Устройство для вакуумного нанесения металлического покрытия на порошок абразивного материала
Номер патента: U 6601
Опубликовано: 30.10.2010
Авторы: Смоляк Василий Васильевич, Гордиенко Анатолий Илларионович, Зеленин Виктор Алексеевич

Текст
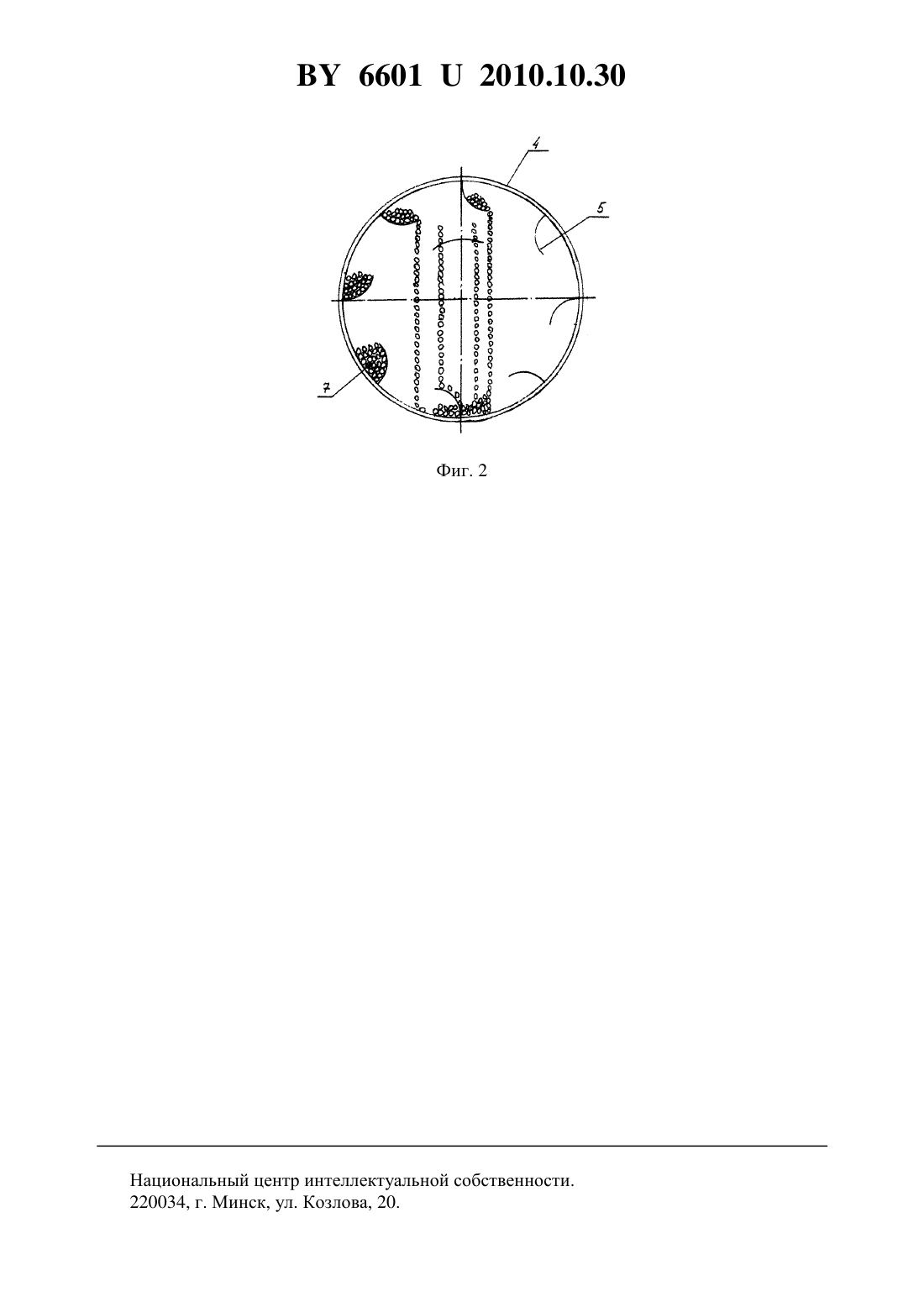
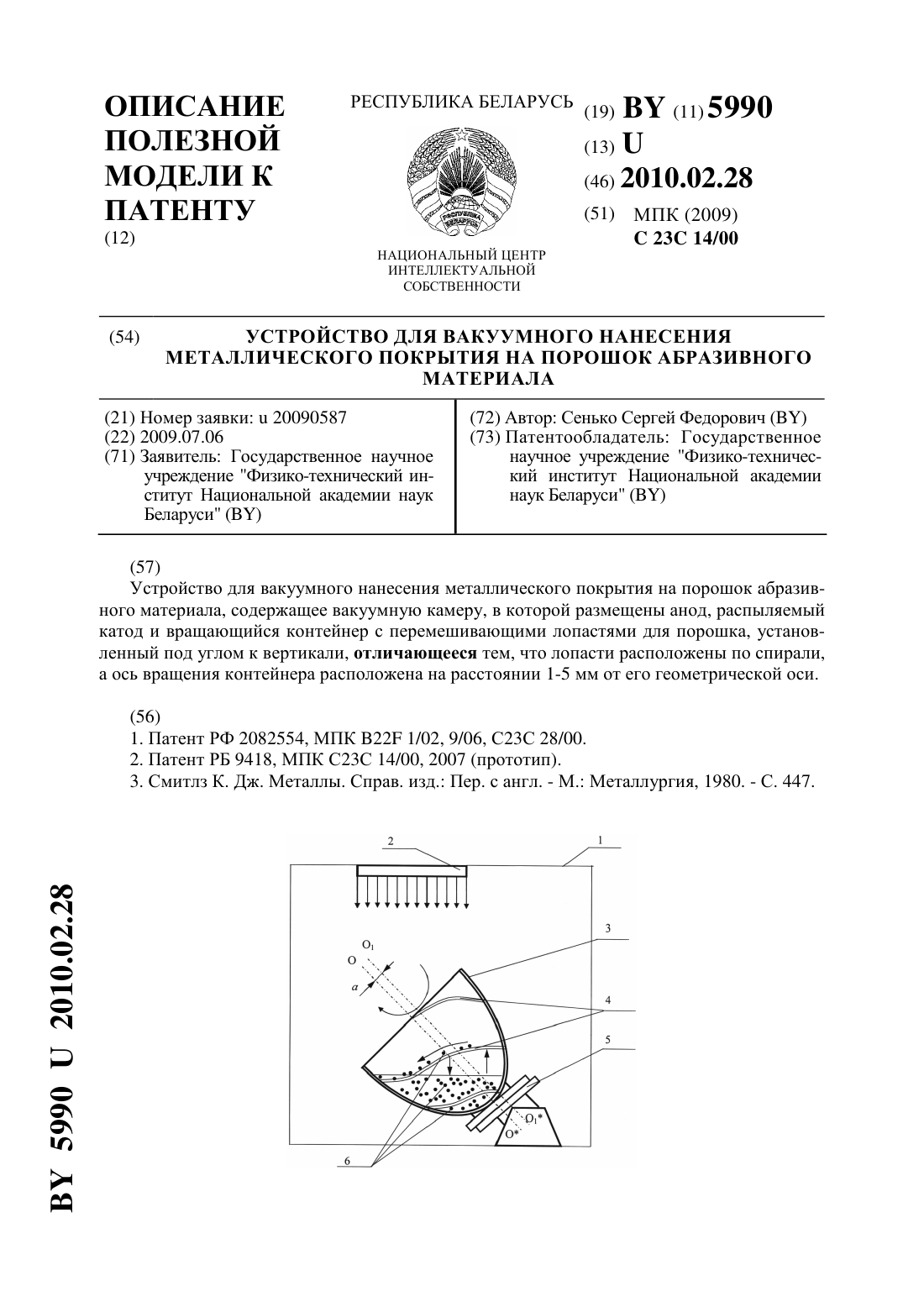
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ВАКУУМНОГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ПОРОШОК АБРАЗИВНОГО МАТЕРИАЛА(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Гордиенко Анатолий Илларионович Смоляк Василий Васильевич Зеленин Виктор Алексеевич(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Устройство для вакуумного нанесения металлического покрытия на порошок абразивного материала, содержащее вакуумную камеру, в которой размещены анод, распыляемый катод и вращающийся контейнер для абразивного порошка, ось вращения которого установлена под углом к вертикали, отличающееся тем, что контейнер выполнен в виде плоского диска с наружным буртиком, в котором к плоской внутренней поверхности диска и к буртику со стороны катода закреплены захватывающие лопасти, причем частота вращения контейнера составляет 1-10 об/мин, а ось вращения контейнера наклонена под углом 40-50 к вертикали.(56) 1. Патент РФ 2082554 1, МПК 622 1/02, 9/06,23 28/00. 2. Патент РБ 9418 2, МПК 23 14/00, 2007 (прототип). 3 Способы металлографического травления Справочник. - М. Металлургия, 1988. Заявляемая полезная модель относится к области вакуумной техники и может быть использована для нанесения металлических покрытий на порошки абразивных материалов. Известно устройство для вакуумного нанесения металлических покрытий на порошки абразивных материалов, включающее вакуумную камеру с размещенными в ней анодом,распыляемым катодом и вибрирующим контейнером 1. Катод испаряется в электрической дуге, и материал катода конденсируется на порошок абразивного материала. Вибрация контейнера позволяет постоянно перемешивать порошок, обеспечивая тем самым формирование покрытия на всех зернах. Недостатком данного устройства является значительная неравномерность напыляемого покрытия, обусловленная различной интенсивностью перемешивания слоев порошка на поверхности и на дне контейнера. Под воздействием колебательных движений контейнера происходит перемешивание частиц на поверхности порошковой массы и в слоях, непосредственно прилегающих к поверхности. Амплитуда колебаний порошка на дне контейнера является незначительной. Поверхностные слои оказывают на расположенные под ними слои порошка экранирующее действие, вследствие чего нанесение покрытия на порошок, находящийся в нижней части контейнера, практически не происходит. На порошке создаются зоны, закрытые другими частицами порошка, которые препятствуют нанесению равномерного покрытия. Наиболее близким по технической сущности к заявляемой полезной модели, ее прототипом, является устройство для вакуумного нанесения металлических покрытий на порошок абразивного материала, включающее вакуумную камеру с размещенными в ней анодом, распыляемым катодом и контейнером для порошка, выполненным в виде вращающегося барабана с перемешивающими лопатками 2. Материал катода испаряется в электрической дуге и конденсируется на порошок абразивного материала, перемешиваемый путем вращения контейнера, установленного под углом к