Способ и устройство для смазки и охлаждения режущего лезвия инструмента и/или заготовки в процессе обработки металлов резанием
Текст
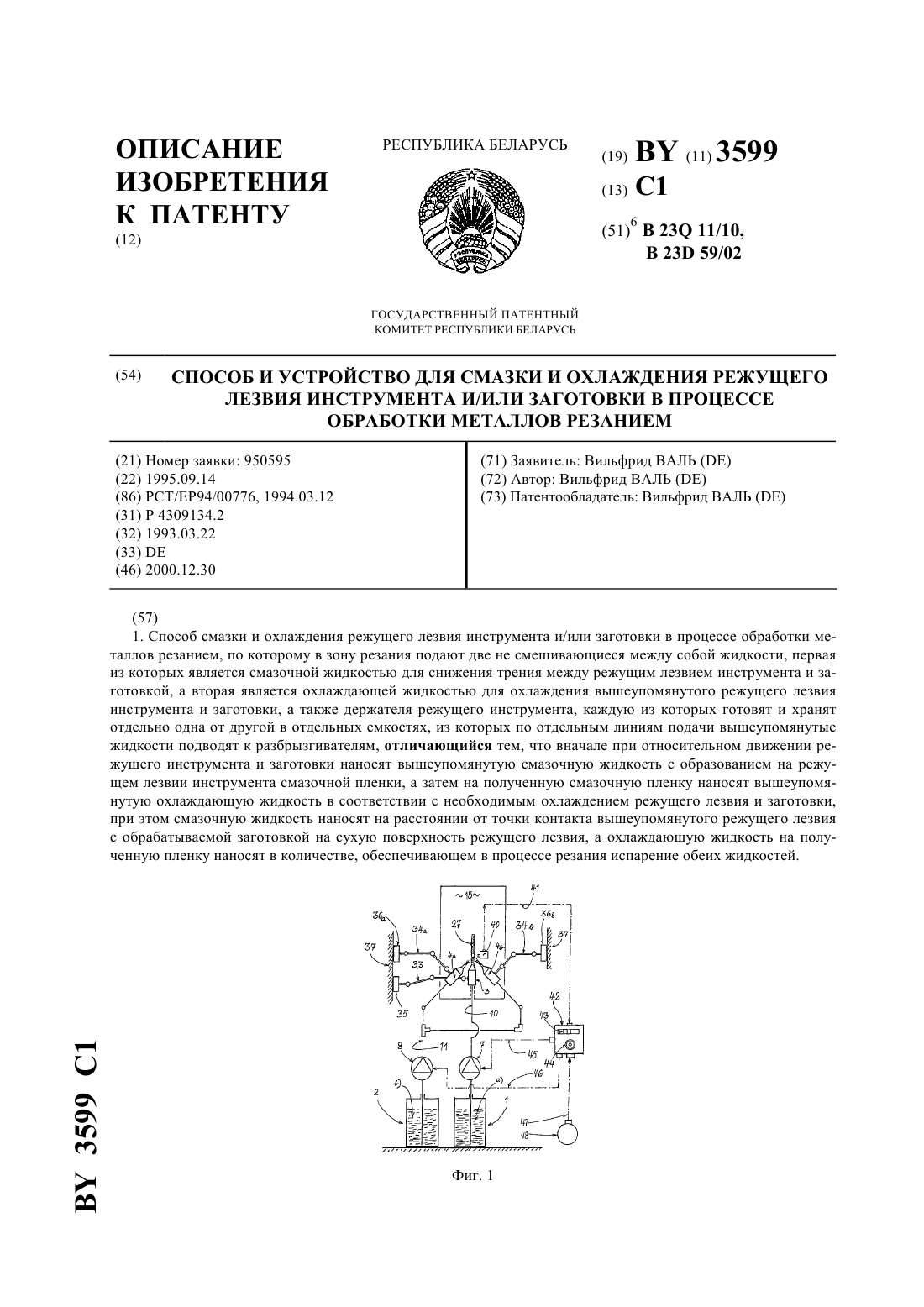
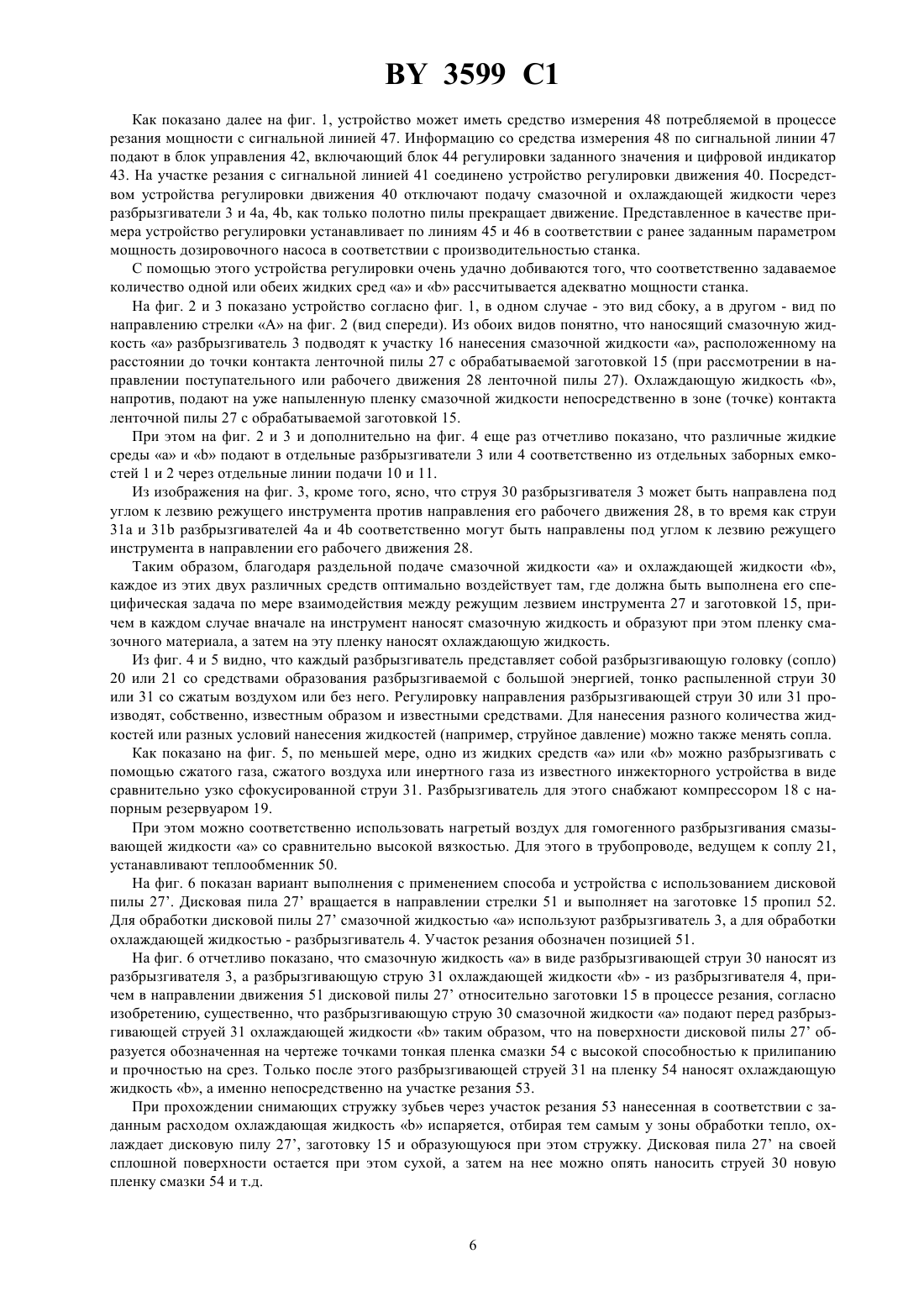
23 59/02 ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ СПОСОБ И УСТРОЙСТВО ДЛЯ СМАЗКИ И ОХЛАЖДЕНИЯ РЕЖУЩЕГО ЛЕЗВИЯ ИНСТРУМЕНТА И/ИЛИ ЗАГОТОВКИ В ПРОЦЕССЕ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ(57) 1. Способ смазки и охлаждения режущего лезвия инструмента и/или заготовки в процессе обработки металлов резанием, по которому в зону резания подают две не смешивающиеся между собой жидкости, первая из которых является смазочной жидкостью для снижения трения между режущим лезвием инструмента и заготовкой, а вторая является охлаждающей жидкостью для охлаждения вышеупомянутого режущего лезвия инструмента и заготовки, а также держателя режущего инструмента, каждую из которых готовят и хранят отдельно одна от другой в отдельных емкостях, из которых по отдельным линиям подачи вышеупомянутые жидкости подводят к разбрызгивателям, отличающийся тем, что вначале при относительном движении режущего инструмента и заготовки наносят вышеупомянутую смазочную жидкость с образованием на режущем лезвии инструмента смазочной пленки, а затем на полученную смазочную пленку наносят вышеупомянутую охлаждающую жидкость в соответствии с необходимым охлаждением режущего лезвия и заготовки,при этом смазочную жидкость наносят на расстоянии от точки контакта вышеупомянутого режущего лезвия с обрабатываемой заготовкой на сухую поверхность режущего лезвия, а охлаждающую жидкость на полученную пленку наносят в количестве, обеспечивающем в процессе резания испарение обеих жидкостей. 3599 1 2. Способ по п. 1, отличающийся тем, что смазочную жидкость наносят в количестве, соразмерном расходу в процессе работы, таким образом, что не остается ее избыточного количества, вследствие чего не требуется рециркуляция или повторная подготовка. 3. Способ по п. 1 или 2, отличающийся тем, что при движущемся относительно заготовки режущем инструменте смазочную жидкость наносят перед участком резания, а охлаждающую жидкость - непосредственно на участке резания. 4. Способ по любому из пп. 1-3, отличающийся тем, что смазочную жидкость наносят в виде гомогенного аэрозоля направленной разбрызгивающей струей с образованием очень тонкой пленки с высокой способностью прилипания граничной поверхности и прочностью на сдвиг при толщине в пределах 10-150 мк. 5. Способ по п. 4, отличающийся тем, что смазочную жидкость разбрызгивают до аэрозольной струи с помощью нагретого сжатого воздуха. 6. Способ по любому из пп. 1-5, отличающийся тем, что в качестве смазочной жидкости преимущественно используют жидкость без минерального масла, которая содержит сложные эфиры жирных кислот,присадки, а также присадки для термической стабилизации и/или присадки для механической стабилизации и соответственно присадки с содержанием твердых веществ в виде графита или сульфида молибдена. 7. Способ по любому из пп. 1-6, отличающийся тем, что вышеупомянутая охлаждающая жидкость включает по меньшей мере один агент для уменьшения поверхностного натяжения, причем вышеупомянутый агент выбирается из группы, включающей поверхностно-активные вещества (ПАВ), мыла для смазывающе-охлаждающей эмульсии, многоатомные спирты и их производные. 8. Устройство для смазки и охлаждения режущего лезвия инструмента и/или заготовки в процессе обработки металлов резанием, включающее емкость для хранения смазочной жидкости, по меньшей мере одно устройство для подачи смазочной жидкости из указанной емкости к соответствующему разбрызгивателю,содержащее первый насос-дозатор и соответствующую линию подачи, емкость для хранения охлаждающей жидкости, по меньшей мере одно устройство для подачи охлаждающей жидкости к соответствующему разбрызгивателю, содержащее второй насос-дозатор и соответствующую линию подачи, отличающееся тем,что разбрызгиватели расположены на разном расстоянии от зоны резания, при этом разбрызгиватель смазочной жидкости расположен на большем расстоянии от зоны резания при рассмотрении в направлении относительно движения резания, чем разбрызгиватель охлаждающей жидкости, причем оно снабжено блоком управления для регулирования количества жидкости, подаваемой вышеупомянутыми первым и вторым насосами-дозаторами, средством измерения потребляемой в процессе резания мощности и сигнальной линией, соединяющей вышеупомянутое средство измерения мощности и вышеупомянутый блок управления для регулирования подаваемых жидкостей в зависимости от потребляемой мощности. 