Способ изготовления деталей протеза “бедро-голень”
Номер патента: 1067
Опубликовано: 14.03.1996
Авторы: Булко Алексей Алексеевич, Токушевич Галина Болеславовна, Песецкий Степан Степанович, Козельская Валентина Васильевна
Текст
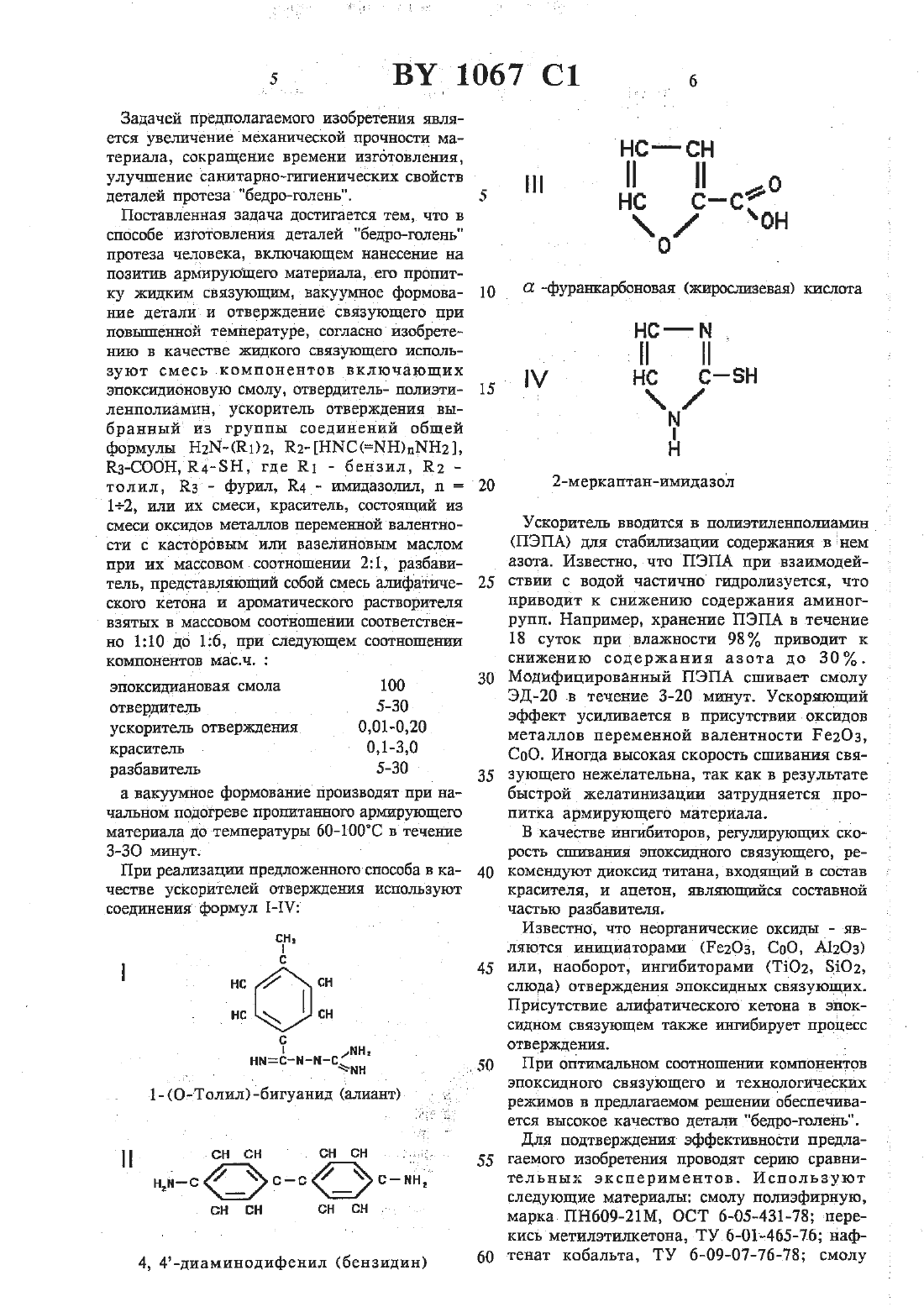
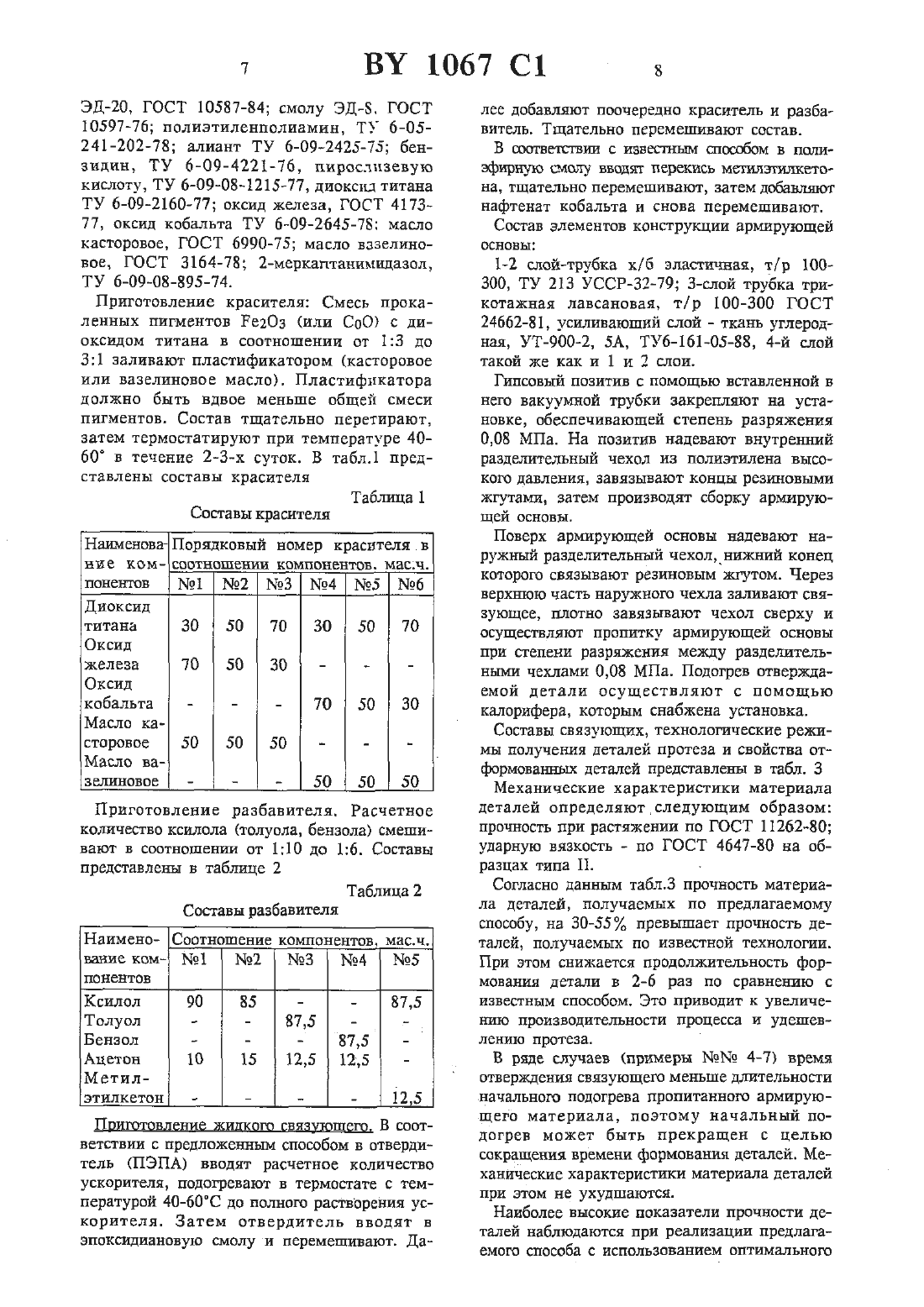
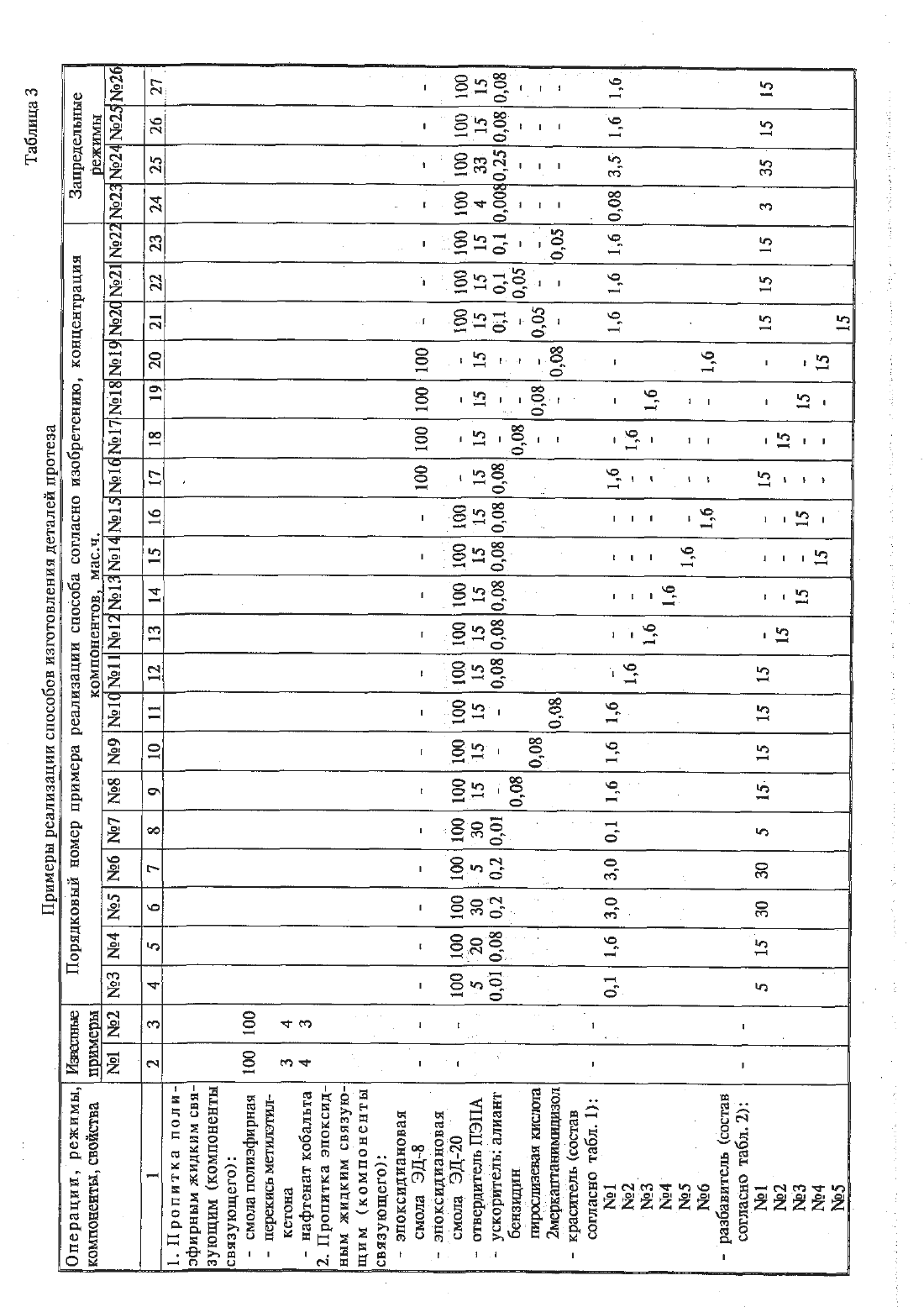
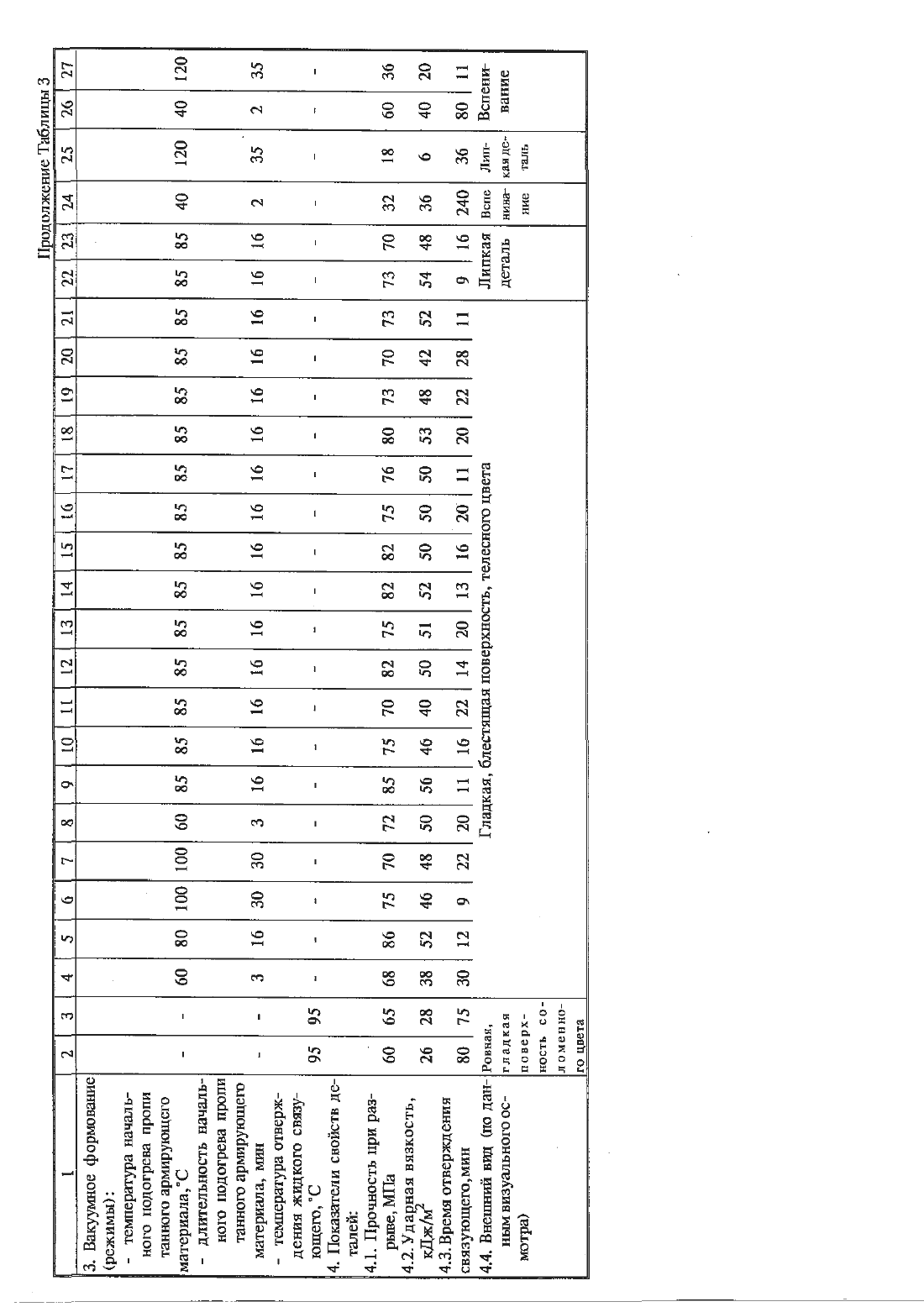
Изобретение относится к технологии протезирования и может быть использовано при изготовлении протезов конечностей человека.Известно контактное формование деталей протеза бедро-голень из препреров, представляющих собой армирующий наполнитель в виде стекло- или углеткани, пропитанной термореактивным связующим.Технология контактного формования деталей протеза из препретов заключается в следующем. подготавливают полосу препрега необходимой шириньх, предварительно сняв с него защитную пленку. На позитив надевают трикотажный рукав и обтягивают его препрегом. ПОЗИТИВ С НЗНЕССННЬПИ ПРВПРЕГОМ ПОМВЩЗЮТ В герметичный чехол из латексной пленки и переносят в камеру автоклава. В пространстве между позитивом и чехлом создают разряжение до -7,84102 МПа, а в камере автоклава повышают давление до 3,9102 МПа и устанавливают температуру 90-95 С. При этом препрег плотно обэкгшает поверхность позитива отверждение связующего происходит в течение 30-60 минут. Основной недостаток данной технологии - сложность, малая ПРОИЗВОДИТСЛЬНОСТЪ,низкая жизнеспособность препрегов.Известен способ изготовления деталей протеза бедро-голень контактным формоваьшем,заключающийся в послойной промазке армирующей основы, нанесенной на позитив, жидким связующим. В качестве связующего используют полиэфирные, эпоксидные, полиакриловые смолы. В зависимости от армирующего материала и состава связующего детали протеза имеют широкий диапазон свойств. Основной недостаток технологии, основанной на послойной промазке тканей, является длительность процесса, необходимость использовать квалифицированных исполнителей, малая производительность, трудность локальной подфарМОВКИ.При использовании в качестве связующего для послойной промазки армирующей основы олитоэфиракрилата МГ Ф-9, после нагревания деталей при температуре 90-100 С в течение 1 часа, они легко подформовываются.Наибольшее распространение получил способ формования приемных гильз пропиткой армирующего материала. Формование пропиткой ОТЛИЧЗСТСЯ ОТ КОНТЗКТНОГО ФОРМОБННИЯ ТЕМ,что на сухой позитив наносят все слои армирующего материала, которые затем пропитывают каким-либо жидким связующим.В протезостроении используют пропитку путем окунания и пропитку под вакуумом.