вертикали. Перемешивающие лопатки, закрепленные на стенках вращающегося барабана, повышают интенсивность перемешивания порошка и, следовательно, равномерность толщины наносимого покрытия. Данное устройство позволяет повысить равномерность нанесения покрытия, однако она остается недостаточно высокой. Это обусловлено низкой интенсивностью перемешивания порошка в нижней части контейнера. При вращении контейнера порошок захватывается лопастями, поднимается на некоторую высоту, и высыпается на поверхность. С каждым оборотом захватываются все новые порции порошка, за счет чего и осуществляется его перемешивание. В верхней части контейнера, где его диаметр максимальный, а заполнение порошком (высота слоя порошка от стенки контейнера до поверхности слоя по вертикали, учитывая наклон контейнера) минимальное, перемешивание происходит достаточно интенсивно. Однако в донной части контейнера ввиду более полного его заполнения порошком перекатывание частиц осуществляется на значительно меньшее расстояние, поскольку диаметр контейнера в этой части значительно меньше, хотя угол поворота тот же. Перемешивание частиц порошка в этой части контейнера осуществляется преимущественно внутри общей массы. Вероятность перемещения частиц на поверхность для воздействия потоку распыляемого катода значительно падает как из-за большего заполнения этой части контейнера, так и из-за меньшей интенсивности перемешивания. Порошок скапливается на дне контейнера и экранируется верхними перемеши 2 66012010.10.30 ваемыми слоями, что не позволяет обеспечить выход его наверх и произвести на него конденсацию покрытия. Устранение этого положения за счет увеличения угла наклона контейнера приводит к высыпанию порошка из контейнера и к потерям порошка. В результате частицы порошка в верхней и нижней части контейнера имеют разную толщину покрытия. Задачей полезной модели является повышение равномерности покрытия, наносимого на поверхность абразивных зерен, за счет повышения интенсивности перемешивания. Поставленная задача решается тем, что в устройстве для вакуумного нанесения металлического покрытия на порошок абразивного материала, содержащем вакуумную камеру,в которой размещены анод, распыляемый катод и вращающийся контейнер для абразивного порошка, ось вращения которого установлена под углом к вертикали, контейнер выполнен в виде плоского диска с наружным буртиком, в котором к плоской внутренней поверхности диска и к буртику со стороны катода закреплены захватывающие лопасти,причем частота вращения контейнера составляет 1-10 об/мин, а ось вращения контейнера наклонена под углом 40-50 к вертикали. Сущность заявляемого технического решения заключается в увеличении интенсивности перемешивания частиц порошка в процессе конденсации покрытия за счет непрерывного пересыпания всего алмазного порошка из верхней части плоской поверхности диска в нижнюю его часть и повышения числа степеней свободы движущегося порошка. При вращении контейнера вся порошковая масса равномерно распределяется между захватывающими лопастями путем пересыпания порошка из верхней части диска в нижнюю. При вращении диска, например, по часовой стрелке алмазный порошок захватывается лопастями в нижней части диска и поднимается в верхнюю его часть. Лопасти при вращении поворачиваются и постепенно высыпают весь алмазный порошок на плоскую поверхность диска. Высыпанный