Способ обработки пазов на торцах деталей
Номер патента: 6063
Опубликовано: 30.03.2004
Авторы: Данилов Виктор Алексеевич, Киселев Руслан Анатольевич
Текст
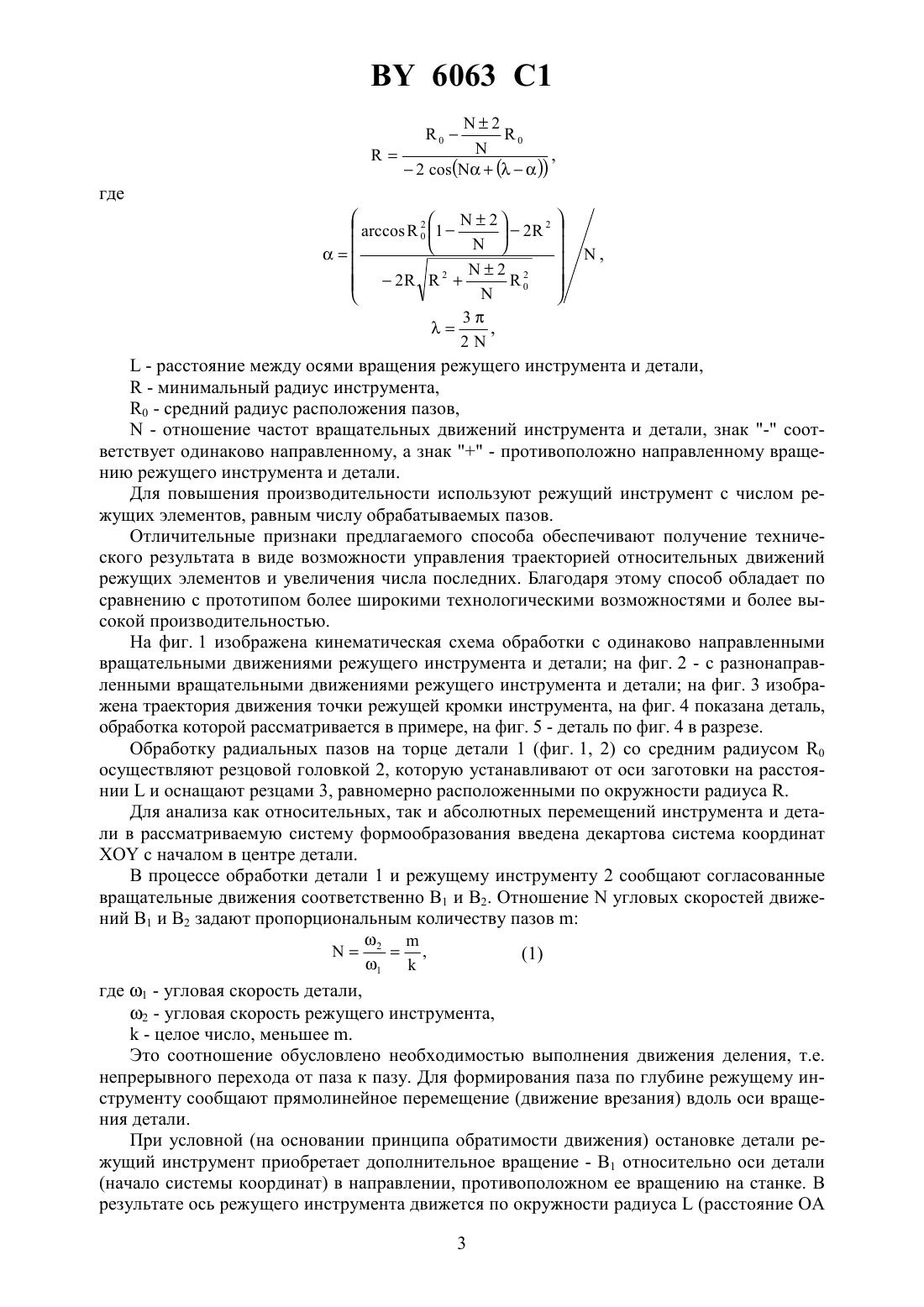
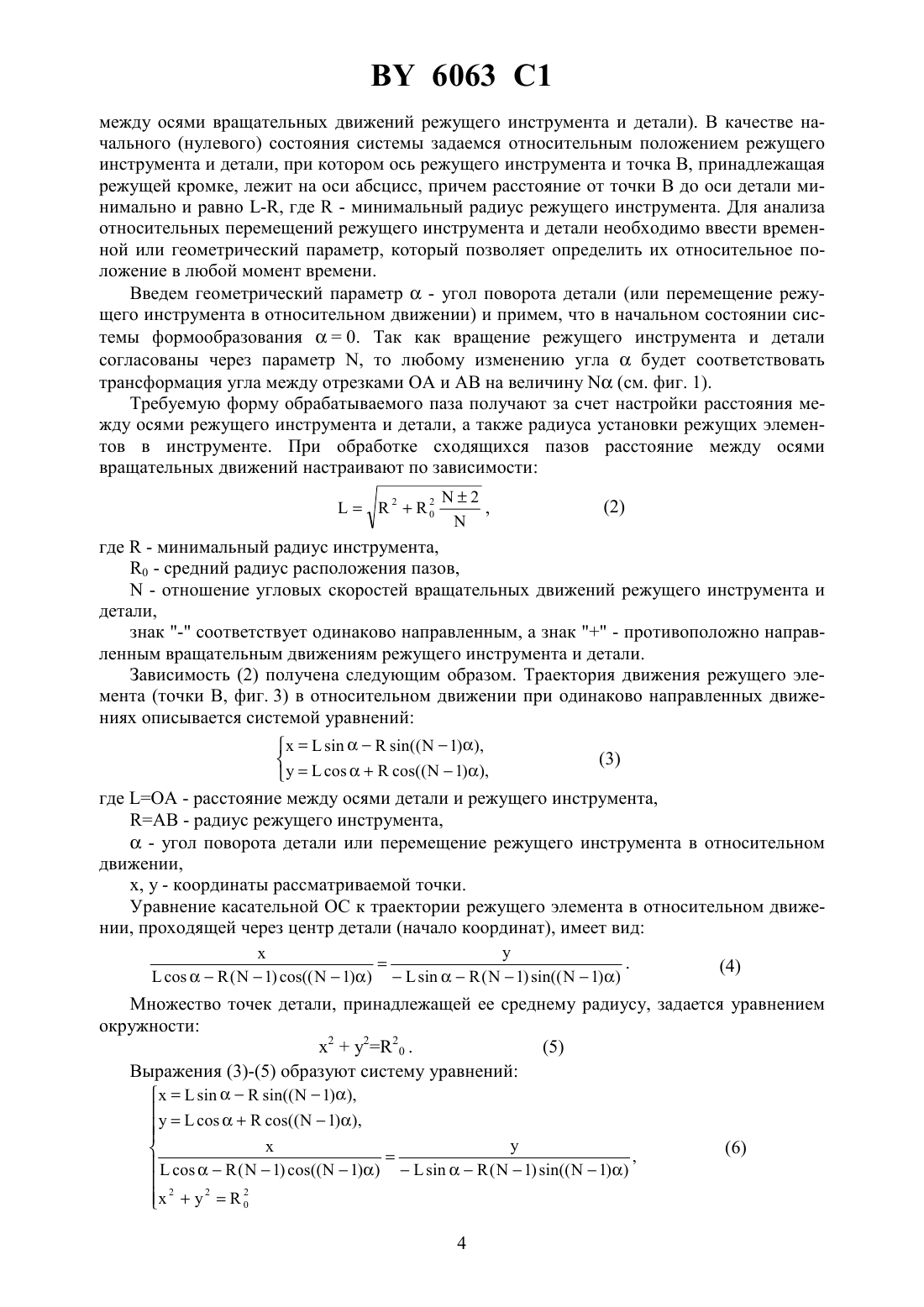
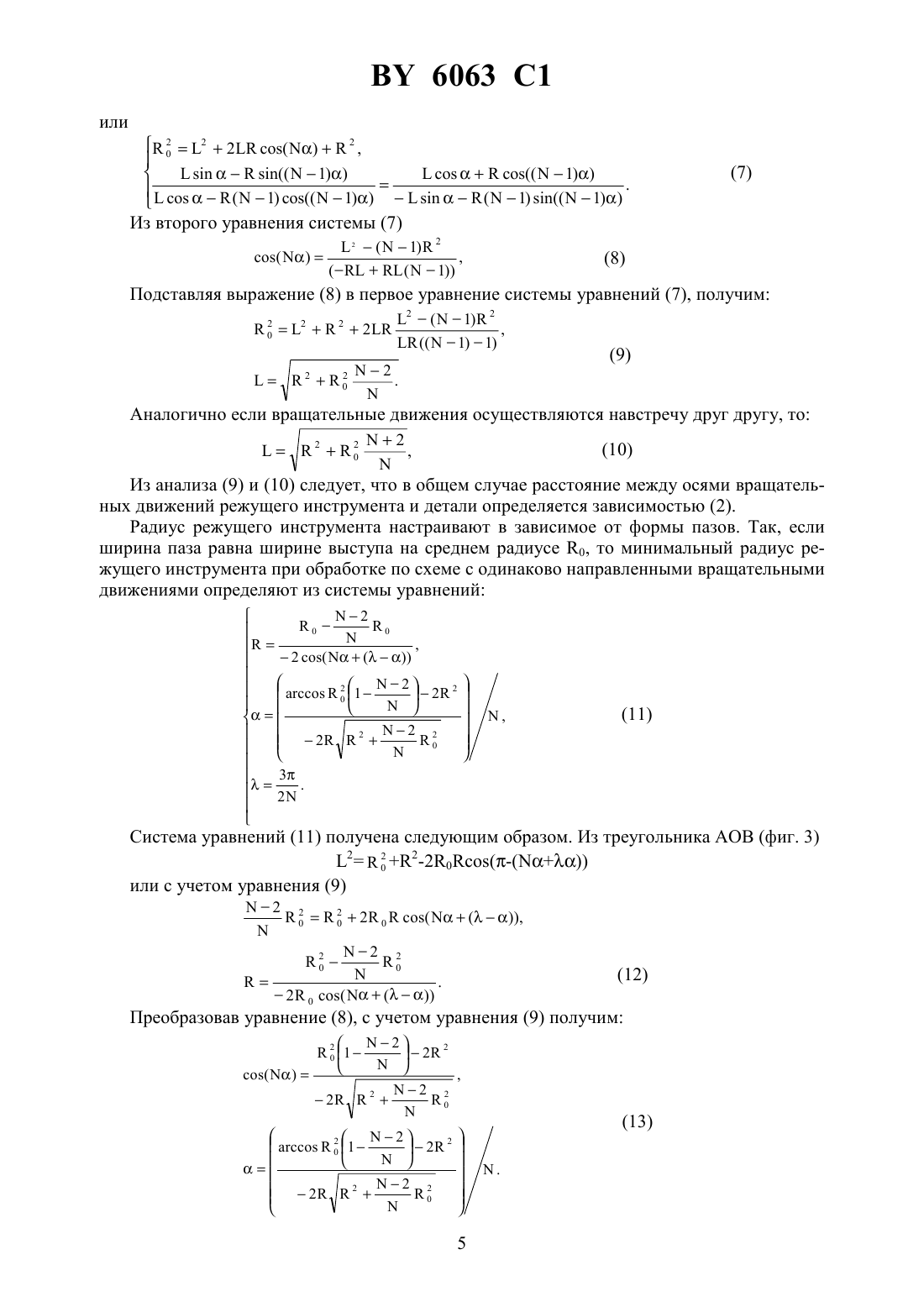
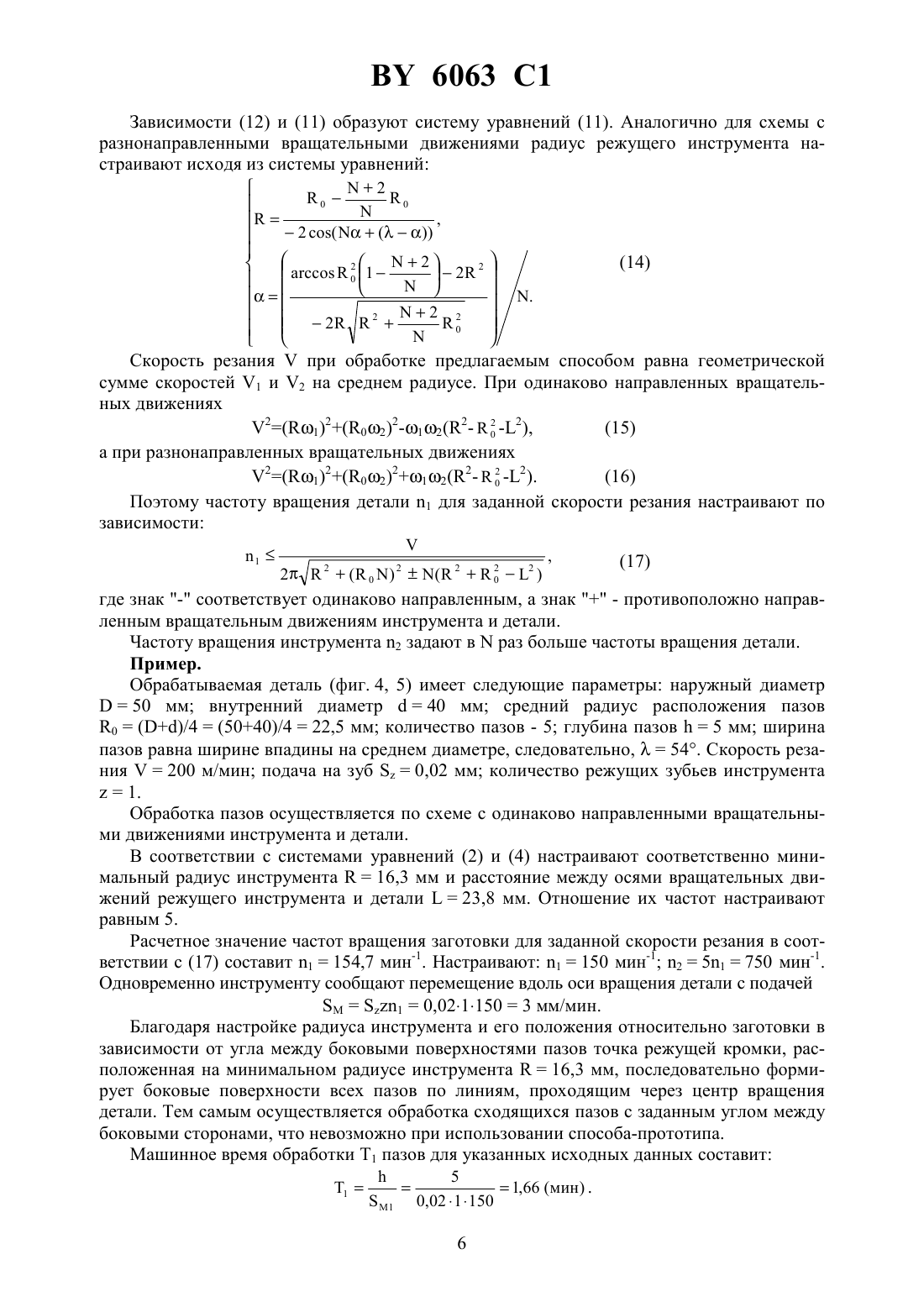
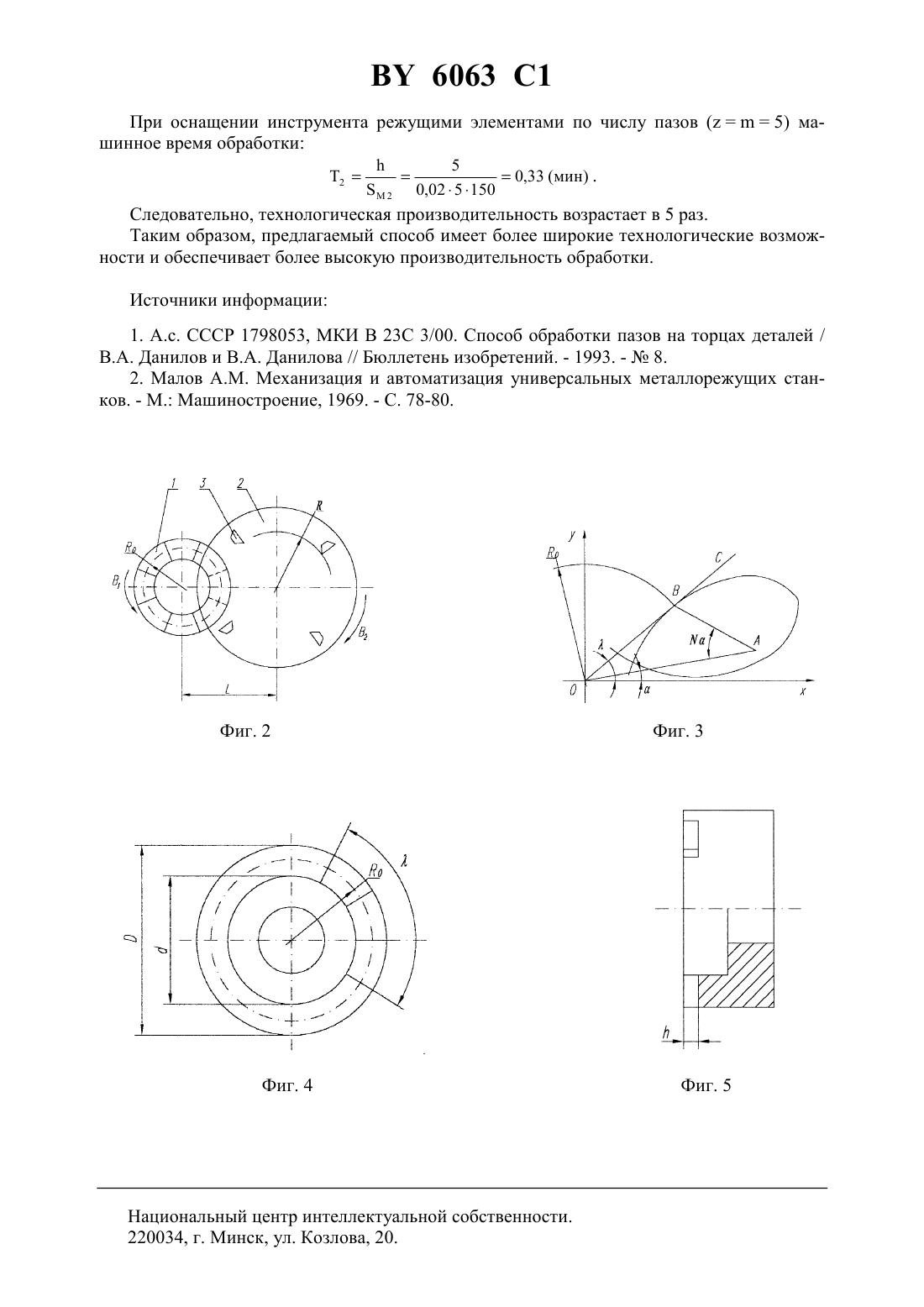
(12) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОБРАБОТКИ ПАЗОВ НА ТОРЦАХ ДЕТАЛЕЙ(71) Заявитель Полоцкий государственный университет(72) Авторы Данилов Виктор Алексеевич Киселев Руслан Анатольевич(73) Патентообладатель Полоцкий государственный университет(57) 1. Способ обработки пазов на торцах деталей, при котором детали и режущему инструменту сообщают согласованное вращение вокруг параллельных осей и относительное движение подачи вдоль оси вращения детали, отличающийся тем, что согласованное вращение детали и режущего инструмента осуществляют в одинаковом или в противоположном направлениях, а расстояние между осями вращения детали и режущего инструмента и радиус режущего инструмента определяют по зависимостям 2,6063 1- расстояние между осями вращения режущего инструмента и детали, - минимальный радиус режущего инструмента,0 - средний радиус расположения пазов, - отношение частот вращения режущего инструмента и детали,знак - соответствует одинаково направленному, а знак- противоположно направленному вращению режущего инструмента и детали. 2. Способ по п. 1, отличающийся тем, что используют режущий инструмент с числом режущих элементов, равным числу обрабатываемых пазов.(56) Малов А.Н. Механизация и автоматизация универсальных металлорежущих станков. М. Машиностроение, 1969. - С. 78-80.1798055 1, 1993.1241589 1, 1989.1180177 1, 1985. Изобретение относится к области обработки резанием и найдет применение в машиностроении при изготовлении различных деталей с парами на торцах, например кулачковых муфт и т.п. Известен способ обработки пазов на торцах деталей 1, согласно которому детали и резцовой головке сообщают согласованные вращательные движения вокруг скрещивающихся осей под прямым углом осей и резцовой головке сообщают в плоскости вращения детали взаимосвязанные поступательное перемещение и поворот, причем поступательное перемещение осуществляют вдоль прямой, пересекающейся