Пропитка окунанием позитива с надетым на него армирующим материалом в связующее разработана в ЛНИИП. В качестве связующего используют полиамидный лак. Позитив выдерживают в расплаве полиамидного лака в те 10чение 10-15 минут. Термообработка полиамидного лака производится в 2 стадии выдержка при комнатной температуре в течение 24 часов и сушка в термошкафу при температуре 50-65 С в течение 48 часов. Физико- механически-е свойства приемных гильз,полученных по данной технологии достаточно высокие прочность при растяжении составляет не менее 270 МПа), однако производительность метода невысокая, а затраты на электроэнергию достаточно БОЛЪШИС.Наиболее близким по технической сущности к предлагаемому техническому решению является способ формования деталей бедро-голень, основанный на вакуумной пропитке армирующей основы полиэфирным связующим следующего состава, мас. ч.полиэфирная смола 100 инициатор отверждения перекись метилэтилкетона 3-4 ускоритель отверждения нафтенат кобальта 3-4Для ускорения процесса отверждения связующего применяют подогрев формуемой детали лампами накаливания, инфракрасным излучением. Прочность при растяжении деталей, полученных таким образом достигает 60-65 МПа 1 - прототип.Пропитку под вакуумом производят при соблюдении следующих операций. Перед нанесением армирующего материала на позитив надевают защитный чехол из воздухонепроницаемой полимерной пленки, а поверх армирующего материала второй такой же чехол. Затем в пространство между двумя чехлами заливают связующее через верхнюю часть наружного чехла, а нижний конец наружного ЧЕХЛЕ СТЯГИВЕЮТ рСЗИНОВЫМ жгутом вокруг металл-ической- трубки, на которой закреплен позитив. Трубку соединяют с вакуумным насосом для создания разряжения между разделительными чехлами порядка - 7,84-102 МПа. Под действием вакуума связующее просачивается в пространство между чехлами, пропитывая армирующую основуОсновной недостаток данного способа - исПОЛЬЭОВЗНИВ ДСФИЦИТИЫХ БЕЗСТИРОЛЬНЫХ ПОЛИэфирных смол, ограниченный срок хранения исходных компонентов, особенно перекиси и нафтената кобальта. Кроме того время отверждения связующего, даже при повышенной температуре (90-95 С) сравнительно велико 40 б 0 минут. По мере старения инициатора и ускорителя время отверждения увеличивается,возникает липкость на поверхности отвержденной детали, ухудшается внешний вид детали, И МСХЗНИЧВСКИС ХЗРЗКТЕРИСТИКИ материала.Задачей предполагаемого изобретения является увеличение механической прочности материала, сокращение времени изготовления,улучшение санитарно-гигиенических свойств деталей протеза бедро-голень.