9. Устройство по п. 8, отличающееся тем, что упомянутое по меньшей мере одно устройство для подачи охлаждающей жидкости содержит два разбрызгивателя, установленных так, что позволяют наносить указанную жидкость на противоположные стороны режущего лезвия инструмента. Изобретение относится к способу и устройству для смазки и охлаждения режущих лезвий инструмента и/или заготовки в процессе обработки металлов резанием, причем на режущие лезвия инструмента и/или заготовку подают, по меньшей мере, две различные, не смешивающиеся одна с другой жидкости. При этом используют, по меньшей мере, жидкость для снижения трения между резцом и заготовкой или стружкой и жидкость для охлаждения режущих лезвий инструмента, заготовок, держателя инструмента, а при необходимости и стружки, каждую из двух жидкостей содержат отдельно друг от друга в соответствующих емкостях и подают из соответствующей емкости через отдельную линию подачи к разбрызгивателю и от него к обрабатываемой заготовке или режущему лезвию применяемого инструмента. Жидкости для режущих инструментов должны охлаждать режущее лезвие инструмента (повышение его стойкости и скорости резания), смазывать элементы металлообработки (улучшение формы поверхности) и смывать снятую стружку. Путем охлаждения при одинаковой скорости резания может быть продлен срок службы инструмента или при одинаковом сроке службы режущего лезвия инструмента повышена скорость обработки в среднем до 40 . Жидкости для режущего инструмента, наряду с повышенным эффектом смазки и способностью охлаждения, должны обладать низкой вязкостью, защищать инструмент от ржавления, по возможности быть прозрачными, чтобы можно было наблюдать процесс обработки, и не должны в процессе 3599 1 обработки изменяться, осмаливаться или сгущаться, пениться или просто терять свои качества и, наконец,оказывать вредное влияние на организм человека. В качестве жидкостей для режущих инструментов применяются различные эмульсии типа масла в воде. Однако они не обеспечивают оптимально необходимых эффектов смазки и охлаждения. В зависимости от качества эмульсии отдельные частицы масла составляют несколько микрон в пределах водной фазы и при попадании на резец они не в состоянии сразу образовать прилипающую смазочную пленку с высокой способностью к сцеплению и прочностью на срез. Эффект смазки при этом значительно уменьшается эмульгирующими вспомогательными средствами, такими, как тилоза и подобными или поверхностно-активными веществами, мылами и т.п. К тому же жидкости органического происхождения с особенно высоким эффектом смазки трудно эмульгируются, из-за чего для производства стабильных эмульсий используют, по меньшей мере, масла со сравнительно малым эффектом смазки. Однако применение жидкости для режущего инструмента в фазе эмульсии влечет за собой значительное снижение эффекта охлаждения, так как масляная составляющая по сравнению с водной составляющей имеет значительно более высокую температуру испарения и пониженную теплоту испарения. К тому же каждая эмульсия подвержена бактериальному разложению и вследствие различного использования обеих составляющих вода/масло изменяет свою консистенцию и тем самым свой специфический эффект. Известны способ и устройство раздельной подачи дозируемых малых объемов жидкостей, захваченных газом, к обрабатываемой детали, исключающие избыточный расход 1. Однако описанная система достаточна сложна и неудобна для использования. Кроме того, после нанесения с использованием данных способа и устройства смазочной и охлаждающей жидкости на поверхности лезвия режущего инструмента и заготовки в процессе обработки металла резанием жидкости не испарялись полностью и оставались на инструменте,металлической заготовке и на металлической стружке, что требовало дополнительных расходов на последующую очистку инструмента и заготовки. Описанные способ и устройство также не предполагали нанесение жидкости с высокой степенью вязкости. Известны способ и устройство смазки и охлаждения лезвий режущего инструмента и металлической заготовки при обработке последней на пильном станке 2. В описанном способе дозировано разбрызгивают жидкости, в частности смазочную суспензию. Она разбрызгивается с помощью сопла в интервалах с высокой частотой под высоким давлением. При этом используется смазочная суспензия, в частности высокотемпературная, содержащая в основном графит, а также полимеры и вспомогательные вещества, такие, как суспендированные в воде стабилизаторы. Способ требует очень высоких затрат на энергию и оборудование и не устраняет необходимость последующей очистки инструмента и заготовки от остатков нанесенных жидкостей. Наиболее близким к заявляемым являются способ смазки и устройство с системой смазки для дисковых пил 3, в соответствии с которыми обе жидкости, смазочную и охлаждающую, готовят и хранят в отдельных емкостях, из которых подают эти жидкости по отдельным линиям и наносят на обрабатываемую заготовку или на лезвие режущего инструмента отдельными органами для нанесения (сначала смазочную, а затем на образовавшуюся смазочную пленку - охлаждающую жидкость). При этом смазочная жидкость подается в определенном количестве, необходимом для проведения рабочего процесса, что исключает ее перерасход. При нанесении смазочной жидкости образуется пленка толщиной, примерно, от 25 до 80 мкм. Однако в описанном способе не рассматривается