Автоматическая линия для пакетирования радиаторов
Номер патента: U 4289
Опубликовано: 30.04.2008
Авторы: Ясинский Анатолий Всеволодович, Грецкий Александр Николаевич, Филипчик Виктор Константинович, КАЙРОВИЧ Чеслав Альбинович
Текст
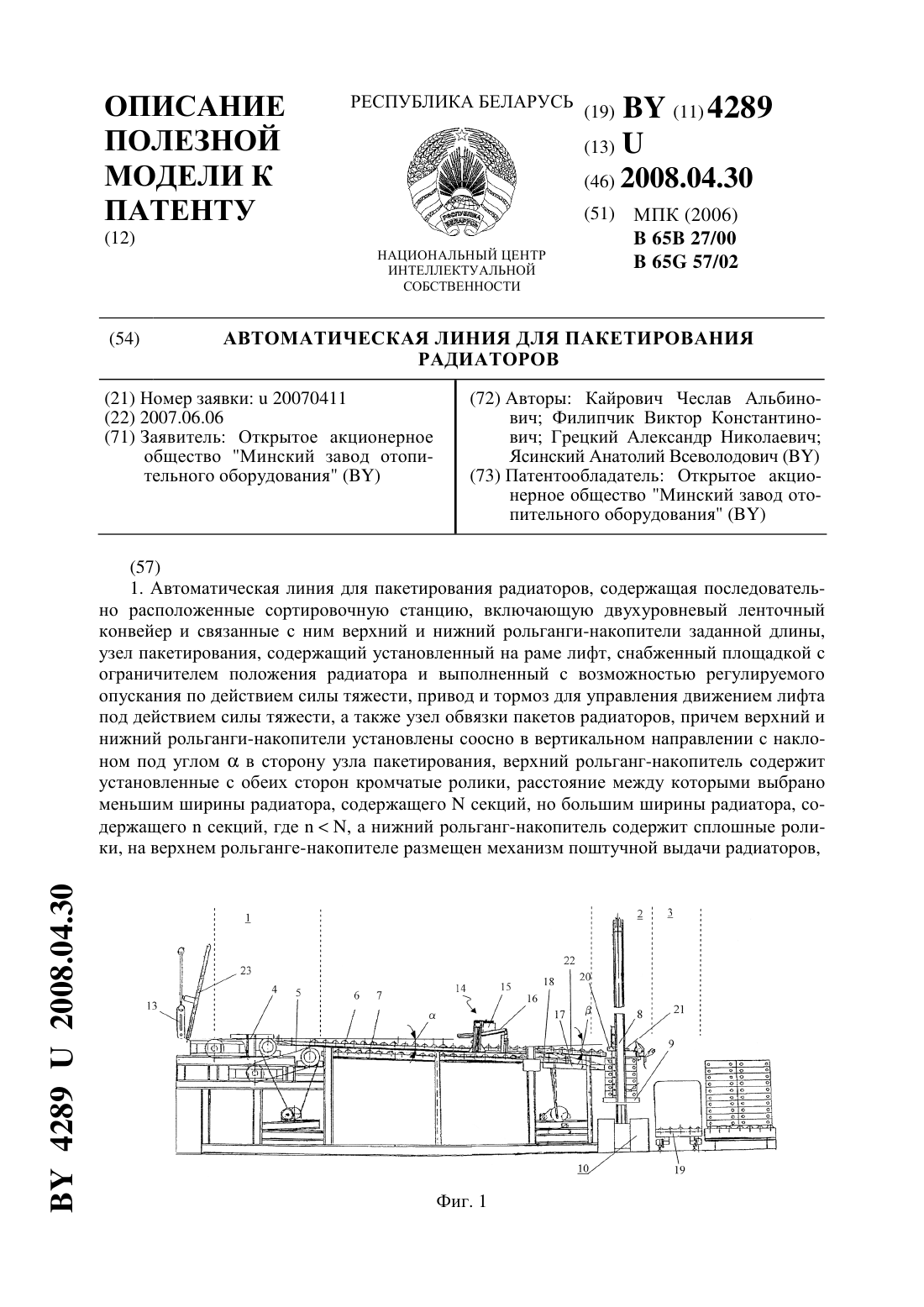
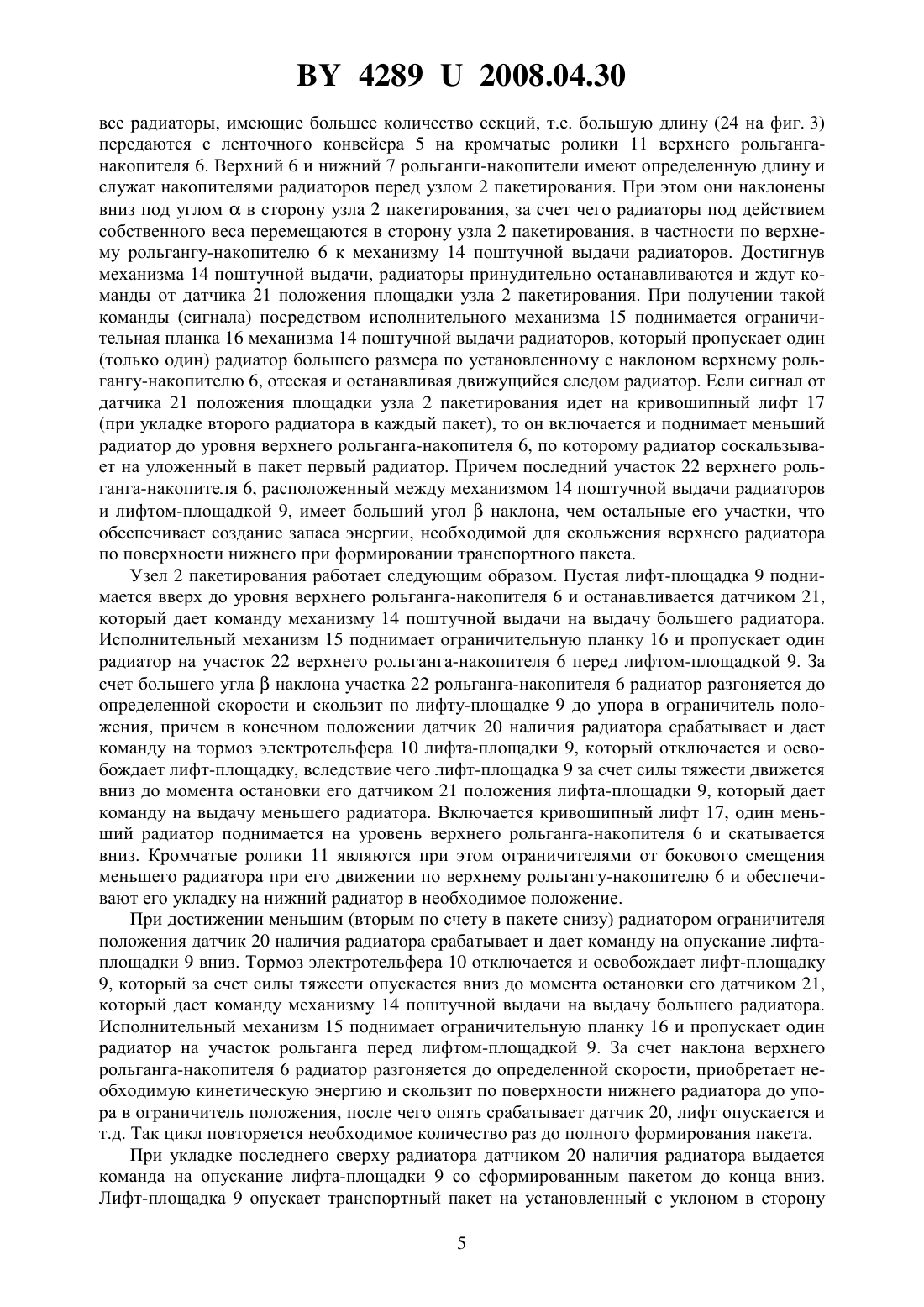
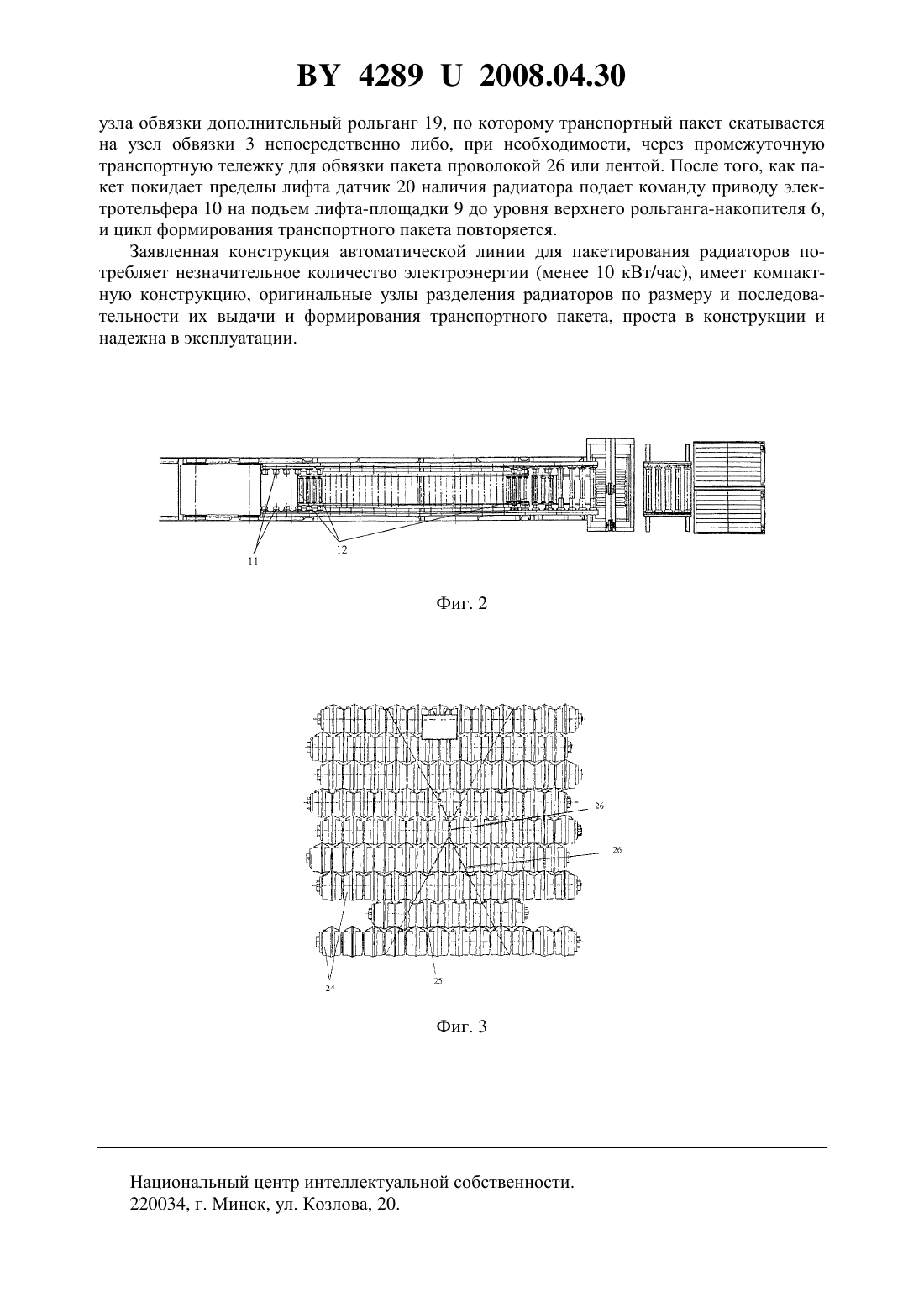
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПАКЕТИРОВАНИЯ РАДИАТОРОВ(71) Заявитель Открытое акционерное общество Минский завод отопительного оборудования(72) Авторы Кайрович Чеслав Альбинович Филипчик Виктор Константинович Грецкий Александр Николаевич Ясинский Анатолий Всеволодович(73) Патентообладатель Открытое акционерное общество Минский завод отопительного оборудования(57) 1. Автоматическая линия для пакетирования радиаторов, содержащая последовательно расположенные сортировочную станцию, включающую двухуровневый ленточный конвейер и связанные с ним верхний и нижний рольганги-накопители заданной длины,узел пакетирования, содержащий установленный на раме лифт, снабженный площадкой с ограничителем положения радиатора и выполненный с возможностью регулируемого опускания по действием силы тяжести, привод и тормоз для управления движением лифта под действием силы тяжести, а также узел обвязки пакетов радиаторов, причем верхний и нижний рольганги-накопители установлены соосно в вертикальном направлении с наклоном под угломв сторону узла пакетирования, верхний рольганг-накопитель содержит установленные с обеих сторон кромчатые ролики, расстояние между которыми выбрано меньшим ширины радиатора, содержащегосекций, но большим ширины радиатора, содержащегосекций, где, а нижний рольганг-накопитель содержит сплошные ролики, на верхнем рольганге-накопителе размещен механизм поштучной выдачи радиаторов, Фиг. 1 42892008.04.30 нижний рольганг-накопитель связан с кривошипным лифтом, выполненным с возможностью подъема крайнего со стороны узла пакетирования участка нижнего рольганганакопителя до уровня верхнего рольганга-накопителя, между лифтом и узлом обвязки