Поставленная задача достигается тем что в способе изготовления деталей бедро-голень протеза человека, вкцпочаюшем нанесение на позитив армирующего материала, его пропитку жидким связующим, вакуумное формование детали и отверждение связующего при повышенной температуре, согласно изобретению в качестве жидкого связующего используют смесь компонентов включающих эпоксидионовую смолу, отвердитель- полиэтиленполиамнн, ускоритель отверждения выбранный из группы соединений общей формулы Н 2 Ы(К 12 122- НЫС(ЫН)пЫН 2 Кз-СО 0 Н,К 4 Н где 121 - бензил, 122 толил, Ка - фурил, На - имидазолил, п 12, или их смеси, краситель, состоящий из смеси оксидов металлов переменной валентности с касторовым или вазелиновым маслом при их тиассовомтсоотношепии 21, разбавитель, представляющий собой смесь адшфатическою кетона и ароматического растворителя взятых в массовом соотношении соответственно 110 до 16, приследующем соотношении компонентов мас.ч.а вакуумное формование производят при начальном подогреве пропитанного армирующего материала до температуры 60-100 С в течение 3-30 минут.При реализации предложенного способа в качестве ускорителей отверждения используют соедгптения формул НУч нон он он сн .г. он он он сн(ПЭПА) для стабилизации содержания в нем азота. Известно, что ПЭПА при взаимодействии с водой частично гидролизуется, что приводит к снижению содержания аминогрупп. Например, хранение ПЭПА в течение 18 суток при влажности 98 приводит к снижению содержания азота до 30. Модифицированный ПЭПА сшивает смолу ЭД-20 в течение 3-20 минут. Ускоршощий эффект усиливается в присутствии оксидов металлов переменной валентности Ре 2 О 3 СОО. Иногда высокая скорость сшивания связующего нежелательна, так как в результате быстрой желатинизац затрудняется пропитка армирующего материала.В качестве ингибиторов, регулирующих скорость сшивания эпоксидното связующего, рекомендуют диоксид титана, входящий в состав красителя, и ацетон, являющийся составной частью разбавителя.Известно, что неорганические оксиды р- являются инициаторами (Ре 2 Оз, СоО, А 12 О 3) или, наоборот, ингибиторами (Т 1 О 2, 8102,слюда) ОТВЕРЖДВНЦЯ ЭПОКСИДНЫХ СВЯЗУЮЩИХ. Присутствие алифатического кетона в эпоксидном связующем также ингибирует пропесс отверждения.При оптимальном соотношении компонентов эпоксидного связующего и технологических режимов в предлагаемом решении обеспечивается высокое качество детали бедро-голень.Для подтверждения эффективности предлагаемого изобретения проводят серию сравнительных экспериментов. Используют следующие материалы смолу полиэфирную,марка ПН 609-21 М, ОСТ 6-05-431-78 перекись метилэтилкетона, ТУ 6-01-465-16 нафтенат кобальта, ТУ 6-09-07-76-78 смолуЭД-20 ГОСТ 10587-84 смолу ЭД-З. ГОСТ 10597-76 полиэтиленполиамин, ТУ 6-05241-202-78 алиант ТУ 6-09-2425-75 бензидин, ТУ 6-09-4221-76, пирослттзевую кислоту, ТУ 6-09-08-1215-77, диоксид титана ТУ 6-09-2160-77 оксид железа, ГОСТ 417377, оксид кобальта ТУ 6-09-2645-78 масло касторовое, ГОСТ 6990-75 масло вазелиновое, ГОСТ 3164-78 Ъмеркаптаниьтидазол,ТУ 6-09-08-895-74.