с осью вращения детали, а поворот резцовой головки выполняют вокруг оси, перпендикулярной этой прямой и пересекающейся с осью вращения резцовой головки. Недостатком известного способа является то, что он позволяет обрабатывать только детали с пазами, имеющими параллельные боковые грани. Недостатком этого способа является также сложность кинематики и необходимость согласования поступательного перемещения (движения подачи) и поворота инструмента. Известен также способ обработки пазов на торцах деталей, по которому обработку осуществляют резцовой головкой, которой и детали сообщают одинаково направленные согласованные вращательные движения вокруг параллельных осей с отношением частот,равным двум, и относительное движение подачи вдоль оси вращения детали 2. Количество резцов в головке устанавливают в два раза меньше числа обрабатываемых пазов. Недостатком известного способа является то, что количество резцов в головке обусловлено количеством пазов. Это ограничивает производительность и технологические возможности способа. Недостатком этого способа является то, что он позволяет обрабатывать детали только с четным числом пазов, имеющих параллельные грани, что также ограничивает область его применения. Задачей настоящего предложения является расширение технологических возможностей процесса и повышение производительности обработки пазов на торцах деталей. Указанная задача решается за счет того, что детали и режущему инструменту сообщают согласованное вращение вокруг параллельных осей и относительное движение подачи вдоль оси вращения детали, при этом согласованные вращения детали и режущего инструмента осуществляют в одинаковом или противоположном направлениях, а расстояние между осями вращения детали и режущего инструмента и радиус режущего инструмента определяют по зависимостям 220,- расстояние между осями вращения режущего инструмента и детали, - минимальный радиус инструмента,0 - средний радиус расположения пазов, - отношение частот вращательных движений инструмента и детали, знак - соответствует одинаково направленному, а знак- противоположно направленному вращению режущего инструмента и детали. Для повышения производительности используют режущий инструмент с числом режущих элементов, равным числу обрабатываемых пазов. Отличительные