порошок под действием силы тяжести совершает движение вниз по наклонной плоскости. При этом все частицы порошка совершают при перемещении вниз преимущественно движение вращения или вращения со скольжением, за счет чего все стороны частиц равновероятно подвергаются воздействию напыляемого потока покрытия. Указанное перемещение всех слоев порошка обеспечивает его равномерное перемешивание. В результате на поверхности массы алмазного порошка, подвергаемого напылению, оказываются все новые частицы порошка, совершающие сложное перемещение относительно факела напыления. Это обеспечивает нанесение покрытия по всей поверхности порошка с равномерной толщиной. По сравнению с прототипом каждая частица порошка имеет повышенное количество степеней свободы. С одной стороны, перемешивание частиц порошка происходит за счет вращения контейнера, подъема частиц из донной части контейнера на некоторую высоту и высыпания порошка на поверхность общей массы. С другой стороны, в процессе высыпания частиц порошка, они перекатываются по плоской поверхности контейнера и начинают вращаться вокруг своей оси. За счет этого все стороны одной и той же частицы равновероятно подвергаются воздействию напыляемого потока покрытия. Увеличение числа степеней свободы перемещения частиц в процессе напыления достигается за счет их вращения при пересыпании по плоской поверхности контейнера. Вращательное переносное движение по окружности каждая частица получает совместно с вращением плоской поверхности диска за счет сил трения между частицей и поверхностью диска. В то же время, находясь на наклонной плоской поверхности диска, частица под действием силы тяжести совершает вращательное движение вокруг своей оси симметрии. При сложении движения по окружности и собственного вращения вокруг своей оси, частица совершает сложное спиралеобразное перемещение, меняя свое положение по отношению к факелу напыления. Равномерно распределяясь на плоской поверхности диска, все частицы при 3 66012010.10.30 нимают участие в указанном сложном движении, что обеспечивает равномерность нанесения покрытия. При скорости вращения контейнера менее 1 об/мин порошок движется плотной массой, поэтому часть зерен закрывается и покрытие наносится неравномерно. При увеличенном числе оборотов более 10 об/мин возрастают силы инерции вращающегося порошка, он переносится на край плоской поверхности контейнера и также движется плотным слоем. Покрытие наносится неравномерно на порошок. При углах установки оси вращения контейнера менее 40 порошок медленно перемещается вниз или останавливается на плоской поверхности контейнера. При угле установки оси вращения более 50 происходит срыв порошка с плоской поверхности контейнера и быстрое его падение в нижнюю часть контейнера. При углах установки оси вращения менее 40 и более 50 по указанным выше причинам покрытие наносится неравномерно. Заявляемая полезная модель поясняется фиг. 1 и фиг. 2, где на фиг. 1 показан общий вид устройства с расположением захватывающих лопастей и положение оси вращения контейнера в процессе нанесения покрытия на алмазные порошки, а на фиг. 2 показано движение захватывающих лопастей и перемещение алмазного порошка по плоской поверхности контейнера при его вращении. Устройство состоит из вакуумной камеры 1 с расположенным в ней контейнером 2. К плоской поверхности 3 контейнера и буртику 