Приготовление красителя Смесь прокаленных пигментов Ре 2 Оз (или СоО) с диоксидом тптана в соотношении от 13 до 31 заливают пластификатором (касторовое или вазелиновое масло). пластификатора должно быть вдвое меньше общей смеси пигментов. Состав тщательно перетирают,затем термостатируют при температуре 4060 в течение 2-3-х суток. В табл.1 представлены составы красителяПорядковый номер красителя в СООТНОШСНИП КОМПОНЕНТОВ. МЭСДЧ.титана Оксид железа Оксид кобальта Масло касторовоеПриготовление разбавителя. Расчетное количество ксилола (толуола, бензола) смешивают в соотношении от 110 до 16. СоставыКсилол Толуол Бензол Ацетон М ет ил этилкетонт я В соответствии с предложенным способом в отвердитель (ПЭПА) вводят расчетное количество ускорителя, подогревают в термостате с температурой 40-б 0 С до полною растворения ускорителя. Затем отвердитель вводят в эпоксидиановую смолу и перемешивают. Далее добавляют поочередно краситель и разбавитель. Тщательно перемешивают состав.В соответствии с известным способом в полиэфирную смолу вводят перекись метилэтилкетона, тщательно перемешивают, затем добавляют нафтенат кобальта и снова перемешивают.Состав элементов конструкции армирующей основы1-2 слой-трубка х/б эластичная, т/ р 100300, ТУ 213 УССР-32-79 3 слой трубка трикотажная лавсановая, т/р 100-300 ГОСТ 24662-81, усиливающий слой - ткань углеродная, УТ-900-2, ЗА, ТУ 6-161-05-88 4-й слой такой же как и 1 и 2 слои.Гипсовый позитив с помощью вставленной в него вакуумной трубки закрепляют на установке, обеспечивающей степень разряжения 0,08 МПа. На позитив надевают внутренний раздеттитедгьный чехол из полиэтилена высокого давления, завязывают концы резиновыми жгутами, затем производят сборку армирующей основы.Поверх армирующей основы надевают наружный разделительный чехощнижний конец которого связывают резиновым жгутом. Через верхнюю часть наружною чехла заливают связующее, плотно завязывают чехол сверху и осуществляют пропитку армирующей основы при степени разряжения между разделительными чехлами 0,08 МПа. Подогрев отверждеемой детали осуществляют с помощью калорифера, которым снабжена установка.Составы связующих, технологические режимы получения деталей протеза и свойства отформованных деталей представлены в табл. ЗМеханические характеристики материала деталей определяютследующим образом прочность при растяжении по ГОСТ 11262-80 ударную вязкость - по ГОСТ 4647-80 на образцах типа 11.Согласно данным табл.3 прочность материала деталей, получаемых по предлагаемому способу, на 30-55 превышает прочность деталей, получаемых по известной технологии. При этом снижается продолжительность формования детали в 2-6 раз по сравнению с известным способом. Это приводит к увеличению производительности процесса и удешевлению протеза.