Композиционное покрытие на деталях из алюминиевых сплавов и способ его изготовления
Номер патента: 10319
Опубликовано: 28.02.2008
Авторы: Басинюк Владимир Леонидович, Титов Николай Владимирович, Коломейченко Александр Викторович, Кукареко Владимир Аркадьевич, Мардосевич Елена Ивановна
Текст
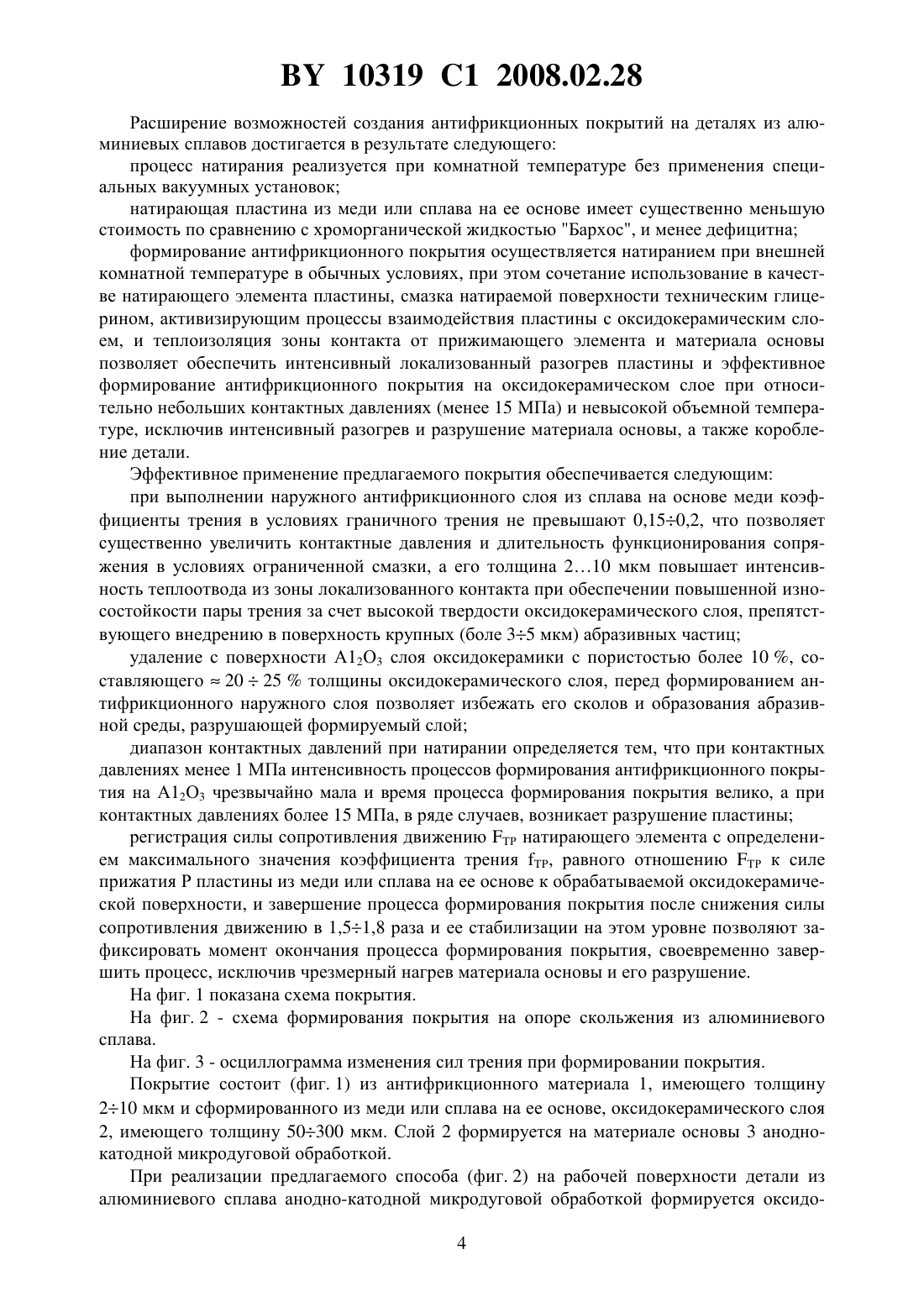
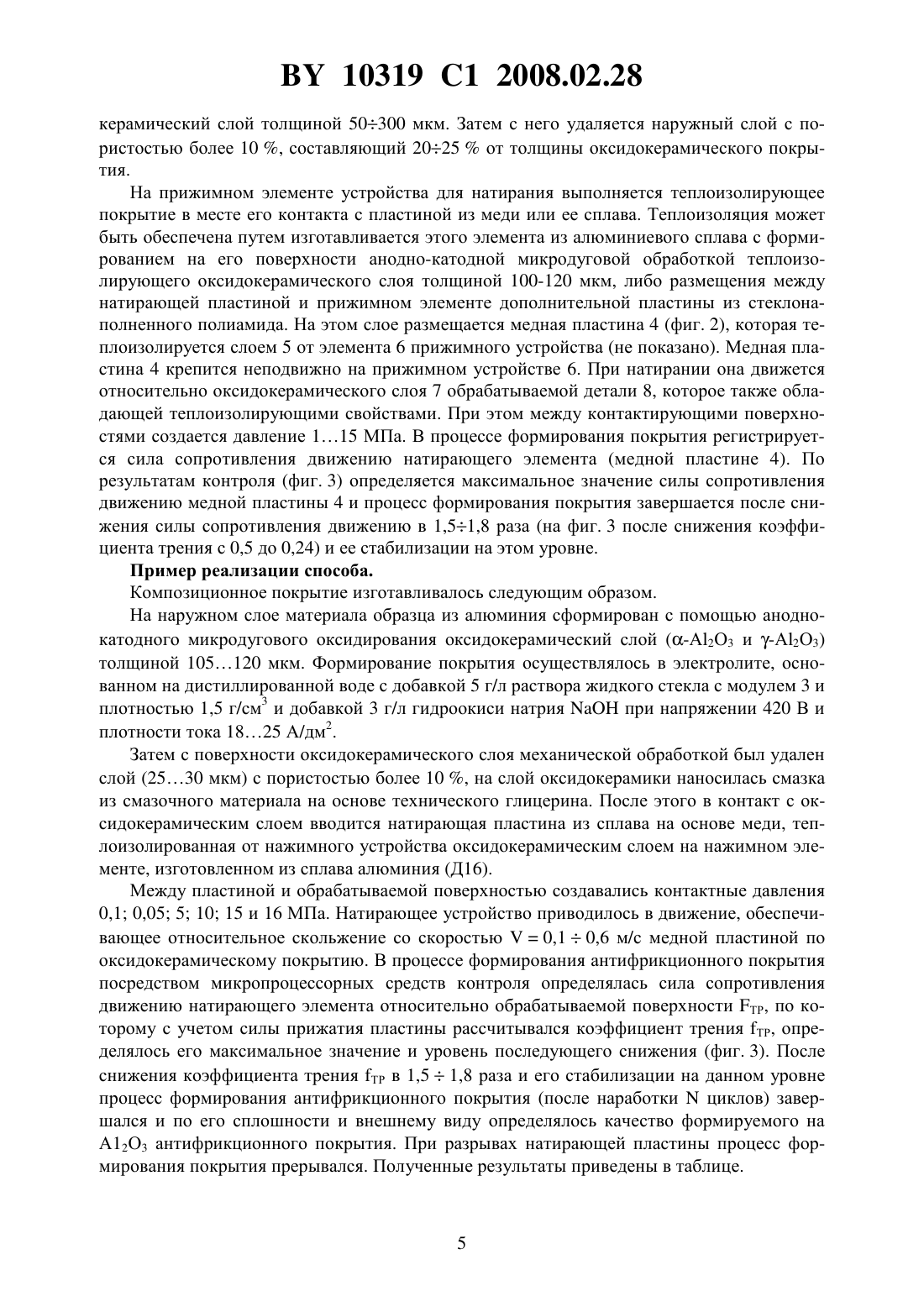
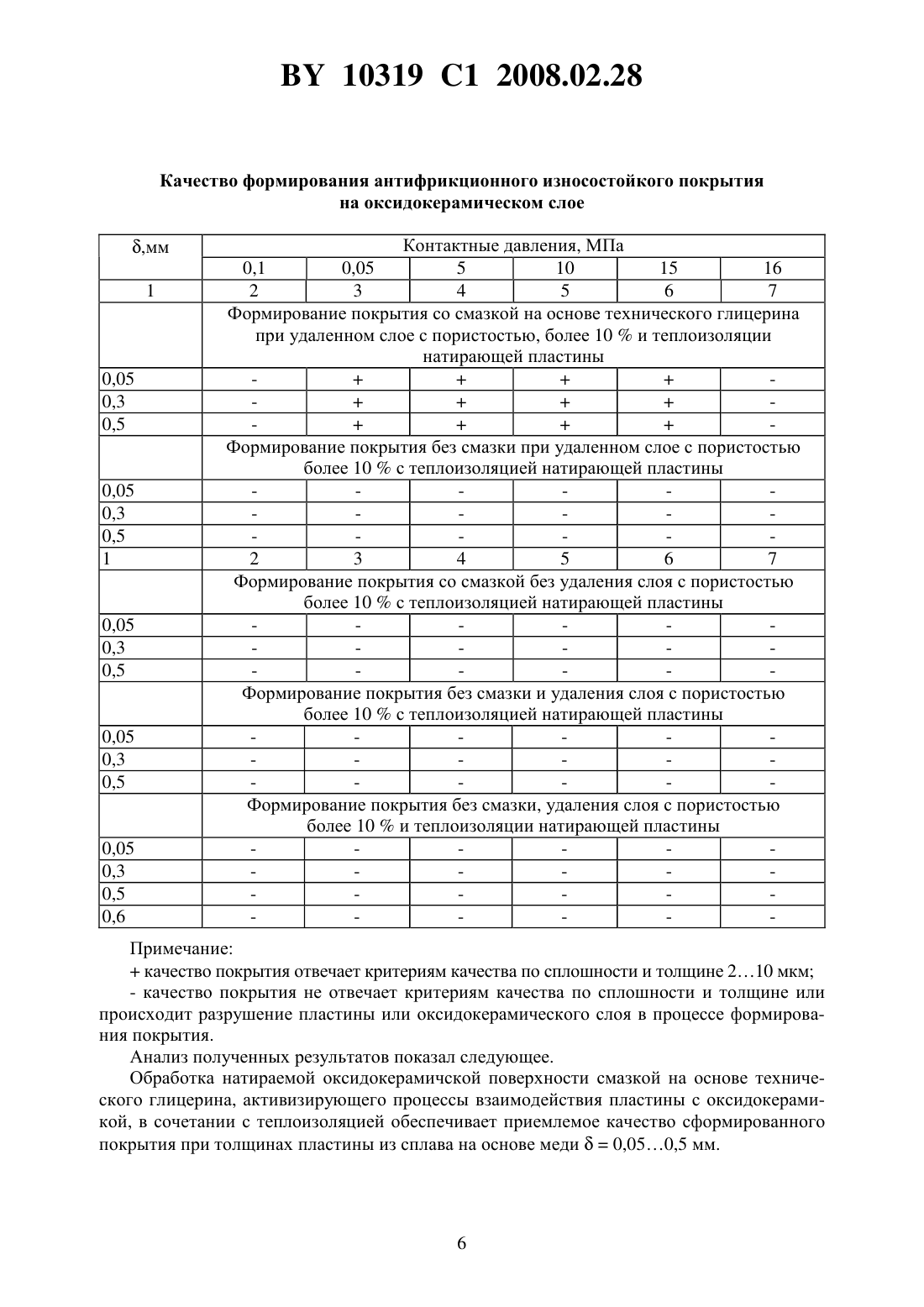
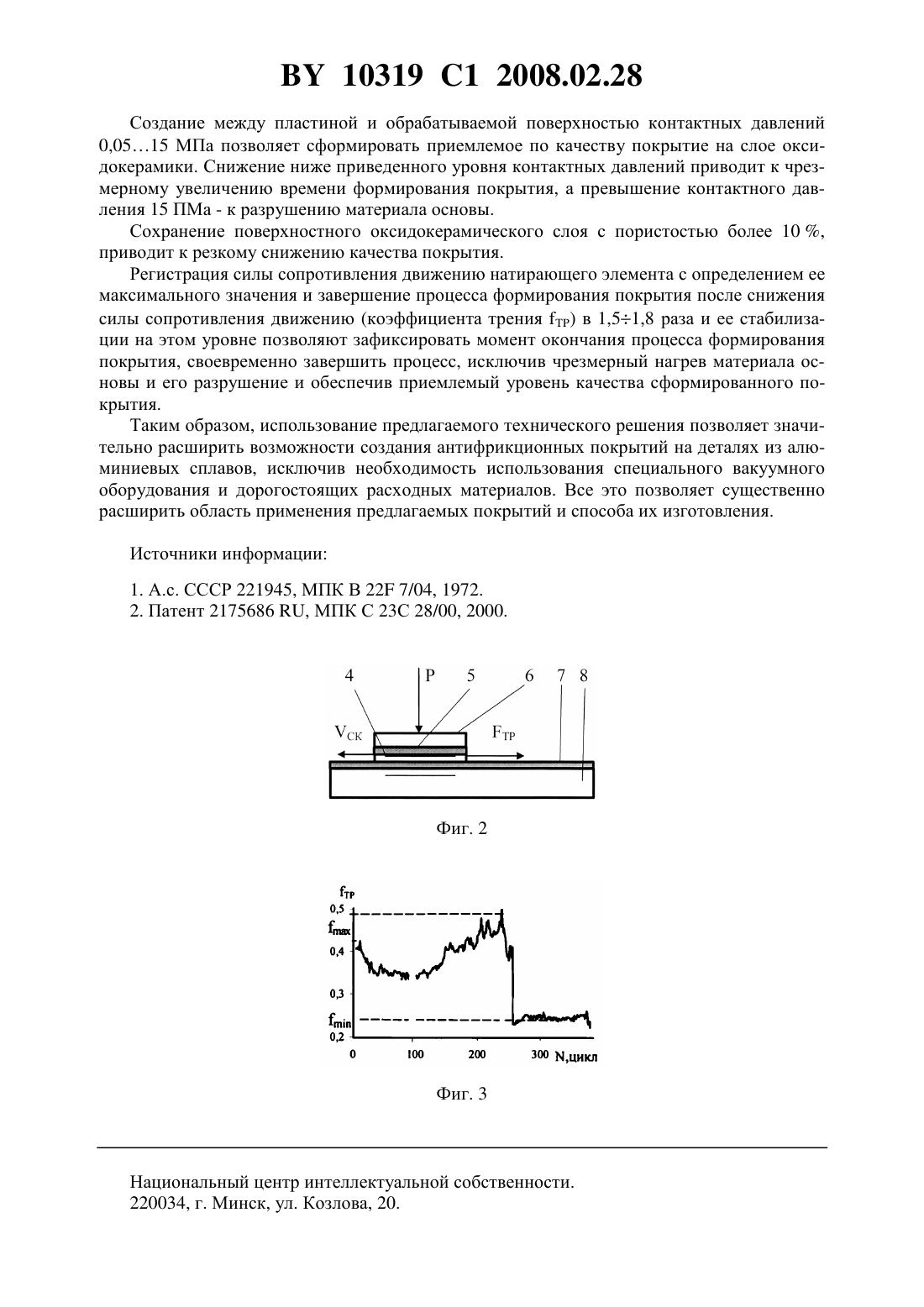
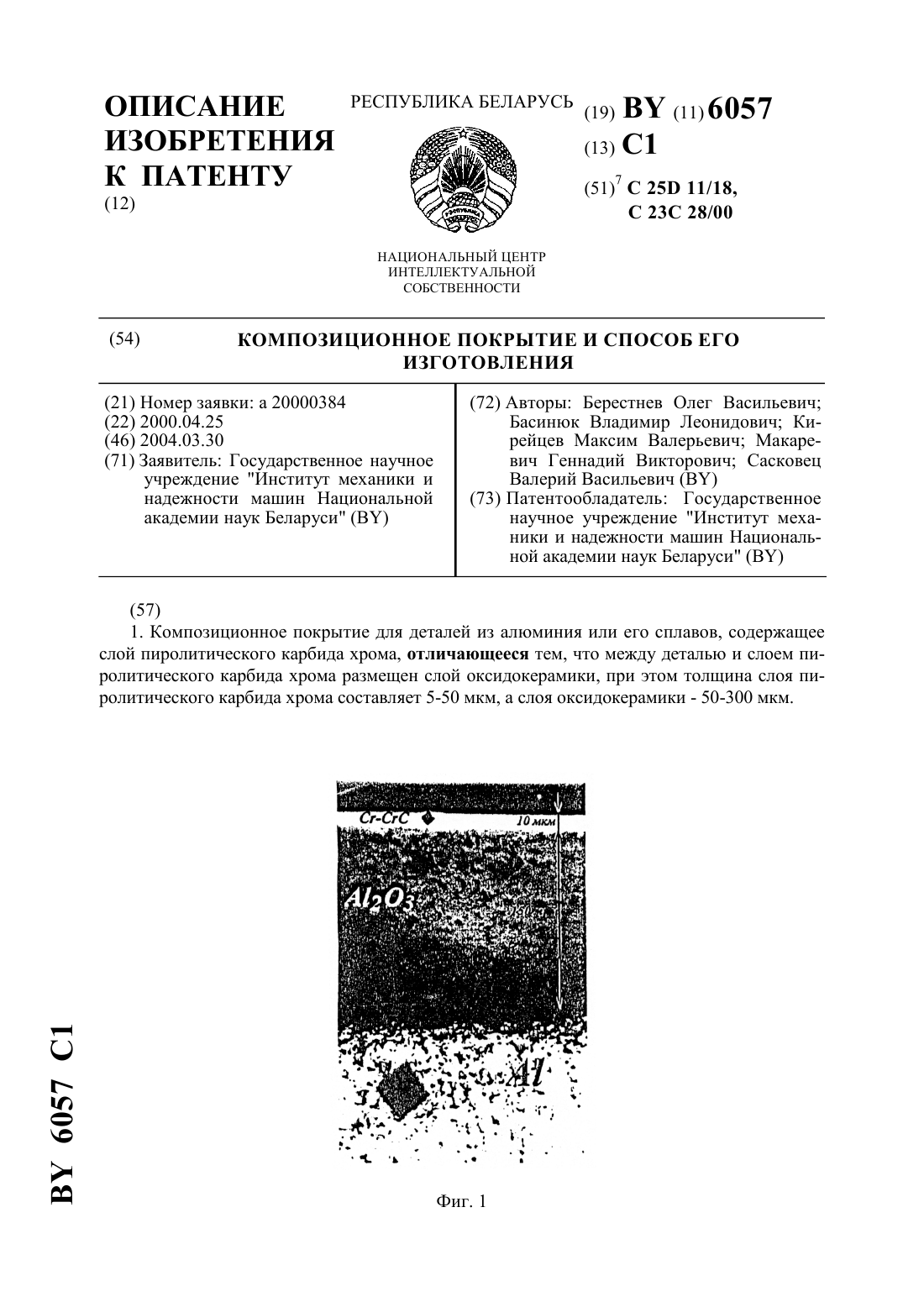
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ КОМПОЗИЦИОННОЕ ПОКРЫТИЕ НА ДЕТАЛЯХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Басинюк Владимир ЛеонидовичКукареко Владимир АркадьевичКоломейченко Александр ВикторовичМардосевич Елена ИвановнаТитов Николай Владимирович(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(57) 1. Композиционное покрытие на деталях из алюминиевых сплавов, содержащее наружный слой из антифрикционного материала и размещенный между ним и поверхностью детали оксидокерамический слой, отличающееся тем, что наружный слой выполнен из меди или сплава на ее основе толщиной 2-10 мкм. 2. Способ изготовления композиционного покрытия на деталях из алюминиевых сплавов, включающий создание на их поверхности с помощью анодно-катодной микродуговой обработки оксидокерамического слоя с открытой пористостью и формирование на оксидокерамическом слое слоя из антифрикционного материала, отличающийся тем, что перед формированием слоя из антифрикционного материала с поверхности оксидокерамического слоя удаляют слой с пористостью более 10 и наносят смазку на основе технического 10319 1 2008.02.28 глицерина, а наружный антифрикционный слой формируют фрикционно-механическим способом посредством натирания поверхности оксидокерамического слоя пластиной из меди или сплава на ее основе, при этом в процессе формирования антифрикционного слоя пластину прижимают к натираемой поверхности с давлением 1-15 МПа и теплоизолируют от прижимающего элемента. 3. Способ по п. 2, отличающийся тем, что при формировании наружного слоя натиранием регистрируют силу сопротивления движению натирающего элемента, определяют по ней максимальное значение коэффициента трения между натирающей пластиной из меди или ее сплава и обрабатываемой поверхностью оксидокерамического слоя, а процесс формирования покрытия завершают после снижения коэффициента трения в 1,5-1,8 раза относительно максимального и его стабилизации на этом уровне. Изобретение относится к материалам для пар трения скольжения может быть использовано для создания износостойкого композиционного покрытия на трущихся поверхностях подшипников и опор скольжения, направляющих и других узлах деталей машин из алюминия и его сплавов, применяемых в машиностроительной, металлообрабатывающей,станкостроительной, авиационной промышленности и других