Устройство для вакуумного нанесения металлического покрытия на порошок абразивного материала
Текст
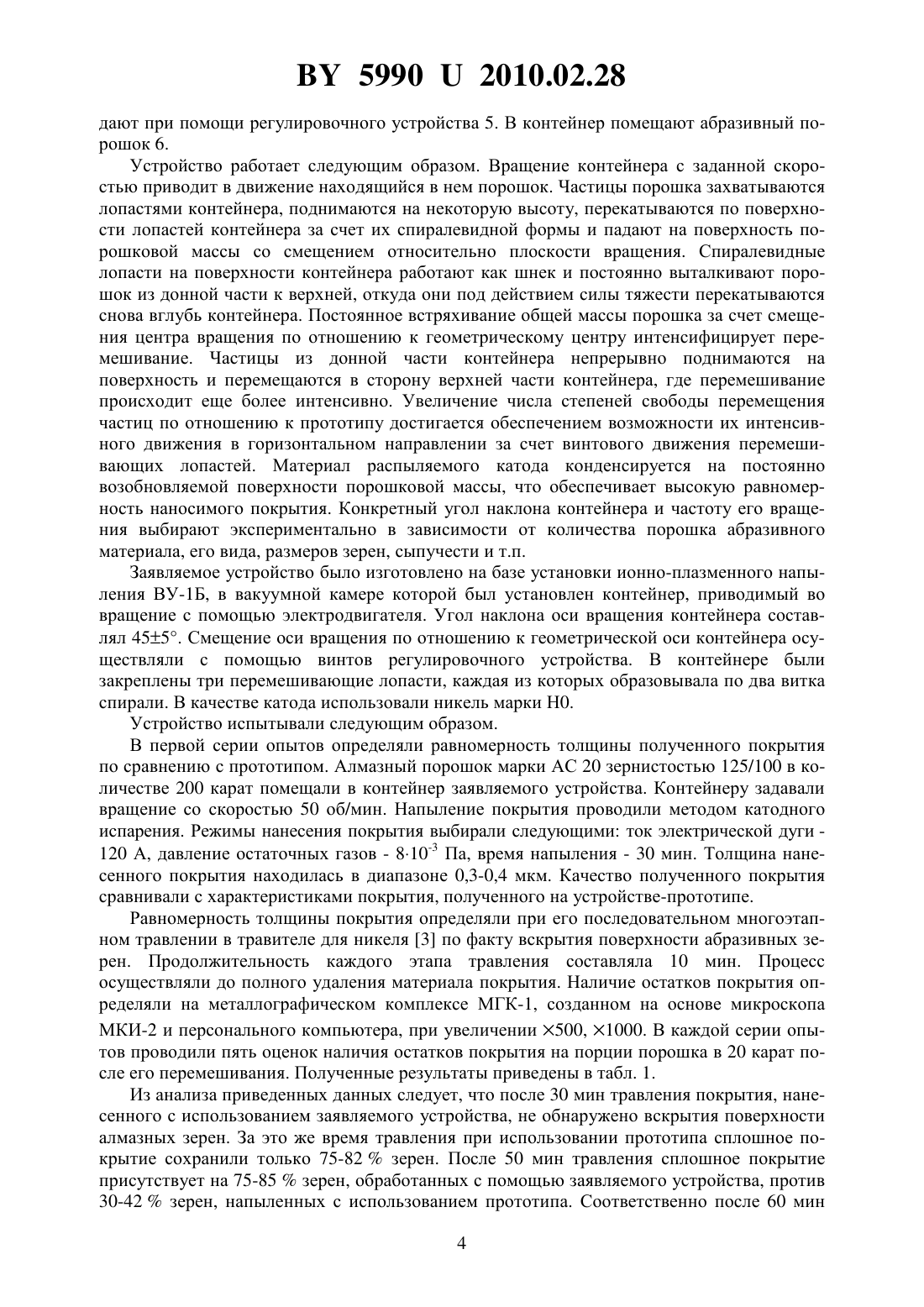
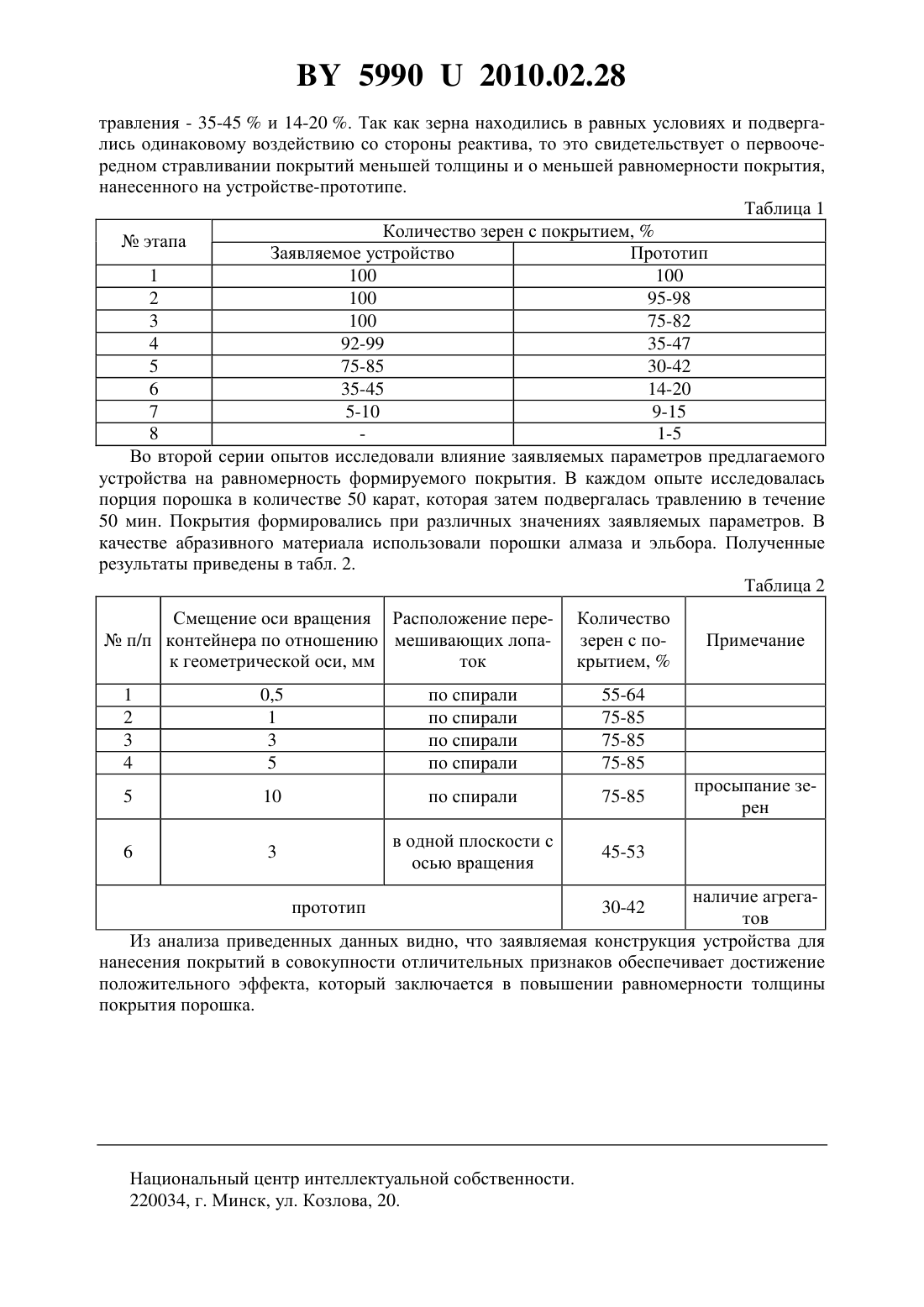
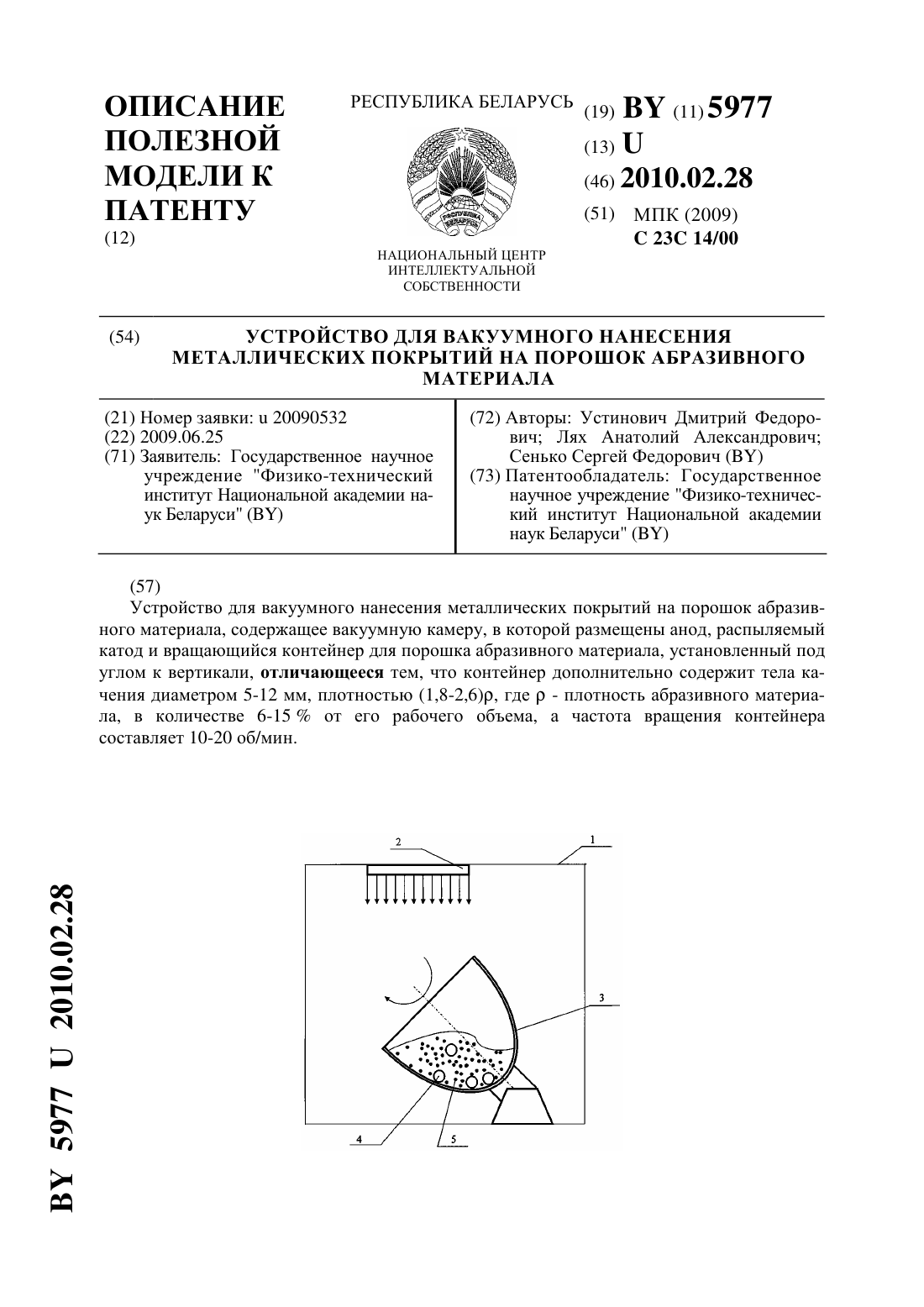
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ УСТРОЙСТВО ДЛЯ ВАКУУМНОГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ПОРОШОК АБРАЗИВНОГО МАТЕРИАЛА(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Автор Сенько Сергей Федорович(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Устройство для вакуумного нанесения металлического покрытия на порошок абразивного материала, содержащее вакуумную камеру, в которой размещены анод, распыляемый катод и вращающийся контейнер с перемешивающими лопастями для порошка, установленный под углом к вертикали, отличающееся тем, что лопасти расположены по спирали,а ось вращения контейнера расположена на расстоянии 1-5 мм от его геометрической оси. 59902010.02.28 Полезная модель относится к области вакуумной техники и может быть использована для получения металлических покрытий на порошках абразивных материалов. Известно устройство для вакуумного нанесения металлических покрытий на порошок абразивного материала, включающее вакуумную камеру с размещенными в ней анодом,распыляемым катодом и вибрирующим контейнером 1. Катод испаряется в электрической дуге, и материал катода конденсируется на порошок абразивного материала. Вибрация контейнера позволяет постоянно перемешивать порошок, обеспечивая тем самым формирование покрытия на всех зернах. Недостатком данного устройства является значительная неравномерность напыляемого покрытия, обусловленная различной интенсивностью перемешивания слоев порошка на поверхности и на дне контейнера. Под воздействием колебательных движений контейнера происходит перемешивание частиц на поверхности порошковой массы и в слоях, непосредственно прилегающих к поверхности. Амплитуда колебаний порошка на дне контейнера является незначительной. Поверхностные слои оказывают на нижележащие слои порошка экранирующее действие, вследствие чего нанесение покрытия на порошок, находящийся в нижней части контейнера, практически не происходит. Наиболее близким по технической сущности к заявляемому, его прототипом, является устройство для вакуумного нанесения металлического покрытия на порошок абразивного материала, включающее вакуумную камеру с размещенными в ней анодом, распыляемым катодом и контейнером для порошка, выполненным в виде вращающегося барабана с перемешивающими лопастями 2. Материал катода испаряется в электрической дуге и конденсируется на порошок абразивного материала, перемешиваемый путем вращения контейнера, установленного под углом к вертикали. Перемешивающие лопасти, закрепленные, как видно из описания прототипа, на стенках вращающегося контейнера так, что лежат в одной плоскости с осью вращения, повышают интенсивность перемешивания порошка. Данное устройство позволяет несколько повысить равномерность нанесения покрытия, однако она остается недостаточно высокой. Это