В ряде случаев (примеры Мене 4-7) время отверждения связующего меньше длительностиДДЭЧЕЪЛЬНПГО подогрева ПРОПИТЗННОГО армирую щего материала, поэтому начальный подогрев может быть прекращен с целью сокращения времени формования деталей. Механические характеристики материала деталей при этом не ухудшаются.Наиболее высокие показатели прочности деталей наблюдаются при реализации предлагаемого способа с использованием оптимального- - - шд й и. ид им ю од 2 шд - л л в - шд шд щд шд щ от от З щ 32 ц и Ан двоим. омонимов о минное Евндщщошшц - о 22 о. . л и к ц од . их . од од чм за од од од я и - - 1 ь од од од 3 об об од то 22. щщниоз Пацанам - л - - и щоб и а юоб . юо.о . щопшмцыЕт ц и - . .- а под - . юоо . . т Б ющшЕОоц - - - - - то - г . о . о БЮ диод юоо щы.ооо.о Чо Э а ь . а за за за з за ц - ц об н ч о з . нщмычш дцшьндомиь и 2 д ют т шд шд З 2 . 2. шд тд шд шд од 3 тд от щ от о щ Етшдъдццыщно и со. ее со. г 2. 2 2 - ее 2 2 2. 2 2 2 г 2 2 э и и отца итого. . . . . . щшщощмщцномопт -- - - к и - я 2 2 э 2 - ц - и ц и к - в и л . - ыт шкоды . щшщошшыцпимодт ь . доьондодтыщцш ЕРЩОШОПОИч вып . ьипмыщц ПМПЫИА Зад лдыомодт шмьнпощд .ы т т ювдчтоом Ьшшидтшщ л. т т шторам нанимаю - оод оод тшщцыешпцоп шпаги и АоьшНЕнтщшц. д.28 Ещмцый Езщцпеп аде шыннпоад д мы мы шд Е ювыданы. джип щоншшщоцгом ЕБЕ ющиищощи.аьшщшопом о шатщчицшдсюю ымцнщшнщом ощоьыцоомы ошишндои мооцопц ышцщщщчшоц шаманит дедом щомцщцош авщйюц шиитамиюшщэощп тычинок щпщочшонодш шоооцопц вапмтдцшюа Ецюзнцш т шцтчошн.
МПК / Метки
МПК: B32B 27/38, A61L 27/00
Метки: изготовления, деталей, протеза, бедро-голень, способ
Код ссылки
<a href="https://by.patents.su/7-1067-sposob-izgotovleniya-detalejj-proteza-bedro-golen.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления деталей протеза “бедро-голень”</a>
Способ изготовления оптических деталей
Номер патента: 443
Опубликовано: 30.03.1995
Авторы: Катюк А. В., Мастюгин Л. И., Якимахо А. П.
МПК: B24B 1/00, B24B 13/00
Метки: изготовления, оптических, способ, деталей
Текст:
...инструмент на эпоксидной связке.зону обработки подают смазочио-охлаж ающую жидкость (СОЖ) при 153 ОС,прилагают давление, приводят в деиствие кинематическую часть станка и осуществляЮТ ПРОЦЕСС ШЛНфОВаНИЯ. ПОСЛЕ СНЯТИЯ ОСновной части припуска детали, не останавливая станка, вместо СОЖ при 1530 С подают СОЖ, нагретую до 4511 ОС. Инструмент разогревается, абразивные зерна вдавливаются в связку и продолжается процесс шлифования с меньшим...
Способ зажима тонкостенных трубчатых деталей
Номер патента: 651
Опубликовано: 30.06.1995
Авторы: Мазаник О. Н., Павловский А. Н.
