Способ получения лигатуры для приготовления алюминиевых сплавов
Номер патента: 8833
Опубликовано: 30.12.2006
Авторы: Шуганов Александр Дмитриевич, Андрушевич Андрей Александрович, Никитин Владимир Иванович, Чурик Михаил Николаевич
Текст
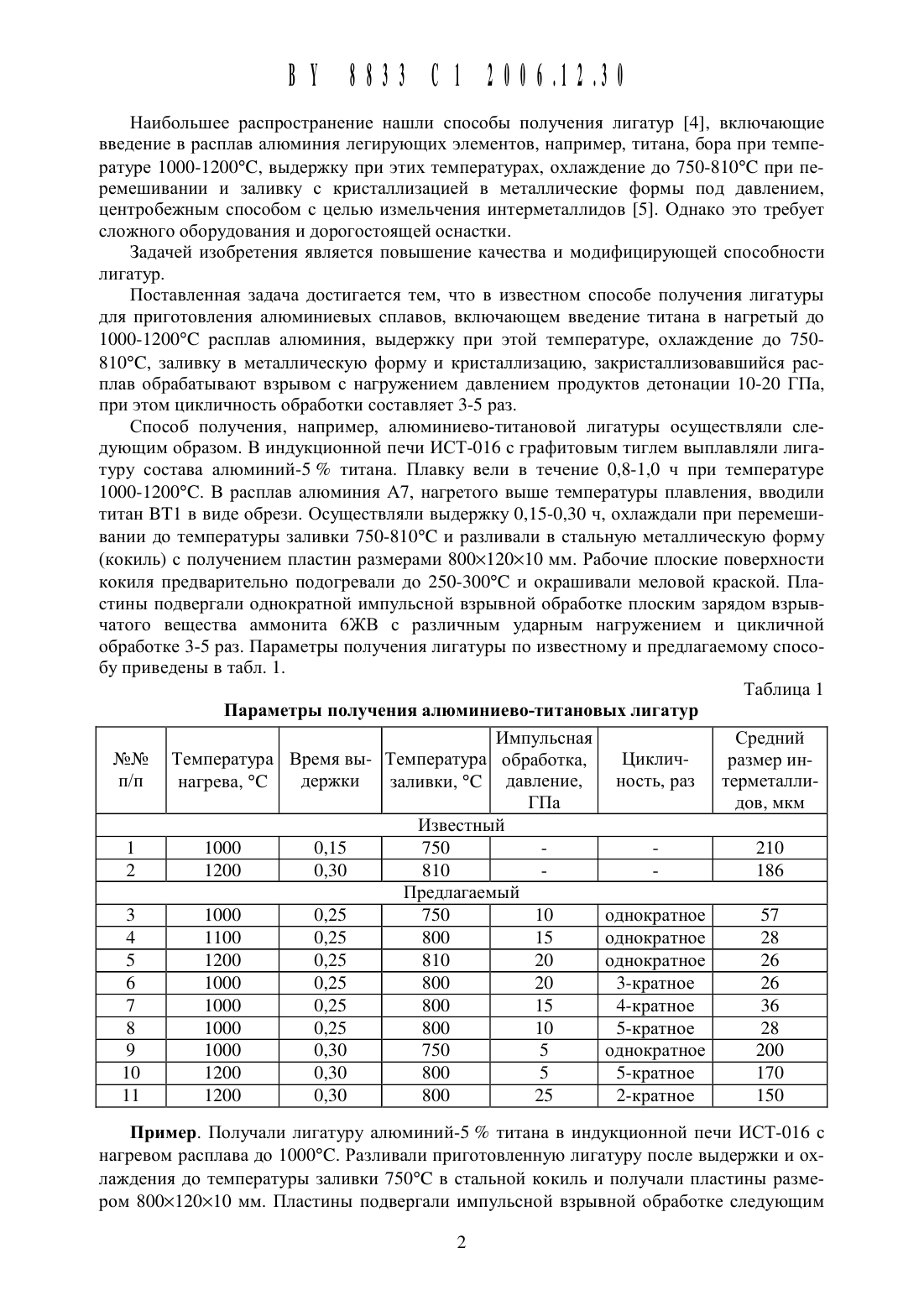
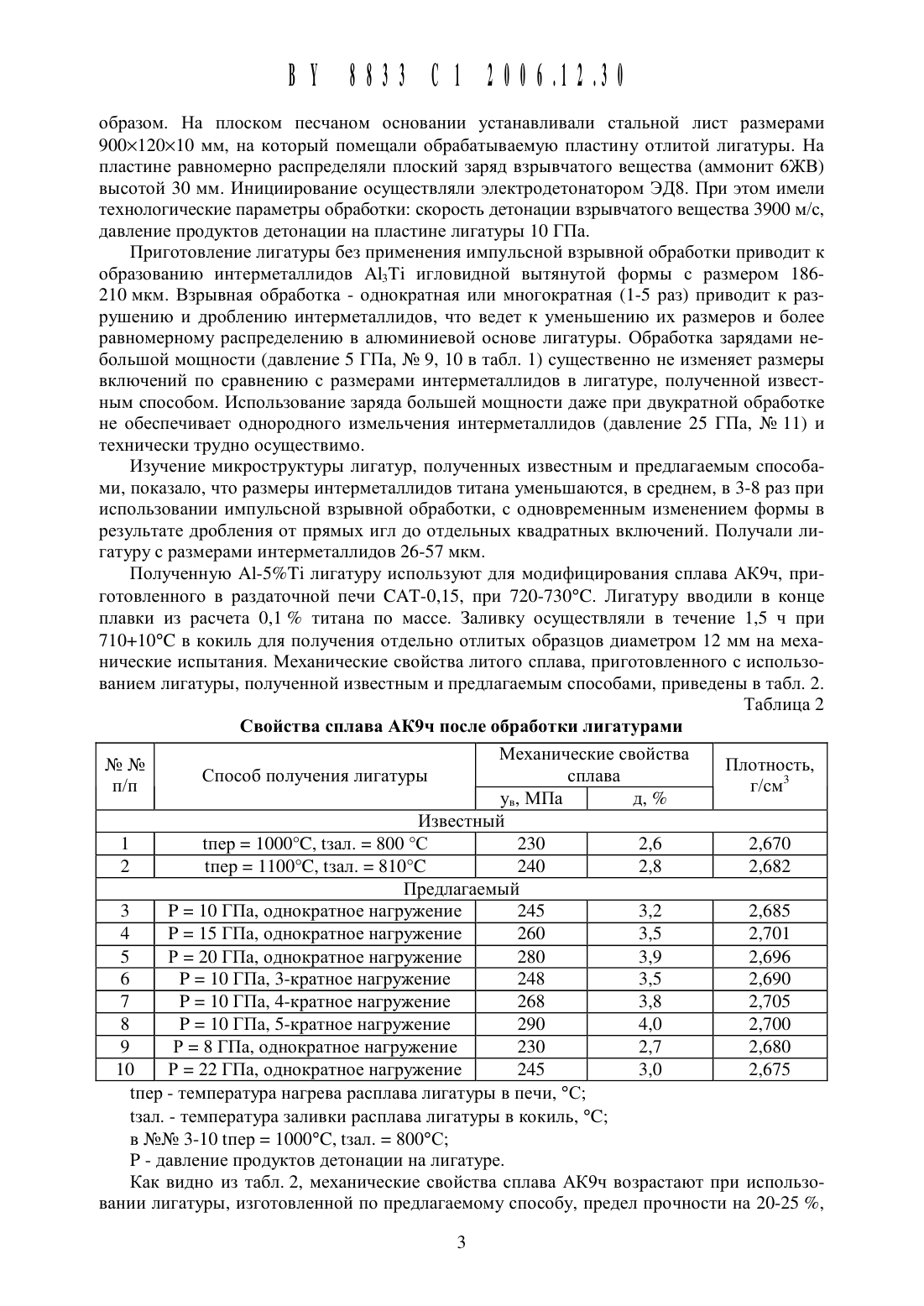
(54) СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ ДЛЯ ПРИГОТОВЛЕНИЯ(71) Заявитель Государственное научное учреждение Институт порошковой металлургии (ВУ)(72) Авторы Андрушевич Андрей Александрович (ВУ) Никитин Владимир Иванович (КН) Чурик Михаил Николаевич (ВУ) Шуганов Александр Дмитриевич (ВУ)(73) Патентообладатель Государственное научное учреждение Институт порошковой металлургии (ВУ)(56) Напалков В.И. и др. Лигатуры для производства алюминиевых и магниевых сплавов. - М. Металлургия, 1983. С. 84-85.Афанасьев В.К. и др. Литейное производство. - 1976. - Не 4. - С.16-17. Никитин В.И. Наследственность в литых сплавах. Тезисы докладов 111 областного научно-технического семинара. - Куйбышев, 1987. - С. 3-6. Никитин В.И. и др. Наследственность в литых сплавах Тезисы докладов 111 областного научно-технического семинара. - Куйбышев, 1987. - С. 11-13. 115 3857705, 1974.Способ получения лигатуры для приготовления алюминиевых сплавов, включаюший введение титана в нагретый до 1000-1200 С расплав алюминия, выдержку при этой температуре, охлаждение до температуры 750-810 С, заливку расплава в металлическую форму и кристаллизацию, отличающийся тем, что закристаллизовавшийся расплав обрабатывают взрывом с нагружением давлением продуктов детонации 10-20 ГПа, при этом цикличность обработки составляет 3-5 раз.Изобретение относится к области металлургии и может быть использовано в получении лигатур, в частности лигатур для модифицирования алюминиевых сплавов при производстве литья.Лигатуры должны иметь однородный химический состав и достаточно дисперсные включения первичных интерметаллидов.Известно, что состояние структуры лигатур для приготовления алюминиевых сплавов оказывает сушественное влияние на механические свойства отливок 1.