Композиционное покрытие и способ его изготовления
Номер патента: 6057
Опубликовано: 30.03.2004
Авторы: Кирейцев Максим Валерьевич, Берестнев Олег Васильевич, Макаревич Геннадий Викторович, Басинюк Владимир Леонидович, Сасковец Валерий Васильевич
Текст
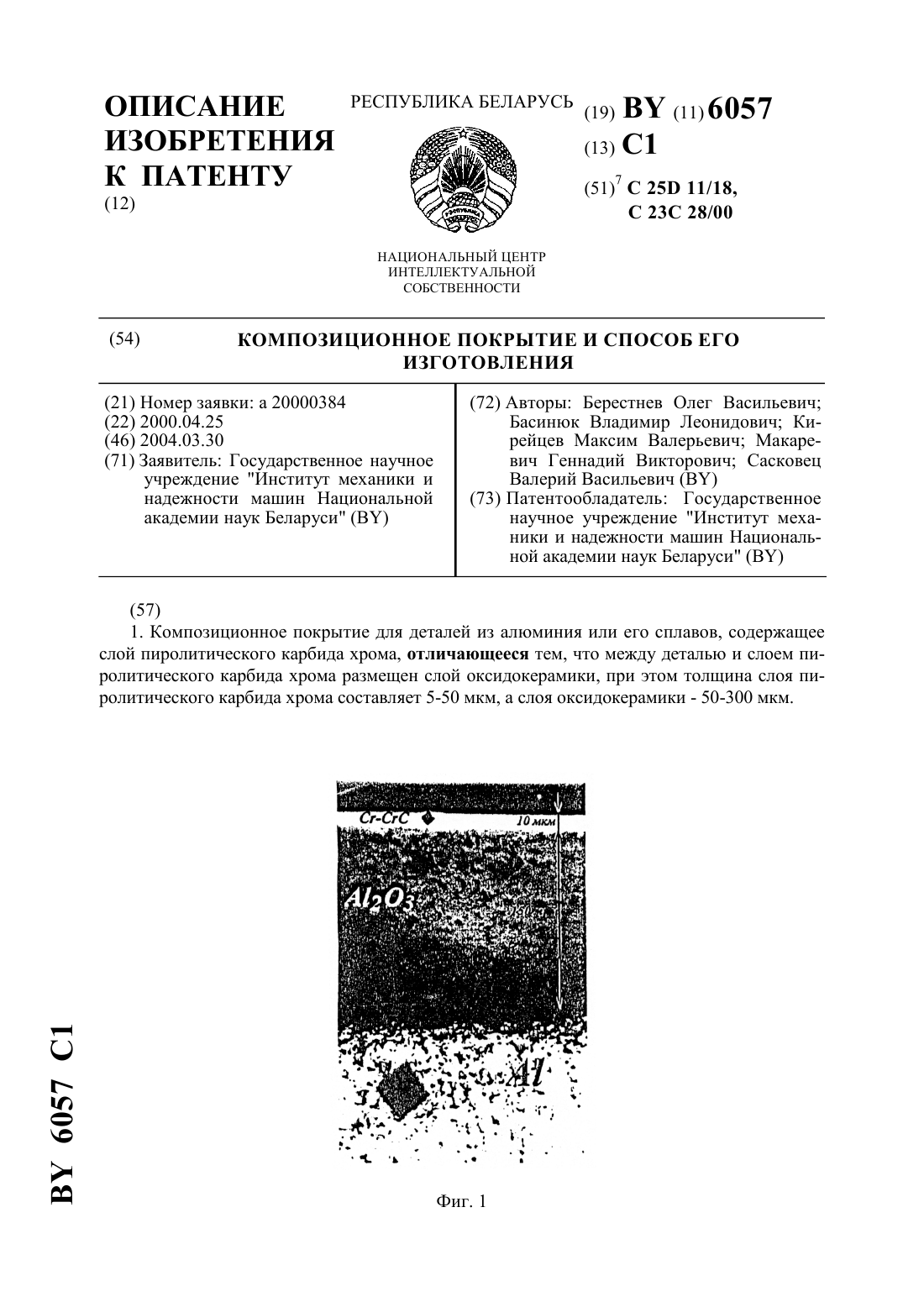
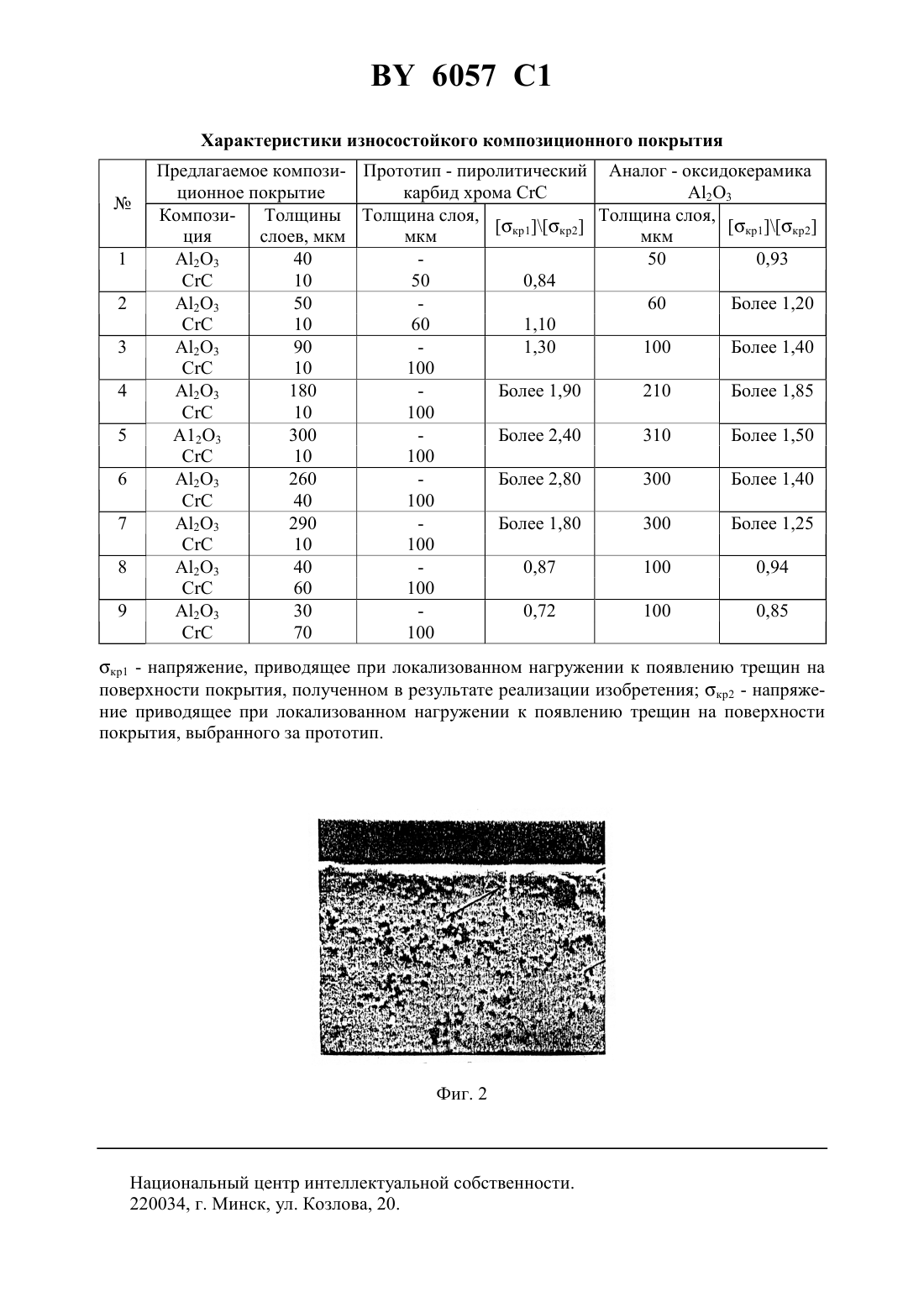
23 28/00 НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Государственное научное учреждение Институт механики и надежности машин Национальной академии наук Беларуси(72) Авторы Берестнев Олег Васильевич Басинюк Владимир Леонидович Кирейцев Максим Валерьевич Макаревич Геннадий Викторович Сасковец Валерий Васильевич(73) Патентообладатель Государственное научное учреждение Институт механики и надежности машин Национальной академии наук Беларуси(57) 1. Композиционное покрытие для деталей из алюминия или его сплавов, содержащее слой пиролитического карбида хрома, отличающееся тем, что между деталью и слоем пиролитического карбида хрома размещен слой оксидокерамики, при этом толщина слоя пиролитического карбида хрома составляет 5-50 мкм, а слоя оксидокерамики - 50-300 мкм. 6057 1 2. Способ изготовления композиционного покрытия, включающий осаждение пиролитического карбида хрома на деталь из алюминия или его сплавов, отличающийся тем,что на детали предварительно с помощью микродуговой обработки формируют слой оксидокерамики с открытой на поверхность детали пористостью 3-10 , которую при осаждении заполняют карбидом хрома.(56) Защитное покрытие из пиролитического хрома. Технология, свойства, результаты испытаний и применение. - Димитровград, 1994. - С. 3-4.2060305 1, 1996.0842309 1, 1998.94017967 1, 1996. Изобретение относится к композиционным покрытиям для деталей из алюминия и его сплавов и может быть использовано для повышения износостойкости трущихся поверхностей в подшипниках и опорах скольжения, направляющих и других узлах деталей машин,применяемых в машиностроительной, металлообрабатывающей, станкостроительной, авиационной промышленности и других. Известно, что