областях. Известен износостойкий композиционный материал, содержащий рабочий слой из износостойкого материла и основу, связанную с износостойким материалом промежуточным связующим слоем металла, который при изготовлении детали нагревают в нейтральной атмосфере до температуры выше температуры плавления цементирующего металла 1. В данном техническом решении промежуточный слой металла расплавляется, обеспечивая надежную связь между рабочим слоем и материалом основы. В качестве рабочего слоя используют порошок карбида вольфрама, а в качестве промежуточного связующего слоя - медь. Существенным недостатком описанного материала и способа его изготовления является необходимость расплавления промежуточного слоя меди, имеющей достаточно высокую температуру плавления. Это ограничивает возможности применения данного технического решения в деталях из алюминиевых сплавов, имеющих существенно меньшую,по сравнению с медью, температуру плавления. Известно композиционное покрытие на деталях из алюминиевых сплавов, содержащее наружный слой толщиной 1050 мкм из антифрикционного материала, в качестве которого использован карбид хрома, и размещенный между ним и основой оксидокерамический слой (А 12 О 3), имеющий толщину 50300 мкм, и способ его изготовления, включающий предварительное создание с помощью анодно-катодной микродуговой обработки оксидокерамического слоя с открытой на его поверхность пористостью, а затем формирование на этой поверхности слоя антифрикционного материала путем его осаждения из паровой фазы при температуре 430450 С карбида хрома, полученного из жидкости Бархос 2. Карбид хрома является весьма износостойким материалом, что позволяет использовать данное покрытие в ответственных узлах трения. Вместе с тем, к его определенным недостатком можно отнести возникновение повышенных до 0,3-0,6 коэффициентов трения при взаимодействии данного покрытия с ответной стальной поверхностью в условиях граничного трения и трения без смазки. Это, при относительно высоких для данных материалов контактных давлениях (48 МПа) и длительном взаимодействии трущихся поверхностей, приводит к увеличению температуры основы из сплава алюминия и, в ряде случаев, разрушению покрытия. 2 10319 1 2008.02.28 Необходимость нагрева детали до 430450 С при реализации процесса осаждении карбида хрома при сложной геометрической форме детали приводит к ее короблению. Кроме того, хроморганическую жидкость Бархос можно отнести к дорогостоящим расходным материалам, а процесс осаждения покрытия из карбида хрома осуществляется в вакууме - технически сложным, требующим применения специального оборудования. Вследствие этого существенно возрастает себестоимость покрытия. В целом, это сужает возможности применения данного покрытия и способа его изготовления в деталях сложной формы из алюминиевых сплавов. Задачей изобретения