признаки предлагаемого способа обеспечивают получение технического результата в виде возможности управления траекторией относительных движений режущих элементов и увеличения числа последних. Благодаря этому способ обладает по сравнению с прототипом более широкими технологическими возможностями и более высокой производительностью. На фиг. 1 изображена кинематическая схема обработки с одинаково направленными вращательными движениями режущего инструмента и детали на фиг. 2 - с разнонаправленными вращательными движениями режущего инструмента и детали на фиг. 3 изображена траектория движения точки режущей кромки инструмента, на фиг. 4 показана деталь,обработка которой рассматривается в примере, на фиг. 5 - деталь по фиг. 4 в разрезе. Обработку радиальных пазов на торце детали 1 (фиг. 1, 2) со средним радиусом 0 осуществляют резцовой головкой 2, которую устанавливают от оси заготовки на расстояниии оснащают резцами 3, равномерно расположенными по окружности радиуса . Для анализа как относительных, так и абсолютных перемещений инструмента и детали в рассматриваемую систему формообразования введена декартова система координатс началом в центре детали. В процессе обработки детали 1 и режущему инструменту 2 сообщают согласованные вращательные движения соответственно 1 и В 2. Отношениеугловых скоростей движений В 1 и В 2 задают пропорциональным количеству пазов где 1 - угловая скорость детали,2 - угловая скорость режущего инструмента, - целое число, меньшее . Это соотношение обусловлено необходимостью выполнения движения деления, т.е. непрерывного перехода от паза к пазу. Для формирования паза по глубине режущему инструменту сообщают прямолинейное перемещение (движение врезания) вдоль оси вращения детали. При условной (на основании принципа обратимости движения) остановке детали режущий инструмент приобретает дополнительное вращение - В 1 относительно оси детали(начало системы координат) в направлении, противоположном ее вращению на станке. В результате ось режущего инструмента движется по окружности радиуса(расстояние ОА 3 6063 1 между осями вращательных движений режущего инструмента и детали). В качестве начального (нулевого) состояния системы задаемся относительным положением режущего инструмента и детали, при котором ось