возможность нанесения при помощи описанного устройства смазочной жидкости с высокой вязкостью, содержащей различные присадки. Кроме того, в процессе обработки металлической заготовки описанный способ не обеспечивал полное испарение нанесенных жидкостей, что требовало последующей очистки заготовки и инструмента. Исходя из известного уровня техники, в основу изобретения положена задача разработать способ, а также устройство для смазки и охлаждения режущего лезвия инструмента и/или заготовки в процессе обработки металлов резанием, благодаря которым достигается значительное повышение эффекта смазки и охлаждения по сравнению с соответствующим действием известных способов и устройств. Кроме того, применение этих способа и устройства обеспечивает снижение расхода материалов, энергии и увеличение срока службы оборудования. Вследствие улучшения эффекта смазки и охлаждения должен значительно увеличиться срок службы режущего инструмента при одновременном повышении скорости резания и должно быть улучшено качество обрабатываемых поверхностей. Решение поставленной задачи осуществляют в способе для смазки и охлаждения режущего лезвия инструмента и/или заготовки в процессе обработки металлов резанием, согласно которому в зону резания подают две несмешивающиеся между собой жидкости, первая из которых является смазочной жидкостью для снижения трения между режущим лезвием инструмента и заготовкой, а вторая является охлаждающей жидкостью для охлаждения вышеупомянутого режущего лезвия инструмента и заготовки, а также держателя режущего инструмента, каждую из которых готовят и хранят отдельно одна от другой в отдельных емкостях,3 3599 1 из которых по отдельным линиям подачи вышеупомянутые жидкости подводят к разбрызгивателям, причем вначале при относительном движении режущего инструмента и заготовки наносят вышеупомянутую смазочную жидкость с образованием на режущем лезвии инструмента смазочной пленки, а затем на смазочную пленку наносят вышеупомянутую охлаждающую жидкость в соответствии с необходимым охлаждением режущего лезвия и заготовки, при этом смазочную жидкость наносят на расстоянии от точки контакта вышеупомянутого режущего лезвия с обрабатываемой заготовкой на сухую поверхность режущего лезвия, а охлаждающую жидкость на полученную пленку наносят в количестве, обеспечивающем в процессе резания испарение обоих жидкостей. При использовании данного способа в процессах обработки металлов резанием возникает целый ряд неожиданных преимуществ. Путем раздельного нанесения жидкости для смазки и охлаждения на отдельные участки режущего инструмента и благодаря образованию жидкой смазывающей пленки с очень высокой способностью к прилипанию и прочностью на срез, которая таким образом образуется на инструменте или его режущем лезвии, добиваются того, что при трении с заготовкой, режущим инструментом и стружкой, пониженном вследствие значительно лучшего эффекта смазки, возникает меньше тепла трения. Поэтому при более благоприятных условиях охлаждения одновременно улучшается качество обрабатываемых поверхностей, снижается потребность в энергообеспечении обрабатывающего станка, значительно повышается срок службы инструмента и все это вместе со значительно увеличенной скоростью резания. При сравнимых условиях обработки и аналогичном материале достигается повышение срока службы и скорости обработки в пределах коэффициентов от 2 до 5, а в некоторых случаях до 10. Осуществление способа предусматривает, что смазочную жидкость (текучую среду) наносят в количестве, соразмерном расходу в процессе работы, таким образом, что исключается нанесение избыточного количества смазочного средства и вследствие этого не требуется рециркуляция смазочного средства или повторная подготовка смазки. Это позволяет экономить необходимые для рециркуляции смазочного средства материальные ресурсы и энергию и устанавливать минимальный расход смазочного материала при оптимальном эффекте смазки. Кроме того, изделия, а также стружка остаются чистыми и для дальнейшего производства не нуждаются в дорогостоящей очистке, чистыми остаются также рабочее место (станок) и окружающая среда. Одна из форм выполнения изобретения предусматривает, что при распиловке с помощью круглого или ленточного пильного полотна охлаждающую жидкость подают в соответствии с требующимся охлаждением заготовки или полотна пилы в таком расчетном количестве, чтобы она в процессе обработки спонтанно испарялась, так что отдельно наносимую смазочную жидкость при разбрызгивании на участок пильного полотна можно подавать в просвет перед участком резания на свободную от охлаждавшей жидкости сухую поверхность полотна с образованием пленки смазочного материала, хорошо прилипающей к поверхности полотна. Благодаря этому достигают оптимального эффекта как охлаждения, так и смазки, причем путем встречного взаимодействия различных средств добиваются повышения общего эффекта, наподобие пикового. Другая форма выполнения предусматривает, что при движущемся