одним из способов повышения надежности и ресурса работы деталей и узлов машин, приборов и аппаратуры в условиях интенсивного трения, эрозии, экстремальных температур и давлений при влиянии химически агрессивных сред является использование защитных покрытий. Для снижения коэффициента трения и повышения эксплуатационных характеристик детали наносят в качестве рабочего слоя износостойкий материал. Износостойкие поверхности скольжения в парах трения формируют путем нанесения на поверхность деталей высокопрочных покрытий с использованием различных технологий их формирования, например из полимеров, композиционных материалов,твердых смазочных материалов, металлокерамических материалов. Известен износостойкий композиционный материал и способ его изготовления (а.с. СССР 221945, МПК В 22 7/04, 1972). В данном техническом решении материал содержит рабочий слой из износостойкого материла, при этом для улучшения связи рабочего слоя с материалом основы наносят промежуточный связующий слой металла, который при изготовлении детали нагревают в нейтральной атмосфере до температуры выше температуры плавления цементирующего металла. В результате этого он расплавляется, обеспечивая надежную связь между рабочим слоем и материалом основы. В качестве рабочего слоя используют порошок карбида вольфрама, а в качестве промежуточного связующего слоя - медь. Существенным недостатком описанного материала является низкая нагрузочная способность рабочего слоя из карбида вольфрама при локализованном (точечном или линейном) нагружении, размещенного на мягкой медной основе из-за низкой твердости промежуточного слоя. Для увеличения нагрузочной способности необходимо значительное увеличение толщины рабочего слоя, что при больших размерах рабочих поверхностей приводит к существенному удорожанию конструкции, технологии ее создания и, как следствие, экономической нецелесообразности ее использования. Кроме того, способ изготовления описанного материала не позволяет сформировать промежуточный слой меди на поверхности детали, температура плавления которой ниже температуры плавления меди, что ограничивает область применения. Известен способ создания износостойких оксидокерамических покрытий методом микродугового оксидирования алюминиевых или на основе его сплавов деталей (а.