режущего инструмента и точка В, принадлежащая режущей кромке, лежит на оси абсцисс, причем расстояние от точки В до оси детали минимально и равно -, где- минимальный радиус режущего инструмента. Для анализа относительных перемещений режущего инструмента и детали необходимо ввести временной или геометрический параметр, который позволяет определить их относительное положение в любой момент времени. Введем геометрический параметр- угол поворота детали (или перемещение режущего инструмента в относительном движении) и примем, что в начальном состоянии системы формообразования 0. Так как вращение режущего инструмента и детали согласованы через параметр , то любому изменению углабудет соответствовать трансформация угла между отрезками ОА и АВ на величину(см. фиг. 1). Требуемую форму обрабатываемого паза получают за счет настройки расстояния между осями режущего инструмента и детали, а также радиуса установки режущих элементов в инструменте. При обработке сходящихся пазов расстояние между осями вращательных движений настраивают по зависимости 220 где- минимальный радиус инструмента,0 - средний радиус расположения пазов, - отношение угловых скоростей вращательных движений режущего инструмента и детали,знак - соответствует одинаково направленным, а знак- противоположно направленным вращательным движениям режущего инструмента и детали. Зависимость (2) получена следующим образом. Траектория движения режущего элемента (точки В, фиг. 3) в относительном движении при одинаково направленных движениях описывается системой уравнений 1,1,где- расстояние между осями детали и режущего инструмента, - радиус режущего инструмента, - угол поворота детали или перемещение режущего инструмента в относительном движении у - координаты рассматриваемой точки. Уравнение касательной ОС к траектории режущего элемента в относительном движении, проходящей через центр детали (начало координат), имеет вид Множество точек детали, принадлежащей ее среднему радиусу, задается уравнением окружности х 2 у 220 .