является расширение возможностей создания антифрикционных покрытий на деталях из алюминиевых сплавов. Для решения поставленной задачи в композиционном покрытии на деталях из алюминиевых сплавов, содержащем наружный слой из антифрикционного материала и размещенный между ним и поверхностью детали оксидокерамический слой, согласно техническому решению наружный слой выполняют из меди или сплава на ее основе и его толщина составляет 210 мкм. В способе изготовления композиционного покрытия на деталях из алюминиевых сплавов, включающем создание на их поверхности с помощью анодно-катодной микродуговой обработки оксидокерамического слоя с открытой пористостью и формирование на оксидокерамическом слое слоя из антифрикционного материала, согласно техническому решению перед формированием слоя из антифрикционного материала с поверхности оксидокерамического слоя удаляют слой с пористостью более 10 и на нее наносят смазку на основе технического глицерина, а наружный антифрикционный слой формируют фрикционно-механическим способом посредством натирания поверхности оксидокерамикического слоя пластиной толщиной из меди или сплава на ее основе, при этом в процессе формирования антифрикционного слоя пластину прижимают к натираемой поверхности с давлением 115 МПа и теплоизолируют от прижимающего элемента. При формировании наружного слоя натиранием регистрируют силу сопротивления движению натирающего элемента, определяют по ней максимальное значение коэффициента трения между натирающей пластиной из меди или ее сплава и обрабатываемым поверхностью оксидокерамического слоя, а процесс формирования покрытия завершают после снижения силы сопротивления движению в 1,51,8 раза относительно максимального и его стабилизации на этом уровне. В способе изготовления композиционного покрытия на поверхности детали из алюминиевых сплавов, включающим предварительное создание с помощью анодномикродуговой обработки оксидокерамического слоя с открытой на ее поверхность пористостью, а затем формирование на оксидокерамическом слое слоя антифрикционного материала, согласно техническому решению перед формированием наружного слоя с поверхности оксидокерамического слоя удаляют слой с пористостью более 10 и на нее наносят смазку на основе технического глицерина, а наружный антифрикционный слой формируют фрикционно-механическим способом посредством натирания поверхности оксидокерамического слоя пластиной из меди или сплава на ее основе, при этом в процессе формирования антифрикционного покрытия пластину прижимают к натираемой поверхности с давлением 115 МПа и теплоизолируют от прижимающего элемента. При формировании наружного слоя натиранием регистрируют силу сопротивления движению натирающего элемента, определяют максимальное значение коэффициента трения между натирающей пластиной из меди или ее сплава и обрабатываемым поверхностью с оксидокерамическим слоем, а процесс формирования покрытия завершают после снижения силы сопротивления движению в 1,51,8 раза и стабилизации на этом уровне. 