроводов (варианты)
Случайный патент: Промывочная головка