4 закреплены неподвижно захватывающие лопасти 5. В вакуумной камере 1 устройства закреплен со стороны лопастей распыляемый катод 6. Алмазный порошок 7, движущийся по плоской поверхности 3 контейнера вниз,подвергается непрерывному нанесению покрытия. Устройство работает следующим образом. Вращение контейнера 2 с заданной скоростью 1-10 об/мин приводит в движение алмазный порошок 7, предварительно загруженный в контейнер 2. Порошок переносится захватывающими лопастями 5 контейнера 2 в верхнюю часть плоской поверхности диска. При этом захватывающие лопасти 5 постепенно переворачиваются, освобождая порошок 7. В верхней части плоской поверхности контейнера 2 порошок 7 постепенно высыпается из захватывающих лопастей 5 и далее перемещается вниз под действием силы тяжести (фиг. 2). Постепенное высыпание порошка из захватывающих лопастей обеспечивает его равномерное распределение на плоской поверхности контейнера. Угол установки оси вращения контейнера выбирают в пределах 40-50. Участвуя одновременно в двух движениях, абразивный порошок непрерывно изменяет свое положение в пространстве. Это обеспечивает нанесение равномерного по толщине и по всей поверхности зерна покрытия. Наносимое никелевое покрытие испаряется из катода 4 и конденсируется на абразивном порошке. Заявляемое устройство испытывали следующим образом. Устройство было изготовлено на базе установки ионно-плазменного напыления ВУ-1 Б, в вакуумной камере которой был установлен контейнер, приводимый во вращение от вращающегося стола вакуумной камеры. Угол наклона оси вращения контейнера составлял 40-50. Материал катода - никель Н 0. Алмазный порошок марки 6 зернистостью 63/50 в количестве 26 карат помещали в контейнер 2 заявляемого устройства. Контейнеру задавали вращение со скоростью 1-10 об/мин. Напыление никелевого покрытия проводили путем испарения катода 6. Режимы нанесения покрытия выбирали следующими ток разряда 0,75 напряжение разряда 600 давление аргона - 5,6-6,510-2 Па. Время нанесения покрытия 40-50 мин. Толщина полученного покрытия составила 0,4-0,5 мкм. Равномерность толщины покрытия на поверхности алмазных зерен определяли путем циклического стравливания нанесенного слоя. Порошок с нанесенным покрытием многократно травили в травителе 11 3. Продолжительность каждого цикла травления составляла 10 мин. Процесс продолжали до полного удаления материала покрытия. После каждого цикла порошок промывали и сушили. Наличие остатков покрытия определяли на металлографическом комплексе МГК-1, созданном на основе микроскопа МКИ-2 и пер 4 66012010.10.30 сонального компьютера при увеличении 500, 1000. В каждой серии опытов проводили 5 оценок наличия остатков покрытия. Среднеарифметические значения полученных результатов приведены в табл. 1. Таблица 1 Количество зерен с покрытием,опыта Заявляемое устройство Прототип 1 100 100 2 100 94-96 3 100 72-80 4 98-99 35-42 5 80-86 30-40 6 34-40 14-20 7 9-12 7-9 Покрытие на зерне удаляется быстрее там, где его толщина меньше. Из анализа представленных данных следует, что после 30 мин травления покрытия, нанесенного с использованием заявляемого устройства, не обнаружено вскрытия поверхности алмазных зерен. За это же время травления при использовании прототипа сплошное покрытием сохранили только 72-80 зерен. После 50 мин травления сплошное покрытие сохранили 80-86 зерен, обработанных с