3 10319 1 2008.02.28 Расширение возможностей создания антифрикционных покрытий на деталях из алюминиевых сплавов достигается в результате следующего процесс натирания реализуется при комнатной температуре без применения специальных вакуумных установок натирающая пластина из меди или сплава на ее основе имеет существенно меньшую стоимость по сравнению с хроморганической жидкостью Бархос, и менее дефицитна формирование антифрикционного покрытия осуществляется натиранием при внешней комнатной температуре в обычных условиях, при этом сочетание использование в качестве натирающего элемента пластины, смазка натираемой поверхности техническим глицерином, активизирующим процессы взаимодействия пластины с оксидокерамическим слоем, и теплоизоляция зоны контакта от прижимающего элемента и материала основы позволяет обеспечить интенсивный локализованный разогрев пластины и эффективное формирование антифрикционного покрытия на оксидокерамическом слое при относительно небольших контактных давлениях (менее 15 МПа) и невысокой объемной температуре, исключив интенсивный разогрев и разрушение материала основы, а также коробление детали. Эффективное применение предлагаемого покрытия обеспечивается следующим при выполнении наружного антифрикционного слоя из сплава на основе меди коэффициенты трения в условиях граничного трения не превышают 0,150,2, что позволяет существенно увеличить контактные давления и длительность функционирования сопряжения в условиях ограниченной смазки, а его толщина 210 мкм повышает интенсивность теплоотвода из зоны локализованного контакта при обеспечении повышенной износостойкости пары трения за счет высокой твердости оксидокерамического слоя, препятствующего внедрению в поверхность крупных (боле 35 мкм) абразивных частиц удаление с поверхности А 12 О 3 слоя оксидокерамики с пористостью более 10 , составляющего 2025 толщины оксидокерамического слоя, перед формированием антифрикционного наружного слоя позволяет избежать его сколов и образования абразивной среды, разрушающей формируемый слой диапазон контактных давлений при натирании определяется тем, что при контактных давлениях менее 1 МПа интенсивность процессов формирования антифрикционного покрытия на А 12 О 3 чрезвычайно мала и время процесса формирования покрытия велико, а при контактных давлениях более 15 МПа, в ряде случаев, возникает разрушение пластины регистрация силы сопротивления движению Р натирающего элемента с определением максимального значения коэффициента трения , равного отношению Р к силе прижатия Р пластины из меди или сплава на ее основе к обрабатываемой оксидокерамической поверхности, и завершение процесса формирования покрытия