с. СССР 1200591, МПК С 25 11/02, 1989). 2 6057 1 Существенным недостатком детали с оксидокерамической поверхностью является высокий коэффициент трения при работе в режиме сухого и граничного трения, характерного для пуска и остановки узла, а также при реверсивном и нестационарном режимах работы, что приводит к интенсивному изнашиванию сопряженных с оксидокерамическим слоем поверхностей детали. По этой причине очень важно оптимально подобрать материал и смазку поверхности трения, контактирующей с поверхностью из оксида алюминия,что не всегда возможно по технологическим, конструкционным, экономическим и прочим причинам, присущим конкретной детали или узлу. Из известных аналогов наиболее близким по технической сущности к предлагаемому изобретению является защитное покрытие из пиролитического хрома и способ его изготовления (Защитное покрытие из пиролитического хрома технология, свойства, результаты испытаний. - Дмитровград, 1994. - С. 38) В данном техническом решении рабочий слой карбида хрома наносится на деталь из алюминия или его сплавов пиролизом жидкости Бархос при температуре осаждения 430450 С, давлении паров в камере осаждения 0,1 1,0 Па. Существенным недостатком этого защитного покрытия является невысокая нагрузочная способность нанесенного на алюминий и его сплавы слоя из пиролитического хрома из-за его низкой пластичности и продавливания в следствии значительной разницы в твердости смежных материалов. При этом, как показали исследования, увеличение толщины нанесенного слоя карбида хрома (более 50 мкм) на основу из алюминия или его сплавов, кроме увеличения затрат дорогостоящих материалов, приводит к возникновению значительных внутренних напряжений, способствующих отслоению покрытия, его разрушению и, как следствие, потере