(5) Выражения (3)-(5) образуют систему уравнений 1,1,Из второго уравнения системы (7) Подставляя выражение (8) в первое уравнение системы уравнений (7), получим 20222 Аналогично если вращательные движения осуществляются навстречу друг другу, то 220 Из анализа (9) и (10) следует, что в общем случае расстояние между осями вращательных движений режущего инструмента и детали определяется зависимостью (2). Радиус режущего инструмента настраивают в зависимое от формы пазов. Так, если ширина паза равна ширине выступа на среднем радиусе 0, то минимальный радиус режущего инструмента при обработке по схеме с одинаково направленными вращательными движениями определяют из системы уравнений 2 Система уравнений (11) получена следующим образом. Из треугольника АОВ (фиг. 3) 2 20 2-20(-( или с учетом уравнения (9) 2 2 2002 0((, 2 2 2 00 6063 1 Зависимости (12) и (11) образуют систему уравнений (11). Аналогично для схемы с разнонаправленными вращательными движениями радиус режущего инструмента настраивают исходя из системы уравнений 2 Скорость резанияпри обработке предлагаемым способом равна геометрической сумме скоростей 1 и 2 на среднем радиусе. При одинаково направленных вращательных движениях 2 2(1)2(02)2-12(2-0 -2),(15) а при разнонаправленных вращательных движениях 2 2(1)2(02)212(2-0 -2).(16) Поэтому частоту вращения детали 1 для заданной скорости резания настраивают по зависимости 1 где знак - соответствует одинаково направленным, а знак- противоположно направленным вращательным движениям инструмента и детали. Частоту вращения инструмента 2 задают враз больше частоты вращения детали. Пример. Обрабатываемая деталь (фиг. 4, 5) имеет следующие параметры наружный диаметр 50 мм внутренний диаметр 40 мм средний радиус расположения пазов 0/4(5040)/422,5 мм количество пазов - 5 глубина пазов 5 мм ширина пазов равна ширине впадины на среднем диаметре, следовательно,54. Скорость резания 200 м/мин подача на зуб 0,02 мм количество режущих зубьев инструмента 1. Обработка пазов осуществляется по схеме с одинаково направленными вращательными движениями инструмента и детали. В соответствии с системами уравнений (2) и (4) настраивают соответственно минимальный радиус инструмента 16,3 мм и расстояние между осями вращательных движений режущего инструмента и детали 23,8 мм. Отношение их частот настраивают равным 5. Расчетное значение частот вращения заготовки для заданной скорости резания в соответствии с (17) составит 1154,7 мин-1. Настраивают 1150 мин-1 251750 мин-1. Одновременно инструменту сообщают перемещение вдоль оси