после снижения силы сопротивления движению в 1,51,8 раза и ее стабилизации на этом уровне позволяют зафиксировать момент окончания процесса формирования покрытия, своевременно завершить процесс, исключив чрезмерный нагрев материала основы и его разрушение. На фиг. 1 показана схема покрытия. На фиг. 2 - схема формирования покрытия на опоре скольжения из алюминиевого сплава. На фиг. 3 - осциллограмма изменения сил трения при формировании покрытия. Покрытие состоит (фиг. 1) из антифрикционного материала 1, имеющего толщину 210 мкм и сформированного из меди или сплава на ее основе, оксидокерамического слоя 2, имеющего толщину 50300 мкм. Слой 2 формируется на материале основы 3 аноднокатодной микродуговой обработкой. При реализации предлагаемого способа (фиг. 2) на рабочей поверхности детали из алюминиевого сплава анодно-катодной микродуговой обработкой формируется оксидо 4 10319 1 2008.02.28 керамический слой толщиной 50300 мкм. Затем с него удаляется наружный слой с пористостью более 10 , составляющий 2025 от толщины оксидокерамического покрытия. На прижимном элементе устройства для натирания выполняется теплоизолирующее покрытие в месте его контакта с пластиной из меди или ее сплава. Теплоизоляция может быть обеспечена путем изготавливается этого элемента из алюминиевого сплава с формированием на его поверхности анодно-катодной микродуговой обработкой теплоизолирующего оксидокерамического слоя толщиной 100-120 мкм, либо размещения между натирающей пластиной и прижимном элементе дополнительной пластины из стеклонаполненного полиамида. На этом слое размещается медная пластина 4 (фиг. 2), которая теплоизолируется слоем 5 от элемента 6 прижимного устройства (не показано). Медная пластина 4 крепится неподвижно на прижимном устройстве 6. При натирании она движется относительно оксидокерамического слоя 7 обрабатываемой детали 8, которое также обладающей теплоизолирующими свойствами. При этом между контактирующими поверхностями создается давление 115 МПа. В процессе формирования покрытия регистрируется сила сопротивления движению натирающего элемента (медной пластине 4). По результатам контроля (фиг. 3) определяется максимальное значение силы сопротивления движению медной пластины 4 и процесс формирования покрытия завершается после снижения силы сопротивления движению в 1,51,8 раза (на фиг. 3 после снижения коэффициента трения с 0,5 до 0,24) и ее стабилизации на этом уровне. Пример реализации способа. Композиционное покрытие изготавливалось следующим образом. На наружном слое материала образца из алюминия сформирован с помощью аноднокатодного микродугового оксидирования оксидокерамический слой (-А 2 О 3 и -А 2 О 3) толщиной 105120 мкм. Формирование покрытия осуществлялось в электролите, основанном на дистиллированной воде с добавкой 5 г/л раствора жидкого стекла с модулем 3 и