работоспособности узла. Задачей изобретения является создание износостойкого композиционного покрытия и способа его изготовления, позволяющего получить высокую нагрузочную способность и эксплуатационные характеристики. Для решения поставленной задачи в композиционном покрытии для деталей из алюминия и его сплавов, содержащем слой пиролитического карбида хрома, согласно изобретению, между деталью и слоем пиролитического карбида хрома размещен слой оксидокерамики, при этом толщина слоя пиролитического хрома составляет 550 мкм, а слоя оксидокерамики - 50300 мкм. В способе изготовления композиционного покрытия, включающем осаждение пиролитического карбида хрома на деталь из алюминия или его сплавов, согласно изобретению, на детали из алюминия или его сплавов с помощью микродуговой обработки формируют слой оксидокерамики с открытой пористостью 3-10 , которую при осаждении заполняют карбидом хрома. Оптимальное сочетание физико-механических свойств материалов покрытия обеспечивает низкий коэффициент трения, высокую нагрузочную способность. Значительные удельные нагрузки воспринимает промежуточный слой оксида алюминия за счет присущей ему высокой прочности и значительной (до 300 мкм) толщины. Низкий коэффициент трения обеспечивает поверхностный, относительно тонкий, рабочий слой карбида хрома. Вследствие малой толщины этот слой имеет незначительный уровень остаточных напряжений, а его проникновение в поры оксидокерамики обеспечивает не только повышенную адгезию, но и высокие прочностные свойства композиционного покрытия вследствие армирования оксидокерамики карбидом хрома. При этом достигаемая нагрузочная способность композиционного покрытия значительно превышает нагрузочную способность его составляющих в отдельности (пиролитического карбида хрома и оксидокерамики). Армирование карбидом хрома оксидокерамики с образованием прочного граничного слоя обеспечено выполнением на оксидокерамике выходящих на ее наружную поверх 3 6057 1 ность пор, занимающих 310 поверхности и имеющих диаметр 15 мкм, а также