Способ нанесения металлического покрытия из ферромагнитного порошка и устройство для его осуществления
Номер патента: 10307
Опубликовано: 28.02.2008
Авторы: Счастный Дмитрий Владимирович, Мрочек Жорж Адамович, Витязь Петр Александрович, Макаревич Сергей Степанович, Кожуро Лев Михайлович, Миранович Алексей Валерьевич, Ильющенко Александр Федорович
Текст
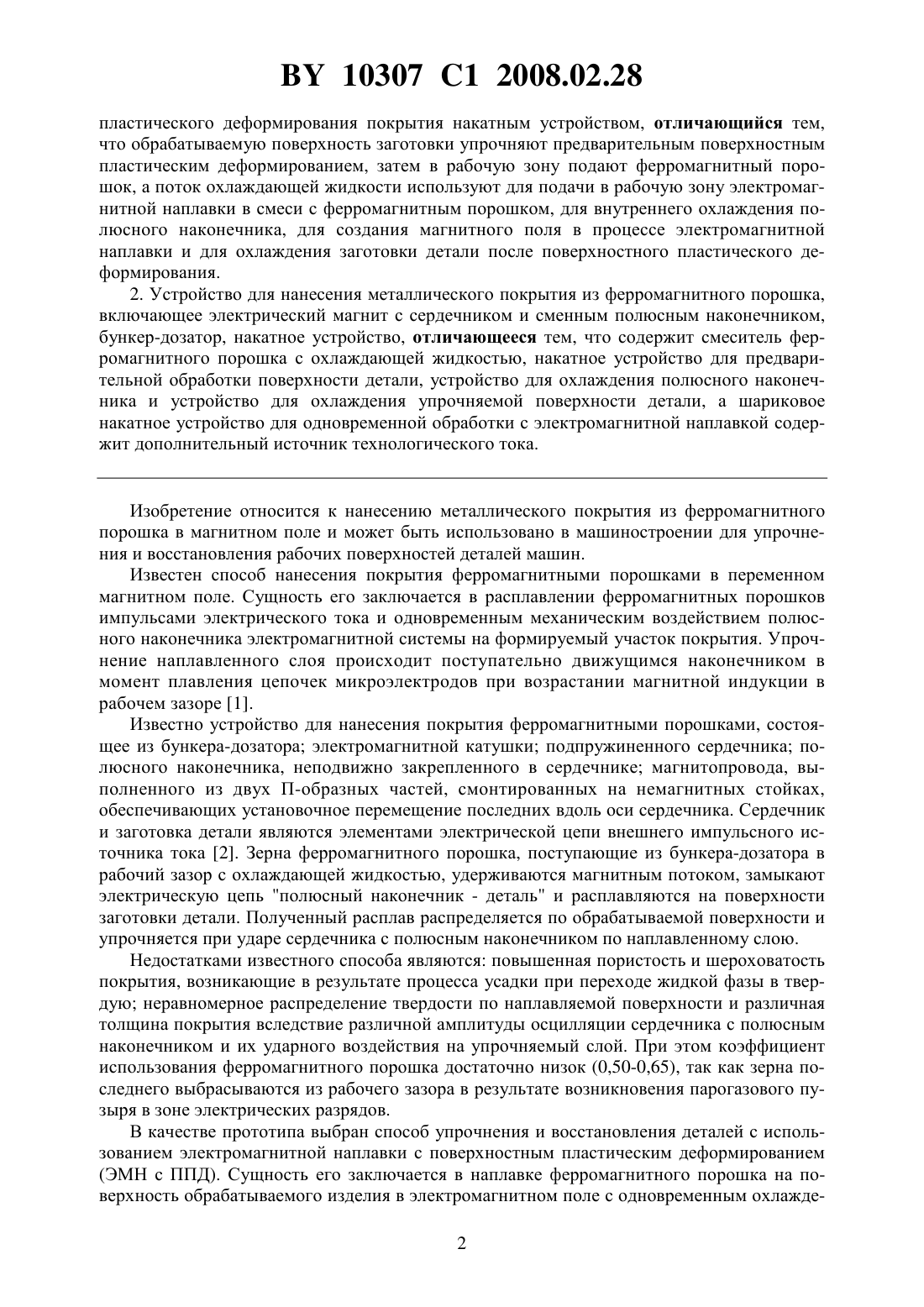
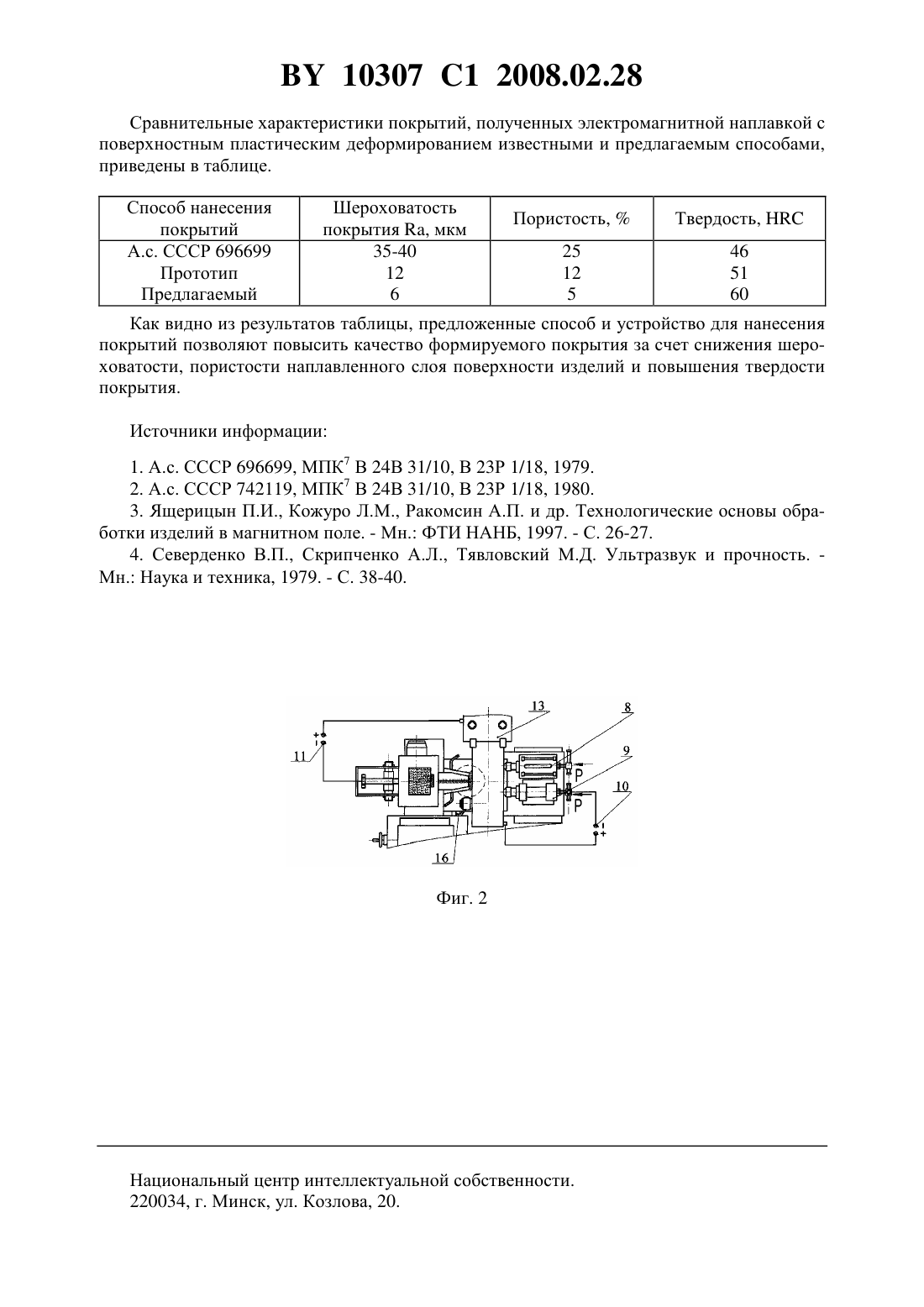
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ ИЗ ФЕРРОМАГНИТНОГО ПОРОШКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(71) Заявители Государственное научное учреждение Институт порошковой металлургии Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Витязь Петр Александрович Ильющенко Александр Федорович Кожуро Лев Михайлович Мрочек Жорж Адамович Макаревич Сергей Степанович Миранович Алексей Валерьевич Счастный Дмитрий Владимирович(73) Патентообладатели Государственное научное учреждение Институт порошковой металлургии Учреждение образования Белорусский государственный аграрный технический университет(56) Ящерицын П.И., Кожуро Л.М., Ракомсин А.П. и др. Технологические основы обработки изделий в магнитном поле. - Мн. ФТИ НАНБ, 1997. - С. 2630.20030783, 2005.1445 С 1, 1996.6547 С 1, 2004.2034096 1, 1995.1747538 А 2, 1992.2424 2, 2004.(57) 1. Способ нанесения металлического покрытия из ферромагнитного порошка в магнитном поле, включающий расплавление порошка импульсами электрического тока в рабочей зоне, его распределение по поверхности заготовки детали, охлаждение наплавленного слоя потоком охлаждающей жидкости и упрочнение посредством поверхностного 10307 1 2008.02.28 пластического деформирования покрытия накатным устройством, отличающийся тем,что обрабатываемую поверхность заготовки упрочняют предварительным поверхностным пластическим деформированием, затем в рабочую зону подают ферромагнитный порошок, а поток охлаждающей жидкости используют для подачи в рабочую зону электромагнитной наплавки в смеси с ферромагнитным порошком, для внутреннего охлаждения полюсного наконечника, для создания магнитного поля в процессе электромагнитной наплавки и для охлаждения заготовки детали после поверхностного пластического деформирования. 2. Устройство для нанесения металлического покрытия из ферромагнитного порошка,включающее электрический магнит с сердечником и сменным полюсным наконечником,бункер-дозатор, накатное устройство, отличающееся тем, что содержит смеситель ферромагнитного порошка с охлаждающей жидкостью, накатное устройство для предварительной обработки поверхности детали, устройство для охлаждения полюсного наконечника и устройство для охлаждения упрочняемой поверхности детали, а шариковое накатное устройство для одновременной обработки с электромагнитной наплавкой содержит дополнительный источник технологического тока. Изобретение относится к нанесению металлического покрытия из ферромагнитного порошка в магнитном поле и может быть использовано в машиностроении для упрочнения и