Известен способ получения лигатур алюминиевых сплавов, включаюший дополнительно пластическую деформации шихты 2.Известен также способ получения лигатур для приготовления алюминиевых сплавов,включаюший расплавление шихты, нагрев ее на 100-400 С выше температуры плавления,который необходим для улучшения однородности, более полного усвоения лигатуры и повышения механических свойств алюминиевых сплавов 3.Наибольшее распространение нашли способы получения лигатур 4, включающие введение в расплав алюминия легирующих элементов, например, титана, бора при температуре 1000-1200 С, выдержку при этих температурах, охлаждение до 750-810 С при перемешивании и заливку с кристаллизацией в металлические формы под давлением,центробежным способом с целью измельчения интерметаллидов 5. Однако это требует сложного оборудования и дорогостоящей оснастки.Задачей изобретения является повышение качества и модифицирующей способности лигатур.Поставленная задача достигается тем, что в известном способе получения лигатуры для приготовления алюминиевых сплавов, включающем введение титана в нагретый до 1000-1200 С расплав алюминия, выдержку при этой температуре, охлаждение до 750810 С, заливку в металлическую форму и кристаллизацию, закристаллизовавшийся расплав обрабатывают взрывом с нагружением давлением продуктов детонации 10-20 ГПа,при этом цикличность обработки составляет 3-5 раз.Способ получения, например, алюминиево-титановой лигатуры осуществляли следующим образом. В индукционной печи ИСТ-016 с графитовым тиглем выплавляли лигатуру состава алюминий-5 титана. Плавку вели в течение 0,8-1,0 ч при температуре 1000-1200 С. В расплав алюминия А 7, нагретого выше температуры плавления, вводили титан ВТ 1 в виде обрези. Осуществляли выдержку 0,15-0,30 ч, охлаждали при перемешивании до температуры заливки 750-810 С и разливали в стальную металлическую форму(кокиль) с получением пластин размерами 80012010 мм. Рабочие плоские поверхности кокиля предварительно подогревали до 250-300 С и окрашивали меловой краской. Пластины подвергали однократной импульсной взрывной обработке плоским зарядом взрь 1 вчатого вещества аммонита 6 ЖВ с различным ударным нагружением и цикличной обработке 3-5 раз. Параметры получения лигатуры по известному и предлагаемому способу приведены в табл. 1.