поддержанием при пиролизе металлоорганического соединения (жидкость Бархос) давления паров 28 Па. Высокая адгезия между слоем оксидокерамики и подложкой из алюминия или его сплава обеспечивается ее непосредственным формированием из материала подложки. Приведенные выше значения параметров слоев покрытия, а также способ их формирования обеспечивают высокую нагрузочную способность покрытия. Граничные значения толщины слоя оксидокерамики 50300 мкм обусловлены следующим. При толщине слоя оксидокерамики менее 50 мкм открытые на поверхность поры распространяются на значительную глубину (40-60 от толщины покрытия) и при локальном нагружении оксидокерамика расклинивается карбидом хрома и проламывается при относительно невысоких контактных давлениях. Создание толщин оксидокерамических слоев более 300 мкм экономически нецелесообразно из-за резкого возрастания затрат на их формирование. Рациональные толщины слоя оксидокерамики подбираются в диапазоне 50300 мкм исходя из режимов нагружения детали в эксплуатации. На фиг. 1 показана микроструктура композиционного покрытия. На фиг. 2 показана микроструктура граничного слоя между оксидокерамикой и карбидом хрома слоя. Композиционное покрытие состоит из оксидокерамики А 2 О 3 (-А 2 О 3 и -А 2 О 3),сформированной непосредственно из материала подложки (алюминия или его сплава), и нанесенного на нее слоя пиролитического карбида хрома (С-СС) (фиг. 1). Наружные поры оксидокерамики заполнены карбидом хрома (фиг. 2), что в целом обеспечивает повышенную нагрузочную способность композитного покрытия. Пример реализации способа. Композиционное покрытие изготовлено на образце следующим образом. На наружной стороне образца из алюминия сформирован с помощью микродугового оксидирования слой оксидокерамики А 2 О 3 (-А 2 О 3 и -А 2 О 3) толщиной, указанной в таблице, который имеет 79 открытых на поверхность пор диаметром 1,53 мкм. Формирование покрытия осуществлялось в электролите, основанном на дистиллированной воде с добавкой 3 гл раствора жидкого стекла с модулем 