плотностью 1,5 г/см 3 и добавкой 3 г/л гидроокиси натрияпри напряжении 420 В и плотности тока 1825 А/дм 2. Затем с поверхности оксидокерамического слоя механической обработкой был удален слой (2530 мкм) с пористостью более 10 , на слой оксидокерамики наносилась смазка из смазочного материала на основе технического глицерина. После этого в контакт с оксидокерамическим слоем вводится натирающая пластина из сплава на основе меди, теплоизолированная от нажимного устройства оксидокерамическим слоем на нажимном элементе, изготовленном из сплава алюминия (Д 16). Между пластиной и обрабатываемой поверхностью создавались контактные давления 0,1 0,05 5 10 15 и 16 МПа. Натирающее устройство приводилось в движение, обеспечивающее относительное скольжение со скоростью 0,10,6 м/с медной пластиной по оксидокерамическому покрытию. В процессе формирования антифрикционного покрытия посредством микропроцессорных средств контроля определялась сила сопротивления движению натирающего элемента относительно обрабатываемой поверхности ТР, по которому с учетом силы прижатия пластины рассчитывался коэффициент трения ТР, определялось его максимальное значение и уровень последующего снижения (фиг. 3). После снижения коэффициента трения ТР в 1,51,8 раза и его стабилизации на данном уровне процесс формирования антифрикционного покрытия (после наработкициклов) завершался и по его сплошности и внешнему виду определялось качество формируемого на А 12 О 3 антифрикционного покрытия. При разрывах натирающей пластины процесс формирования покрытия прерывался. Полученные результаты приведены в таблице. 10319 1 2008.02.28 Качество формирования антифрикционного износостойкого покрытия на оксидокерамическом слое Контактные давления, МПа 0,1 0,05 5 10 15 16 2 3 4 5 6 7 Формирование покрытия со смазкой на основе технического глицерина при удаленном слое с пористостью, более 10 и теплоизоляции натирающей пластины Формирование покрытия без смазки при удаленном слое с пористостью более 10 с теплоизоляцией натирающей пластины 2 3 4 5 6 7 Формирование покрытия со смазкой без удаления слоя с пористостью более 10 с теплоизоляцией натирающей пластины Формирование покрытия без смазки и удаления слоя с пористостью более 10 с теплоизоляцией натирающей пластины Формирование покрытия без смазки, удаления слоя с пористостью более 10 и теплоизоляции натирающей пластины Примечаниекачество покрытия отвечает критериям качества по сплошности и толщине 210 мкм- качество покрытия не отвечает критериям качества по сплошности и толщине или происходит разрушение пластины или оксидокерамического слоя в процессе формирования покрытия. Анализ полученных результатов показал следующее. Обработка натираемой оксидокерамичской поверхности смазкой на основе технического глицерина, активизирующего процессы взаимодействия пластины с оксидокерамикой, в