Таблица 1 Параметры получения алюминиево-титановых лигатур Импульсная Средний 102109 Температура Время вы- Температура обработка, Циклич- размер инп/п нагрева, С держки заливки, С давление, ность, раз терметаллиГПа дов, мкм Известный 1 1000 0,15 750 - - 210 2 1200 0,30 810 - ПредлагаемыйПример. Получали лигатуру алюминий-5 титана в индукционной печи ИСТ-016 с нагревом расплава до 1000 С. Разливали приготовленную лигатуру после выдержки и охлаждения до температуры заливки 750 С в стальной кокиль и получали пластины размером 80012010 мм. Пластины подвергали импульсной взрывной обработке следующимобразом. На плоском песчаном основании устанавливали стальной лист размерами 90012010 мм, на который помешали обрабатываемую пластину отлитой лигатуры. На пластине равномерно распределяли плоский заряд взрывчатого вешества (аммонит 6 ЖВ) высотой 30 мм. Инициирование осушествляли электродетонатором ЭД 8. При этом имели технологические параметры обработки скорость детонации взрывчатого вешества 3900 м/с,давление продуктов детонации на пластине лигатуры 10 ГПа.Приготовление лигатуры без применения импульсной взрывной обработки приводит к образованию интерметаллидов А 13 Т 1 игловидной вытянутой формы с размером 186210 мкм. Взрывная обработка - однократная или многократная (1-5 раз) приводит к разрушению и дроблению интерметаллидов, что ведет к уменьшению их размеров и более равномерному распределению в алюминиевой основе лигатуры. Обработка зарядами небольшой мощности (давление 5 ГПа, Не 9, 10 в табл. 1) существенно не изменяет размеры включений по сравнению с размерами интерметаллидов в лигатуре, полученной известным способом. Использование заряда большей мошности даже при двукратной обработке не обеспечивает однородного измельчения интерметаллидов (давление 25 ГПа, Не 11) и технически трудно осушествимо.Изучение микроструктуры лигатур, полученных известным и предлагаемым способами, показало, что размеры интерметаллидов титана уменьшаются, в среднем, в 3-8 раз при использовании импульсной взрывной обработки, с одновременным изменением формы в результате дробления от прямых игл до отдельных квадратных включений. Получали лигатуру с размерами интерметаллидов 26-57 мкм.