обусловлено низкой интенсивностью перемешивания порошка в донной части контейнера, внутренняя поверхность которого,как видно из описания прототипа, по форме близка к параболической. Перемешивающие лопасти совершают круговое движение одновременно с вращением контейнера. Порошок из нижней части общей массы захватывается лопастями, поднимается на некоторую высоту и высыпается на поверхность. С каждым оборотом захватываются все новые порции порошка, за счет чего и осуществляется его перемешивание. Преимущественное движение частиц осуществляется по кругу и вертикали. В верхней части контейнера, где его диаметр максимальный, а заполнение порошком (высота слоя порошка от стенки контейнера до поверхности слоя по вертикали, учитывая наклон контейнера) минимальное, перемешивание происходит достаточно интенсивно. За один оборот контейнера вокруг оси практически все частицы перекатываются из верхней точки в нижнюю и наоборот. Однако в донной части контейнера ввиду более полного его заполнения перекатывание частиц осуществляется на значительно меньшее расстояние, поскольку диаметр контейнера в этой части значительно меньше, хотя угол поворота тот же. Здесь только незначительная доля частиц меняется местами, что обусловлено большей высотой массы порошка. Перемешивание частиц порошка в этой части контейнера осуществляется преимущественно внутри общей массы, не подвергаемой воздействию потока распыляемого материала. Число степеней свободы частиц порошка, находящегося на дне контейнера в глубине общей массы,близко к нулю. Вероятность перемещения частиц на поверхность общей массы для формирования покрытия значительно падает как из-за большего заполнения этой части контейнера, так и из-за меньшей интенсивности перемешивания. Порошок в этой части контейнера экранируется верхними перемешиваемыми слоями, что не позволяет обеспечить выход его наверх и произвести на него конденсацию покрытия. Устранение этого по 2 59902010.02.28 ложения за счет увеличения угла наклона контейнера приводит к высыпанию порошка из контейнера и к потерям порошка. В результате частицы порошка в верхней и нижней части контейнера имеют разную толщину покрытия. Кроме этого, низкая интенсивность перемешивания порошковой массы способствует интенсивному сращиванию частиц между собой и образованию агрегатов, что снижает эксплуатационные показатели получаемого абразивного инструмента, т.к. приводит к возникновению рисок и царапин на обрабатываемой поверхности. Задачей заявляемой полезной модели является повышение равномерности толщины покрытия порошков абразивных материалов. Поставленная задача решается тем, что в устройстве для вакуумного нанесения металлического покрытия на порошок абразивного материала, содержащем вакуумную камеру,в которой размещены анод, распыляемый катод и вращающийся контейнер с перемешивающими лопастями для порошка, установленный под углом к вертикали, лопасти расположены по спирали, а ось вращения контейнера расположена на расстоянии 1-5 мм от его геометрической оси. Сущность заявляемого технического