использованием заявляемого устройства, и только 30-40 зерен сохранили покрытие, нанесенное с использованием прототипа. Так как алмазные зерна находились в равных условиях при стравливании покрытия, то это свидетельствует о первоочередном стравливании покрытий меньшей толщины и о меньшей равномерности покрытия по прототипу. Таким образом, заявляемое техническое решение позволяет повысить равномерность нанесения покрытия на алмазный порошок. Это достигается увеличением количества степеней свободы движения частиц порошка при его перемешивании в процессе формирования покрытия. Влияние конструктивных особенностей заявляемого устройства на равномерность нанесения покрытия приведено в табл. 2. Время травления покрытия составляло 50 мин. Таблица 2 Скорость вращения кон- Угол наклона оси враРавномерность нанесе п/п тейнера, об/мин щения контейнера, град ния покрытия,1 0,5 45 45 2 1,0 45 75-80 3 5,0 45 75-80 4 10,0 45 75-80 5 15,0 45 40-45 6 5,0 30 28-30 7 5,0 40 75-80 8 5,0 50 75-80 9 5,0 60 28-30 10 прототип 27-30 Из анализа представленных в табл. 2 данных следует, что заявляемые конструкция контейнера, угол установки оси вращения и частота вращения контейнера обеспечивают достижение положительного эффекта, который заключается в повышении равномерности нанесения покрытия на абразивный порошок. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: C23C 14/00
Метки: абразивного, порошок, металлического, устройство, вакуумного, покрытия, материала, нанесения
Код ссылки
<a href="https://by.patents.su/6-u6601-ustrojjstvo-dlya-vakuumnogo-naneseniya-metallicheskogo-pokrytiya-na-poroshok-abrazivnogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Устройство для вакуумного нанесения металлического покрытия на порошок абразивного материала</a>
Устройство для вакуумного нанесения металлического покрытия на порошок абразивного материала
Номер патента: U 5990
Опубликовано: 28.02.2010
Автор: Сенько Сергей Федорович
МПК: C23C 14/00
Метки: материала, вакуумного, нанесения, абразивного, устройство, металлического, покрытия, порошок
Текст:
...Перемещение частиц порошка происходит при этом по кругу и вертикали. Использование перемешивающих лопастей, установленных по спирали, позволяет в процессе поворота контейнера дополнительно перемещать частицы в горизонтальном направлении, у них появляется новое направление перемещения. Частицы захватываются лопастями, поднимаются на некоторую высоту и перекатываются по их винтовой поверхности на некоторое расстояние вдоль контейнера за счет...
Устройство для вакуумного нанесения металлических покрытий на порошок абразивного материала
Номер патента: U 5977
Опубликовано: 28.02.2010
Авторы: Лях Анатолий Александрович, Устинович Дмитрий Федорович, Сенько Сергей Федорович
МПК: C23C 14/00
Метки: металлических, покрытий, материала, абразивного, вакуумного, устройство, нанесения, порошок
Текст:
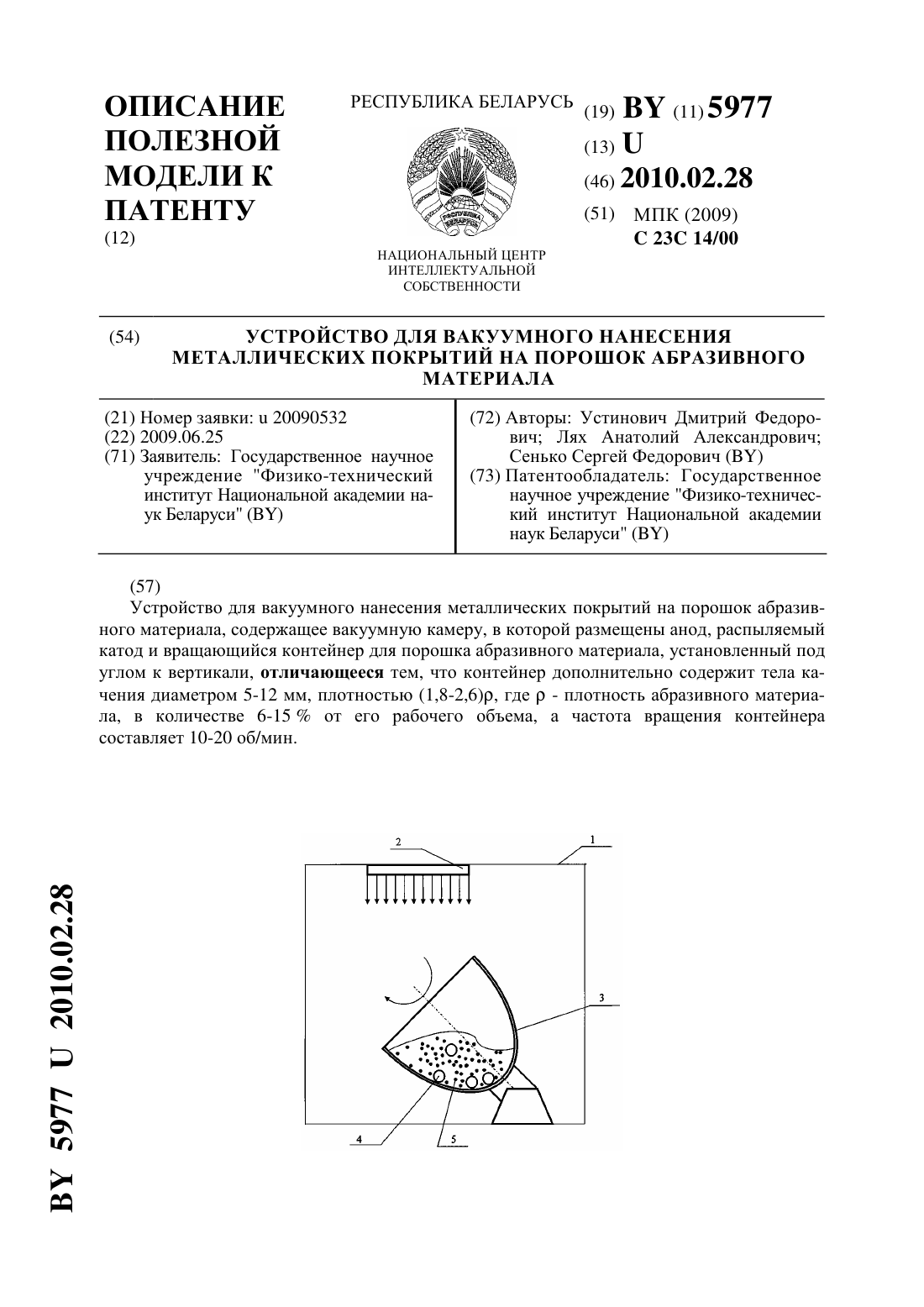
...абразивного материала, сопровождается преимущественным перекатыванием их по поверхности абразивной массы, что приводит к уменьшению силового воздействия тел и снижению интенсивности перемешивания порошка. В результате возрастает количество агрегатов в готовом продукте и уменьшается равномерность покрытия. Выбор плотности материала тел качения более 2,6 сопровождается возрастанием ударного действия тел качения на поверхность частиц...
