Способ изготовления трибокомпозитов из сплавов на основе железа и сплавов на основе меди
Номер патента: 6587
Опубликовано: 30.12.2004
Авторы: Калиниченко Александр Сергеевич, Кезик Виталий Яковлевич
Текст
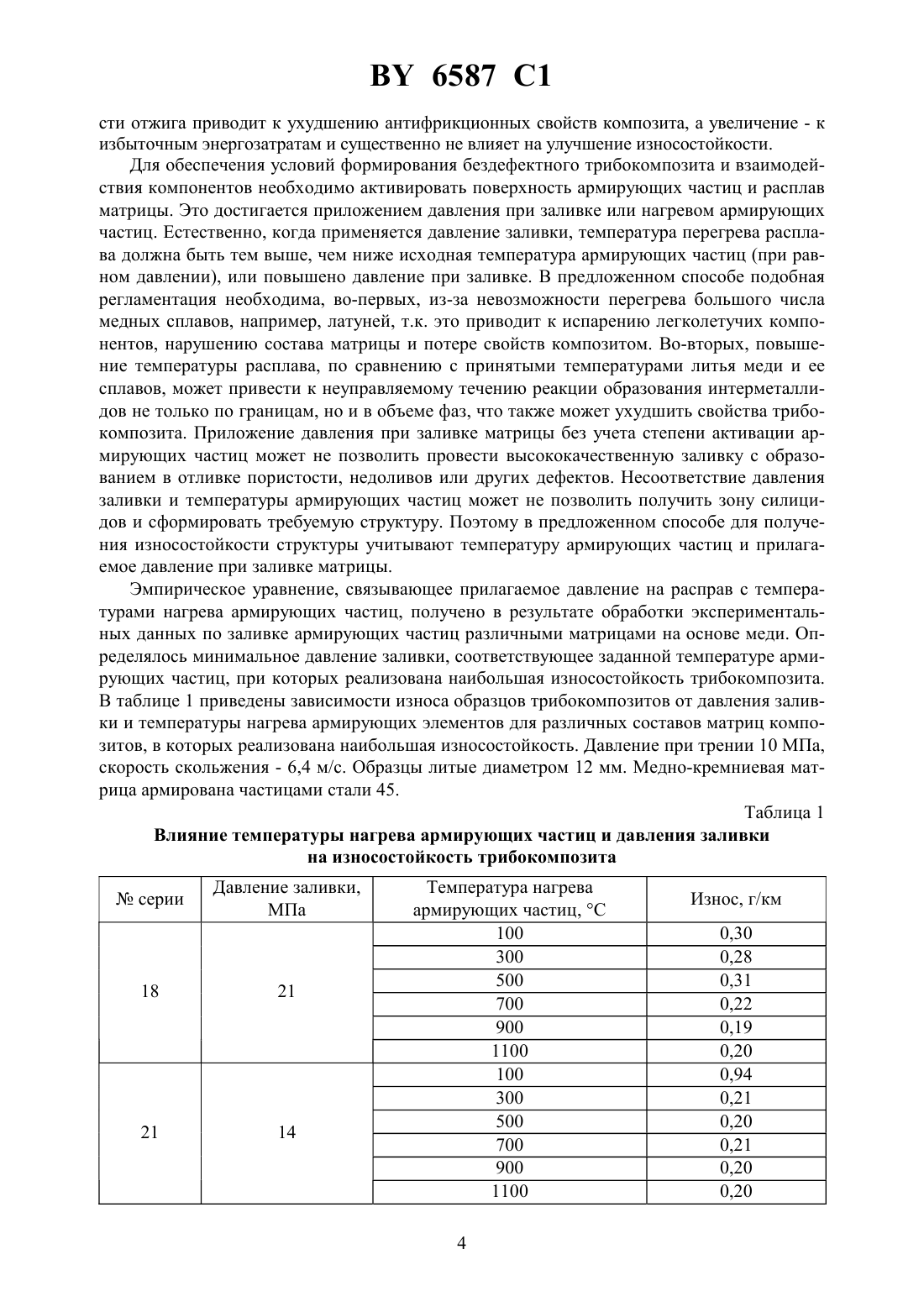
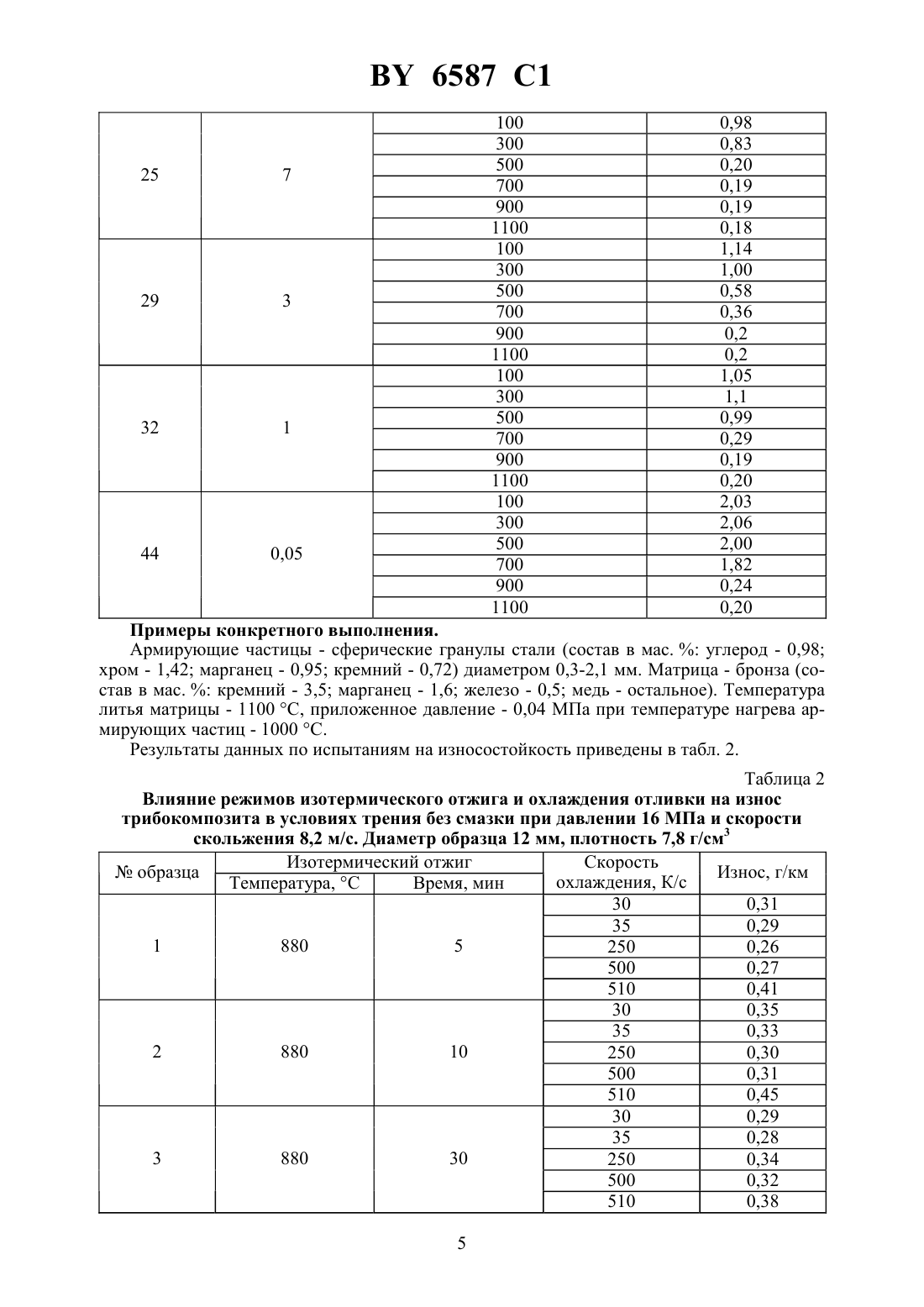
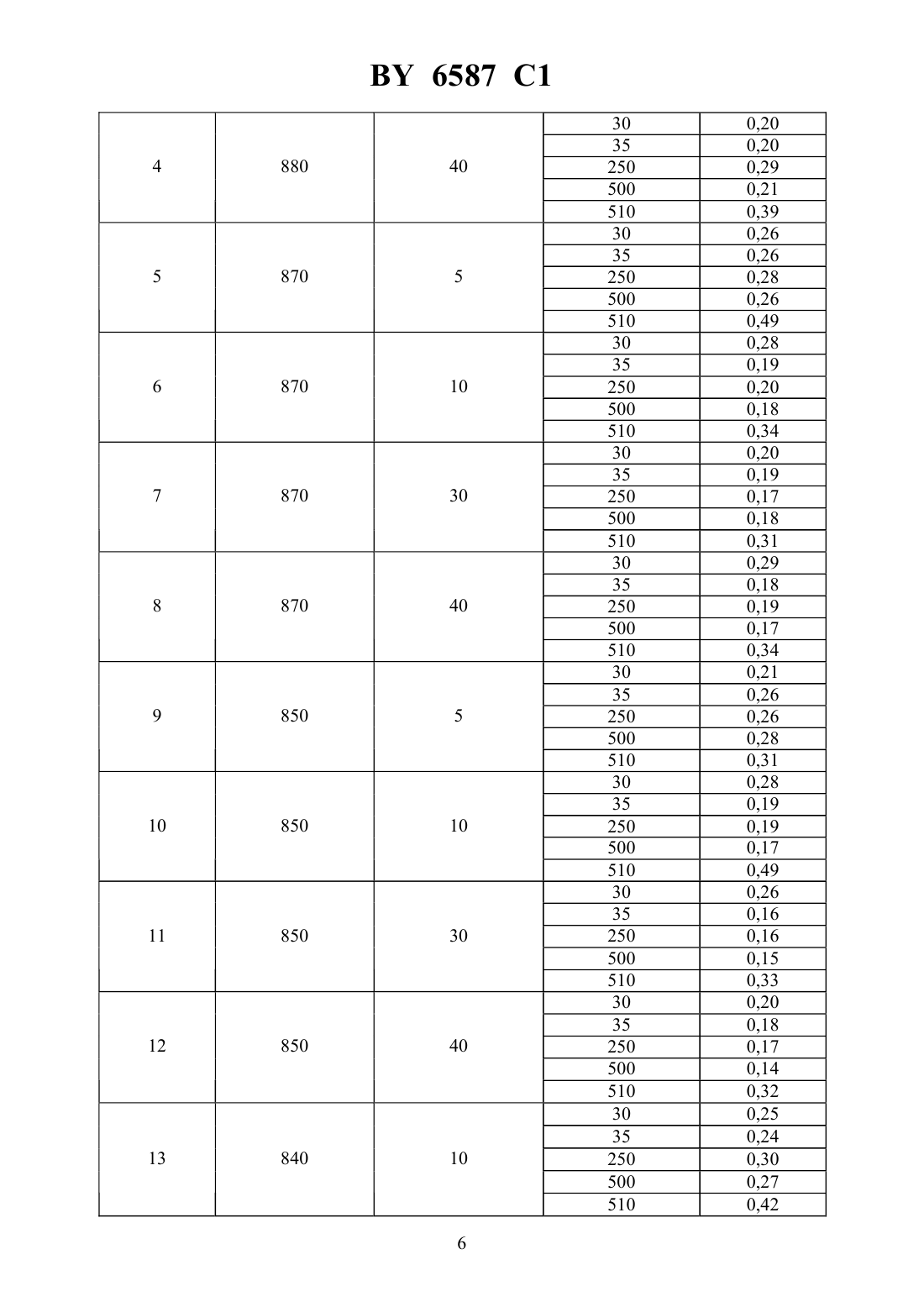
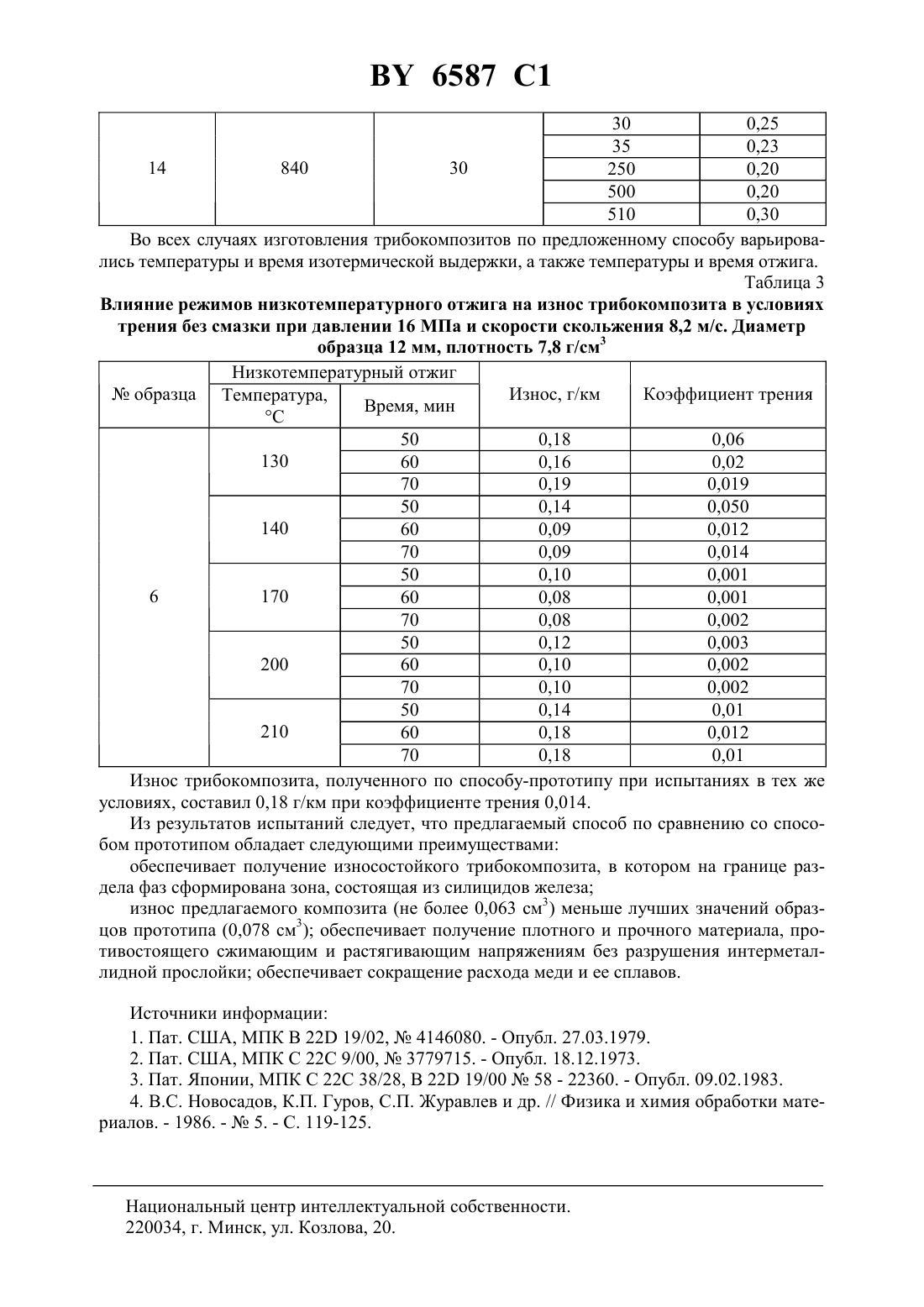
22 32/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ТРИБОКОМПОЗИТОВ ИЗ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА И СПЛАВОВ НА ОСНОВЕ МЕДИ(71) Заявитель Белорусский национальный технический университет(72) Авторы Калиниченко Александр СергеевичКезик Виталий Яковлевич(73) Патентообладатель Белорусский национальный технический университет(57) Способ изготовления трибокомпозитов из сплавов на основе железа и сплавов на основе меди, отличающийся тем, что армирующие частицы из сплава на основе железа размещают в литейной форме, нагревают их до температуры, определяемой из выражения 16,67380,67(3,512- )0,5,где Т - температура, С Р - величина давления заливки, МПа,готовят расплав матрицы на основе меди, заливают его под давлением в форму, кристаллизуют и охлаждают отливку на воздухе до температуры 850-870 , выдерживают ее при этой температуре в течение 10-30 минут, после чего продолжают охлаждение со скоростью 35-500 К/с, затем готовую отливку отжигают в течение одного часа при температуре 140-200 .(56)2049141 1, 1995.179024 1, 1996.4146080, 1979. Изобретение относится к области металлургии, преимущественно к синтезу композитов с элементами литейных технологий, и может быть использовано при изготовлении трибокомпозитов. Известен способ получения композиционной структуры с повышенным содержанием армирующих частиц, более предпочтительными являются способы синтеза, в которых они размещаются в литейной форме перед заливкой матрицы. Например, способ изготовления трибокомпозитов 1, по которому твердосплавные частицы спекают в каркас, размещают его в литейной форме и пропитывают расплавом на основе меди или никеля. Способ изготовления композитов 2, в соответствии с которым твердосплавные армирующие частицы спекают в крупные конгломераты, размещают в литейной форме и заливают перегретой сталью. В результате частичного расплавления армирующих частиц формируется композит с надежной металлургической связью между армирующей и матричной фазами. 