решения заключается в увеличении числа степеней свободы перемещения частиц порошка в процессе конденсации покрытия. Увеличение числа степеней свободы алмазных зерен достигается за счет того, что частицам алмазного порошка придают новые направления перемещения. С одной стороны,перемешивание порошка осуществляется за счет поступательного движения при его захвате лопастями в нижней точке при вращении контейнера, установленного под углом к вертикали, подъема на некоторую высоту, освобождения из лопастей и перекатывания на поверхность общей массы порошка. По мере поворота контейнера на поверхность перекатываются все новые частицы, пока те частицы, которые были на поверхности ранее, не окажутся на дне контейнера. Далее этот цикл повторяется. Перемещение частиц порошка происходит при этом по кругу и вертикали. Использование перемешивающих лопастей, установленных по спирали, позволяет в процессе поворота контейнера дополнительно перемещать частицы в горизонтальном направлении, у них появляется новое направление перемещения. Частицы захватываются лопастями, поднимаются на некоторую высоту и перекатываются по их винтовой поверхности на некоторое расстояние вдоль контейнера за счет наклона лопастей. Винтовое движение перемешивающих лопастей постоянно выталкивает частицы порошка из донной части контейнера. Смещение оси вращения контейнера по отношению к его геометрической оси позволяет интенсифицировать перемещение частиц порошка в горизонтальном направлении за счет постоянного встряхивания всей массы порошка в горизонтальном направлении. Интенсивность такого встряхивания зависит от расстояния между осями. Экспериментально установлено, что оптимальным расстоянием между осью вращения и геометрической осью контейнера является 1-5 мм. При меньших значениях, например 0,5 мм, встряхивание несущественно, а при больших, например 10 мм, оно приводит к просыпанию порошка из контейнера. В результате такого перемешивания вся поверхность всех частиц равновероятно подвергается воздействию распыляемого материала покрытия, что значительно повышает равномерность нанесения покрытия. Интенсивное перемешивание порошка в процессе формирования покрытия исключает агрегатирование, комкование и соединение частиц между собой. Заявляемая полезная модель поясняется фигурой, где показана схема устройства. Устройство состоит из вакуумной камеры 1 с расположенными в ней распыляемым катодом 2 и вращающимся контейнером 3 с перемешивающими лопастями 4, служащим одновременно анодом. Расстояние а между геометрической осью ОО и осью вращения 11 за 3 59902010.02.28 дают при помощи регулировочного устройства 5. В контейнер помещают абразивный порошок 6. Устройство работает следующим образом. Вращение контейнера с заданной скоростью приводит в движение находящийся в нем порошок. Частицы порошка захватываются лопастями контейнера, поднимаются на некоторую высоту, перекатываются по поверхности лопастей контейнера за счет их спиралевидной формы и падают на поверхность порошковой массы со смещением относительно