восстановления рабочих поверхностей деталей машин. Известен способ нанесения покрытия ферромагнитными порошками в переменном магнитном поле. Сущность его заключается в расплавлении ферромагнитных порошков импульсами электрического тока и одновременным механическим воздействием полюсного наконечника электромагнитной системы на формируемый участок покрытия. Упрочнение наплавленного слоя происходит поступательно движущимся наконечником в момент плавления цепочек микроэлектродов при возрастании магнитной индукции в рабочем зазоре 1. Известно устройство для нанесения покрытия ферромагнитными порошками, состоящее из бункера-дозатора электромагнитной катушки подпружиненного сердечника полюсного наконечника, неподвижно закрепленного в сердечнике магнитопровода, выполненного из двух П-образных частей, смонтированных на немагнитных стойках,обеспечивающих установочное перемещение последних вдоль оси сердечника. Сердечник и заготовка детали являются элементами электрической цепи внешнего импульсного источника тока 2. Зерна ферромагнитного порошка, поступающие из бункера-дозатора в рабочий зазор с охлаждающей жидкостью, удерживаются магнитным потоком, замыкают электрическую цепь полюсный наконечник - деталь и расплавляются на поверхности заготовки детали. Полученный расплав распределяется по обрабатываемой поверхности и упрочняется при ударе сердечника с полюсным наконечником по наплавленному слою. Недостатками известного способа являются повышенная пористость и шероховатость покрытия, возникающие в результате процесса усадки при переходе жидкой фазы в твердую неравномерное распределение твердости по наплавляемой поверхности и различная толщина покрытия вследствие различной амплитуды осцилляции сердечника с полюсным наконечником и их ударного воздействия на упрочняемый слой. При этом коэффициент использования ферромагнитного порошка достаточно низок (0,50-0,65), так как зерна последнего выбрасываются из рабочего зазора в результате возникновения парогазового пузыря в зоне электрических разрядов. В качестве прототипа выбран способ упрочнения и восстановления деталей с использованием электромагнитной наплавки с поверхностным пластическим деформированием(ЭМН с ППД). Сущность его заключается в наплавке ферромагнитного порошка на поверхность обрабатываемого изделия в электромагнитном поле с одновременным охлажде 2 10307 1 2008.02.28 нием наплавленного слоя и последующим упрочнением формируемого покрытия деформирующим приспособлением 3. Для данного способа известно устройство, включающее электромагнитную систему,состоящую из электрического магнита постоянного тока, сердечника магнита со сменным полюсным наконечником, бункера-дозатора и смесителя ферромагнитного порошка с охлаждающей жидкостью, а также накатного устройства 3. Частичное охлаждение полюсного наконечника и обрабатываемой заготовки детали осуществляется потоком рабочей жидкости, поступающей с ферромагнитным порошком из бункера-дозатора. Бесступенчатое регулирование магнитного поля осуществляют