3 и плотностью 1,5 г/см 3 и добавкой 2 гл гидроокиси натрияпри напряжении 420 В и плотности тока 20 Адм 2. Затем на слой оксидокерамики был нанесен слой карбида хрома методом пиролиза жидкости Бархос, представляющей собой смесь бисареновых производных хрома в основном бисэтил и этилбензолдиэтилбензолхром. При этом жидкость Бархос содержит добавку - 3,5 объема дибензилового эфира (С 6 Н 5 СН 2)2 О. Процесс осаждения частиц карбида хрома на поверхность нагретой детали произведен при следующих режимах температура паров- 430 С. Варианты параметров слоев композиционных покрытии и результаты сравнительной оценки их прочностных свойств приведены в таблице. Анализ полученных результатов показывает, что конструктивное исполнение и способ изготовления износостойкого композиционного покрытия обеспечивают его повышенную нагрузочную способность. 6057 1 Характеристики износостойкого композиционного покрытия Предлагаемое компози- Прототип - пиролитический Аналог - оксидокерамика ционное покрытие карбид хромаА 2 О 3 КомпозиТолщины Толщина слоя,Толщина слоя,кр 1 кр 2 кр 1 кр 2 ция слоев, мкм мкм мкм А 2 О 3 40 50 0,93 СС 10 50 0,84 А 23 50 60 Более 1,20 кр 1 - напряжение, приводящее при локализованном нагружении к появлению трещин на поверхности покрытия, полученном в результате реализации изобретения кр 2 - напряжение приводящее при локализованном нагружении к появлению трещин на поверхности покрытия, выбранного за прототип. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C25D 11/18, C23C 28/00
Метки: способ, изготовления, композиционное, покрытие
Код ссылки
<a href="https://by.patents.su/5-6057-kompozicionnoe-pokrytie-i-sposob-ego-izgotovleniya.html" rel="bookmark" title="База патентов Беларуси">Композиционное покрытие и способ его изготовления</a>
Планаризирующее покрытие для подложек и способ его изготовления
Номер патента: 4441
Опубликовано: 30.06.2002
Авторы: Коновалов Виктор Алексеевич, Муравский Анатолий Александрович, Яковенко Сергей Евгеньевич, Минько Анатолий Антонович
МПК: G02F 1/13, H01L 21/02