относительно заготовки (в направлении поступательного режущего движения) режущем инструменте (резце, пильном полотне или фрезе) смазочную жидкость наносят на участке перед участком резания, а охлаждающую жидкость - непосредственно на участке резания, причем охлаждающую жидкость подают на пленку смазки, нанесенную на инструмент ранее. Это существенное для изобретения условие приводит к максимальному достижению как раздельного, так и суммарного эффекта для обоих средств (смазочного и охлаждающего). Еще одна форма выполнения способа предусматривает, что смазочную жидкость наносят в виде гомогенного аэрозоля направленной разбрызгивающей струей с образованием очень тонкой пленки с высокой способностью прилипания граничной поверхности и прочностью на срез при толщине в пределах 10-150 мк,предпочтительно 10-50 мк, и особенно предпочтительно 10-20 мк. И крайне прочное сцепление тонкой пленки с граничной поверхностью инструмента, и прочность на срез,также особо выраженная у тонкой пленки, еще более усиленная стабилизирующими присадками, обеспечивают при крайне малом расходе смазочного материала наибольший смазывающий коэффициент и тем самым значительное уменьшение трения или тепла трения в процессе работы. Другая форма выполнения способа, согласно изобретению, предусматривает, что смазочная жидкость разбрызгивается до аэрозольной струи с помощью нагретого сжатого воздуха. Если смазочная жидкость во множестве случаев применения будет разбрызгиваться воздухом с температурой окружающей среды, то для специальных целей, однако, нельзя не упомянуть целесообразность выполнения указанной операции с применением нагретого воздуха. Таким образом, можно, безусловно, разбрызгивать жидкость с относительно высокой вязкостью и особенно хорошими стабилизирующими свойствами. 3599 1 Еще одна форма выполнения способа предусматривает, что в качестве смазочной жидкости преимущественно используют жидкое средство без минерального масла, которое содержит сложные эфиры жирных кислот, присадки, а также присадки для термической стабилизации и/или присадки для механической стабилизации и соответственно присадки с содержанием твердых веществ в виде графита или сульфида молибдена. Еще в одной форме выполнения способа охлаждающая жидкость для уменьшения поверхностного натяжения может содержать добавки в виде поверхностно-активных веществ, металлического мыла, многоатомных спиртов или их производных. Вследствие этого при замедленном процессе в узких зазорах на режущем лезвии или между режущим лезвием и заготовкой выгодно усиливается капиллярный эффект, улучшается распространение охлаждающей жидкости на участке сцепления, а давление пара выгодно понижается. Регулирование загрузочной нормы одной или другой, или обеих жидкостей с агентами можно производить, согласно другой форме выполнения изобретения, в зависимости от режима работы станка. Такая регулировка подачи отдельных жидкостей несложна и надежна. Поставленная задача решается также устройством для смазки и охлаждения режущего лезвия инструмента и/или заготовки в процессе обработки металлов резанием, включающем емкость для хранения смазочной жидкости, по меньшей мере, одно устройство для подачи смазочной жидкости из указанной емкости к соответствующему разбрызгивателю, содержащее первый насос-дозатор и соответствующую линию подачи, емкость для хранения охлаждающей жидкости, по меньшей мере, одно устройство для подачи охлаждающей жидкости к соответствующему разбрызгивателю, содержащее второй насос-дозатор и соответствующую линию подачи, причем разбрызгиватели расположены на разном расстоянии от зоны резания, при этом разбрызгиватель смазочной жидкости расположен на большем расстоянии от зоны резания при рассмотрении в направлении относительно движения резания, чем разбрызгиватель охлаждающей жидкости, и причем оно снабжено блоком управления для регулирования количества жидкости, подаваемой вышеупомянутыми первым и вторым насосами-дозаторами, средством измерения потребляемой в процессе резания мощности и сигнальной линией, соединяющей вышеупомянутое средство измерения мощности и вышеупомянутый блок управления для регулирования подаваемых жидкостей в зависимости от потребления мощности. В одном из вариантов выполнения устройства упомянутое, по меньшей мере, одно устройство для подачи охлаждающей жидкости содержит два разбрызгивателя, установленных так, что позволяют наносить указанную жидкость на противоположные стороны режущего лезвия инструмента. Схематично изобретение в предпочтительной форме выполнения показано на чертежах, из которых можно сделать выводы об упомянутых выше, а также о других преимуществах изобретения. На чертежах изображены фиг. 1 - схема устройства с частичным видом сверху пильного стола фиг. 2 - устройство по фиг. 1, вид сбоку фиг. 3 - устройство по фиг. 1, вид спереди фиг. 4 - разбрызгивающая головка (сопло) для разбрызгивания под давлением фиг. 5 - разбрызгивающая головка для разбрызгивания под давлением с помощью сжатого