Полученную А 1-5 Т 1 лигатуру используют для модифицирования сплава АК 9 ч, приготовленного в раздаточной печи САТ-О,15, при 720-730 С. Лигатуру вводили в конце плавки из расчета 0,1 титана по массе. Заливку осушествляли в течение 1,5 ч при 71 О 1 ОС в кокиль для получения отдельно отлитых образцов диаметром 12 мм на механические испытания. Механические свойства литого сплава, приготовленного с использованием лигатуры, полученной известным и предлагаемым способами, приведены в табл. 2.Свойства сплава АК 9 ч после обработки лигатурамиМ М Способ пол ения лигат ы сплава ПЛОТНОСТЬ п/п УЧ ур г/см 3 Известный 1 гпер 1 ОООС, гзал. 800 С 2 тпер 11 О 0 С, гзал. 81 ОСгпер - температура нагрева расплава лигатуры в печи, Сгзал. - температура заливки расплава лигатуры в кокиль, СР - давление продуктов детонации на лигатуре.Как видно из табл. 2, механические свойства сплава АК 9 ч возрастают при использовании лигатуры, изготовленной по предлагаемому способу, предел прочности на 20-25 , 3относительное удлинение в 1,3-1,5 раза. Одновременно повышается плотность образцов,что увеличивает герметичность литья. Модифицирующий эффект устойчиво сохраняется в течение всего периода разливки металла (больше 1 ч).Использование лигатур, полученных по предлагаемому способу, позволяет заметно повысить механические свойства сплава при минимальном расходе модификатора за счет более однородного распределения интерметаллидов и уменьшения их размеров.Предлагаемый способ позволяет повысить качество литья благодаря более высокой модифицирующей способности лигатуры. Кроме того, уменьшаются затраты на операцию дробления лигатуры.1. А.с. СССР 476326, МПК С 22 С 1/02, 1975. 2. А.с. СССР 897881, МПК С 22 С 1/02, 1982. 3. А.с. СССР 920075, МПК С 22 С 1/02, 1982. 4. Напалков В.И. и др. Лигатуры для производства алюминиевых и магниевых сплавов. - М. Металлургия, 1983. - С.16 О. 5. А.с. СССР 1700078, МПК С 22 С 1/03, 1991.Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.