Способ нанесения покрытия на алмазный порошок
Номер патента: 13157
Опубликовано: 30.04.2010
Авторы: Гордиенко Анатолий Илларионович, Смоляк Василий Васильевич
МПК: C23C 14/24, B24D 17/00
Метки: алмазный, нанесения, порошок, покрытия, способ
Текст:
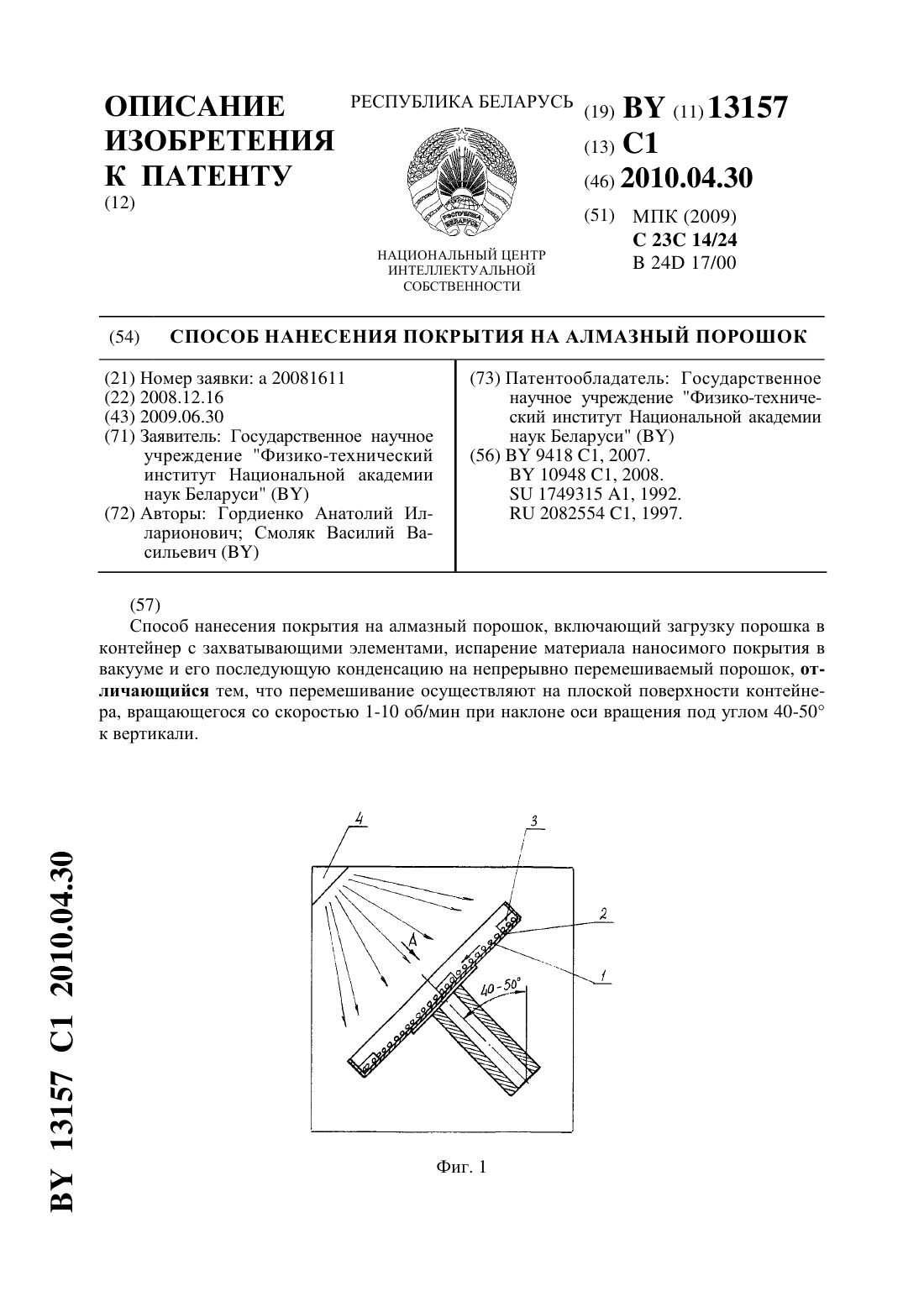
...трением частицы о поверхность контейнера, приложена к внешней поверхности частицы и направлена вверх. Вращение контейнера вокруг оси приводит к постоянному смещению направления действия силы трения, что приводит к постоянному изменению направления вращения частиц. В результате вся поверхность всех частиц равновероятно подвергается воздействию распыляемого материала покрытия, что значительно повышает равномерность нанесения покрытия....