вращения детали с подачей 10,0211503 мм/мин. Благодаря настройке радиуса инструмента и его положения относительно заготовки в зависимости от угла между боковыми поверхностями пазов точка режущей кромки, расположенная на минимальном радиусе инструмента 16,3 мм, последовательно формирует боковые поверхности всех пазов по линиям, проходящим через центр вращения детали. Тем самым осуществляется обработка сходящихся пазов с заданным углом между боковыми сторонами, что невозможно при использовании способа-прототипа. Машинное время обработки 1 пазов для указанных исходных данных составит 1 6063 1 При оснащении инструмента режущими элементами по числу пазов (5) машинное время обработки 2 Следовательно, технологическая производительность возрастает в 5 раз. Таким образом, предлагаемый способ имеет более широкие технологические возможности и обеспечивает более высокую производительность обработки. Источники информации 1. А.с. СССР 1798053, МКИ В 23 С 3/00. Способ обработки пазов на торцах деталей / В.А. Данилов и В.А. Данилова // Бюллетень изобретений. - 1993. -8. 2. Малов Механизация и автоматизация универсальных металлорежущих станков. - М. Машиностроение, 1969. - С. 78-80. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: B23C 3/28
Метки: деталей, пазов, способ, торцах, обработки
Код ссылки
<a href="https://by.patents.su/7-6063-sposob-obrabotki-pazov-na-torcah-detalejj.html" rel="bookmark" title="База патентов Беларуси">Способ обработки пазов на торцах деталей</a>
Инструмент для обработки пазов на торцах деталей
Номер патента: U 553
Опубликовано: 30.06.2002
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: обработки, торцах, деталей, инструмент, пазов
Текст:
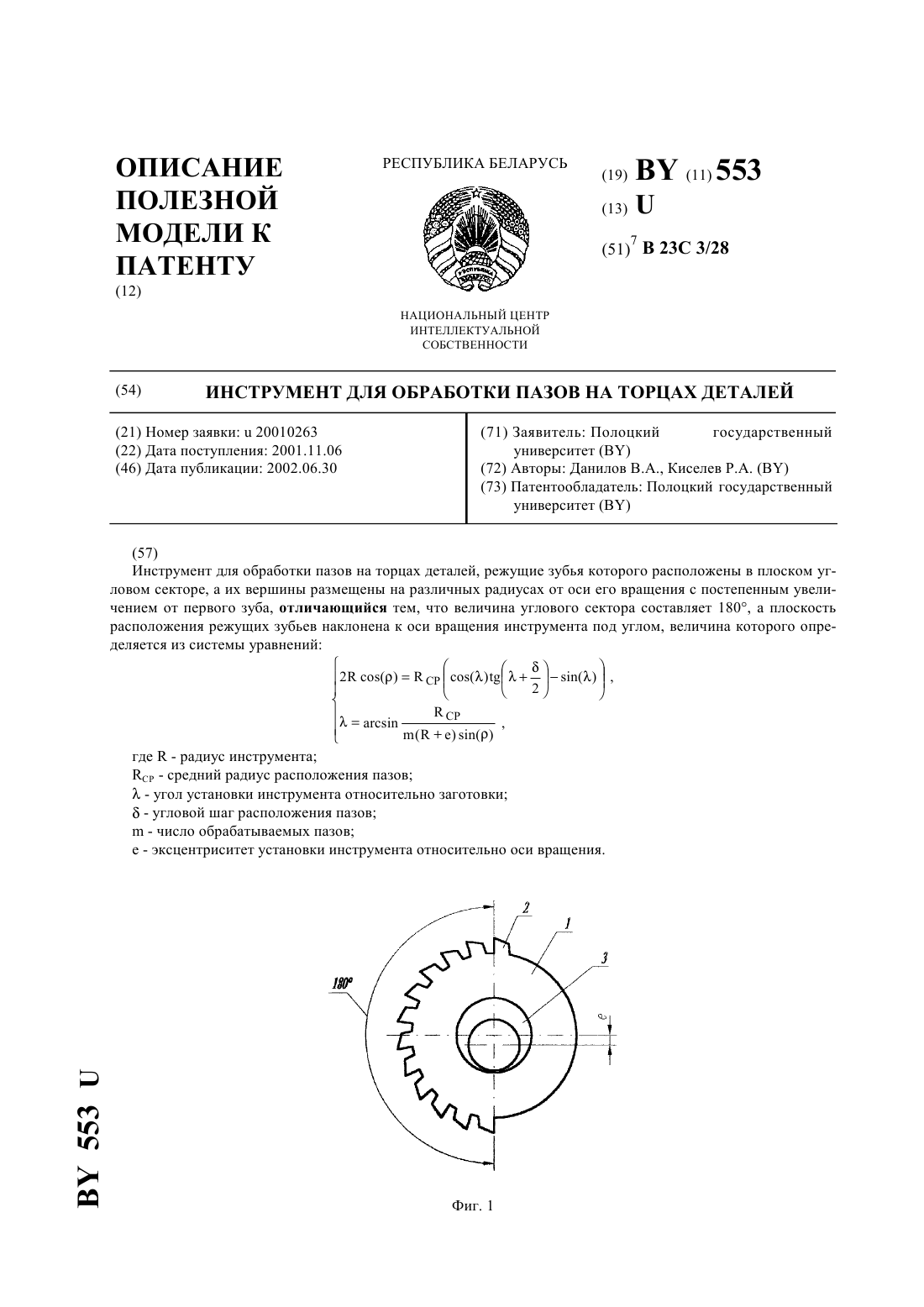
...а именно тем, что величина углового сектора, в котором находятся режущие элементы, составляет 180 взаиморасположением элементов, а именно тем, что плоскость расположения режущих элементов установлена под углом к оси вращения инструмента. Отличительные признаки полезной модели обеспечивают получение технического результата в виде повышенной производительности и упрощения реализации. Указанный эффект достигается за счет того, что конструкция...
Способ формирования пазов на торце детали
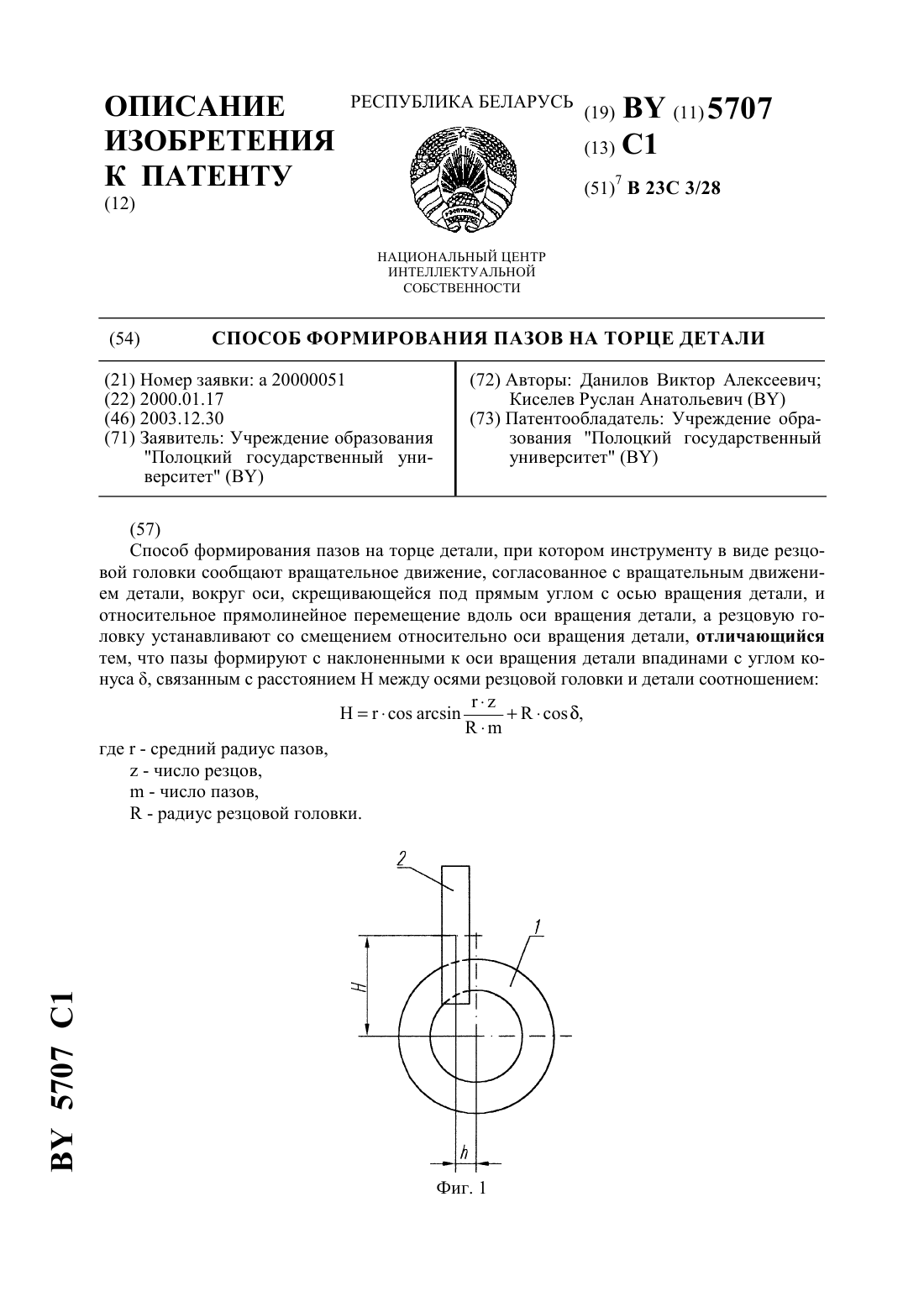
