Способ получения самофлюсующегося порошка
Номер патента: 17321
Опубликовано: 30.06.2013
Авторы: Пантелеенко Федор Иванович, Пантелеенко Алексей Федорович, Оковитый Вячеслав Александрович, Девойно Олег Георгиевич, Оковитый Василий Вячеславович
Текст
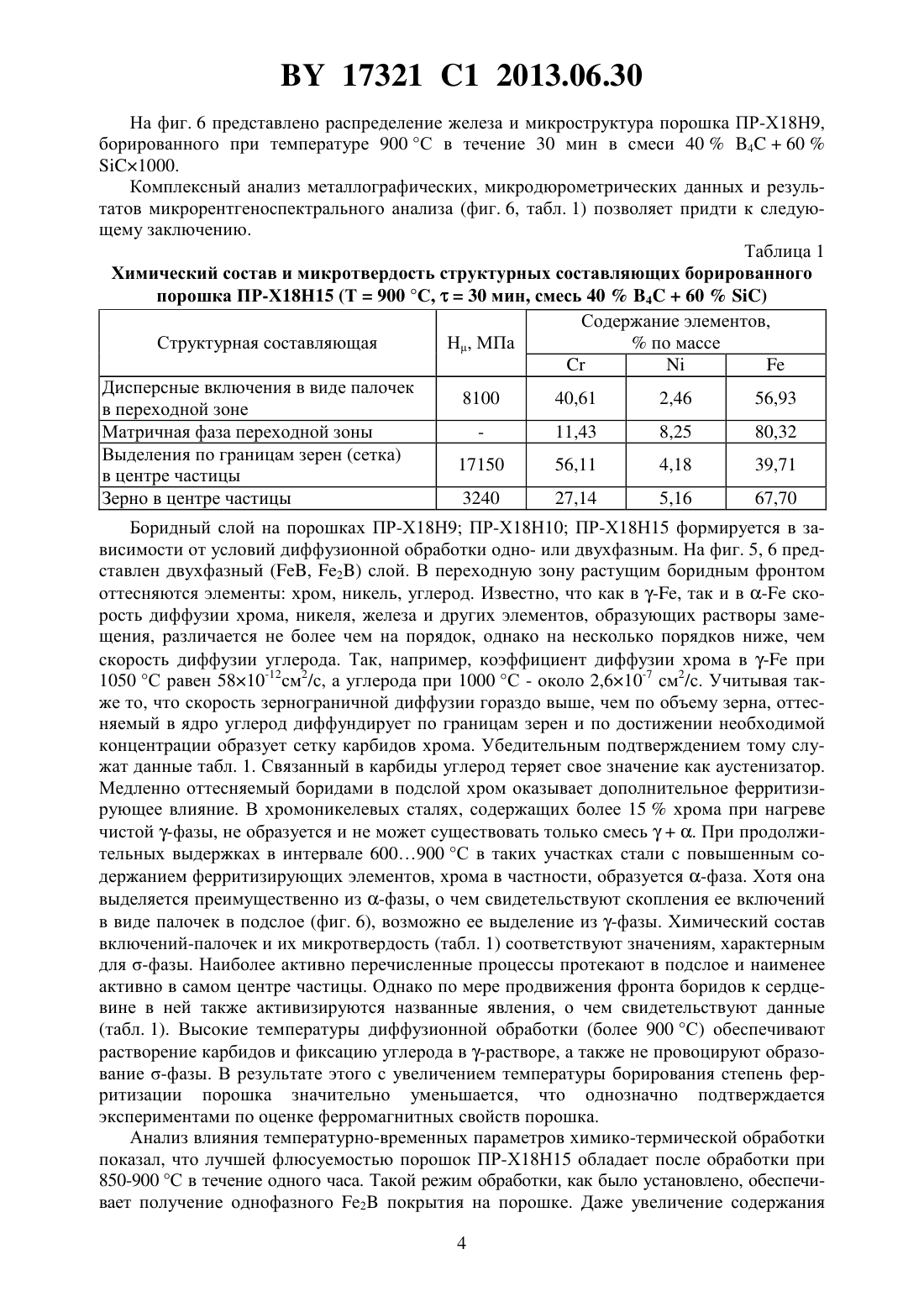
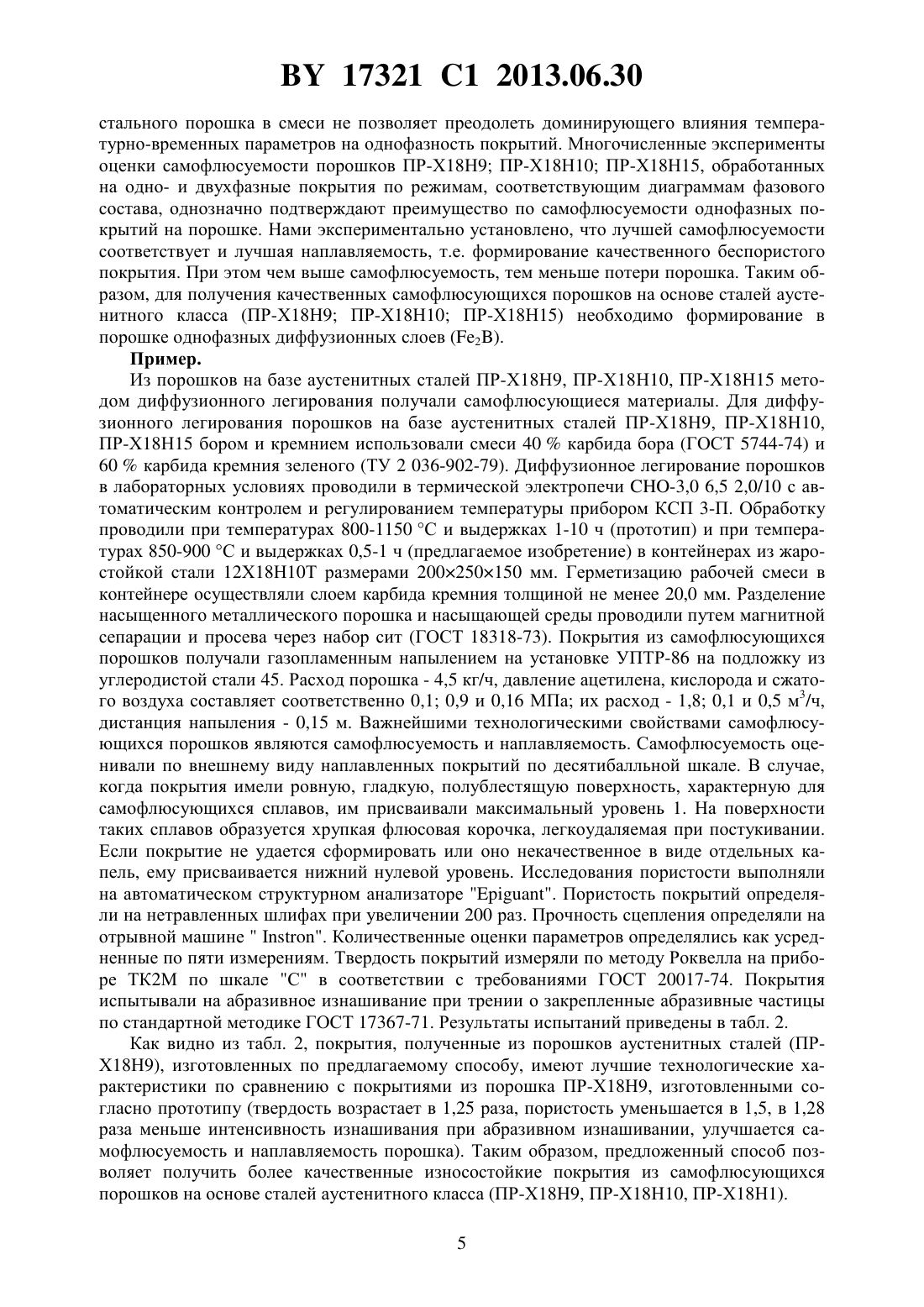
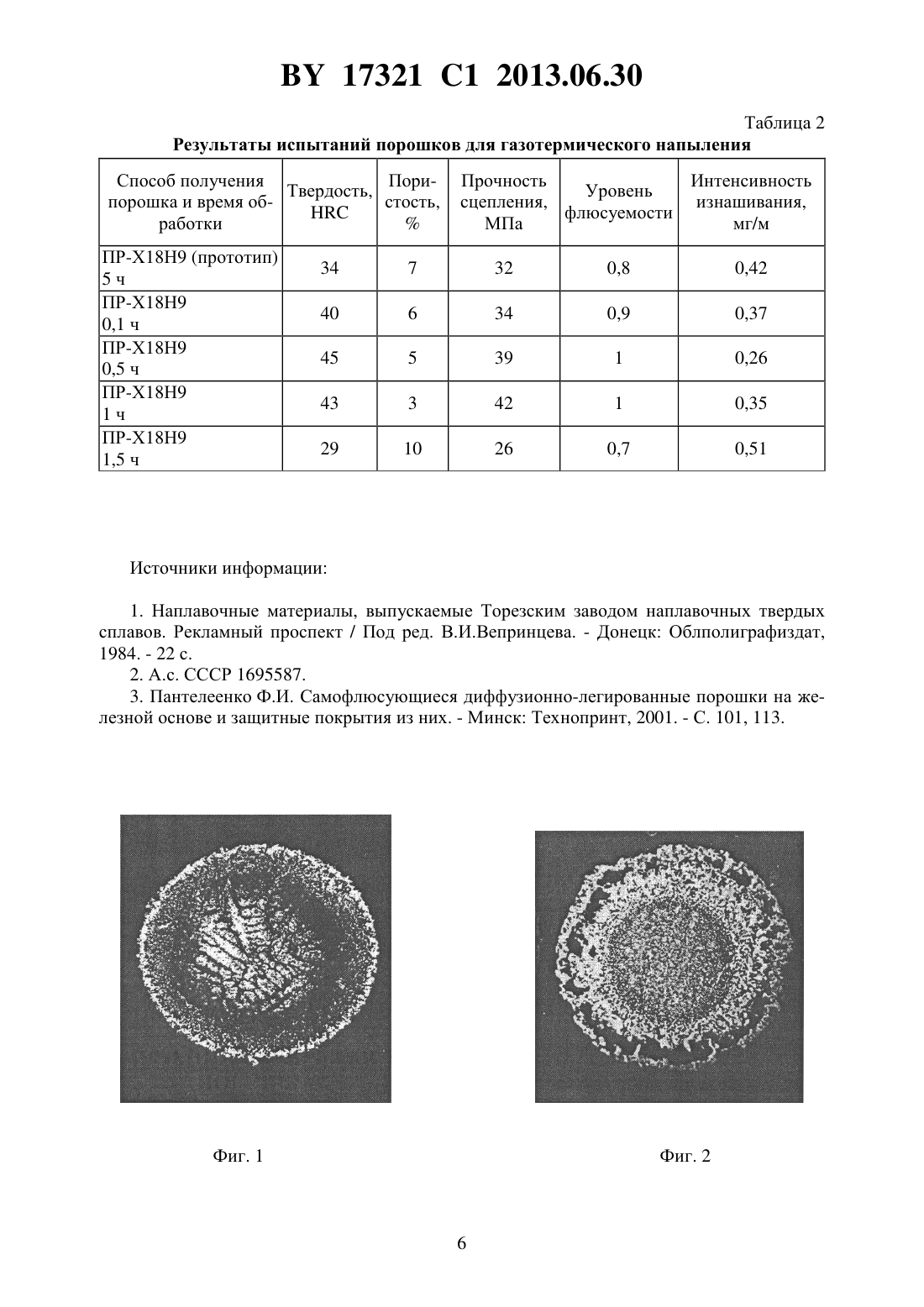
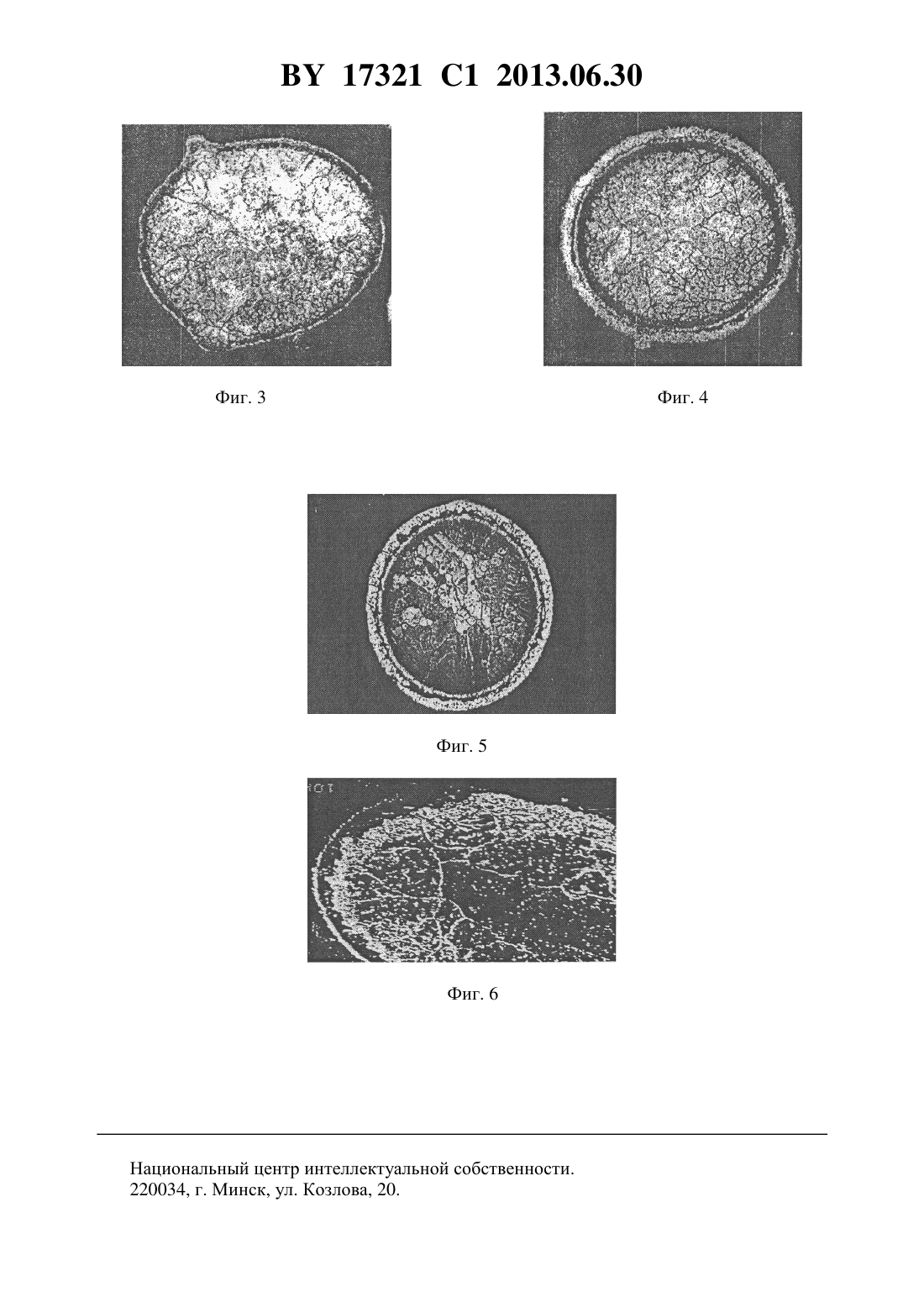
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ САМОФЛЮСУЮЩЕГОСЯ ПОРОШКА(71) Заявитель Белорусский национальный технический университет(72) Авторы Оковитый Вячеслав Александрович Пантелеенко Федор Иванович Девойно Олег Георгиевич Пантелеенко Алексей Федорович Оковитый Василий Вячеславович(73) Патентообладатель Белорусский национальный технический университет(56) ПАНТЕЛЕЕНКО Ф.И. Самофлюсующиеся диффузионно-легированные порошки на железной основе и защитные покрытия из них. - Минск Технопринт, 2001. С. 101, 113, 116-121.3207 1, 1999.1527318 1,1989.1663044 1, 1991.2016138 1, 1994.2158658 2, 2000.1452182 1, 1995.(57) Способ получения самофлюсующегося порошка на основе порошка стали аустенитного класса, включающий перемешивание порошка стали с насыщающей порошковой средой, состоящей из 40 технического карбида бора и 60 карбида кремния, при соотношении 1(2,8-4), нагрев смеси, выдержку, охлаждение в замкнутом объеме и магнитную сепарацию, отличающийся тем, что нагрев смеси осуществляют до 850-900 С, а выдержку - в течение 0,5 ч. Изобретение относится к области порошковой металлургии, в частности к способам получения самофлюсующихся порошков на железной основе, которые могут быть использованы для газотермического напыления износостойких покрытий. Известен способ получения объемно-легированных самофлюсующихся порошков на железной основе 1, в котором при легировании флюсующие элементы вводят в расплав преимущественно в виде ферросплавов, нагрев происходит до температуры плавления,порошок получают диспергированием водой или инертными газами. Порошок представляет собой гетерогенный сплав с избыточными боридными или борокарбидными включениями в железной матрице. Вследствие значительных переохлаждений формируется метастабильная структура перенасыщенного твердого раствора с мелкодисперсными упрочняющими фазами. Недостатком является невозможность строгого регулирования количества вводимых при легировании флюсующих элементов и выгорании их при напылении, что значительно ухудшает свойства покрытий, особенно устойчивость к ударным нагрузкам. Известен способ получения самофлюсующихся порошков на железной основе 2 для наплавки методом борирования металлического порошка, включающий перемешивание исходного порошка