МПК: B23B 31/00
Метки: деталей, способ, тонкостенных, трубчатых, зажима
Текст:
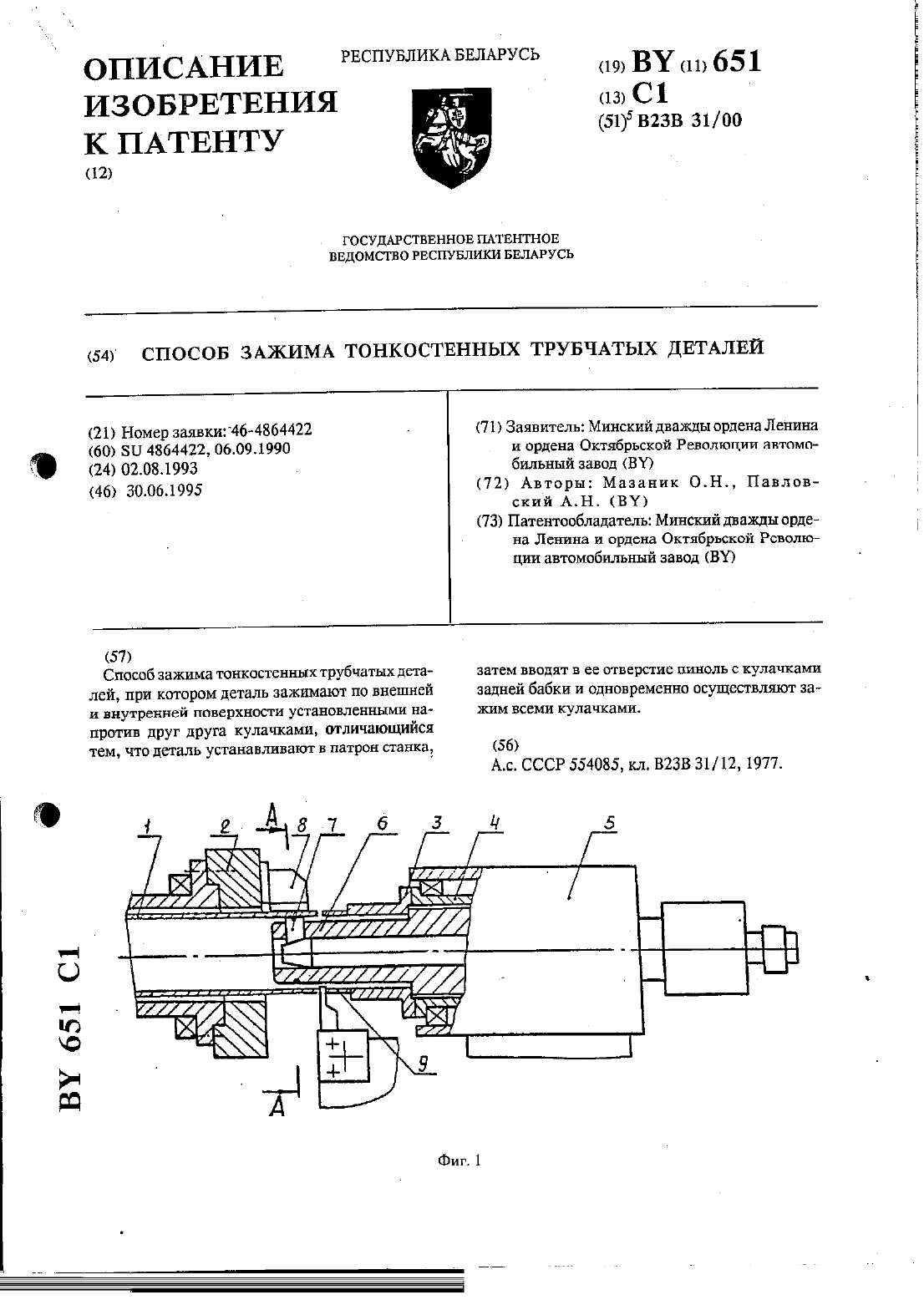
...деталь зажимают по внешней и внутренней поверхности установленными напротив друг друга кулачкаМИ, СОГЛЗСНО ИЗОБРСТСНИЮ ДСТЗЛЬ устанавливают в патрон станка, затем вводят в ее отверстие пиноль с кулачками задней бабки и одновременно осуществляют зажим всеми кулачками.На фит.1 изображена конструктивная схема устройства для осуществления способа на фигСпособ осуществляется следующим образом. цилиндрическую тонкостенную трубчатую деталь 1, если...