6587 1 Но эти способы предусматривают армирование твердосплавными частицами и не позволяют получить композит, в котором в качестве армирующих или хотя бы элементов армирующих частиц будут силициды, обладающие высокими триботехническими свойствами. Повышение износостойкости композитов при росте удельных давлений, скоростей скольжения и ударных нагрузок может быть достигнуто повышением сопротивления усталостному разрушению и увеличению способности рассеянья энергии гетерогенной системой за счет увеличения внутреннего трения материала. Такое изменение может быть реализовано при увеличении в структуре композита межфазных границ с малой избыточной энергией, т.е. в простейшем варианте за счет увеличения числа армирующих частиц. Однако при реализации указанных режимов не представляется возможным зафиксировать структуру, содержащую повышенное количество силицидов, и не ухудшить пластичность матрицы, насыщенной избыточным количеством железа и кремния. В результате этого с ростом удельных давлений и скоростей скольжения ухудшается прирабатываемость композита, а в установившемся режиме трения это приводит к ускоренному оголению опорных армирующих элементов и их выкрашиванию. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является износостойкий композиционный материал 3 - прототип, содержащий нитрид кремния в виде каркаса из пористых элементов и волокон, расположенных в ячейках каркаса, и металлическую связку - сплав, в качестве которого он содержит латунь, при следующем соотношении компонентов, об.нитрид кремния 24-52 латунь 48-76. Однако в случае изготовления по этому способу композита с матрицей из меди или ее сплавов требуются дорогостоящие волокна нитрида кремния, а также специальные машины литья под давлением, что значительно удорожает стоимость композиционного материала и ограничивает его применение. Кроме того, не формируются диффузионные слои,обогащенные силицидами из-за высокой скорости заполнения. Поэтому необходимый эффект не достигается и ощутимого повышения износостойкости композита не наблюдается. Очевидно, что получению такой зоны препятствует и краткое время контакта армирующих и матричных фаз в темпаратурной области интенсивного диффузионного взаимодействия при равном или повышенном содержании армирующих частиц из стали, диффузионную зону, состоящую из силицидов и разделяющую матрицу и армирующие частицы,получить не удается. Поэтому необходимый эффект не достигается и ощутимого повышения износостойкости композита не