Номер патента: 5707
Опубликовано: 30.12.2003
Авторы: Киселев Руслан Анатольевич, Данилов Виктор Алексеевич
МПК: B23C 3/28
Метки: детали, торце, пазов, формирования, способ
Текст:
...относительной установки инструмента и детали. Отличительные признаки предлагаемого способа обеспечивают получение технического результата в виде возможности формирования пазов с наклоненными к оси вращения заготовки впадинами, вследствие изменения траектории движения инструмента относительно заготовки. На фиг. 1 изображена схема установки инструмента относительно детали на фиг. 2 кинематическая схема формирования пазов на фиг. 3 показана...
Способ обработки наружных поверхностей деталей машин
Номер патента: 5643
Опубликовано: 30.12.2003
Авторы: Угодников Андрей Валерьевич, Клубович Владимир Владимирович, Олехнович Валентин Станиславович, Сакевич Валерий Николаевич, Булавин Владимир Алексеевич
МПК: B24B 39/00
Метки: машин, деталей, способ, обработки, наружных, поверхностей
Текст:
...имеющие отверстия типа маслоподающих отверстий на шейках коленчатых валов. Осуществляя подачу цилиндрического инструмента вдоль образующей детали в одном направлении до конца обрабатываемого участка, а затем в противоположном, не меняя направления вращения детали, тем самым наносим ромбовидньй микрорельеф. Таким образом, для повышения износостойкости трущихся деталей в известном способе обработки наружных поверхностей деталей машин...
Способ обработки свободным абразивом деталей с прецизионными цилиндрическими поверхностями
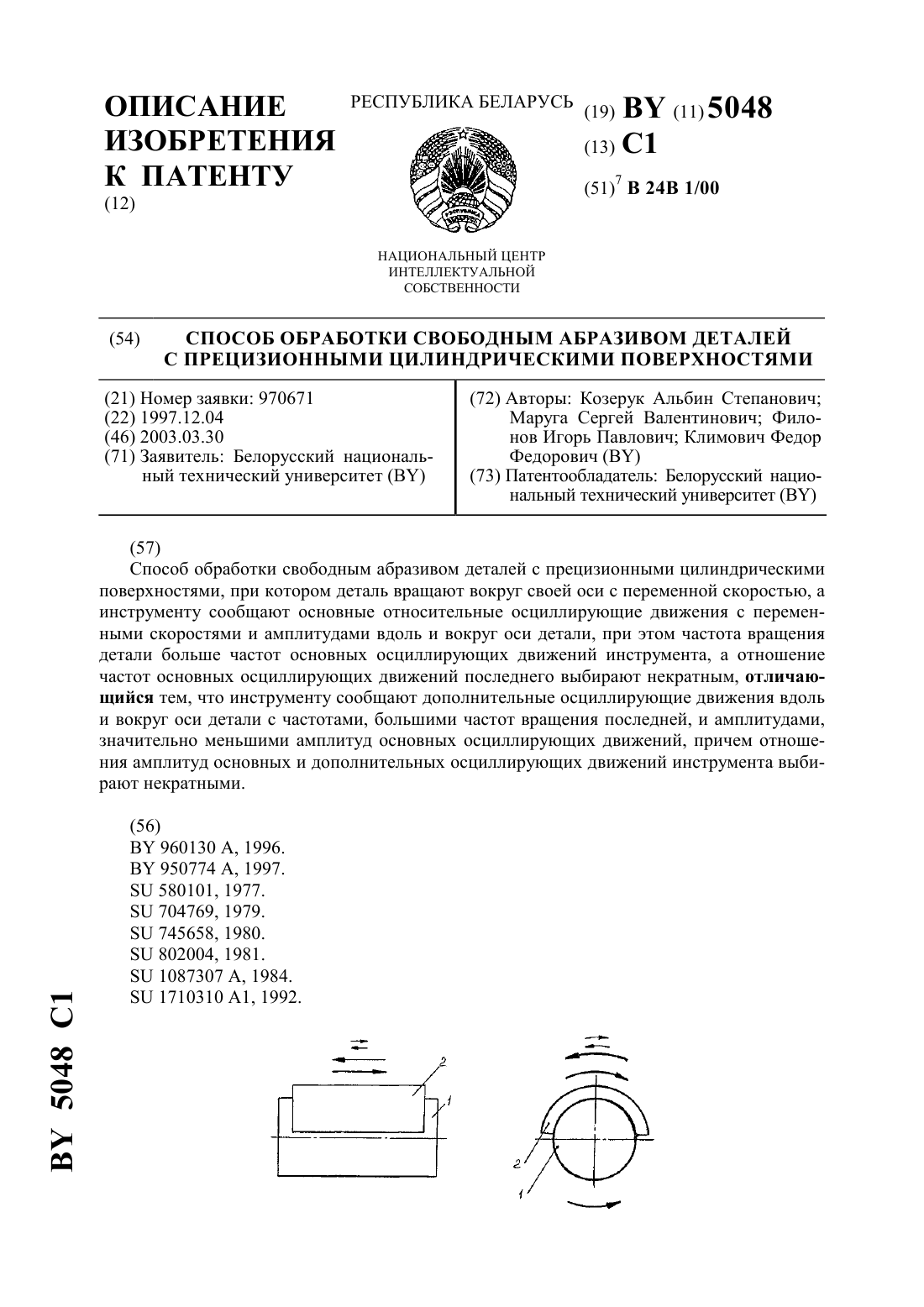
Номер патента: 5048
Опубликовано: 30.03.2003
Авторы: Филонов Игорь Павлович, Козерук Альбин Степанович, Климович Федор Федорович, Маруга Сергей Валентинович
МПК: B24B 1/00
Метки: обработки, цилиндрическими, поверхностями, способ, свободным, абразивом, деталей, прецизионными
Текст:
...оси симметрии детали и дополнительные, параллельные первым двум. При этом дополнительные осцилляции инструмента осуществляют с амплитудами, значительно меньшими амплитуд его основных движений, и частотами, превышающими частоту вращения детали. Величину амплитуд основных и дополнительных перемещений инструмента назначают в зависимости от распределения припуска по длине обрабатываемой поверхности, а их отношение выбирают некратным. Способ...