за счет изменения величины постоянного тока в катушке электромагнита. В процессе нанесения покрытия происходит расплавление зерен ферромагнитного порошка импульсами электрических разрядов в рабочем зазоре, распределение по подплавленной поверхности расплава в магнитом поле и пластическое деформирование покрытия накатным устройством. Недостатками указанного способа являются недостаточно стабильный и устойчивый процесс нанесения покрытия вследствие неполного охлаждения полюсного наконечника и неравномерного распределения ферромагнитного порошка в рабочем зазоре наклеп наплавленного покрытия накатным устройством вследствие высоких скоростей охлаждения последнего потоком рабочей жидкости. В результате этого возможно образование трещин,повышенной пористости и шероховатости в наплавленной и упрочненной поверхности. Задача, решаемая изобретением, - повышение качества наносимого покрытия, в частности, за счет снижения его пористости, шероховатости, повышения твердости. Поставленная задача достигается тем, что в способе нанесения металлического покрытия из ферромагнитного порошка в магнитном поле, включающем расплавление порошка импульсами электрического тока в рабочей зоне, его распределение по поверхности заготовки детали, охлаждение наплавленного слоя потоком охлаждающей жидкости и упрочнение посредством поверхностного пластического деформирования покрытия накатным устройством, сначала обрабатываемую поверхность заготовки упрочняют предварительным поверхностным пластическим деформированием, затем в рабочую зону подают ферромагнитный порошок, а поток охлаждающей жидкости используют для подачи в рабочую зону электромагнитной наплавки в смеси с ферромагнитным порошком, для внутреннего охлаждения полюсного наконечника, для создания магнитного поля в процессе электромагнитной наплавки и для охлаждения заготовки детали после поверхностного пластического деформирования. Для реализации предлагаемого способа используется устройство, включающее электрический магнит с сердечником и сменным полюсным наконечником, бункер-дозатор,накатное устройство, которое дополнительно оснащено смесителем ферромагнитного порошка с охлаждающей жидкостью, накатным устройством для предварительной обработки поверхности детали, устройством для охлаждения полюсного наконечника и устройством для охлаждения упрочняемой поверхности детали, а шариковое накатное устройство для одновременной обработки с электромагнитной наплавкой содержит дополнительный источник технологического тока. Накатное устройство для предварительной обработки механически воздействует на состояние кристаллической решетки упрочняемой поверхности изделия с нарушением связей между атомами кристаллографических плоскостей. Это обстоятельство обеспечивает более интенсивную диффузию (на большую глубину) легирующих компонентов элементов ферромагнитного порошка в основной металл 4. Накатное устройство, оснащенное дополнительным источником технологического тока, позволяет значительно снизить пористость и