наблюдается. Очевидно, что получению такой зоны препятствует высокая скорость заполнения отливки и краткое время контакта армирующих и матричных фаз в температурной области интенсивного диффузионного взаимодействия на границе раздела армирующих частиц и матрицы, которое могло бы сопровождаться образованием силицидов железа. Задачей настоящего изобретения является повышение износостойкости трибокомпозита на основе сплавов железа и меди за счет формирования зоны силицидов железа на границе раздела армирующей и матричной фаз при равном или пониженном содержании матрицы на основе меди. Поставленная задача достигается тем, что в способе изготовления трибокомпозитов из сплавов на основе железа и сплавов на основе меди армирующие частицы из сплавов на основе железа размещают в литейной форме, нагревают их до температуры, определяемой из выражения Т 16,67380,67(3,512- Р)0,5,где Т - температура С Р - величина давления заливки, МПа,готовят расплав матрицы на основе меди, заливают его под давлением в форму, кристаллизуют и охлаждают отливку на воздухе до температуры 850-870 С, выдерживают ее при этой температуре в течение 10-30 минут, после чего продолжают охлаждение со скоростью 35-500 К/с, затем готовую отливку композита отжигают в течение одного часа при температуре 140-200 С. 2 6587 1 Износостойкость, как интегральная характеристика композитов, отражающая множественные виды связи структуры, свойств материала, факторов внешнего воздействия, которым подвергается композит в процессе изготовления и дальнейшей эксплуатации, была положена в основу разработки режимов изготовления трибокомпозитов по предлагаемому способу. Данные по износостойкости образцов трибокомпозитов были теми критериями,по которым оценивалась эффективность предложенных режимов изготовления. Соответственно, предлагаемые температурные, временные и другие параметры процесса изготовления соответствуют лучшим величинам износостойкости, полученным при испытаниях в равных условиях торцевого трения без смазки цилиндрических образцов по стальным дискам с твердостью 50 НСэ. При заливке компоненты композита являются химически активными, а система армирующие частицы расплав матрицы образуют термодинамически нестабильную систему. Поэтому при контакте этих фаз должно произойти их взаимодействие, связанное с растворением и перераспределением компонентов, а также образованием новых фаз, в частности,силицидов железа. Твердо-жидкое