Метки: изготовления, подложек, способ, планаризирующее, покрытие
Текст:
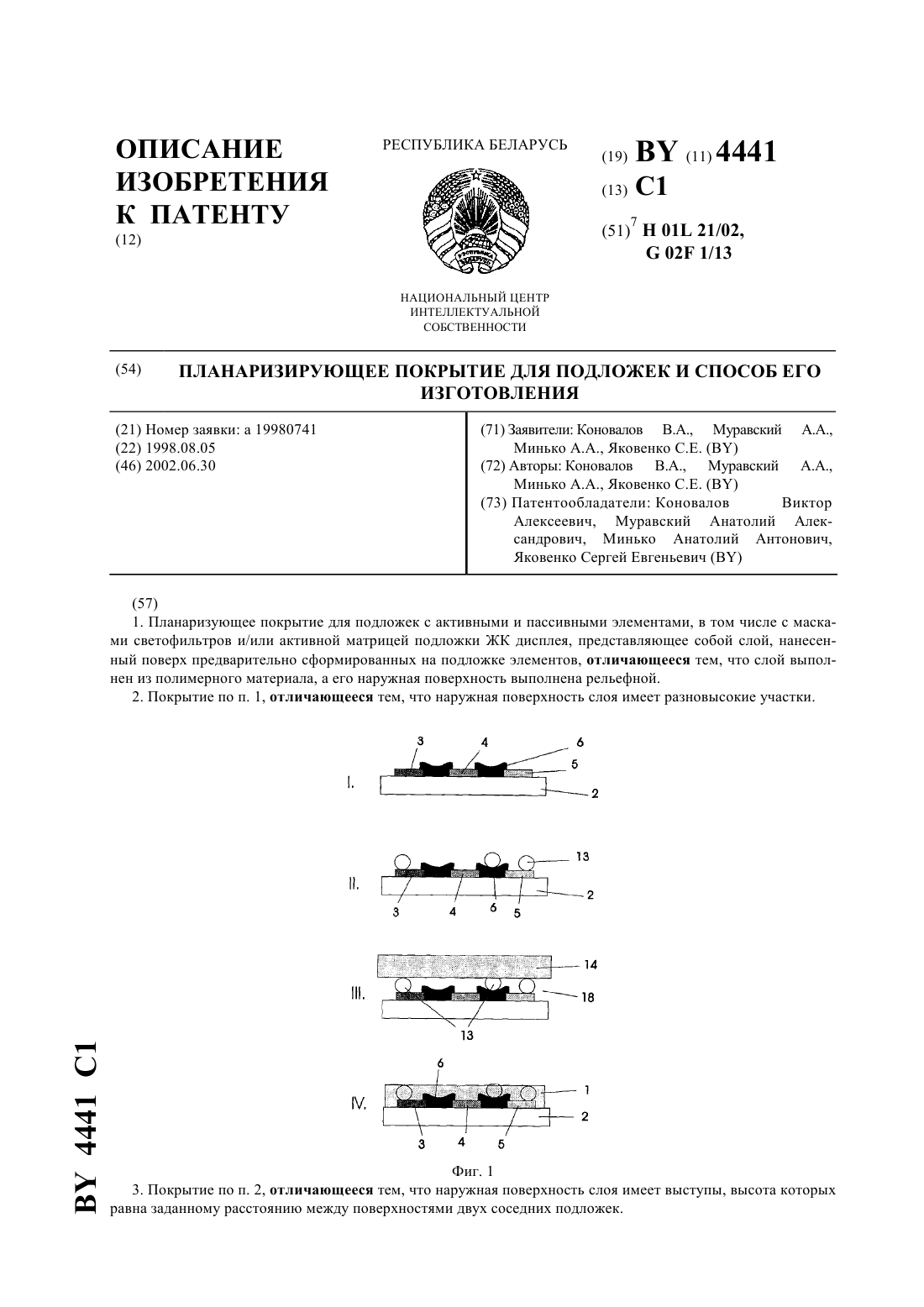
...изображения требуется задавать толщинужидкокристаллического слоя, исходя из определенной величины соотношения /, в которое входят двулучепреломлениежидкого кристалла и длина волны 3. Для каждой длины волны это соотношение задает свое оптимальное значение толщины жидкокристаллического слоя. Соответственно, выравнивая неровности рельефа по предлагаемому изобретению можно одновременно задавать в области каждого цветного фильтра такую толщину...
Пружина
Номер патента: U 253
Опубликовано: 30.03.2001
Авторы: Басинюк Владимир Леонидович, Кирейцев Максим Валерьевич, Леванцевич Михаил Александрович, Берестнев Олег Васильевич, Макаревич Геннадий Викторович, Максимченко Наталья Николаевна, Белоцерковский Марат Артемович, Красовский Валерий Алексеевич, Шаломовский Михаил Варфоломеевич
МПК: F16F 3/04
Метки: пружина
Текст:
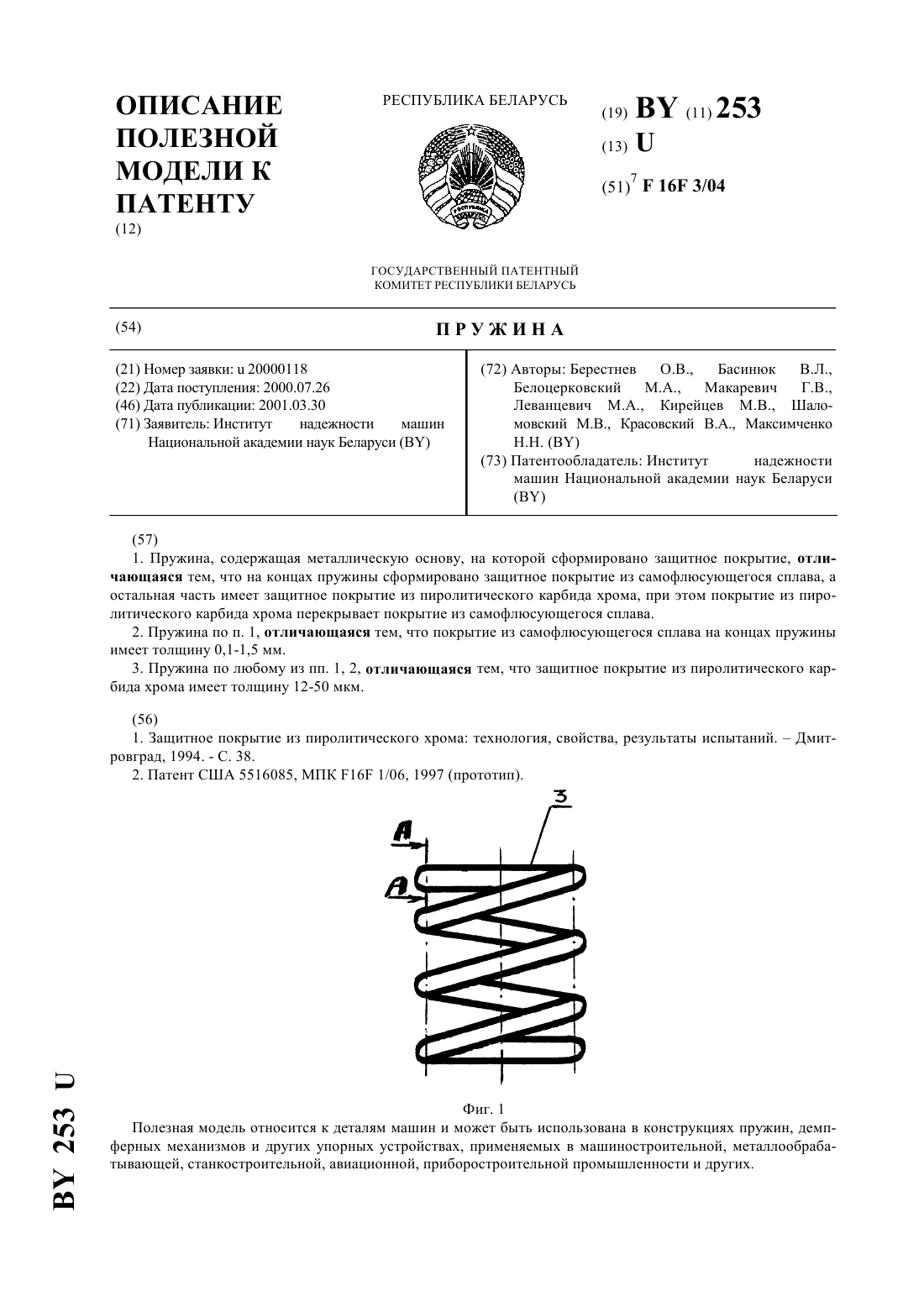
...высокими противокоррозионными свойствами, но и повышенной нагрузочной способностью. Оно выдерживает температуру окружающей рабочей среды 300 С и более и при толщинах 1250 мкм не растрескивается при работе в режиме циклического нагружения. Указанный диапазон толщины установлен исходя из того, что, как показали исследования, при толщине защитного покрытия менее 12 мкм в нем присутствует пористость и не обеспечивается достаточно эффективная...
Дорожное покрытие и способ восстановления его шероховатости и светоотражающей способности
Номер патента: 4696
Опубликовано: 30.09.2002
Авторы: Мытько Леонид Романович, Селюков Дмитрий Дмитриевич
МПК: E01C 11/24
Метки: способ, шероховатости, восстановления, покрытие, дорожное, способности, светоотражающей
Текст:
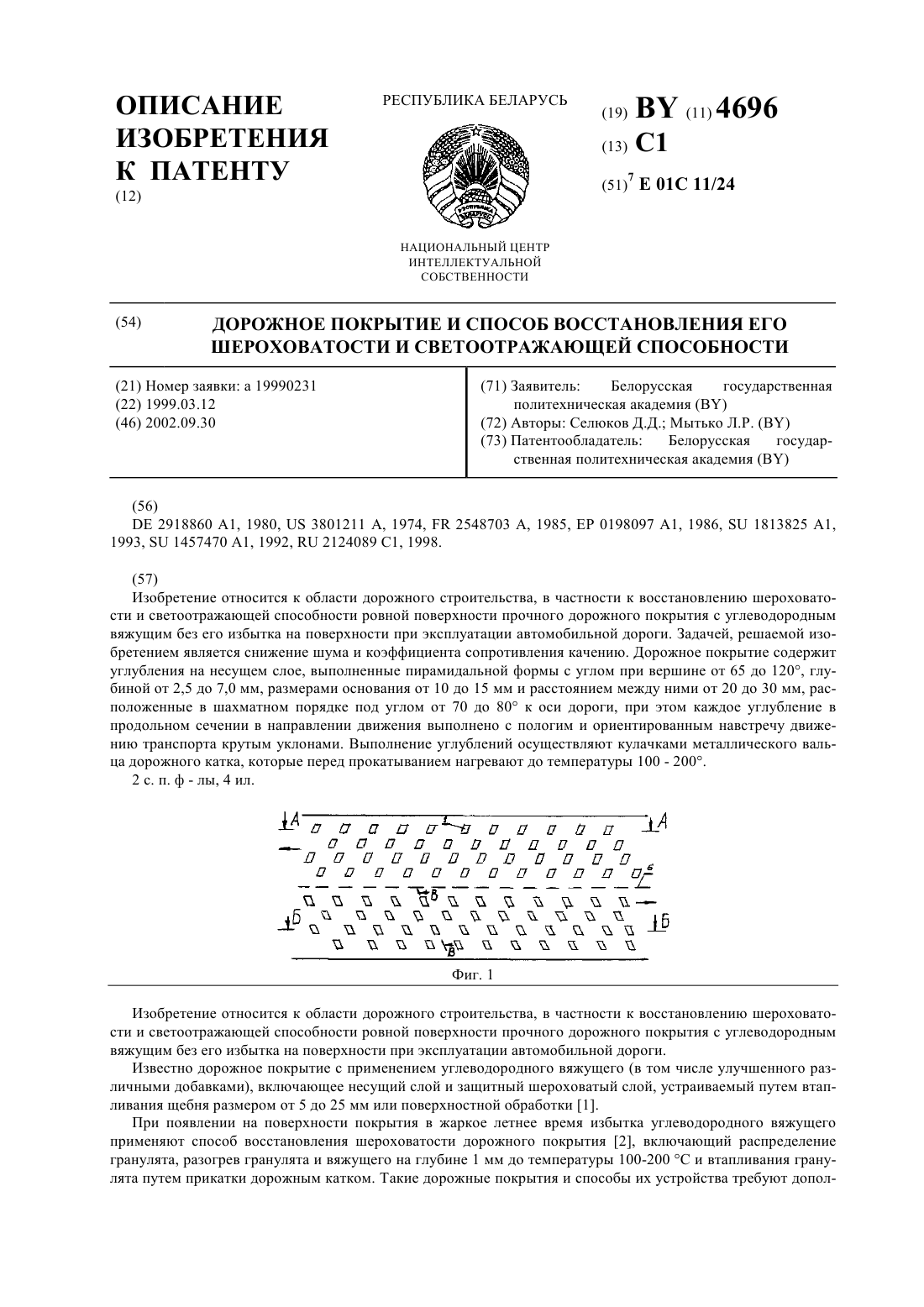
...под углом от 70 до 80 к оси дороги, при этом каждое углубление в продольном сечении в направлении движения выполнено с пологим и ориентированным навстречу движению транспорта крутым уклонами. Для достижения поставленной задачи известный способ восстановления шероховатости и светоотражающей способности дорожного покрытия, включающий выполнение в несущем слое дорожного покрытия углублений, содержит выполнение углублений пирамидальной формы с...