шероховатость, а также равномерную толщину поверхности наплавленного слоя. 3 10307 1 2008.02.28 Наличие трех потоков охлаждения поверхности наплавки позволяет отводить тепловую энергию в процессе ЭМН от полюсного наконечника и от заготовки детали, что позволяет использовать технологическое тепло для процесса деформирования наплавленного слоя в нагретом состоянии, тем самым повысить качество наплавленного покрытия и получать требуемые физико-механические и эксплуатационные свойства покрытий. Сущность изобретения поясняется чертежом, на котором представлено заявляемое устройство с видами сбоку (фиг. 1) и сверху (фиг. 2). Устройство для нанесения металлического покрытия из ферромагнитного порошка включает бункер-дозатор 1 для подачи ферромагнитного порошка 2 в смеситель 3 сменный полюсный наконечник 4 сердечник 5 с электромагнитной катушкой 6 устройство охлаждения (спрейер) 7 шариковые накатники - для предварительной обработки 8 и одновременной с ЭМН 9 источники технологического тока 10 и тока наплавки 11 поддон 12. Подача ферромагнитного порошка в рабочую зону обеспечивается в потоке охлаждающей жидкости, которая подводится по каналу 14 к смесителю. Охлаждение полюсного наконечника осуществляется циркуляцией жидкости по каналу 15. Отвод тепла от детали производится принудительной подачей рабочей жидкости от насоса (на фигурах не показан) по каналу 16. Сердечник 5, накатник 9 и заготовка детали 17 подключены разными полюсами к источникам технологического тока и тока наплавки. Заявляемый способ нанесения металлического покрытия осуществляется следующим образом. Заготовка детали 17 получает вращение от шпинделя 13 станка и предварительно обрабатывается накатным устройством 8. При этом одновременно из бункера-дозатора 1 ферромагнитный порошок 2 через смеситель 3 подается в потоке охлаждающей жидкости в рабочий зазор, где происходит образование цепочек микроэлектродов, ориентирование их вдоль магнитных силовых линий электромагнитной катушки 6 и плавление импульсами электрического тока наплавки. Образовавшиеся микрокапли расплава порошка под действием магнитного поля переносятся на обрабатываемую поверхность, взаимодействуют с нею и формируют покрытие. Далее покрытие подвергается обработке, осуществляемой с помощью шарикового накатника 9 и одновременного нагрева источником технологического тока 10. Охлаждение обеспечивается с помощью спрейера 7. В процессе комбинированной обработки ППД с ЭМН использовались следующие материалы ферромагнитный порошок на основе железа и ванадия (-2 ГОСТ 9849-86) в качестве легирующего элемента с гранулометрическим составом 0,2-0,3 мкм 5 -ный водный раствор эмульсола Э-2 Б в качестве охлаждающей жидкости. Пример. На предварительно подвергнутые нормализации и обработанные до шероховатости поверхности 12,5 мкм образцы из стали 45 ГОСТ 1050-88, представляющие собой кольца с наружным диаметром 40 мм, внутренним 16 мм и высотой 12 мм, производили формирование покрытий с использованием предлагаемого способа. Обработку