Способ изготовления зубных протезов
Номер патента: 317
Опубликовано: 30.12.1994
Автор: Козлов Владимир Александрович
МПК: A61C 13/00
Метки: изготовления, зубных, протезов, способ
Текст:
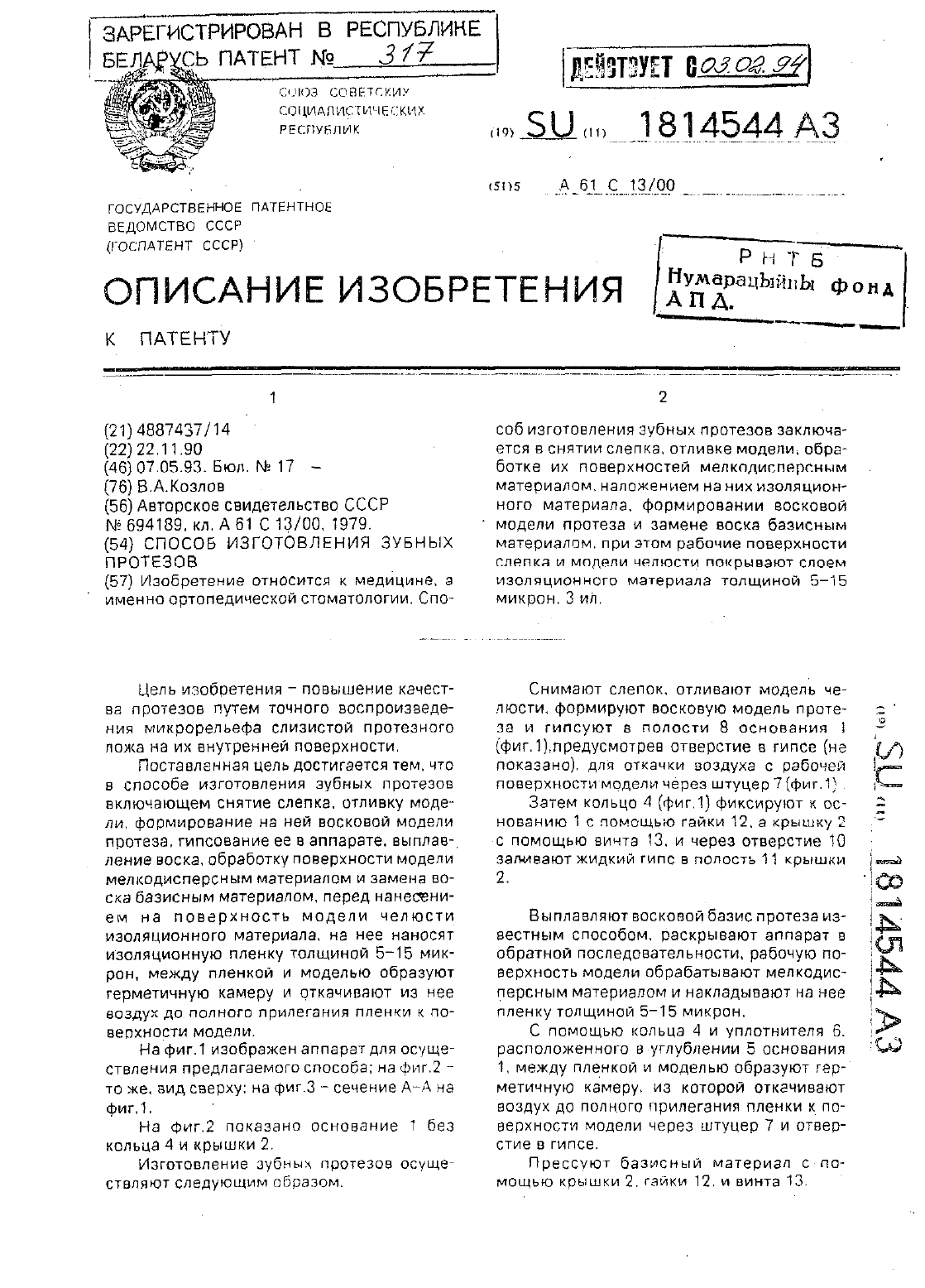
...11 крышкиВыплавляют восковой базис протеза из аестным способом. раскрывают аппарат в обратной последовательности. рабочую поверхность модели обрабатывают мелкодисперсным материалом и накладывают на нее пленку толщиной 5-15 микрон.метичную камеру. из которой откачивают воздух до полного припегания пленки к поверхности модели через штуцер 7 и отверстие в гипсе.Прессуют базисный материал с помощью крышки 2, гайки 12. и винта...
Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей
Номер патента: 678
Опубликовано: 30.06.1995
Авторы: Кукин С. Ф., Пасах Е. В.
МПК: B24B 39/02
Метки: деталей, поверхностей, цилиндрических, упрочнения, способ, наружных, ультразвуком
Текст:
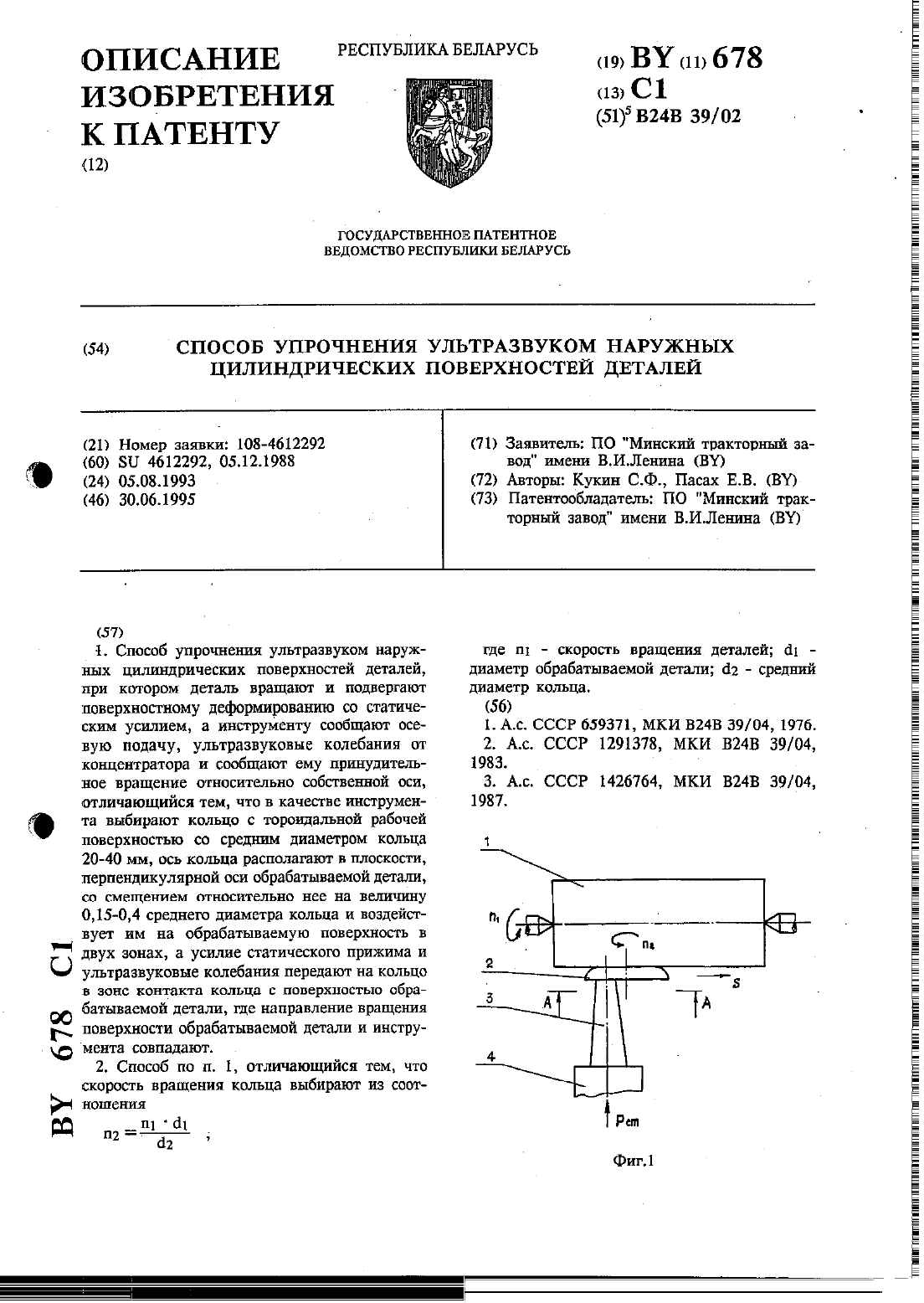
...деталь 1 диаметром с 11 вращают со скоростью щ в контакте с вращающимся со скоростью п и перемещающимся вдоль с подачей 8 кольцом 2 с тороидальной рабочей поверхностью и средним диаметром с 12, ось которого расположена от оси детали 1 на расстоянии 11. С обратной стороны кольца 2 по оси концентратора 3, проходящей через зону контакта кольца с деталью, где направление перемещения обрабатываемой поверхности и инструмента (кольца 2)...