сочетании с теплоизоляцией обеспечивает приемлемое качество сформированного покрытия при толщинах пластины из сплава на основе меди 0,050,5 мм. 10319 1 2008.02.28 Создание между пластиной и обрабатываемой поверхностью контактных давлений 0,0515 МПа позволяет сформировать приемлемое по качеству покрытие на слое оксидокерамики. Снижение ниже приведенного уровня контактных давлений приводит к чрезмерному увеличению времени формирования покрытия, а превышение контактного давления 15 ПМа - к разрушению материала основы. Сохранение поверхностного оксидокерамического слоя с пористостью более 10 ,приводит к резкому снижению качества покрытия. Регистрация силы сопротивления движению натирающего элемента с определением ее максимального значения и завершение процесса формирования покрытия после снижения силы сопротивления движению (коэффициента трения ) в 1,51,8 раза и ее стабилизации на этом уровне позволяют зафиксировать момент окончания процесса формирования покрытия, своевременно завершить процесс, исключив чрезмерный нагрев материала основы и его разрушение и обеспечив приемлемый уровень качества сформированного покрытия. Таким образом, использование предлагаемого технического решения позволяет значительно расширить возможности создания антифрикционных покрытий на деталях из алюминиевых сплавов, исключив необходимость использования специального вакуумного оборудования и дорогостоящих расходных материалов. Все это позволяет существенно расширить область применения предлагаемых покрытий и способа их изготовления. Источники информации 1. А.с. СССР 221945, МПК В 22 7/04, 1972. 2. Патент 2175686 , МПК С 23 С 28/00, 2000. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: C23C 28/00
Метки: алюминиевых, способ, деталях, изготовления, сплавов, композиционное, покрытие
Код ссылки
<a href="https://by.patents.su/7-10319-kompozicionnoe-pokrytie-na-detalyah-iz-alyuminievyh-splavov-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Беларуси">Композиционное покрытие на деталях из алюминиевых сплавов и способ его изготовления</a>
Композиционное покрытие и способ его изготовления
Номер патента: 6057
Опубликовано: 30.03.2004
Авторы: Кирейцев Максим Валерьевич, Берестнев Олег Васильевич, Сасковец Валерий Васильевич, Макаревич Геннадий Викторович, Басинюк Владимир Леонидович
МПК: C23C 28/00, C25D 11/18
Метки: покрытие, способ, изготовления, композиционное
Текст:
...исследования, увеличение толщины нанесенного слоя карбида хрома (более 50 мкм) на основу из алюминия или его сплавов, кроме увеличения затрат дорогостоящих материалов, приводит к возникновению значительных внутренних напряжений, способствующих отслоению покрытия, его разрушению и, как следствие, потере работоспособности узла. Задачей изобретения является создание износостойкого композиционного покрытия и способа его изготовления,...