образцов осуществляли при следующих технологических параметрах. Предварительное ППД-усилие деформирования Р 1500 Н, ЭМН - сила тока наплавки 100 А, величина магнитной индукции 0,8 Тл, рабочий зазор 2,0 мм, окружная скорость вращения заготовки 0,06 м/с, скорость подачи 0,25 мм/об. окончательное ППД-усилие деформирования Р 2500 Н и сила технологического тока 350 А. На нанесенных и упрочненных поверхностях покрытий образцов измеряли шероховатостьна профилографе-профилометре 252, а затем шлифовали и полировали, чтобы определить количество пор и их величину с помощью микроскопа МИМ-8 М твердость покрытий по Роквеллу определялась на приборе мод. ТК-2 М по стандартной методике при величине статической нагрузки на индентор Р 60 кг. 4 10307 1 2008.02.28 Сравнительные характеристики покрытий, полученных электромагнитной наплавкой с поверхностным пластическим деформированием известными и предлагаемым способами,приведены в таблице. Способ нанесения покрытий А.с. СССР 696699 Прототип Предлагаемый Как видно из результатов таблицы, предложенные способ и устройство для нанесения покрытий позволяют повысить качество формируемого покрытия за счет снижения шероховатости, пористости наплавленного слоя поверхности изделий и повышения твердости покрытия. Источники информации 1. А.с. СССР 696699, МПК 7 В 24 В 31/10, В 23 Р 1/18, 1979. 2. А.с. СССР 742119, МПК 7 В 24 В 31/10, В 23 Р 1/18, 1980. 3. Ящерицын П.И., Кожуро Л.М., Ракомсин А.П. и др. Технологические основы обработки изделий в магнитном поле. - Мн. ФТИ НАНБ, 1997. - С. 26-27. 4. Северденко В.П., Скрипченко А.Л., Тявловский М.Д. Ультразвук и прочность. Мн. Наука и техника, 1979. - С. 38-40. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B23P 6/00, C23C 26/00, B23K 9/04
Метки: металлического, нанесения, ферромагнитного, покрытия, осуществления, устройство, порошка, способ
Код ссылки
<a href="https://by.patents.su/5-10307-sposob-naneseniya-metallicheskogo-pokrytiya-iz-ferromagnitnogo-poroshka-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" rel="bookmark" title="База патентов Беларуси">Способ нанесения металлического покрытия из ферромагнитного порошка и устройство для его осуществления</a>
Способ получения металлического покрытия из ферромагнитного порошка
Номер патента: 10016
Опубликовано: 30.12.2007
Авторы: Хейфец Михаил Львович, Грецкий Николай Леонидович, Толстиков Сергей Константинович, Чемисов Владимир Борисович, Премент Геннадий Борисович
МПК: B22D 19/00, B23P 6/00
Метки: металлического, получения, покрытия, порошка, способ, ферромагнитного
Текст:
...а также увеличивается толщина наносимого покрытия. Предлагаемый способ реализован следующим образом. На заготовку - вал с номинальным диаметром 50 мм при длине 100 мм, изготовленного из Стали 20, - проводят нанесение ферромагнитного порошка ферробора марки ФБ-1 с размерами зерен 0,2-0,4 мм. Вращающийся вал со скоростью 0,105 м/с устанавливают в центрах токарного станка 16 К 20, а устройство для реализации способа нанесения...