МПК / Метки
МПК: C22C 21/00, C22C 1/03
Метки: сплавов, алюминиевых, лигатуры, получения, приготовления, способ
Код ссылки
<a href="https://by.patents.su/4-8833-sposob-polucheniya-ligatury-dlya-prigotovleniya-alyuminievyh-splavov.html" rel="bookmark" title="База патентов Беларуси">Способ получения лигатуры для приготовления алюминиевых сплавов</a>
Способ выплавки алюминиевых сплавов
Номер патента: 3717
Опубликовано: 30.12.2000
Авторы: Трибушевский Владимир Леонидович, Шуранков Сергей Евгеньевич, Леках Семен Наумович, Шейнерт Виктор Александрович
МПК: C22C 1/02
Метки: выплавки, способ, алюминиевых, сплавов
Текст:
...могут подниматься на определенную высоту и падать на футеровку печи. Использование части позволяет ассимилировать (растворить) в нем окислы алюминия, расположенным на поверхности шихты. Меньшее количество (40 ) относится к переплаву шихты с меньшей удельной поверхностью (например, кусковых шлаков и съемов), большее (70 ) - при переработке дисперсных отходов (например, мелкой стружки). Вращение печи со скоростью 0,3-1,0 об/мин позволяет по...
Дегазатор для алюминия и алюминиевых сплавов
Номер патента: 4022
Опубликовано: 30.09.2001
Авторы: Королев Сергей Павлович, Немененок Болеслав Мечеславович, Розум Владимир Александрович, Бестужев Николай Иванович, Задруцкий Сергей Петрович, Шамов Юрий Михайлович, Михайловский Владимир Михайлович
МПК: C22B 9/10, C22B 21/06
Метки: алюминиевых, алюминия, дегазатор, сплавов
Текст:
...который не оказывает вредного воздействия на окружающую среду и экологическую обстановку. Установленные пределы содержания определяются необходимыми пределами содержания серы в дегазаторе. Примеры изготовления таблеток дегазирующих различных составов. Пример 1. Исходные порошкообразные составляющие серу в количестве 0,013 и углекислый натрий в количестве 0,052 от массы обрабатываемого расплава алюминия просушивали при 100 С в течение 4-х...
Утеплительная вставка для алюминиевых сплавов
Номер патента: U 1577
Опубликовано: 30.09.2004
Авторы: Овчинников Владимир Васильевич, Чурко Николай Андреевич, Волочко Александр Тихонович, Макарова Жанна Евгеньевна, Ласковнев Александр Петрович
Метки: утеплительная, алюминиевых, вставка, сплавов
Текст:
...из керамических материалов,полувтулки дополнительно размещены в стальном корпусе, на боковой поверхности которого выполнены два отверстия и паз, а полувтулки дополнительно содержат частицы шлака плавки вторичных алюминиевых сплавов размером не более 0,315 мм с содержанием металлического алюминия 10-20 при следующем содержании компонентов, мас.шамот 60-70 бентонит 10-15 перлит 5-10 шлак плавки вторичного алюминия 10-20 ортофосфорная кислота...
Утеплительная вставка для литья алюминиевых сплавов
Номер патента: U 1075
Опубликовано: 30.12.2003
Авторы: Овчинников Владимир Васильевич, Жданович Олег Егорович, Ласковнев Александр Петрович, Волочко Александр Тихонович
Метки: вставка, сплавов, алюминиевых, литья, утеплительная
Текст:
...сплавов, повышение теплостойкости и обеспечение низкого коэффициента теплопроводности вставок. Поставленная задача решается таким образом, что утеплительная вставка для литья алюминиевых сплавов, состоящая из двух полувтулок, имеющих конусную воронку в отверстии, центрирующие воронки по торцам, две выборки в виде паза на внешней цилиндрической образующей для центрирования и фиксации, полувтулки выполнены из шамота с размером частиц 5-500 мкм,...