с насыщающей порошковой средой в виде борида железа, нагрев для 17321 1 2013.06.30 диффузионного взаимодействия, охлаждение и разделение компонентов. Качество наплавляемого покрытия улучшается за счет увеличения текучести порошка. Недостатком является двухфазность получаемого боридного слоя с интенсивным растрескиванием по межфазной границе и низкая ферритизация порошка, вызывающая трудности при разделении компонентов. В качестве прототипа выбран способ получения самофлюсующихся порошков на железной основе, включающий перемешивание исходного порошка с насыщающей порошковой средой, состоящей из 40 технического карбида бора и 60 карбида кремния, при соотношении 1(2,8-4), нагрев до температуры диффузионного взаимодействия, составляющей 0,55-0,8 температуры плавления, выдержку в течение 1-10 ч и охлаждение в замкнутом объеме с последующей магнитной сепарацией 3. Способ позволяет повысить качество покрытий за счет уменьшения пористости, повышения твердости и улучшения адгезии наносимых порошков с основой. Недостатком является двухфазность получаемого боридного слоя с максимальным содержанием высокобористой фазы , слабо растворяющей кремний и имеющей более высокую температуру эвтектического плавления по сравнению с фазой 2, что ухудшает самофлюсующие свойства получаемых покрытий и уменьшает коэффициент использования порошка. Кроме того, порошок обладает низкими магнитными свойствами, вызывающими трудности при разделении компонентов магнитной сепарацией, и приводит к большим потерям материала, годного для напыления. Техническая задача, которую решает предлагаемое изобретение заключается в создании способа получения самофлюсующихся порошков на основе сталей аустенитного класса, обладающих однофазностью боридного слоя, с максимальным содержанием фазы 2 и высокими магнитными свойствами. Поставленная техническая задача достигается тем, что в способе получения самофлюсующегося порошка на основе порошка стали аустенитного класса, включающем перемешивание порошка стали с насыщающей порошковой средой, состоящей из 40 технического карбида бора и 60 карбида кремния, при соотношении 1(2,8-4), нагрев смеси, выдержку, охлаждение в замкнутом объеме и магнитную сепарацию, нагрев смеси осуществляют до 850-900 С, а выдержку - в течение 0,5 ч. Сущность изобретения заключается в следующем. Боридный слой на порошках сталей аустенитного класса (ПР-Х 18 Н 9 ПР-Х 18 Н 10 ПР-Х 18 Н 15) формируется в зависимости от условий диффузионной обработки одно- (2) (фиг. 1) или двухфазным (, 2)(фиг. 2). Получение однофазных диффузионных слоев предпочтительнее по ряду причин. Во-первых, высокобористая фаза , в отличие от 2, практически не