взаимодействие в силу исходных условий (равное или уменьшенное количество матрицы по отношению армирующих частиц) протекает в малых зазорах, когда различные по интенсивности диффузионные потоки, при постоянно снижающейся температуре, могут привести к формированию в твердой фазе диффузионной зоны (в нашем случае положительный эффект) либо к аномальному смещению границы взаимодействия в сторону жидкой фазы (отрицательный эффект), что сопровождается значительным ее уменьшением (Феноменологическая модель процессов массообмена на межфазной границе с учетом граничной кинетики 4). Следовательно, возможно отклонение от необходимого процесса образования заданной структуры композита. С тем, чтобы избежать этого, в цикл изготовления трибокомпозита вводится операция изотермической выдержки,которая обеспечивает перераспределение компонентов при их диффузионном движении в твердых фазах. Температуры изотермической выдержки должны быть ниже температур кристаллизации матриц на основе меди, но выше температуры фазового превращения аустенита в феррит для систем сплавов медь-железо и медь-кремний-железо, т.к. именно с аустенитом наиболее полно идут процессы образования силицидов. Поскольку большинство промышленных латуней, содержащих до 40 мас.цинка, кристаллизуется при температуре 880-900 С, температура 870 С была принята верхней границей интервала изотермической выдержки. Нижним пределом интервала является температура 850 С, которая задается температурой фазового перехода аустенита в феррит в системе медь-железо. Минимальное время изотермической выдержки - 10 минут - было установлено по наибольшему увеличению износостойкости после изотермической выдержки. Максимальное время выдержки - 30 минут - установлено по способности сохранять высокую износостойкость композитом после изотермической выдержки, а также исходя из целесообразности энергозатрат на проведение этого процесса. Применение ускоренного охлаждения после изотермической выдержки необходимо для фиксирования полученной в результате взаимодействия компонентов структуры трибокомпозита. Скорость охлаждения отливки ниже 35 К/с не позволяет зафиксировать наиболее износостойкую структуру. Превышение же скорости охлаждения более 500 К/с приводит к развитию значительных внутренних напряжений в материале, которые могут привести к появлению микротрещин и снижению износостойкости трибокомпозита. Низкотемпературный отжиг отливки необходим для