пакетов радиаторов с наклоном в сторону узла обвязки установлен дополнительный рольганг, связанный с узлом обвязки посредством передаточной тележки, рама снабжена по меньшей мере одним датчиком наличия радиатора, установленным с возможностью контакта с радиатором и связанным с приводом и тормозом лифта, а лифт снабжен по меньшей мере одним датчиком положения площадки, связанным с механизмом поштучной выдачи секций радиаторов и кривошипным лифтом. 2. Автоматическая линия по п. 1, отличающаяся тем, что участок верхнего рольганганакопителя, расположенный между механизмом поштучной выдачи и лифтом, установлен под угломв сторону узла пакетирования, причем. 3. Автоматическая линия по любому из п. 1 или 2, отличающаяся тем, что механизм поштучной выдачи радиаторов содержит исполнительный механизм, снабженный подъемной ограничительной планкой, установленной с возможностью блокировки перемещения радиатора по верхнему рольгангу-накопителю, при этом датчик положения площадки связан с исполнительным механизмом с возможностью управления положением подъемной ограничительной планки.(56) 1.2014950 С 1, опубл. 30.06.1994. 2.2121948 1, опубл. 20.11.1998. Полезная модель относится к устройствам для укладки радиаторов в транспортный пакет с последующей его обвязкой. Из уровня техники известен блок для съема и укладки грузов литейных форм 1,включающий грузоукладчик и механизм съема, соединенные двухрядным рольгангомнакопителем, дополнительный рольганг-накопитель с упором и механизм разгрузки, на приводной раме которого закреплен ограничитель грузов. Данное устройство имеет широкие технологические возможности и позволяет эффективно производить съем и укладку грузов литейных форм, однако не может быть использовано для пакетирования радиаторов. Также известно устройство пакетирования и обвязки металлических изделий 2, содержащее механизм перемещения, упор для остановки изделия, механизм формирования пакета, взвешивающее приспособление и вязальную машину. Данное устройство позволяет повысить производительность упаковки и