растворяет кремний. Факт отсутствия кремния в фазеи его важная роль в процессе самофлюсования свидетельствует о предпочтительности получения в оболочке фазы 2. Лучшая самофлюсуемость порошка с однофазным покрытием объясняется также более низкой температурой эвтектического плавления инконгруэнтно плавящейся фазы 2. Во-вторых, химико-термическая обработка аустенитных сталей по сравнению с углеродистыми и низколегированными сталями и железом характеризуется рядом отличительных особенностей. Так, например, боридные диффузионные слои имеют ровное строение, а не классическое игольчатое, более высокую микротвердость боридов. Боридные слои на аустенитных сталях в случае формирования двухфазных слоев более склонны к образованию трещин, сколов. Причина последнего - растягивающие остаточные напряжения на межфазной границе -2. Поскольку для боридного слоя аустенитной стали эта граница почти линейная, в отличие от классической зубчатой (зигзагообразной) для углеродистых и низколегированных сталей, концентрация напряжений более высокая. В-третьих, высокобористая фаза , в отличие от 2, не обладает магнитными свойствами, что затрудняет разделение насыщенного двухфазного металлического порошка и насыщающей среды путем магнитной сепарации. 2 17321 1 2013.06.30 Основными факторами, определяющими строение диффузионного покрытия на порошке, является температура и продолжительность химико-термической обработки. Получение однофазных диффузионных слоев возможно только при минимальных уровнях температурно-временных параметров обработки. Причем бесспорно то, что с увеличением степени легированности порошка доля высокобористой фазы при прочих равных параметрах обработки возрастает. В целом проблема создания однофазных боридных слоев на аустенитных сплавах весьма актуальна и пока остается не до конца решенной. Основные условия, обеспечивающие получение однофазных диффузионных боридных покрытий 1) соблюдение невысоких фиксированных температурно-временных параметров химико-термической обработки 2) использование малоконцентрированных по бору сред, в том числе борсодержащих соединений, имеющих лимитированную мощность по бору, а также добавок-разбавителей(железа, никеля, нержавеющей стали) 3) введение в порошковую насыщающую смесь тормозящих добавок (углерода,алюминия, кремния). На фиг. 1 приведена микроструктура порошка ПР-Х 18 Н 15 после диффузионной обработки в смеси состава 40460 с однофазным слоем (2) (Т 850 С,1 ч)170. На фиг. 2 приведена микроструктура порошка ПР-Х 18 Н 15 после диффузионной обработки в смеси состава с 40460 двухфазным (2) слоем (Т 900 С,3 ч)170. При диффузионной обработке легированных порошков ПР-Х 18 Н 9 ПР-Х 18 