плоскости вращения. Спиралевидные лопасти на поверхности контейнера работают как шнек и постоянно выталкивают порошок из донной части к верхней, откуда они под действием силы тяжести перекатываются снова вглубь контейнера. Постоянное встряхивание общей массы порошка за счет смещения центра вращенияпо отношению к геометрическому центру интенсифицирует перемешивание. Частицы из донной части контейнера непрерывно поднимаются на поверхность и перемещаются в сторону верхней части контейнера, где перемешивание происходит еще более интенсивно. Увеличение числа степеней свободы перемещения частиц по отношению к прототипу достигается обеспечением возможности их интенсивного движения в горизонтальном направлении за счет винтового движения перемешивающих лопастей. Материал распыляемого катода конденсируется на постоянно возобновляемой поверхности порошковой массы, что обеспечивает высокую равномерность наносимого покрытия. Конкретный угол наклона контейнера и частоту его вращения выбирают экспериментально в зависимости от количества порошка абразивного материала, его вида, размеров зерен, сыпучести и т.п. Заявляемое устройство было изготовлено на базе установки ионно-плазменного напыления ВУ-1 Б, в вакуумной камере которой был установлен контейнер, приводимый во вращение с помощью электродвигателя. Угол наклона оси вращения контейнера составлял 455. Смещение оси вращения по отношению к геометрической оси контейнера осуществляли с помощью винтов регулировочного устройства. В контейнере были закреплены три перемешивающие лопасти, каждая из которых образовывала по два витка спирали. В качестве катода использовали никель марки Н 0. Устройство испытывали следующим образом. В первой серии опытов определяли равномерность толщины полученного покрытия по сравнению с прототипом. Алмазный порошок марки АС 20 зернистостью 125/100 в количестве 200 карат помещали в контейнер заявляемого устройства. Контейнеру задавали вращение со скоростью 50 об/мин. Напыление покрытия проводили методом катодного испарения. Режимы нанесения покрытия выбирали следующими ток электрической дуги 120 А, давление остаточных газов - 810-3 Па, время напыления - 30 мин. Толщина нанесенного покрытия находилась в диапазоне 0,3-0,4 мкм. Качество полученного покрытия сравнивали с характеристиками покрытия, полученного на устройстве-прототипе. Равномерность толщины покрытия определяли при его последовательном многоэтапном травлении в травителе для никеля 3 по факту вскрытия поверхности абразивных зерен. Продолжительность каждого этапа травления составляла 10 мин. Процесс осуществляли до полного удаления материала покрытия. Наличие остатков покрытия определяли на металлографическом комплексе МГК-1, созданном на основе микроскопа МКИ-2 и персонального компьютера, при увеличении 500, 1000. В каждой серии опытов проводили пять оценок наличия остатков покрытия на порции порошка в 20 карат после его перемешивания. Полученные результаты приведены в табл. 1. Из анализа приведенных данных следует, что после 30 мин травления