снятия избыточных напряжений,возникших в металле в результате быстрого охлаждения. Он должен проводиться в условиях сохранения прочности матрицы, без ее рекристаллизации и снижения износостойкости трибокомпозита. Исходя из этого, верхняя граница интервала отжига установлена в 200 С. Нижняя граница в 140 С установлена как минимальная температура, при которой происходит снятие напряжений в отливке и увеличивается ее износостойкость. Продолжительность отжига 1 час установлена как минимально необходимое время для снятия напряжений в отливке при указанных температурах. Уменьшение продолжительно 3 6587 1 сти отжига приводит к ухудшению антифрикционных свойств композита, а увеличение - к избыточным энергозатратам и существенно не влияет на улучшение износостойкости. Для обеспечения условий формирования бездефектного трибокомпозита и взаимодействия компонентов необходимо активировать поверхность армирующих частиц и расплав матрицы. Это достигается приложением давления при заливке или нагревом армирующих частиц. Естественно, когда применяется давление заливки, температура перегрева расплава должна быть тем выше, чем ниже исходная температура армирующих частиц (при равном давлении), или повышено давление при заливке. В предложенном способе подобная регламентация необходима, во-первых, из-за невозможности перегрева большого числа медных сплавов, например, латуней, т.к. это приводит к испарению легколетучих компонентов, нарушению состава матрицы и потере свойств композитом. Во-вторых, повышение температуры расплава, по сравнению с принятыми температурами литья меди и ее сплавов, может привести к неуправляемому течению реакции образования интерметаллидов не только по границам, но и в объеме фаз, что также может ухудшить свойства трибокомпозита. Приложение давления при заливке матрицы без учета степени активации армирующих частиц может не позволить провести высококачественную заливку с образованием в отливке пористости, недоливов или других дефектов. Несоответствие давления заливки и температуры армирующих частиц может не позволить получить зону силицидов и сформировать требуемую структуру. Поэтому в предложенном способе для получения износостойкости структуры учитывают температуру армирующих частиц и прилагаемое давление при заливке матрицы. Эмпирическое уравнение, связывающее прилагаемое давление на расправ с температурами нагрева армирующих частиц, получено в результате обработки