расширить технологические возможности за счет формирования пакета из листов проката, используемых на металлургических предприятиях, его взвешивания и обвязки в одном устройстве. Однако данное устройство не позволяет сформировать в пакете уступы для транспортировки вилочным погрузчиком, а также не обеспечивает возможность укладки радиаторов в транспортный пакет из-за особой конструкции радиаторов. Таким образом, ни одно из известных из уровня техники средств не позволяет производить пакетирование радиаторов, тем более, в автоматическом режиме. Задачей полезной модели является создание автоматической линии для пакетирования радиаторов, которая позволяла бы, потребляя незначительное количество электроэнергии и имея компактную конструкцию, эффективно производить пакетирование радиаторов, то есть укладку их в транспортный пакет, представляющий собой уложенные друг на друга определенное количество радиаторов определенного размера, связанные проволокой или лентой, удобный для транспортировки за счет того, что все радиаторы транспортного пакета имеют одинаковое количество секций за исключением второго снизу, который имеет 2 42892008.04.30 меньшее количество секций, и за счет этого в транспортном пакете образуется симметричный уступ для удобства транспортирования вилочным погрузчиком или чалками. Поставленная задача решается предлагаемой автоматической линией для пакетирования радиаторов, содержащей последовательно расположенные сортировочную станцию,включающую двухуровневый ленточный конвейер и связанные с ним верхний и нижний рольганги-накопители заданной длины, узел пакетирования, содержащий установленный на раме лифт, снабженный площадкой с ограничителем положения радиатора и выполненный с возможностью регулируемого опускания под действием силы тяжести, привод и тормоз для управления движением лифта под действием силы тяжести, а также узел обвязки пакетов радиаторов, причем верхний и нижний рольганги-накопители установлены соосно в вертикальном направлении с наклоном под угломв сторону узла пакетирования, верхний