покрытия, нанесенного с использованием заявляемого устройства, не обнаружено вскрытия поверхности алмазных зерен. За это же время травления при использовании прототипа сплошное покрытие сохранили только 75-82 зерен. После 50 мин травления сплошное покрытие присутствует на 75-85 зерен, обработанных с помощью заявляемого устройства, против 30-42 зерен, напыленных с использованием прототипа. Соответственно после 60 мин 4 59902010.02.28 травления - 35-45 и 14-20 . Так как зерна находились в равных условиях и подвергались одинаковому воздействию со стороны реактива, то это свидетельствует о первоочередном стравливании покрытий меньшей толщины и о меньшей равномерности покрытия,нанесенного на устройстве-прототипе. Таблица 1 Количество зерен с покрытием,этапа Заявляемое устройство Прототип 1 100 100 2 100 95-98 3 100 75-82 4 92-99 35-47 5 75-85 30-42 6 35-45 14-20 7 5-10 9-15 8 1-5 Во второй серии опытов исследовали влияние заявляемых параметров предлагаемого устройства на равномерность формируемого покрытия. В каждом опыте исследовалась порция порошка в количестве 50 карат, которая затем подвергалась травлению в течение 50 мин. Покрытия формировались при различных значениях заявляемых параметров. В качестве абразивного материала использовали порошки алмаза и эльбора. Полученные результаты приведены в табл. 2. Таблица 2 Смещение оси вращения Расположение пере п/п контейнера по отношению мешивающих лопак геометрической оси, мм ток по спирали по спирали по спирали по спирали наличие агрегатов Из анализа приведенных данных видно, что заявляемая конструкция устройства для нанесения покрытий в совокупности отличительных признаков обеспечивает достижение положительного эффекта, который заключается в повышении равномерности толщины покрытия порошка. прототип Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: C23C 14/00
Метки: устройство, покрытия, вакуумного, абразивного, материала, металлического, нанесения, порошок
Код ссылки
<a href="https://by.patents.su/5-u5990-ustrojjstvo-dlya-vakuumnogo-naneseniya-metallicheskogo-pokrytiya-na-poroshok-abrazivnogo-materiala.html" rel="bookmark" title="База патентов Беларуси">Устройство для вакуумного нанесения металлического покрытия на порошок абразивного материала</a>
Устройство для вакуумного нанесения металлических покрытий на порошок абразивного материала
Номер патента: U 5977
Опубликовано: 28.02.2010
Авторы: Устинович Дмитрий Федорович, Сенько Сергей Федорович, Лях Анатолий Александрович
МПК: C23C 14/00
Метки: материала, вакуумного, порошок, нанесения, покрытий, металлических, устройство, абразивного
Текст:
...абразивного материала, сопровождается преимущественным перекатыванием их по поверхности абразивной массы, что приводит к уменьшению силового воздействия тел и снижению интенсивности перемешивания порошка. В результате возрастает количество агрегатов в готовом продукте и уменьшается равномерность покрытия. Выбор плотности материала тел качения более 2,6 сопровождается возрастанием ударного действия тел качения на поверхность частиц...