Устройство для магнитно-электрического нанесения покрытия из ферромагнитного порошка
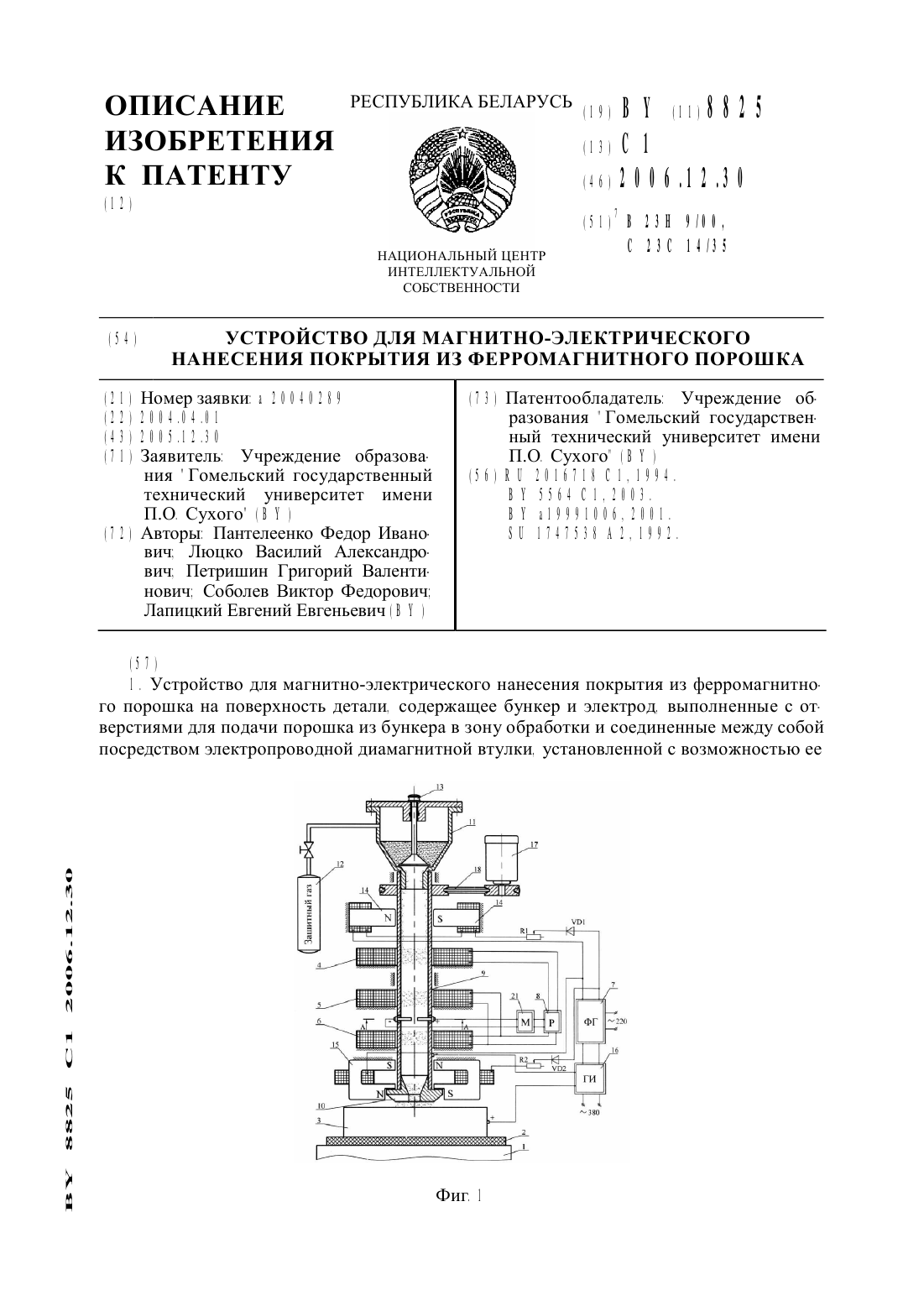
Номер патента: 8825
Опубликовано: 30.12.2006
Авторы: Лапицкий Евгений Евгеньевич, Пантелеенко Федор Иванович, Люцко Василий Александрович, Соболев Виктор Федорович, Петришин Григорий Валентинович
МПК: C23C 14/35, B23H 9/00
Метки: нанесения, покрытия, магнитно-электрического, порошка, ферромагнитного, устройство
Текст:
...рабочем зазоре выходные отверстия в электродах частично изменяют свою форму и размеры из-за переноса части расплава на поверхности электродов в зоне расположения отверстий. Это обусловлено тем. ЧТО магнитное поле электромагнита не распределяет равномерно порошок по всей рабочей торцовой части электродов. локализует его на рабочих поверхностях электродов и обрабатываемой поверхности непосредственно в зоне выходных отверстий в электродах. а это...