Устройство для токарной обработки нежестких деталей
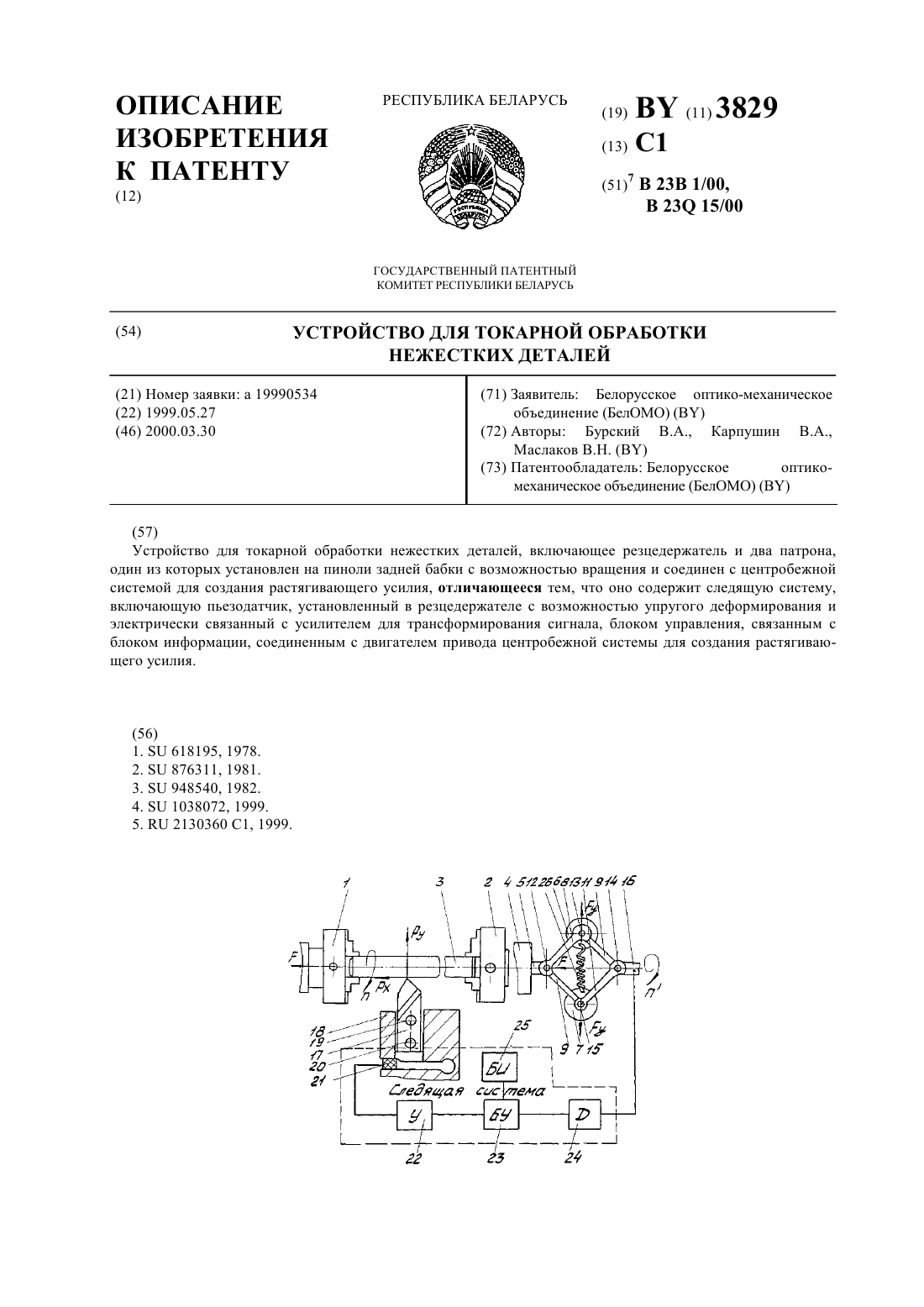
Номер патента: 3829
Опубликовано: 30.03.2001
Авторы: Бурский Вячеслав Александрович, Карпушин Вячеслав Алексеевич, Маслаков Вячеслав Николаевич
МПК: B23B 1/00, B23Q 15/00
Метки: токарной, деталей, обработки, устройство, нежестких
Текст:
...патрона, один из которых установлен на пиноли задней бабки с возможностью вращения и соединен с центробежной системой для создания растягивающего усилия, устройство содержит следящую систему, включающую пьезодатчик, установленный в резцедержателе с возможностью упругого деформирования и электрически связанный с усилителем для трансформирования сигнала, блоком управления, связанным с блоком информации, соединенным с двигателем привода...