рольганг-накопитель содержит установленные с обеих сторон кромчатые ролики, расстояние между которыми выбрано меньшим ширины радиатора, содержащегосекций, но большим ширины радиатора, содержащегосекций, где, а нижний рольганг-накопитель содержит сплошные ролики, на верхнем рольганге-накопителе размещен механизм поштучной выдачи радиаторов, нижний рольганг-накопитель связан с кривошипным лифтом, выполненным с возможностью подъема крайнего со стороны узла пакетирования участка нижнего рольганга-накопителя до уровня верхнего рольганганакопителя, между лифтом и узлом обвязки пакетов радиаторов с наклоном в сторону узла обвязки установлен дополнительный рольганг, связанный с узлом обвязки посредством передаточной тележки, рама снабжена по меньшей мере одним датчиком наличия радиатора на уровне верхнего рольганга-накопителя, установленным с возможностью контакта с радиатором и связанным с приводом и тормозом лифта, а лифт снабжен по меньшей мере одним датчиком положения площадки, связанным с механизмом поштучной выдачи секций радиаторов и кривошипным лифтом. В предпочтительных формах реализации участок верхнего рольганга-накопителя автоматической линии, расположенный между механизмом поштучной выдачи и лифтом,установлен под угломв сторону узла пакетирования, причем. Также предпочтительны те формы реализации автоматической линии, в которых механизм поштучной выдачи радиаторов содержит исполнительный механизм, снабженный подъемной ограничительной планкой, установленной с возможностью блокировки перемещения радиатора по верхнему рольгангу-накопителю, при этом датчик положения площадки связан с исполнительным механизмом с возможностью управления положением подъемной ограничительной планки. Достоинства и преимущества заявляемой автоматической линии для пакетирования радиаторов будут рассмотрены ниже на одном из возможных предпочтительных, но не ограничивающих примеров реализации со ссылкой на позиции чертежей, на которых схематично изображены фиг. 1 - вид сбоку автоматической линии для пакетирования радиаторов