воздуха фиг. 6 - полотно дисковой пилы с местами нанесения смазочной и охлаждающей жидкости, вид сбоку. Устройство, изображенное на фиг. 1, содержит заборную емкость 1 с жидким средством а для смазки(для снижения трения между режущими лезвиями ленточной пилы 27 и заготовкой 15) и вторую заборную емкость 2 с жидким средствомдля охлаждения ленточной пилы 27, изображенной в сечении в виде сверху. Каждую из двух жидкостей а иподают, по меньшей мере, к одному отдельному устройству для нанесения жидкости (разбрызгивателю) 3 или 4. В указанном примере жидкость а подают только к одному разбрызгивателю 3, в то время как для нанесения жидкостипредусмотрены два разбрызгивателя 4 а и 4. Такое выполнение не является обязательным, каждая жидкость а илиможет подаваться через один, два или несколько разбрызгивателей. Для каждой жидкости а илипредусмотрена отдельная линия подачи 10 или 11. При этом линия подачи (трубопровод) 10 соединяет заборную емкость 1 для жидкости а с разбрызгивателем 3, в то время как линия подачи 11 соединяет заборную емкость 2 для жидкостис разбрызгивателями 4 а и 4. В каждой линии подачи 10 или 11 в качестве механизма, регулирующего подачу жидкости, предусмотрен насос-дозатор 7 или 8 соответственно. Разбрызгиватели жидкостей 3 или 4 а, 4 устанавливают в определенной позиции по отношению к подлежащему смазке и охлаждению режущему лезвию ленточной пилы 27 с помощью шарнирно регулируемых распорок 33 или 34 а, 34 и закрепляются на раме станка 37 в любом месте магнитными башмаками 35 или 36 а, 36. При этом подводку этих разбрызгивателей к участку резания между пильным полотном 27 и заготовкой 15 выполняют таким образом, что разбрызгиватель 3, распыляющий смазочную жидкость а перед участком резания, расположен вертикально к зубьям ленточной пилы 27, в то время как оба распыляющих охлаждающую жидкостьразбрызгивателя 4 а, 4 непосредственно после участка резаная направлены на профиль зубьев под углом. 3599 1 Как показано далее на фиг. 1, устройство может иметь средство измерения 48 потребляемой в процессе резания мощности с сигнальной линией 47. Информацию со средства измерения 48 по сигнальной линии 47 подают в блок управления 42, включающий блок 44 регулировки заданного значения и цифровой индикатор 43. На участке резания с сигнальной линией 41 соединено устройство регулировки движения 40. Посредством устройства регулировки движения 40 отключают подачу смазочной и охлаждающей жидкости через разбрызгиватели 3 и 4 а, 4, как только полотно пилы прекращает движение. Представленное в качестве примера устройство регулировки устанавливает по линиям 45 и 46 в соответствии с ранее заданным параметром мощность дозировочного насоса в соответствии с производительностью станка. С помощью этого устройства регулировки очень удачно добиваются того, что соответственно задаваемое количество одной или обеих жидких сред а ирассчитывается адекватно мощности станка. На фиг. 2 и 3 показано устройство согласно фиг. 1, в одном случае - это вид сбоку, а в другом - вид по направлению стрелки А на фиг. 2 (вид спереди). Из обоих видов понятно, что наносящий смазочную жидкость а разбрызгиватель 3 подводят к участку 16 нанесения смазочной жидкости а, расположенному на расстоянии до точки контакта ленточной пилы 27 с обрабатываемой заготовкой 15 (при рассмотрении в направлении поступательного или рабочего движения 28 ленточной пилы 27). Охлаждающую жидкость ,напротив, подают на уже напыленную пленку смазочной жидкости непосредственно в зоне (точке) контакта ленточной пилы 27 с обрабатываемой заготовкой 15. При этом на фиг. 2 и 3 и дополнительно на фиг. 4 еще раз отчетливо показано, что различные жидкие среды а иподают в отдельные разбрызгиватели 3 или 4 соответственно из отдельных заборных емкостей 1 и 2 через отдельные линии подачи 10 и 11. Из изображения на фиг. 3, кроме того, ясно, что струя 30 разбрызгивателя 3 может быть направлена под углом к лезвию режущего инструмента против направления его рабочего движения 28, в то время как струи 31 а и 31 разбрызгивателей 4 а и 4 соответственно могут быть направлены под углом к лезвию режущего инструмента в направлении его рабочего движения 28. Таким образом, благодаря раздельной подаче смазочной жидкости а и охлаждающей жидкости ,каждое из этих двух различных средств оптимально воздействует там, где должна быть выполнена его специфическая задача по мере взаимодействия между режущим лезвием инструмента 27 и заготовкой 15, причем в каждом случае вначале на инструмент наносят смазочную жидкость и образуют при этом пленку смазочного материала, а затем на эту пленку наносят охлаждающую жидкость. Из фиг. 4 и 5 видно, что каждый разбрызгиватель представляет собой разбрызгивающую головку (сопло) 20 или 21 со средствами образования разбрызгиваемой с большой энергией, тонко распыленной струи 30 или 31 со сжатым воздухом или без него. Регулировку направления разбрызгивающей струи 30 или 31 производят, собственно, известным образом и известными