Способ нанесения металлических покрытий из ферромагнитных порошков и устройство для его осуществления
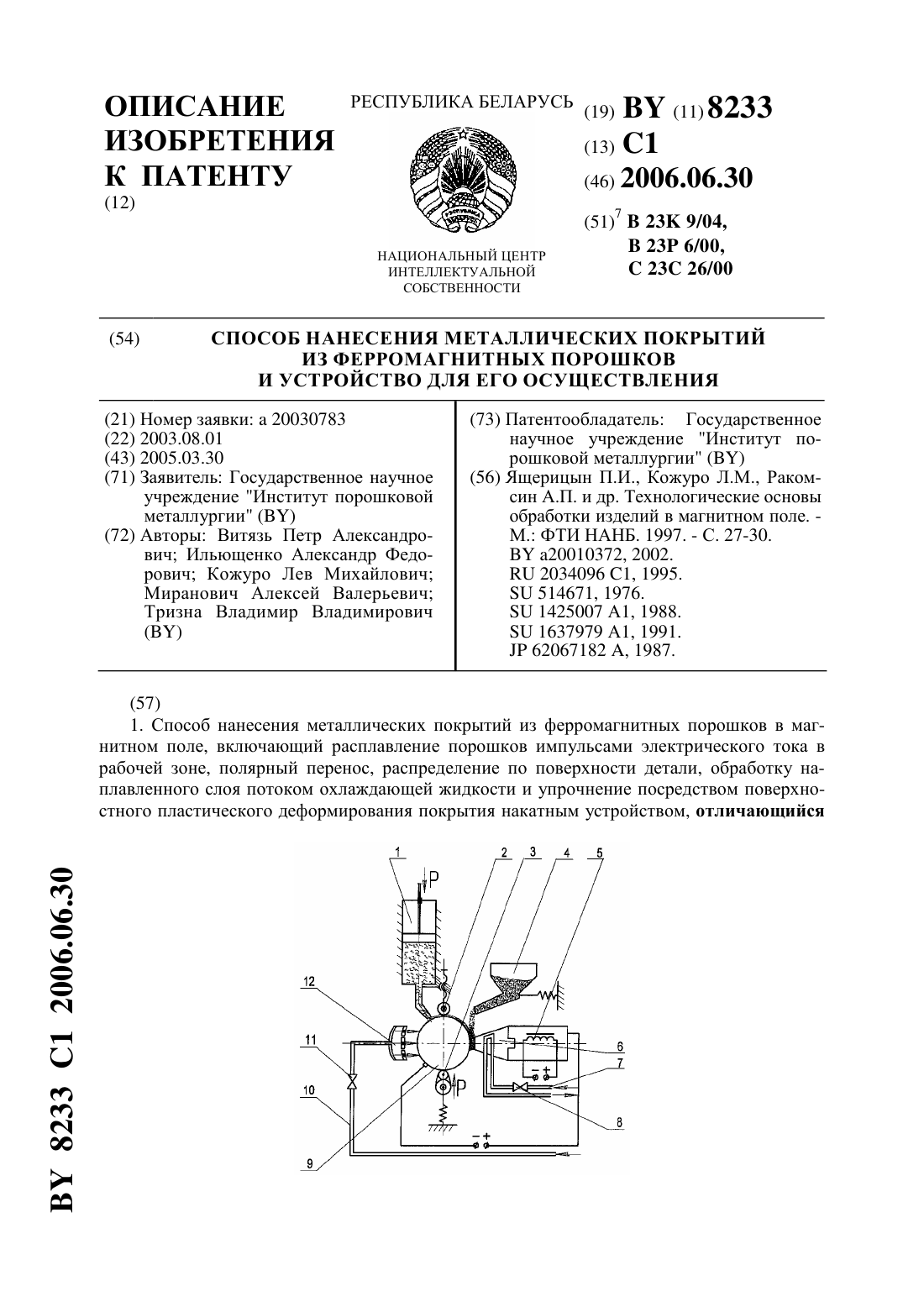
Номер патента: 8233
Опубликовано: 30.06.2006
Авторы: Ильющенко Александр Федорович, Миранович Алексей Валерьевич, Тризна Владимир Владимирович, Кожуро Лев Михайлович, Витязь Петр Александрович
МПК: B23K 9/04, B23P 6/00, C23C 26/00...
Метки: устройство, ферромагнитных, способ, осуществления, металлических, покрытий, нанесения, порошков
Текст:
...его пористости и шероховатости. Поставленная задача достигается тем, что в способе нанесения металлических покрытий из ферромагнитных порошков в магнитном поле, включающем расплавление порошков импульсами электрического тока в рабочей зоне, полярный перенос, распределение по поверхности детали, обработку наплавленного слоя потоком охлаждающей жидкости и упрочнение формируемого покрытия накатным устройством, сначала порошок наносят на...
Способ нанесения многослойного металлического покрытия
Номер патента: 8332
Опубликовано: 30.08.2006
Авторы: Бакаев Александр Григорьевич, Мачнев Вячеслав Петрович
МПК: B22F 7/00
Метки: способ, металлического, многослойного, покрытия, нанесения
Текст:
...слой металла имеет большую пористость и шероховатость, поэтому его электродуговой переплав с помощью плазмотрона позволяет удалить газы и сделать слой равным. С другой стороны, переплав механически нанесенного слоя порошка с помощью плазмотрона, без предшествующего конденсаторного припекания, не обеспечивает достижение технической задачи, т.к. порошок уносится с поверхности детали динамическим потоком плазмы. Использование других источников...