экспериментальных данных по заливке армирующих частиц различными матрицами на основе меди. Определялось минимальное давление заливки, соответствующее заданной температуре армирующих частиц, при которых реализована наибольшая износостойкость трибокомпозита. В таблице 1 приведены зависимости износа образцов трибокомпозитов от давления заливки и температуры нагрева армирующих элементов для различных составов матриц композитов, в которых реализована наибольшая износостойкость. Давление при трении 10 МПа,скорость скольжения - 6,4 м/с. Образцы литые диаметром 12 мм. Медно-кремниевая матрица армирована частицами стали 45. Таблица 1 Влияние температуры нагрева армирующих частиц и давления заливки на износостойкость трибокомпозитасерии Температура нагрева армирующих частиц, С 100 300 500 700 900 1100 100 300 500 700 900 1100 4 Примеры конкретного выполнения. Армирующие частицы - сферические гранулы стали (состав в мас.углерод - 0,98 хром - 1,42 марганец - 0,95 кремний - 0,72) диаметром 0,3-2,1 мм. Матрица - бронза (состав в мас.кремний - 3,5 марганец - 1,6 железо - 0,5 медь - остальное). Температура литья матрицы - 1100 С, приложенное давление - 0,04 МПа при температуре нагрева армирующих частиц - 1000 С. Результаты данных по испытаниям на износостойкость приведены в табл. 2. Таблица 2 Влияние режимов изотермического отжига и охлаждения отливки на износ трибокомпозита в условиях трения без смазки при давлении 16 МПа и скорости скольжения 8,2 м/с. Диаметр образца 12 мм, плотность 7,8 г/см 3 Изотермический отжиг Скоростьобразца Износ, г/км охлаждения, К/с Температура, С Время, мин 30 0,31 35 0,29 1 880 5 250 0,26 500 0,27 510 0,41 30 0,35 35 0,33 2 880 10 250 0,30 500 0,31 510 0,45 30 0,29 35 0,28 3 880 30 250 0,34 500 0,32 510 0,38 5 6587 1 30 0,25 35 0,23 14 840 30 250 0,20 500 0,20 510 0,30 Во всех случаях изготовления трибокомпозитов по предложенному способу варьировались температуры и время изотермической выдержки, а также температуры и время отжига. Таблица 3 Влияние режимов низкотемпературного отжига на износ трибокомпозита в условиях трения без смазки при давлении 16 МПа и скорости скольжения 8,2 м/с. Диаметр образца 12 мм, плотность 7,8 г/см 3 Низкотемпературный отжигобразца Температура,Износ, г/км Коэффициент трения Время, мин С 50 0,18 0,06 130 60 0,16 0,02 70 0,19 0,019 50 0,14 0,050 140 60 0,09 0,012 70 0,09 0,014 50 0,10 0,001 6 170 60 0,08 0,001 70 0,08 0,002 50 0,12 