средствами. Для нанесения разного количества жидкостей или разных условий нанесения жидкостей (например, струйное давление) можно также менять сопла. Как показано на фиг. 5, по меньшей мере, одно из жидких средств а илиможно разбрызгивать с помощью сжатого газа, сжатого воздуха или инертного газа из известного инжекторного устройства в виде сравнительно узко сфокусированной струи 31. Разбрызгиватель для этого снабжают компрессором 18 с напорным резервуаром 19. При этом можно соответственно использовать нагретый воздух для гомогенного разбрызгивания смазывающей жидкости а со сравнительно высокой вязкостью. Для этого в трубопроводе, ведущем к соплу 21,устанавливают теплообменник 50. На фиг. 6 показан вариант выполнения с применением способа и устройства с использованием дисковой пилы 27. Дисковая пила 27 вращается в направлении стрелки 51 и выполняет на заготовке 15 пропил 52. Для обработки дисковой пилы 27 смазочной жидкостью а используют разбрызгиватель 3, а для обработки охлаждающей жидкостью - разбрызгиватель 4. Участок резания обозначен позицией 51. На фиг. 6 отчетливо показано, что смазочную жидкость а в виде разбрызгивающей струи 30 наносят из разбрызгивателя 3, а разбрызгивающую струю 31 охлаждающей жидкости- из разбрызгивателя 4, причем в направлении движения 51 дисковой пилы 27 относительно заготовки 15 в процессе резания, согласно изобретению, существенно, что разбрызгивающую струю 30 смазочной жидкости а подают перед разбрызгивающей струей 31 охлаждающей жидкоститаким образом, что на поверхности дисковой пилы 27 образуется обозначенная на чертеже точками тонкая пленка смазки 54 с высокой способностью к прилипанию и прочностью на срез. Только после этого разбрызгивающей струей 31 на пленку 54 наносят охлаждающую жидкость , а именно непосредственно на участке резания 53. При прохождении снимающих стружку зубьев через участок резания 53 нанесенная в соответствии с заданным расходом охлаждающая жидкостьиспаряется, отбирая тем самым у зоны обработки тепло, охлаждает дисковую пилу 27, заготовку 15 и образующуюся при этом стружку. Дисковая пила 27 на своей сплошной поверхности остается при этом сухой, а затем на нее можно опять наносить струей 30 новую пленку смазки 54 и т.д. 3599 1 Способ, согласно изобретению, и соответствующее устройство при их применении в процессах обработки металлов резанием и прочих процессах обработки дают в итоге следующие преимущества вследствие раздельного нанесения смазочной жидкости а и охлаждающей жидкостиполучают оптимальное проявление отдельных различных эффектов благодаря исключению фазы смешения каждая жидкая среда а илив отношении состава вещества,консистенции, вязкости, количества, температуры используется, не испытывая воздействия другой среды путем максимального использования имеющейся мощности станков получают повышенную производительность со значительным снижением производственных расходов уменьшается износ режущего инструмента или подшлифовка при значительно удлиненном сроке службы обеспечивается лучшее качество обрабатываемых поверхностей заготовки, вследствие чего и более жестко соблюдаемые допуски отсутствуют расходы на чистовую обработку вследствие чисто снимаемой стружки, отсутствуют проблемы утилизации использованных эмульсий, рабочее место и окружение остаются чистыми, воздух не содержит вредных для здоровья маслосодержащих аэрозолей вследствие сухой металлообработки значительно уменьшается расход жидких сред а и . Таким образом, изобретение оптимальным образом выполняет указанные вначале задачи. Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 7
МПК / Метки
МПК: B23Q 11/10, B23D 59/02
Метки: процессе, обработки, охлаждения, металлов, устройство, инструмента, лезвия, заготовки, режущего, резанием, смазки, способ
Код ссылки
<a href="https://by.patents.su/7-3599-sposob-i-ustrojjstvo-dlya-smazki-i-ohlazhdeniya-rezhushhego-lezviya-instrumenta-i-ili-zagotovki-v-processe-obrabotki-metallov-rezaniem.html" rel="bookmark" title="База патентов Беларуси">Способ и устройство для смазки и охлаждения режущего лезвия инструмента и/или заготовки в процессе обработки металлов резанием</a>
Способ рекуперации алмазов из некондиционного абразивного и режущего инструмента на основе бронзовой связки
Номер патента: 2321
Опубликовано: 30.09.1998
Авторы: Дроздович Валерий Брониславович, Жарский Иван Михайлович, Курило Ирина Иосифовна, Карпович Руслан Иосифович
МПК: C01B 31/06
Метки: бронзовой, алмазов, некондиционного, основе, рекуперации, связки, способ, абразивного, режущего, инструмента
Текст:
...ионов меди позволяет катодно утилизировать медную составляющую матричного сплава в виде компактного осадка с выходом по току 80 - 98 при катодных плотностях тока 10 - 250 А/м 2. При этом исключены побочные процессы выделения агрессивных газообразных продуктов. Олово может быть выделено в виде метаоловянных кислот. При необходимости электролит корректируется по меди. В качестве катода используют титан с гладкой поверхностью, который...