Многослойное покрытие для тепловой и коррозийной защиты
Номер патента: 1983
Опубликовано: 30.12.1997
Авторы: Оковитый Вячеслав Александрович, Симма Лев Иосифович, Соболевский Сергей Борисович, Верстак Андрей Александрович, Илющенко Елена Александровна, Ильющенко Александр Федорович
МПК: C23C 4/04, B32B 15/04, C23C 28/00...
Метки: коррозийной, покрытие, тепловой, многослойное, защиты
Текст:
...из оксидов. выбранных из группы. содержащей оксид алюминия. оксид циркония. оксид ЦИОКОНИПстабилизированный оксидом иттрия и цирконат магния и два промежуточных подслоя.состоящих из плавов на панды никем. кобальта иди железа или их смеси содержа щих 1 О-50 мае хрома, 5525 ма апюмиг ния и 0.540 ма. иттрия идид-афния, ония прочности сцепления и термостоикости покрь ия. состав подслоя. прилежащего к. наружному оксндному. слою дополнительно...
Износостойкое покрытие для рабочих поверхностей плунжерных пар топливных насосов
Номер патента: 3886
Опубликовано: 30.06.2001
Авторы: Казаченко Виктор Павлович, Рогачев Александр Владимирович, Попов Александр Николаевич
МПК: C23C 14/12, F16J 1/02, C23C 30/00...
Метки: рабочих, топливных, насосов, покрытие, износостойкое, плунжерных, пар, поверхностей
Текст:
...обладает, по сравнению с низкомолекулярными фторсодержащими смолами, лучшими механическими свойствами и адгезией, имеет очень низкую поверхностную энергию, и, как следствие этого, обладает высокой гидрофобностью и низким коэффициентом трения. При толщине покрытия фторполимера 0,1-0,5 мкм его износостойкость максимальна и при этом в процессе эксплуатации происходит его перераспределение в микрозазорах, перенос на контртело, что приводит...
Предыдущий патент: Оголовок вытяжного вентиляционного блока
Следующий патент: Устройство для плавления битума
Случайный патент: Способ строительства дренажа