Устройство для нанесения металлического покрытия на плоские поверхности деталей
Номер патента: 8841
Опубликовано: 28.02.2007
Авторы: Карпушин Вячеслав Алексеевич, Бурский Вячеслав Александрович, Поздняков Михаил Григорьевич, Маслаков Вячеслав Николаевич
МПК: B22F 7/04
Метки: металлического, поверхности, деталей, плоские, нанесения, устройство, покрытия
Текст:
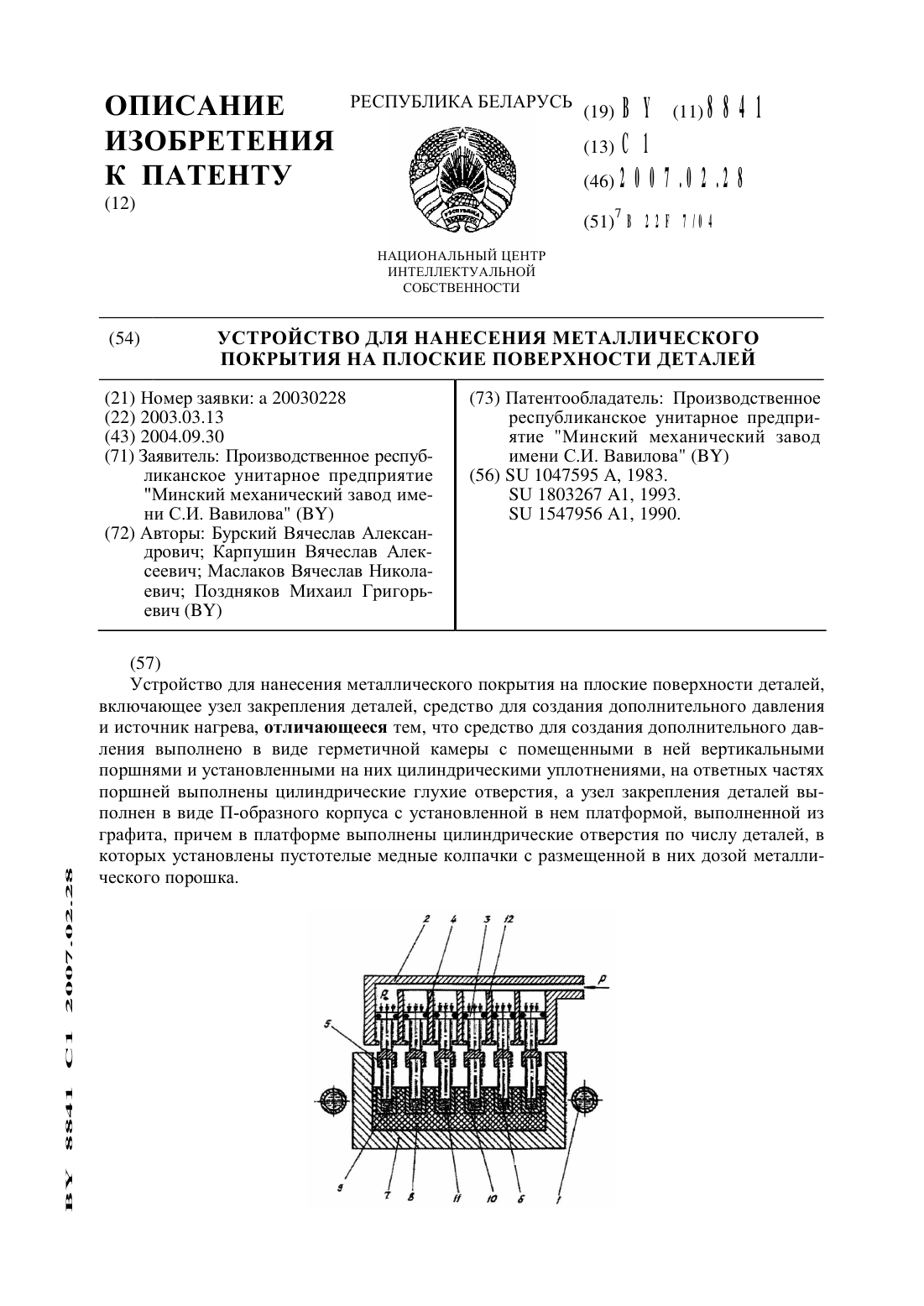
...а узел закрепления деталей выполнен в виде П-образного корпуса с установленной в нем платформой, выполненной из графита, причем в платформе выполнены цилиндрические отверстия по числу деталей, в которых установлены пустотелые медные колпачки с размещенной в них дозой металлического порощка.На фигуре показано предлагаемое устройство в разрезе, где поз. 1 обозначен источник нагрева (индуктор ТВЧ). Средство для создания дополнительного...
Способ нанесения металлического покрытия из ферромагнитного порошка и устройство для его осуществления
Номер патента: 10307
Опубликовано: 28.02.2008
Авторы: Миранович Алексей Валерьевич, Макаревич Сергей Степанович, Мрочек Жорж Адамович, Витязь Петр Александрович, Счастный Дмитрий Владимирович, Ильющенко Александр Федорович, Кожуро Лев Михайлович
МПК: B23K 9/04, B23P 6/00, C23C 26/00...