Способ рекуперации алмазов из отработанного абразивного и режущего инструмента или отходов его производства на металлической связке
Номер патента: 3529
Опубликовано: 30.09.2000
Авторы: Курило Ирина Иосифовна, Карпович Руслан Иосифович, Дроздович Валерий Брониславович
МПК: C25B 1/00, C01B 31/06
Метки: отходов, способ, режущего, абразивного, или, рекуперации, алмазов, связке, инструмента, производства, металлической, отработанного
Текст:
...кислоты и при подщелачивании электролита в процессе рекуперации за счет катодного восстановления воды увеличивается опасность гидролиза солей олова и железа и образования защитных оксидных и солевых пленок на поверхности растворяющихся образцов. Для предотвращения указанных процессов рН электролита поддерживают менее рН осаждения гидроксидов олова и железа путем введения буферной добавки аминоуксусной кислоты. Присутствие в...
Способ разделения пьезокерамической заготовки
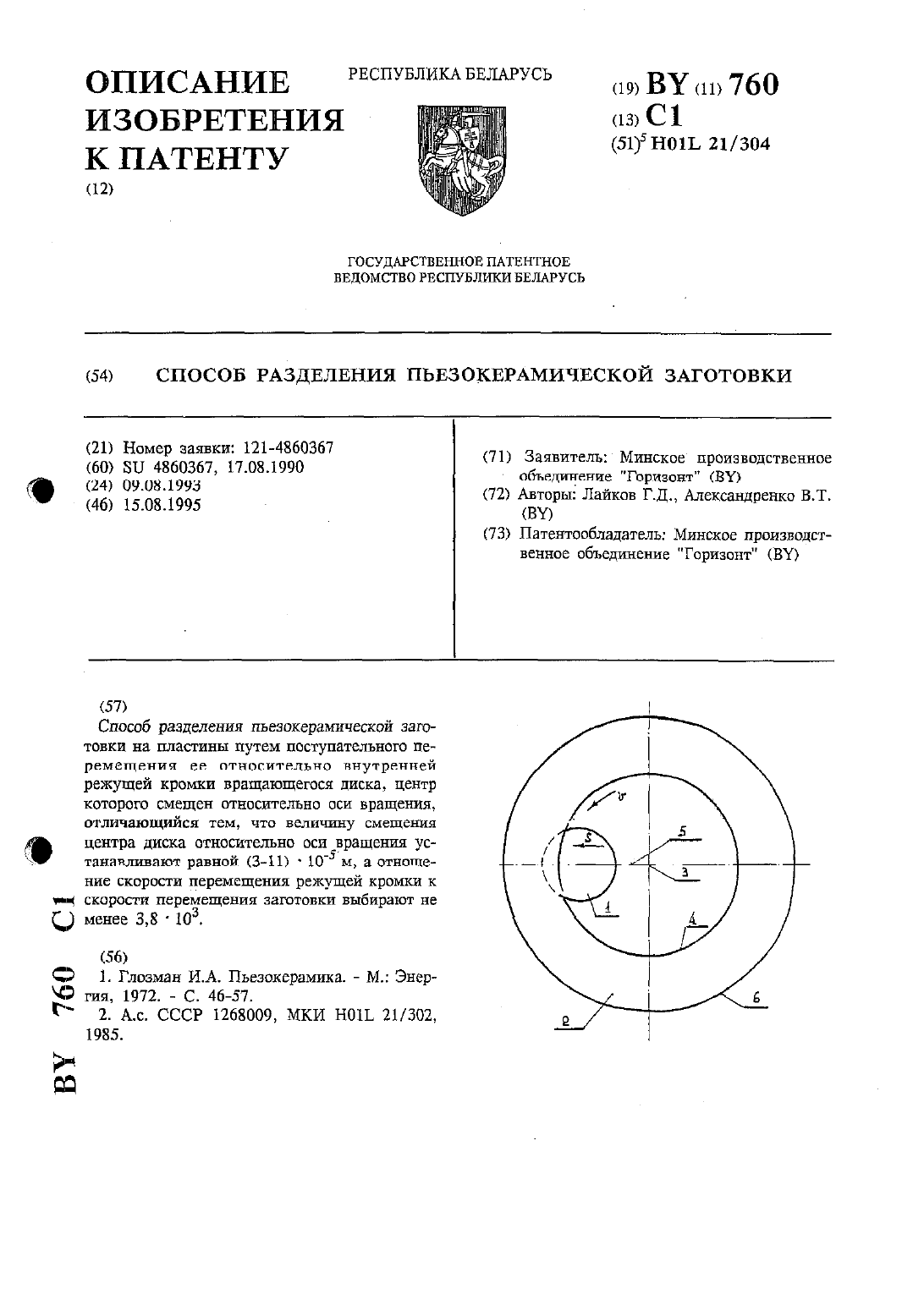
Номер патента: 760
Опубликовано: 15.08.1995
Авторы: Александренко В. Т., Лайков Г. Д.
МПК: H01L 21/304
Метки: заготовки, пьезокерамической, разделения, способ
Текст:
...пластины от заготовки 1 и образованию шлама в зоне обмработки. При смещении цента З режущей кромки 4 относительно оси вращения алмазного диска 2 резание пьезокерамической загоТОВКИ 1 ОСУЩЕСТВЛЯЕТСЯ ТОЛЬКО ЧЗСТЬЮ режущей кромки 4, наиболее близко расположенной к оси вращения алмазного диска 2, а остальная часть диска 2 удаляет шлам из зоны обработки. При этом процесс резания пьезокерамнческой заготовки 1 осуществляется только в...