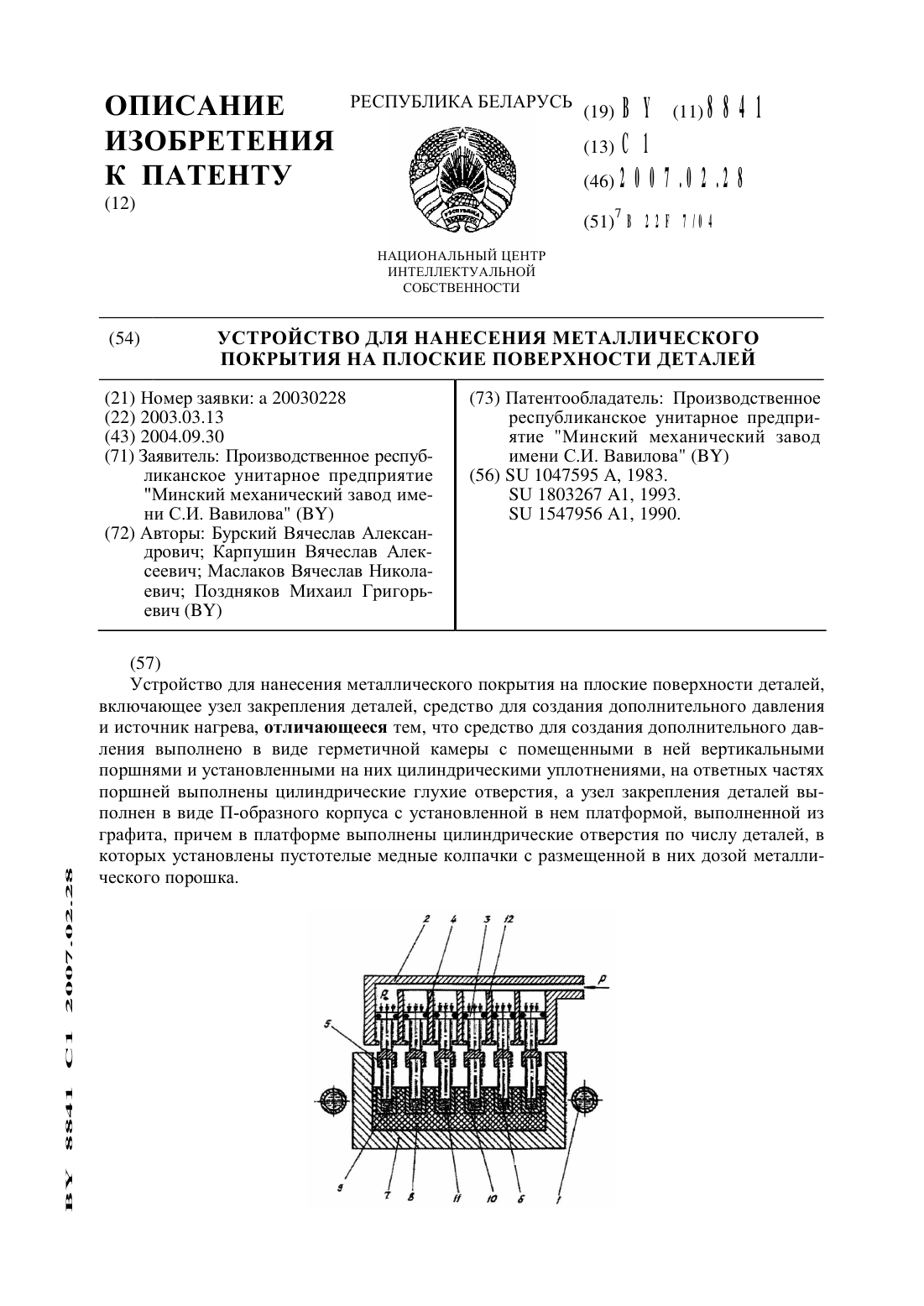
Устройство для нанесения металлического покрытия на плоские поверхности деталей
Номер патента: 8841
Опубликовано: 28.02.2007
Авторы: Бурский Вячеслав Александрович, Поздняков Михаил Григорьевич, Маслаков Вячеслав Николаевич, Карпушин Вячеслав Алексеевич
МПК: B22F 7/04
Метки: устройство, поверхности, деталей, нанесения, покрытия, плоские, металлического
Текст:
...а узел закрепления деталей выполнен в виде П-образного корпуса с установленной в нем платформой, выполненной из графита, причем в платформе выполнены цилиндрические отверстия по числу деталей, в которых установлены пустотелые медные колпачки с размещенной в них дозой металлического порощка.На фигуре показано предлагаемое устройство в разрезе, где поз. 1 обозначен источник нагрева (индуктор ТВЧ). Средство для создания дополнительного...