фиг. 2 - вид сверху автоматической линии для пакетирования радиаторов фиг. 3 - транспортный пакет, сформированный заявленной автоматической линией для пакетирования радиаторов. На фиг. 1 схематично показан вид сбоку автоматической линии для пакетирования радиаторов, включающей последовательно расположенные сортировочную станцию 1, узел пакетирования 2 и узел обвязки 3 (схематично ограничены вертикальными штриховыми линиями). Сортировочная станция 1 включает ленточные конвейеры 4 и 5 и связанные с ними соответственно верхний 6 и нижний 7 рольганги-накопители. Оба рольганга, верхний 6 и нижний 7, установлены с наклоном в сторону узла пакетирования 2 под углом . Узел пакетирования 2 содержит раму 8, на которой установлена лифт-площадка 9, снабженная ограничителем положения радиатора (на чертеже не обозначен), а также привод и тормоз, например в виде электротельфера 10, предназначенный для управления движени 3 42892008.04.30 ем лифта под действием силы тяжести. С обеих сторон верхнего рольганга-накопителя 6 размещены кромчатые ролики 11 (фиг. 2), в то время как нижний рольганг-накопитель 7 содержит сплошные ролики 12 (фиг. 2). Расстояние между кромчатыми роликами 11 выбрано меньшим, чем ширина радиатора 13, содержащего, в данном примере реализации,семь секций, и большим, чем ширина радиатора, содержащего, в данном примере реализации, четыре секции. На верхнем рольганге-накопителе 6 размещен механизм 14 поштучной выдачи радиаторов, который содержит исполнительный механизм 15, связанный с подъемной ограничительной планкой 16. Нижний рольганг-накопитель 7 связан с кривошипным лифтом 17 для поднятия последней секции 18, находящейся на нижнем рольганге-накопителе 7 до уровня верхнего рольганга-накопителя 6. Между лифтом-площадкой 9 и узлом обвязки 3 с наклоном в сторону узла обвязки 3 установлен дополнительный рольганг 19, связанный с узлом обвязки 3 посредством передаточной тележки. На раме 8 с возможностью контакта с радиаторами 13 установлен датчик 20 наличия радиатора на уровне верхнего рольганга-накопителя 