Н 10 ПРХ 18 Н 15 наблюдаются существенные изменения фазового и химического состава. Структура боридного слоя на аустениной стали состоит из боридови 2, а переходной зоны - из твердого раствора бора в аустените и карбида хрома 236. При борировании мелких частиц порошка ПР-Х 18 Н 15 дополнительно существенную роль играет масштабный фактор. Исследование структуры порошка ПР-Х 18 Н 15, борированного в течение 10(фиг. 3), 30 (фиг. 4) и 60 мин (фиг. 5), показывает, что лишь при небольшой продолжительности обработки (10 мин) структура соответствует классическим представлениям о борировании аустенитных сталей. Увеличение продолжительности и температуры обработки кроме роста слоя вызывает значительные изменения в ядре частиц, о чем свидетельствует и ранее приводившееся увеличение его микротвердости. С увеличением температуры обработки с 850 до 900 С также возрастает микротвердость боридного слоя с 1,4 до 2,1 МПа и хрупкость слоя. Одной из причин этого является увеличение доли высокобористой фазы . Чисто аустенитным ядро сохраняется лишь при небольшой продолжительности обработки (фиг. 3). В дальнейшем темная проходная зона распространяется на все ядро. Порошок становится ферромагнитным. Это свидетельствует о том,что в результате перераспределения легирующих элементов, оттесняемых фронтом растущих боридных фаз в подслое, реализуется полиморфноепревращение. Этим и объясняется переход порошка из парамагнитного в ферромагнитное состояние. Данные фазового рентгеноструктурного анализа свидетельствуют о наличии в борированном порошке фаз , 2,- твердого и- твердого растворов, следов борида хрома 53. Исследования, проведенные на СЭМ -7, позволили уточнить структуру и химический состав частиц после борирования. На фиг. 3 представлена микроструктура порошка ПР-Х 18 Н 9, борированного при температуре 850 С в течение 10 мин 500. На фиг. 4 представлена микроструктура порошка ПР-Х 18 Н 9, борированного при температуре 850 С в течение 30 мин 500. На фиг. 5 представлена микроструктура порошка ПР-Х 18 Н 9, борированного при температуре 850 С в течение 60 мин 500. 17321 1 2013.06.30 На фиг. 6 представлено распределение железа и микроструктура порошка ПР-Х 18 Н 9,борированного при температуре 900 С в течение 30 мин в смеси 404601000. Комплексный анализ металлографических, микродюрометрических данных и результатов микрорентгеноспектрального анализа (фиг. 6, табл. 1) позволяет придти к следующему заключению. Таблица 1 Химический состав и микротвердость структурных составляющих борированного порошка ПР-Х 18 Н 15 (Т 900 С,30 мин, смесь 40460) Содержание элементов, по массе Структурная составляющая Н, МПа Дисперсные включения в виде