Способ соединения деталей стрелки
Номер патента: 727
Опубликовано: 30.06.1995
Автор: Йоханес Блумауер
МПК: E01B 11/44
Метки: способ, соединения, деталей, стрелки
Текст:
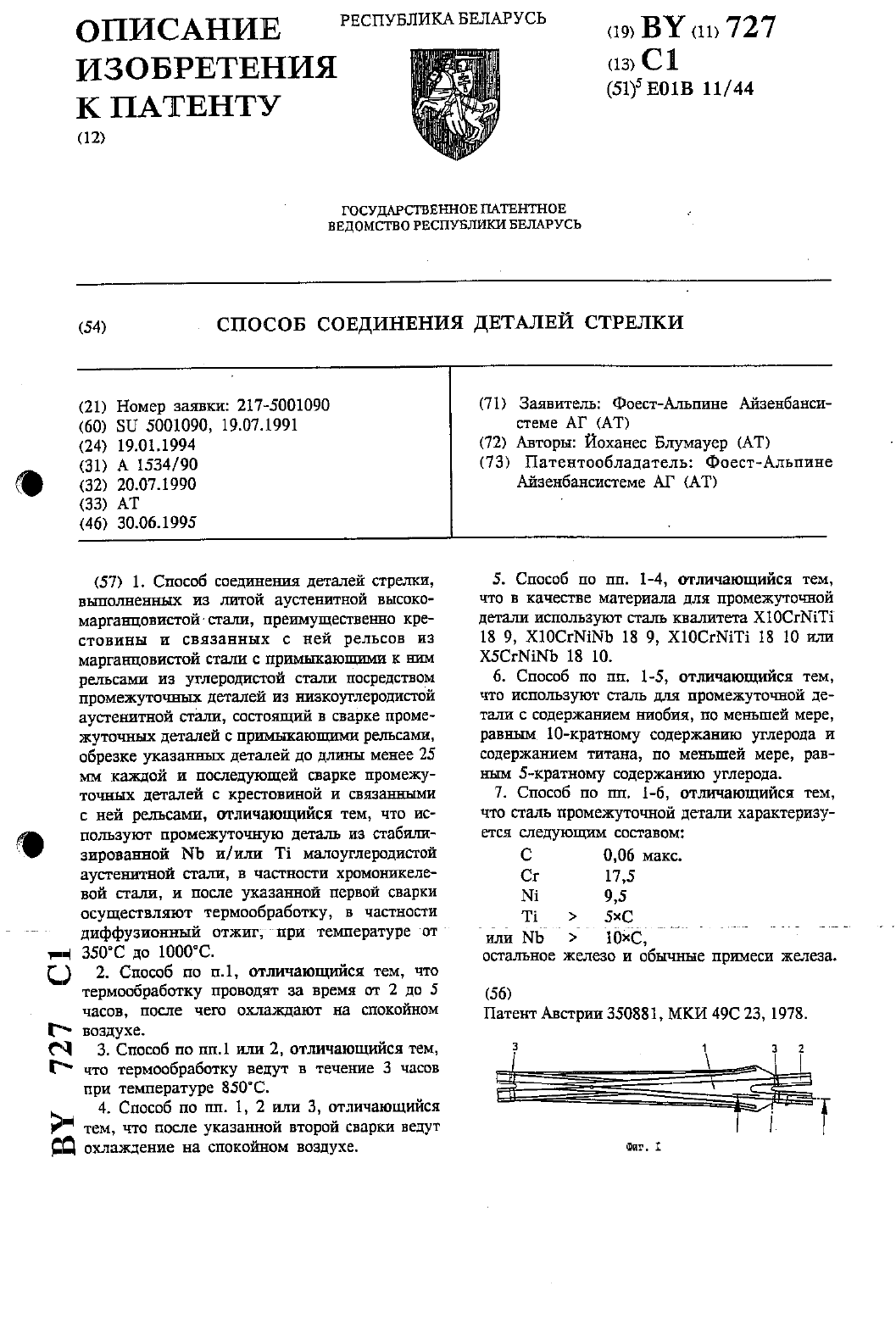
...сплавлениеммежду УГЛЕРОДИСТОЙ СТЭЛЬЮ РВЛЪСЗ И ПРОМЕЖУТОЧНОЙ ДЭТЕШЪЮ ОСУЩЕствлнют целенаправленную термообработку, достигается сглаживание различной в нонцентраци полностью различных сплавов промежуточной детали и стали рельса за счет диффузии, причем одновременно не только достигается выравнивание концентраций в зоне сварки, но танне вновь устраняетсяобразованный при спределенных обстоятельствах мартенсит. После обрезки промепуточной...
Предыдущий патент: Способ определения ДНК-азной активности
Следующий патент: Способ получения компоста
Случайный патент: Центробежная мельница