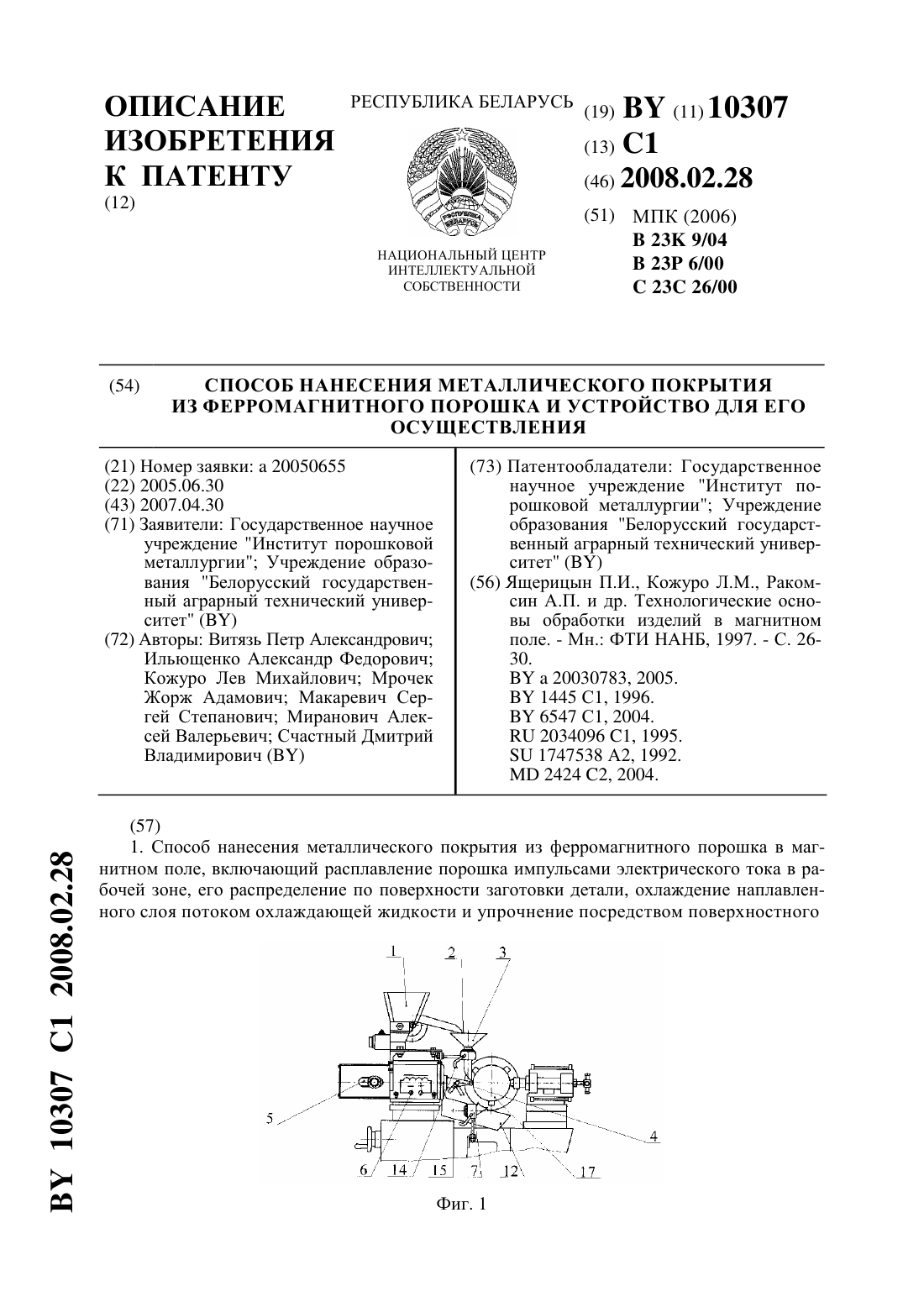
Способ нанесения металлического покрытия из ферромагнитного порошка и устройство для его осуществления
Номер патента: 10307
Опубликовано: 28.02.2008
Авторы: Миранович Алексей Валерьевич, Витязь Петр Александрович, Мрочек Жорж Адамович, Макаревич Сергей Степанович, Ильющенко Александр Федорович, Кожуро Лев Михайлович, Счастный Дмитрий Владимирович
МПК: C23C 26/00, B23K 9/04, B23P 6/00...
Метки: покрытия, ферромагнитного, осуществления, нанесения, способ, порошка, устройство, металлического
Текст:
...решаемая изобретением, - повышение качества наносимого покрытия, в частности, за счет снижения его пористости, шероховатости, повышения твердости. Поставленная задача достигается тем, что в способе нанесения металлического покрытия из ферромагнитного порошка в магнитном поле, включающем расплавление порошка импульсами электрического тока в рабочей зоне, его распределение по поверхности заготовки детали, охлаждение наплавленного слоя...
Предыдущий патент: Бункер для сыпучих материалов
Следующий патент: Ультразвуковой счетчик для измерения объемного расхода газа
Случайный патент: Вал отбора мощности универсально-пропашного трактора