палочек 8100 40,61 2,46 56,93 в переходной зоне Матричная фаза переходной зоны 11,43 8,25 80,32 Выделения по границам зерен (сетка) 17150 56,11 4,18 39,71 в центре частицы Зерно в центре частицы 3240 27,14 5,16 67,70 Боридный слой на порошках ПР-Х 18 Н 9 ПР-Х 18 Н 10 ПР-Х 18 Н 15 формируется в зависимости от условий диффузионной обработки одно- или двухфазным. На фиг. 5, 6 представлен двухфазный (, 2) слой. В переходную зону растущим боридным фронтом оттесняются элементы хром, никель, углерод. Известно, что как в -, так и в - скорость диффузии хрома, никеля, железа и других элементов, образующих растворы замещения, различается не более чем на порядок, однако на несколько порядков ниже, чем скорость диффузии углерода. Так, например, коэффициент диффузии хрома в - при 1050 С равен 5810-12 см 2/с, а углерода при 1000 С - около 2,610-7 см 2/с. Учитывая также то, что скорость зернограничной диффузии гораздо выше, чем по объему зерна, оттесняемый в ядро углерод диффундирует по границам зерен и по достижении необходимой концентрации образует сетку карбидов хрома. Убедительным подтверждением тому служат данные табл. 1. Связанный в карбиды углерод теряет свое значение как аустенизатор. Медленно оттесняемый боридами в подслой хром оказывает дополнительное ферритизирующее влияние. В хромоникелевых сталях, содержащих более 15 хрома при нагреве чистой -фазы, не образуется и не может существовать только смесь. При продолжительных выдержках в интервале 600900 С в таких участках стали с повышенным содержанием ферритизирующих элементов, хрома в частности, образуется -фаза. Хотя она выделяется преимущественно из -фазы, о чем свидетельствуют скопления ее включений в виде палочек в подслое (фиг. 6), возможно ее выделение из -фазы. Химический состав включений-палочек и их микротвердость (табл. 1) соответствуют значениям, характерным для -фазы. Наиболее активно перечисленные процессы протекают в подслое и наименее активно в самом центре частицы. Однако по мере продвижения фронта боридов к сердцевине в ней также активизируются названные явления, о чем свидетельствуют данные(табл. 1). Высокие температуры диффузионной обработки (более 900 С) обеспечивают растворение карбидов и фиксацию углерода в -растворе, а также не провоцируют образование -фазы. В результате этого с увеличением температуры борирования степень ферритизации порошка значительно уменьшается, что однозначно подтверждается экспериментами по оценке ферромагнитных свойств порошка. Анализ влияния температурно-временных параметров химико-термической обработки показал, что лучшей флюсуемостью порошок ПР-Х 18 Н 15 обладает после обработки при 850-900 С в течение одного