Метки: покрытия, осуществления, нанесения, порошка, металлического, ферромагнитного, устройство, способ
Текст:
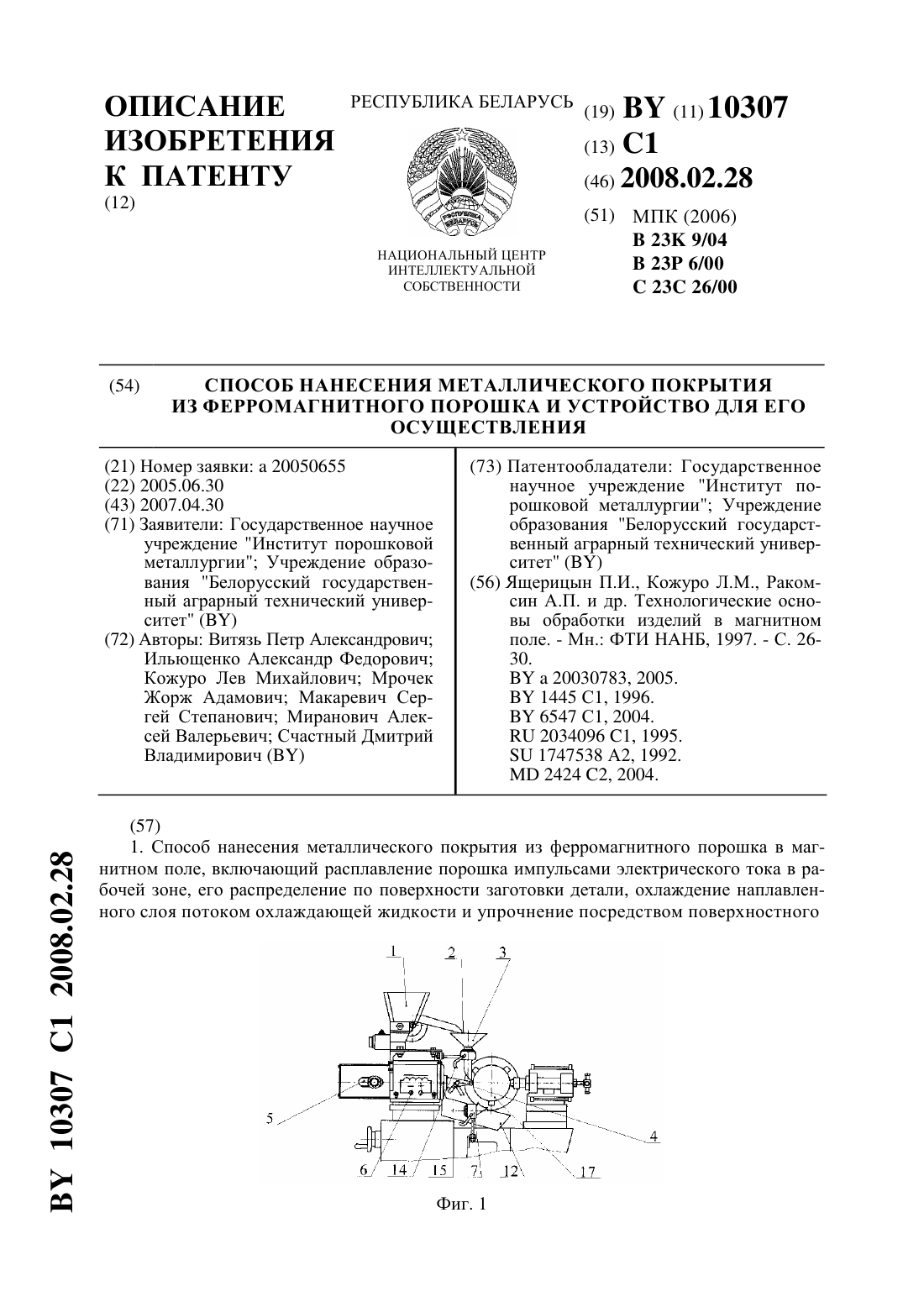
...решаемая изобретением, - повышение качества наносимого покрытия, в частности, за счет снижения его пористости, шероховатости, повышения твердости. Поставленная задача достигается тем, что в способе нанесения металлического покрытия из ферромагнитного порошка в магнитном поле, включающем расплавление порошка импульсами электрического тока в рабочей зоне, его распределение по поверхности заготовки детали, охлаждение наплавленного слоя...
Способ нанесения металлического покрытия
Номер патента: 10425
Опубликовано: 30.04.2008
Авторы: Хейфец Михаил Львович, Чемисов Владимир Борисович, Грецкий Николай Леонидович
МПК: B22D 19/00, C23C 4/08
Метки: покрытия, металлического, нанесения, способ
Текст:
...что значительно уменьшает количество пор и неравномерность наносимого покрытия, а также увеличивается толщина наносимого покрытия. Предлагаемый способ реализован следующим образом. На заготовку - вал с номинальным диаметром 50 мм при длине 100 мм, изготовленного из стали 20 проводят нанесение ферромагнитного порошка ферробора марки ФБ-1 с размерами зерен 0,2-0,4 мм. Вращающийся вал устанавливают в центрах токарного станка 16 К 20, а...