Способ получения лигатуры на основе железа и хрома (варианты)
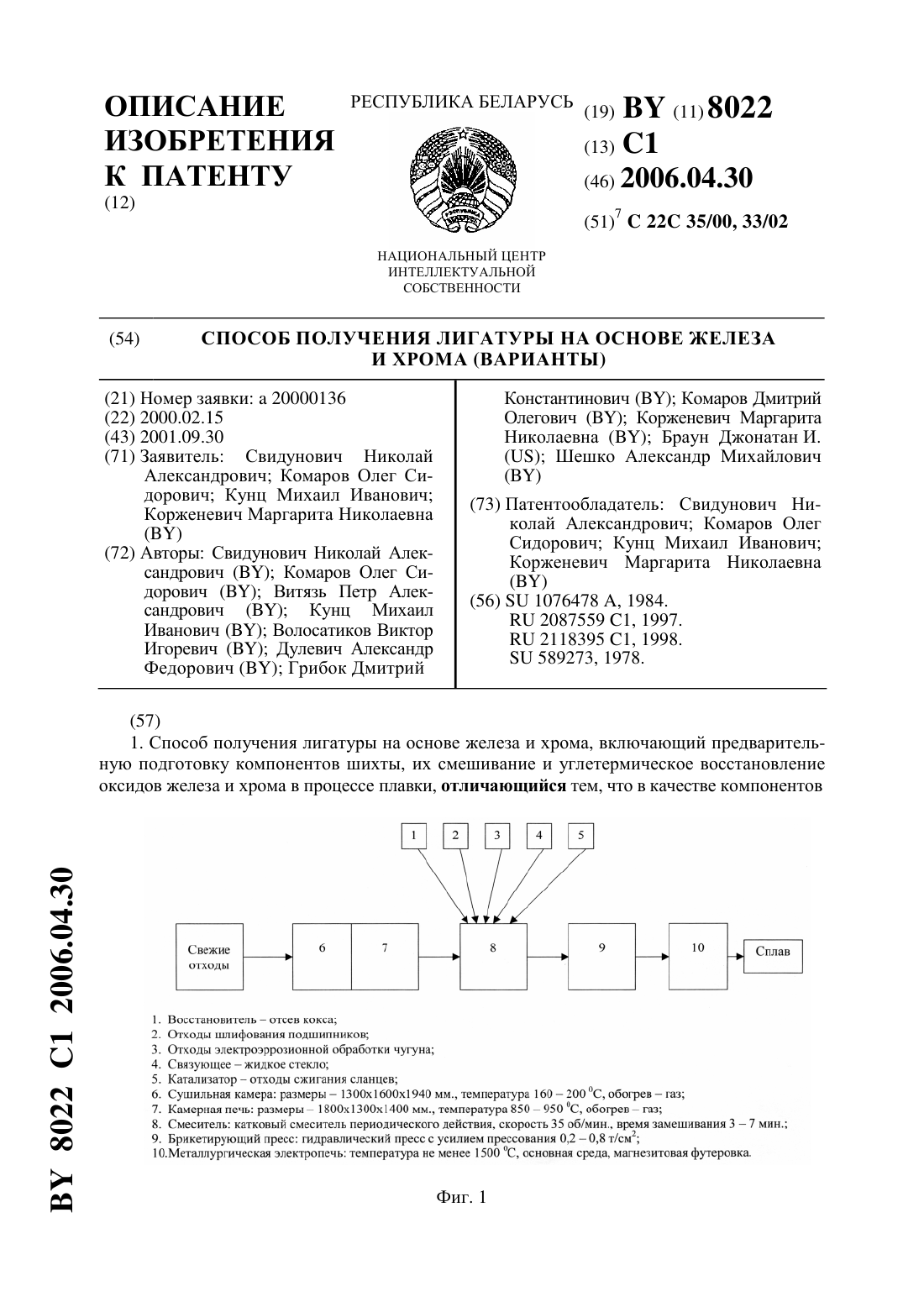
Номер патента: 8022
Опубликовано: 30.04.2006
Авторы: Корженевич Маргарита Николаевна, Витязь Петр Александрович, Грибок Дмитрий Константинович, Дулевич Александр Федорович, Браун Джонатан И., Кунц Михаил Иванович, Комаров Дмитрий Олегович, Комаров Олег Сидорович, Шешко Александр Михайлович, Свидунович Николай Александрович, Волосатиков Виктор Игоревич
МПК: C22C 33/02, C22C 35/00
Метки: хрома, способ, железа, варианты, основе, лигатуры, получения
Текст:
...ввозит свыше 2000 тонн феррохрома для выплавки высокохромистого чугуна и хромистых сталей. Задачей настоящего изобретения является разработка способа извлечения хрома из хромосодержащих отходов и получение хромистой лигатуры, производство которой позволит резко сократить ввоз лигатуры хрома. Параллельно решали задачу сокращения накопления в отвалах токсичных хромосодержащих отходов кожевенного и машиностроительного производств РБ....
Предыдущий патент: Способ моделирования флеботромбоза в эксперименте
Следующий патент: Способ комплексного лечения зубочелюстных деформаций
Случайный патент: Комбинированный однодисковый сошник для узкорядного посева