Способ производства проволоки для металлокорда и волочильный стан для обработки передельной заготовки для производства металлокорда
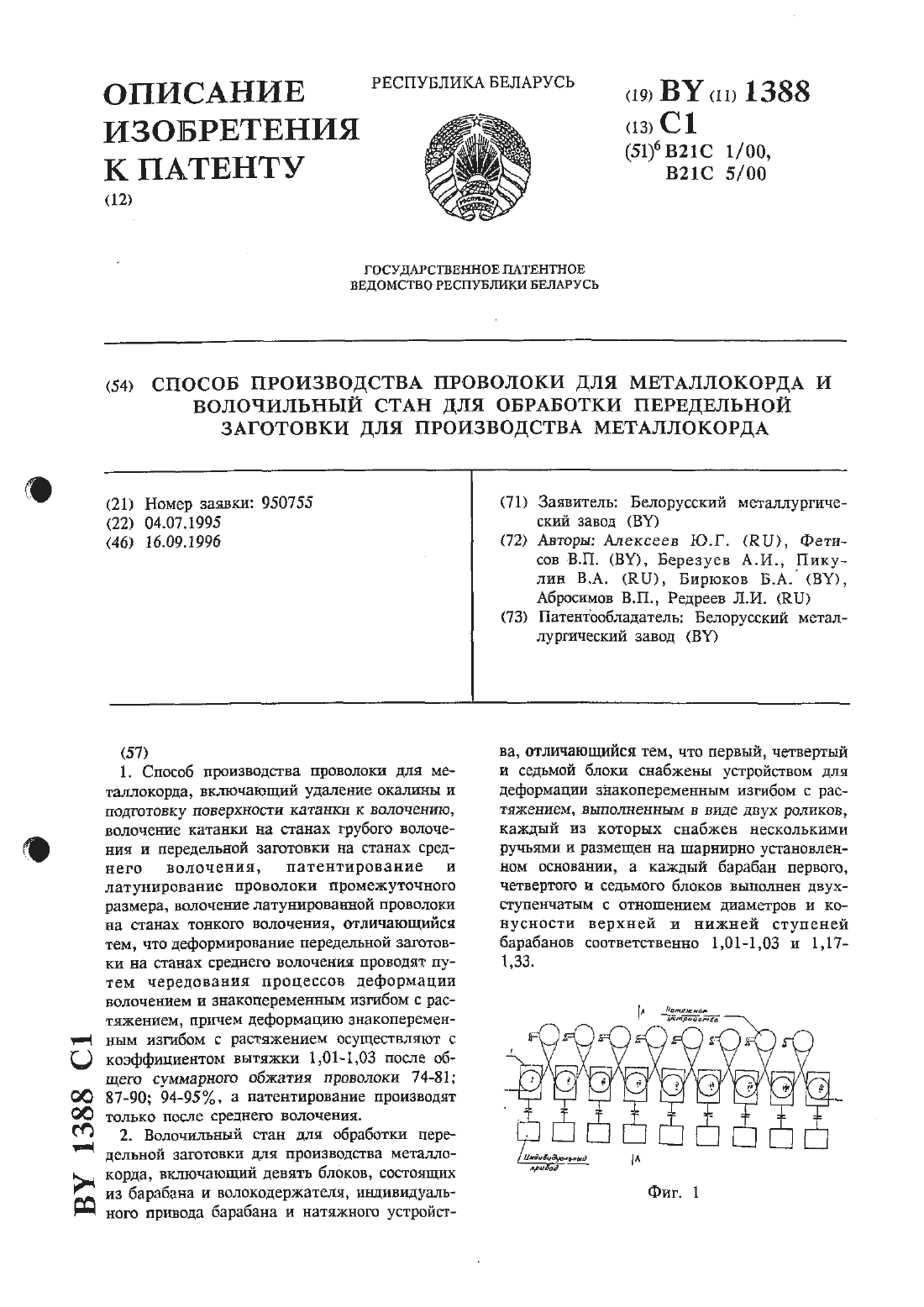
Номер патента: 1388
Опубликовано: 16.09.1996
Авторы: Редреев Л. И., Бирюков Б. А., Абросимов В. П., Фетисов В. П., Березуев А. И., Пикулин В. А., Алексеев Ю. Г.
Метки: производства, обработки, волочильный, заготовки, способ, металлокорда, проволоки, передельной, стан
Текст:
...СТЗЛИ, ОСПУСЛОВДиаметр Прирост удельного объема проволо катанки диам.5,5 мм, холодиодеформированнои ки мм п-оволоки3. ленное повышением плотности дефектов кристаллической решетки. Дальнейшее увеличение обжатия до 91,5 сопровождается резким приростом удельного объема с 0,4 до 1,2, что свидетельствует об интенсивном зарождении микротрещин. С учетом возможной неоднородности микроструктуры катанки, обусловленной ликвацией химических...
Смазочно-охлаждающая жидкость для механической обработки металлов
Номер патента: 1715
Опубликовано: 30.09.1997
Авторы: Можейко Фома Фомич, Эрдман Арнольд Адольфович, Клюев Андрей Юрьевич, Стромский Анатолий Сергеевич, Пуят Светлана Степановна, Шляшинский Ромуальд Григорьевич
МПК: C10M 125/24, C10M 125/20, C10M 133/04...
Метки: механической, обработки, металлов, жидкость, смазочно-охлаждающая
Текст:
...в течение 6,5 часов. Реакцию считают законченной, когда в реакционной смеси содержится не более 2,5 мас. свободного несвязанного малеинового ангидрида. Затем при 1905 С перегретым острым паром или под вакуумом (Р 20 мм.рт.ст.) отгоняют непрореагировавшие скипидар и малеиновый ангидрид. Выход КТМА составляет 93,8. КТМА - твердое стекловидное вещество светложелтого цвета с температурой размягчения 65 С и кислотным числом 278,6 мг КОН/г....
Предыдущий патент: Устройство и способ для автоматического изготовления строительной панели из листового материала (варианты)
Следующий патент: Механизм подачи уточной нити
Случайный патент: Насос-погрузчик