0,003 200 60 0,10 0,002 70 0,10 0,002 50 0,14 0,01 210 60 0,18 0,012 70 0,18 0,01 Износ трибокомпозита, полученного по способу-прототипу при испытаниях в тех же условиях, составил 0,18 г/км при коэффициенте трения 0,014. Из результатов испытаний следует, что предлагаемый способ по сравнению со способом прототипом обладает следующими преимуществами обеспечивает получение износостойкого трибокомпозита, в котором на границе раздела фаз сформирована зона, состоящая из силицидов железа износ предлагаемого композита (не более 0,063 см 3) меньше лучших значений образцов прототипа (0,078 см 3) обеспечивает получение плотного и прочного материала, противостоящего сжимающим и растягивающим напряжениям без разрушения интерметаллидной прослойки обеспечивает сокращение расхода меди и ее сплавов. Источники информации 1. Пат. США, МПК В 22 19/02,4146080. - Опубл. 27.03.1979. 2. Пат. США, МПК С 22 С 9/00,3779715. - Опубл. 18.12.1973. 3. Пат. Японии, МПК С 22 С 38/28, В 22 19/0058 - 22360. - Опубл. 09.02.1983. 4. В Новосадов, К.П. Гуров, С.П. Журавлев и др. // Физика и химия обработки материалов. - 1986. -5. - С. 119-125. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 7
МПК / Метки
МПК: C22C 32/00, B22D 25/06
Метки: меди, способ, изготовления, сплавов, железа, основе, трибокомпозитов
Код ссылки
<a href="https://by.patents.su/7-6587-sposob-izgotovleniya-tribokompozitov-iz-splavov-na-osnove-zheleza-i-splavov-na-osnove-medi.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления трибокомпозитов из сплавов на основе железа и сплавов на основе меди</a>
Порошковый сплав на основе меди для газотермического напыления покрытий
Номер патента: 2330
Опубликовано: 30.09.1998
Авторы: Богуш Владимир Николаевич, Попко Сергей Васильевич, Манойло Евгений Данилович, Безверхий Виктор Иванович, Шалай Александр Николаевич, Куприянов Игорь Львович, Ивашко Виктор Сергеевич
Метки: основе, сплав, напыления, порошковый, покрытий, меди, газотермического
Текст:
...0,01 мм. Цикл испытаний - 3 мин (3,5-10 циклов). База испытаний 107 циклов. Среда дистиллированная вода с температурой 25 С.Испытания на износостойкость покрытий проводились на стенде, изготовленном на базе сверлильного станка. Покрытия наносились на поверхность образцов диаметром 30,0 мм и толщиной 5 мм, затем шлифовались на плоскошлифовальном станке. Образцы устанавливались на штифтах в емкости с маслом.Контртело из чугуна СЧ 2 д-48, въг...