часа. Такой режим обработки, как было установлено, обеспечивает получение однофазного 2 покрытия на порошке. Даже увеличение содержания 4 17321 1 2013.06.30 стального порошка в смеси не позволяет преодолеть доминирующего влияния температурно-временных параметров на однофазность покрытий. Многочисленные эксперименты оценки самофлюсуемости порошков ПР-Х 18 Н 9 ПР-Х 18 Н 10 ПР-Х 18 Н 15, обработанных на одно- и двухфазные покрытия по режимам, соответствующим диаграммам фазового состава, однозначно подтверждают преимущество по самофлюсуемости однофазных покрытий на порошке. Нами экспериментально установлено, что лучшей самофлюсуемости соответствует и лучшая наплавляемость, т.е. формирование качественного беспористого покрытия. При этом чем выше самофлюсуемость, тем меньше потери порошка. Таким образом, для получения качественных самофлюсующихся порошков на основе сталей аустенитного класса (ПР-Х 18 Н 9 ПР-Х 18 Н 10 ПР-Х 18 Н 15) необходимо формирование в порошке однофазных диффузионных слоев (2). Пример. Из порошков на базе аустенитных сталей ПР-Х 18 Н 9, ПР-Х 18 Н 10, ПР-Х 18 Н 15 методом диффузионного легирования получали самофлюсующиеся материалы. Для диффузионного легирования порошков на базе аустенитных сталей ПР-Х 18 Н 9, ПР-Х 18 Н 10,ПР-Х 18 Н 15 бором и кремнием использовали смеси 40 карбида бора (ГОСТ 5744-74) и 60 карбида кремния зеленого (ТУ 2 036-902-79). Диффузионное легирование порошков в лабораторных условиях проводили в термической электропечи -3,0 6,5 2,0/10 с автоматическим контролем и регулированием температуры прибором КСП 3-П. Обработку проводили при температурах 800-1150 С и выдержках 1-10 ч (прототип) и при температурах 850-900 С и выдержках 0,5-1 ч (предлагаемое изобретение) в контейнерах из жаростойкой стали 12 Х 18 Н 10 Т размерами 200250150 мм. Герметизацию рабочей смеси в контейнере осуществляли слоем карбида кремния толщиной не менее 20,0 мм. Разделение насыщенного металлического порошка и насыщающей среды проводили путем магнитной сепарации и просева через набор сит (ГОСТ 18318-73). Покрытия из самофлюсующихся порошков получали газопламенным напылением на установке УПТР-86 на подложку из углеродистой стали 45. Расход порошка - 4,5 кг/ч, давление ацетилена, кислорода и сжатого воздуха составляет соответственно 0,1 0,9 и 0,16 МПа их расход - 1,8 0,1 и 0,5 м 3/ч,дистанция напыления - 0,15 м. Важнейшими технологическими свойствами самофлюсующихся порошков являются самофлюсуемость и наплавляемость. Самофлюсуемость оценивали по внешнему виду наплавленных покрытий по десятибалльной шкале. В случае,когда покрытия имели ровную, гладкую, полублестящую поверхность, характерную для