Устройство для плазменно-вакуумного нанесения покрытия
Номер патента: 11186
Опубликовано: 30.10.2008
Авторы: Маковец Елена Аркадьевна, Свидунович Николай Александрович, Латушкина Светлана Дмитриевна, Вершина Алексей Константинович, Агеев Виталий Алексеевич
МПК: C23C 14/32
Метки: плазменно-вакуумного, покрытия, нанесения, устройство
Текст:
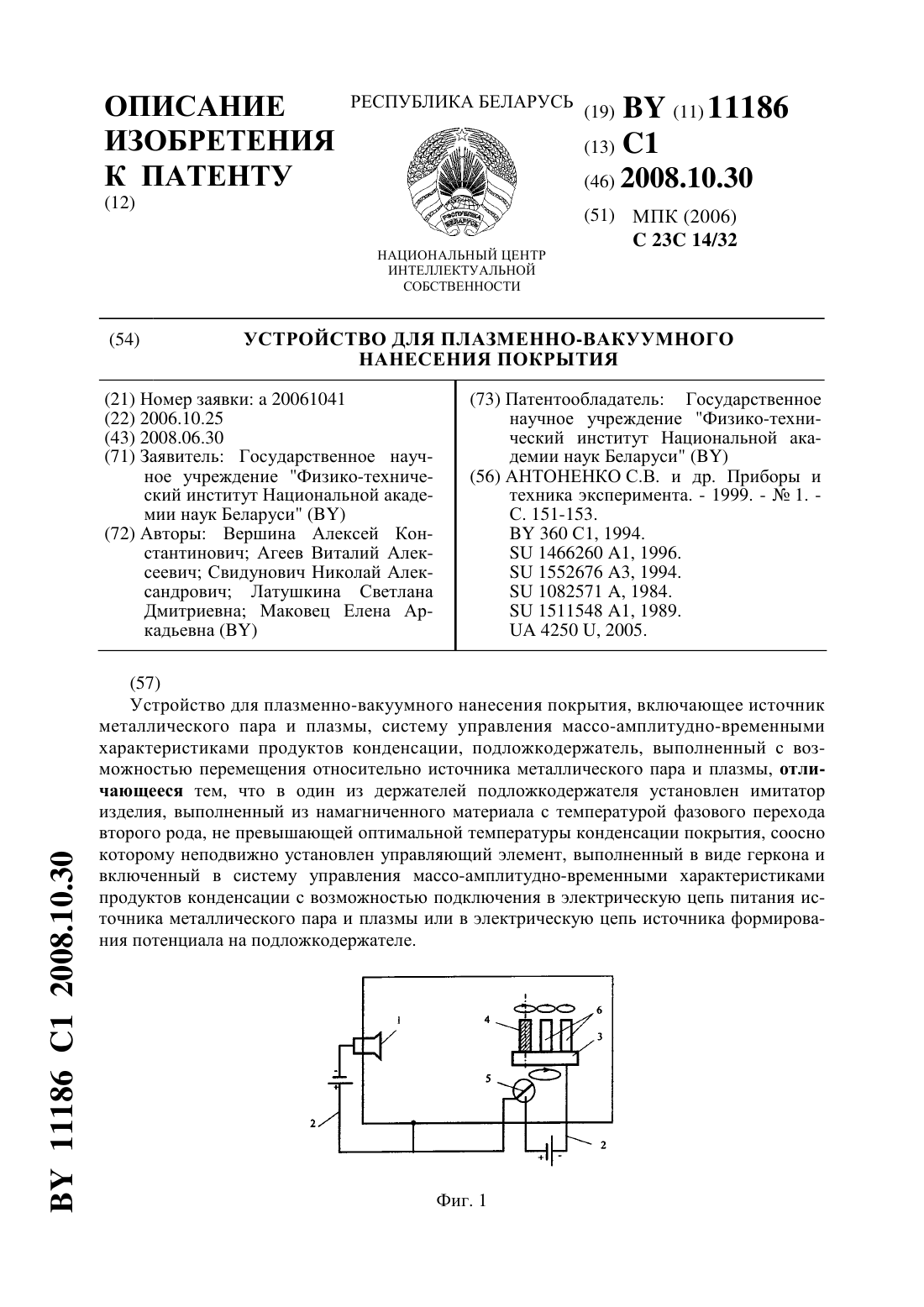
...перемещения относительно источника металлического пара и плазмы, в один из держателей подложкодержателя установлен имитатор изделия, выполненный из намагниченного материала с температурой фазового перехода второго рода, не превышающей оптимальной температуры конденсации покрытия, соосно которому неподвижно установлен управляющий элемент, выполненный в виде геркона и включенный в систему управления массо-амплитудно-временными...
Предыдущий патент: Тормоз для наклонного ленточного конвейера
Следующий патент: Установка для получения углеродного наноматериала
Случайный патент: Компараторный индикатор старения масла в автотракторном двигателе