Устройство для нанесения металлического покрытия на плоские поверхности деталей
Номер патента: 8841
Опубликовано: 28.02.2007
Авторы: Бурский Вячеслав Александрович, Маслаков Вячеслав Николаевич, Поздняков Михаил Григорьевич, Карпушин Вячеслав Алексеевич
МПК: B22F 7/04
Метки: деталей, нанесения, плоские, поверхности, металлического, покрытия, устройство
Текст:
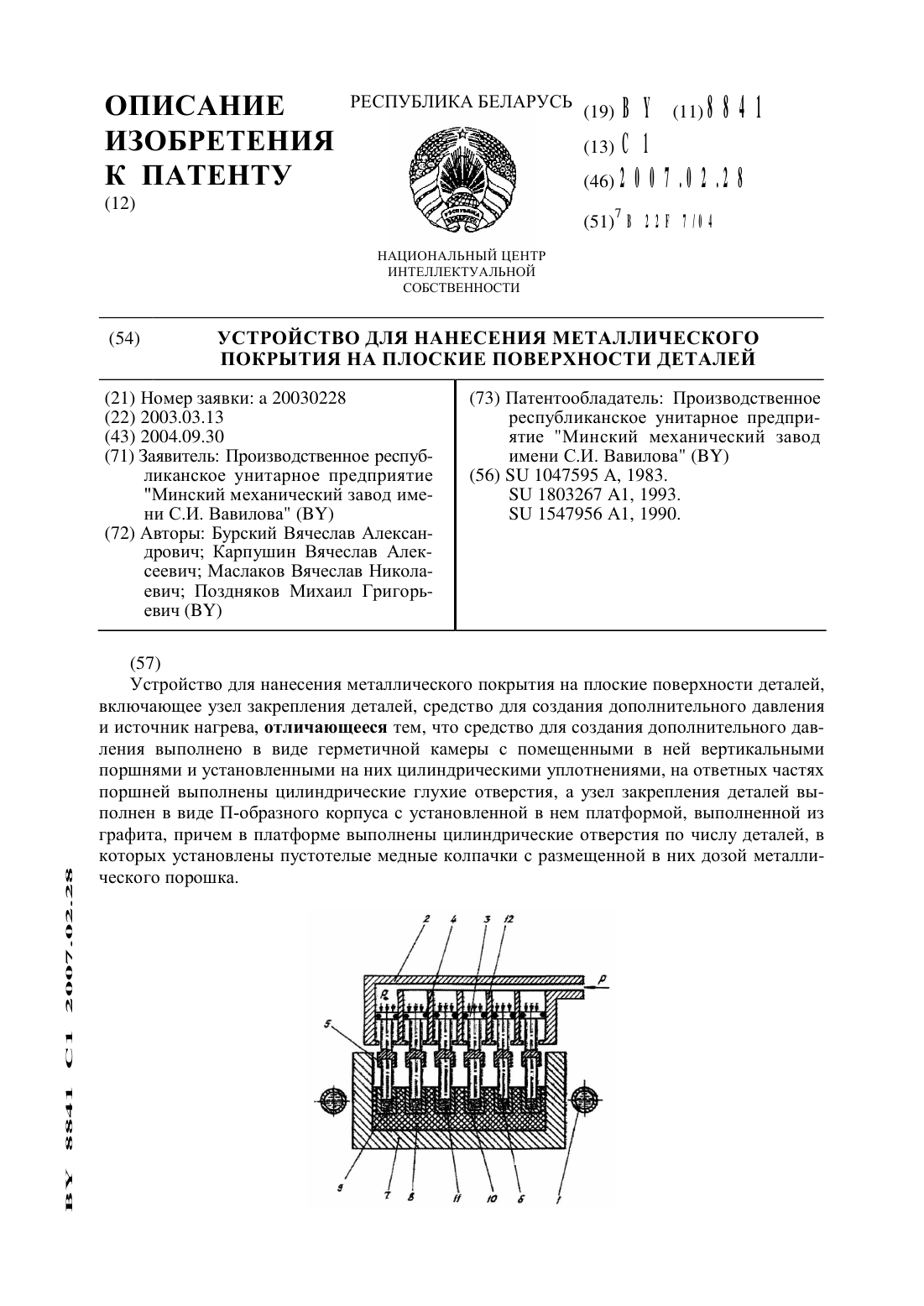
...а узел закрепления деталей выполнен в виде П-образного корпуса с установленной в нем платформой, выполненной из графита, причем в платформе выполнены цилиндрические отверстия по числу деталей, в которых установлены пустотелые медные колпачки с размещенной в них дозой металлического порощка.На фигуре показано предлагаемое устройство в разрезе, где поз. 1 обозначен источник нагрева (индуктор ТВЧ). Средство для создания дополнительного...
Предыдущий патент: Способ очистки сточных вод от ионов хрома (III) и (VI)
Следующий патент: Стенд для диагностирования подвески транспортного средства
Случайный патент: Способ выбора начальной дозы бисопролола при лечении гипертрофической кардиомиопатии