Способ получения лигатуры для приготовления алюминиевых сплавов
Номер патента: 8833
Опубликовано: 30.12.2006
Авторы: Андрушевич Андрей Александрович, Никитин Владимир Иванович, Шуганов Александр Дмитриевич, Чурик Михаил Николаевич
МПК: C22C 1/03, C22C 21/00
Метки: лигатуры, приготовления, сплавов, алюминиевых, способ, получения
Текст:
...нагружением и цикличной обработке 3-5 раз. Параметры получения лигатуры по известному и предлагаемому способу приведены в табл. 1.Таблица 1 Параметры получения алюминиево-титановых лигатур Импульсная Средний 102109 Температура Время вы- Температура обработка, Циклич- размер инп/п нагрева, С держки заливки, С давление, ность, раз терметаллиГПа дов, мкм Известный 1 1000 0,15 750 - - 210 2 1200 0,30 810 - ПредлагаемыйПример. Получали лигатуру...
Способ выплавки алюминиевых сплавов
Номер патента: 3717
Опубликовано: 30.12.2000
Авторы: Трибушевский Владимир Леонидович, Шуранков Сергей Евгеньевич, Шейнерт Виктор Александрович, Леках Семен Наумович
МПК: C22C 1/02
Метки: способ, выплавки, алюминиевых, сплавов
Текст:
...могут подниматься на определенную высоту и падать на футеровку печи. Использование части позволяет ассимилировать (растворить) в нем окислы алюминия, расположенным на поверхности шихты. Меньшее количество (40 ) относится к переплаву шихты с меньшей удельной поверхностью (например, кусковых шлаков и съемов), большее (70 ) - при переработке дисперсных отходов (например, мелкой стружки). Вращение печи со скоростью 0,3-1,0 об/мин позволяет по...
Способ изготовления трибокомпозитов из сплавов на основе железа и сплавов на основе меди
Номер патента: 6587
Опубликовано: 30.12.2004
Авторы: Калиниченко Александр Сергеевич, Кезик Виталий Яковлевич
МПК: B22D 25/06, C22C 32/00
Метки: железа, меди, основе, изготовления, трибокомпозитов, сплавов, способ
Текст:
...кинетики 4). Следовательно, возможно отклонение от необходимого процесса образования заданной структуры композита. С тем, чтобы избежать этого, в цикл изготовления трибокомпозита вводится операция изотермической выдержки,которая обеспечивает перераспределение компонентов при их диффузионном движении в твердых фазах. Температуры изотермической выдержки должны быть ниже температур кристаллизации матриц на основе меди, но выше...
Дегазатор для алюминия и алюминиевых сплавов
Номер патента: 4022
Опубликовано: 30.09.2001
Авторы: Задруцкий Сергей Петрович, Бестужев Николай Иванович, Розум Владимир Александрович, Немененок Болеслав Мечеславович, Михайловский Владимир Михайлович, Королев Сергей Павлович, Шамов Юрий Михайлович
МПК: C22B 9/10, C22B 21/06
Метки: алюминиевых, дегазатор, сплавов, алюминия
Текст:
...который не оказывает вредного воздействия на окружающую среду и экологическую обстановку. Установленные пределы содержания определяются необходимыми пределами содержания серы в дегазаторе. Примеры изготовления таблеток дегазирующих различных составов. Пример 1. Исходные порошкообразные составляющие серу в количестве 0,013 и углекислый натрий в количестве 0,052 от массы обрабатываемого расплава алюминия просушивали при 100 С в течение 4-х...
Предыдущий патент: Сито сборное
Следующий патент: Композиция ингредиентов для производства бальзама
Случайный патент: Устройство для регистрации частоты и направления вращения ротора электродвигателя