Порошковый материал на основе моноалюминида железа и способ его получения
Номер патента: 6545
Опубликовано: 30.09.2004
Авторы: Ильющенко Александр Федорович, Лецко Андрей Иванович, Талако Татьяна Леонидовна, Беляев Андрей Васильевич
Метки: порошковый, получения, железа, моноалюминида, основе, материал, способ
Текст:
...дисперсные включения алюминидов железа,формирующиеся непосредственно в процессе получения при содержании алюминия в реакционной смеси 38-48 мас. . Материал дополнительно легирован хромом и/или углеродом. Для этого готовят смесь порошков алюминия, железа и/или железосодержащего компонента при содержании алюминия 38-48 мас. , подвергают ее предварительной обработке в высокоэнергетической мельнице в течение 0,2-4 часов, уплотняют и/или...
Порошковый материал на основе железа
Номер патента: 6085
Опубликовано: 30.03.2004
Авторы: Артюхов Александр Николаевич, Моисеенко Игорь Леонидович, Ермоленко Валентина Иосифовна, Дмитрович Александр Анатольевич, Жарин Анатолий Лаврентьевич
МПК: C22C 33/02
Метки: основе, порошковый, железа, материал
Текст:
...основы материала взят порошок низколегированной стали ШХ-15. Применение мелкодисперсного стального порошка (частицы менее 50 мкм составляют 60-70 ),обладающего низкой насыпной плотностью (1,0-1,3 г/см 3), позволяет получать порошковые композиции с повышенным содержанием графита, играющего роль твердой смазки в процессе скольжения вставки токосъемника по медному проводу и предотвращающего развитие процессов поверхностного разрушения пары...
Способ получения сплавов для изготовления нагревателей
Номер патента: 5498
Опубликовано: 30.09.2003
Автор: Зубец Александр Владимирович
МПК: C22C 35/00, B22F 3/23
Метки: сплавов, получения, изготовления, нагревателей, способ
Текст:
...диэлектрической оболочкой частиц металла. Заявленный способ отличается от любых других, приводящих к образованию металлоксидных сплавов, отсутствием операции длительного высокотемпературного обжига,необходимого для спекания из сплава изделия. Такой обжиг часто невозможен так как требует температур, превышающих температуру плавления металлов, входящих в сплав,что приводит к нарушению его однородности в результате растекания расплава....
Сплав на основе железа
Номер патента: 3494
Опубликовано: 30.09.2000
Авторы: Целуев Михаил Юрьевич, Верещагин Михаил Николаевич, Карпенко Михаил Иванович
МПК: C22C 38/54, C22C 38/58
Текст:
...металлы являются дорогими и дефицитными металлами, с низкой степенью усвоения,снижающими удароустойчивость, стабильность длительной прочности, термическую стойкость, поэтому они исключены из состава сплава. Содержание легирующих добавок (марганец 0,7-2,9 мас. , хром 0,05-1,20 мас. , никель 0,02-2,5 мас. , алюминий 0,05-6,0 мас. ) обеспечивает существенное повышение длительной прочности и термической стойкости металла. Их концентрация...
Предыдущий патент: Многослойный фильтровальный материал
Следующий патент: Строительная смесь
Случайный патент: Кремниевая эпитаксиальная структура ориентации (111)