самофлюсующихся сплавов, им присваивали максимальный уровень 1. На поверхности таких сплавов образуется хрупкая флюсовая корочка, легкоудаляемая при постукивании. Если покрытие не удается сформировать или оно некачественное в виде отдельных капель, ему присваивается нижний нулевой уровень. Исследования пористости выполняли на автоматическом структурном анализаторе . Пористость покрытий определяли на нетравленных шлифах при увеличении 200 раз. Прочность сцепления определяли на отрывной машине. Количественные оценки параметров определялись как усредненные по пяти измерениям. Твердость покрытий измеряли по методу Роквелла на приборе ТК 2 М по шкале С в соответствии с требованиями ГОСТ 20017-74. Покрытия испытывали на абразивное изнашивание при трении о закрепленные абразивные частицы по стандартной методике ГОСТ 17367-71. Результаты испытаний приведены в табл. 2. Как видно из табл. 2, покрытия, полученные из порошков аустенитных сталей (ПРХ 18 Н 9), изготовленных по предлагаемому способу, имеют лучшие технологические характеристики по сравнению с покрытиями из порошка ПР-Х 18 Н 9, изготовленными согласно прототипу (твердость возрастает в 1,25 раза, пористость уменьшается в 1,5, в 1,28 раза меньше интенсивность изнашивания при абразивном изнашивании, улучшается самофлюсуемость и наплавляемость порошка). Таким образом, предложенный способ позволяет получить более качественные износостойкие покрытия из самофлюсующихся порошков на основе сталей аустенитного класса (ПР-Х 18 Н 9, ПР-Х 18 Н 10, ПР-Х 18 Н 1). 5 17321 1 2013.06.30 Таблица 2 Результаты испытаний порошков для газотермического напыления Способ получения ПориТвердость,порошка и время обстость, работки Прочность Интенсивность Уровень сцепления,изнашивания,флюсуемости МПа мг/м Источники информации 1. Наплавочные материалы, выпускаемые Торезским заводом наплавочных твердых сплавов. Рекламный проспект / Под ред. В.И.Вепринцева. - Донецк Облполиграфиздат,1984. - 22 с. 2. А.с. СССР 1695587. 3. Пантелеенко Ф.И. Самофлюсующиеся диффузионно-легированные порошки на железной основе и защитные покрытия из них. - Минск Технопринт, 2001. - С. 101, 113. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
Метки: порошка, получения, способ, самофлюсующегося
Код ссылки
<a href="https://by.patents.su/7-17321-sposob-polucheniya-samoflyusuyushhegosya-poroshka.html" rel="bookmark" title="База патентов Беларуси">Способ получения самофлюсующегося порошка</a>
Способ получения алмазного порошка
Номер патента: 9152
Опубликовано: 30.04.2007
Авторы: Калиниченко Александр Сергеевич, Калиниченко Владислав Александрович, Грицук Виталий Дмитриевич
МПК: C30B 29/04, B01J 3/06, C01B 31/06...
Метки: алмазного, порошка, способ, получения
Текст:
...получение алмазного порошка осуществляется путем воздействия высокими давлением и температурой на предварительно активированную гомогенную смесь порошков графита и катализатора, а гомогенную смесь активируют аттриторной обработкой в среде этилового спирта и воздействуют давлением, соответствующим области, расположенной ниже линии фазового равновесия диаграммы состояния. Активация шихты в шаровой мельнице по способу 2 с точки зрения...
Способ получения порошка композиционного материала на основе карбида титана
Номер патента: 2432
Опубликовано: 30.12.1998
Авторы: Король Владимир Алексеевич, Гребенец Юрий Владимирович, Колесников Андрей Андреевич, Азарова Татьяна Алексеевна
Метки: композиционного, основе, титана, порошка, способ, получения, карбида, материала
Текст:
...МЗГНИТНОГО материала. Синтез комшозиЦИ 0 Н 0 Г 0 материала проводят в реакторе в чатмосфере аргона. Полученны продукт горения дробят и размалывают.П р и м е р. 1 кг порошка титана марки ПТЭМЭ с размером частиц менее 180 мм и сажи марки НМ 15 ТС взятыв весовом соотношении д 1, обрабатывают в аттриторе при скорости вращения нмпеллерамешалкн 150-350 об/мин в течение 5 ч. В качестве размолвнык тел используют шары диаметром 9 м из стали Ш 15 в...
Способ получения порошка кубического нитрида бора
Номер патента: 8883
Опубликовано: 28.02.2007
Авторы: Грицук Виталий Дмитриевич, Калиниченко Владислав Александрович, Калиниченко Александр Сергеевич
МПК: C01B 21/064, B01J 3/06
Метки: бора, способ, кубического, порошка, нитрида, получения
Текст:
...нитрида бора определяет соответственно высокую себестоимость получаемого порошка КНБ.Задачей изобретения является усовершенствование технологического процесса синтеза порошка КНБ с целью снижения его себестоимости.Поставленная задача решается тем, что получение порошка кубического нитрида бора осуществляется путем обработки высоким давлением и температурой гомогенной смеси порошков графитоподобного нитрида бора и...
Способ получения керамического порошка
Номер патента: 15871
Опубликовано: 30.06.2012
Авторы: Оковитый Вячеслав Александрович, Девойно Олег Георгиевич, Оковитый Василий Вячеславович, Шевцов Александр Иванович, Пантелеенко Федор Иванович
МПК: B22F 9/02, C04B 35/48
Метки: способ, порошка, получения, керамического
Текст:
...проводить при 1500-1700 С в течение 8-10 ч с последующим охлаждением до 700 С со скоростью 250-300 С/мин. Такой отжиг способствует удалению межкристаллитной влаги,трансформации моноклинной фазы в тетрагональную и стабилизации тетрагональной фазы. При отжиге в течение времени менее восьми часов и при температуре ниже 1500 С происходит неполный переход моноклинной фазы в тетрагональную, а при отжиге в течение более десяти часов при температуре...
Способ получения композиционного порошка
Номер патента: 8252
Опубликовано: 30.06.2006
Авторы: Руденская Наталья Александровна, Пантелеенко Екатерина Федоровна, Копысов Виктор Александрович
МПК: B22F 9/02
Метки: композиционного, получения, порошка, способ
Текст:
...срез сопла плазменного генератора, порошок распыляют в сборник реактора,заполненного водой. Мощность плазмотрона 24-54 к, расход плазмообразующего газа(смеси воздуха с природным газом при соотношении 7030) 4 м 3/ч. Полученный после обработки в потоке плазмы порошок разделяют на фракции (-40 мкм) и (40-100 мкм). Необходимость разделения на фракции объясняется различным функциональным назначением порошка. Так частицы менее 40 мкм имеют...
Предыдущий патент: Добычная установка, в частности для горных разработок, и способ управления добычной установкой
Следующий патент: Способ оценки статуса питания у мужчины до 29-летнего возраста
Случайный патент: Оптический датчик для контроля двухкоординатных перемещений