6, связанный с приводом и тормозом электротельфера 10 лифта-площадки 9, а на лифте-площадке 9 установлены датчики 21 положения лифта-площадки 9, связанные с механизмом 14 поштучной выдачи радиаторов, в частности с исполнительным механизмом 15 механизма 14 поштучной выдачи радиаторов и с кривошипным лифтом 17. Кроме того, участок 22 верхнего рольганга-накопителя 6, расположенный между механизмом 14 поштучной выдачи и лифтом-площадкой 9, установлен под угломв сторону узла 3 пакетирования, причемимеет большее значение, чем уголнаклона остальных участков верхнего рольганга-накопителя 6. Для подачи секций радиатора на заявляемую линию используют съемник 23. На фиг. 2 схематично изображен вид сверху автоматической линии для пакетирования радиаторов, где более наглядно представлены упомянутые выше кромчатые ролики 11,размещенные с обеих сторон верхнего рольганга-накопителя 6, а также сплошные ролики 12 нижнего рольганг-накопителя 7. На фиг. 3 схематично изображен транспортный пакет, сформированный заявленной автоматической линией для пакетирования радиаторов, содержащий радиаторы 24 большего размера (количества секций) и один радиатор 25 меньшего размера (количества секций), обвязанные проволокой 26. Для плотной и надежной фиксации радиаторы укладываются так, что выступ (колонка) одного радиатора располагается во впадине другого. За счет такого расположения радиаторы не сдвигаются в сторону, и пакет имеет прочную стабильную форму. Автоматическая линия предназначена для проведения всего цикла пакетирования радиаторов без участия человека. Основным ее отличием является то, что она является энергетически малозатратной (энергосберегающей). В качестве источника энергии для проведения операций используется гравитационная энергия радиатора, разгруженного с подвесного конвейера. Процесс пакетирования радиаторов посредством заявляемой автоматической линии для пакетирования происходит следующим образом. Съемником 23 каждый радиатор 13 подается (сбрасывается) на сортировочную станцию 1, включающую ленточные конвейеры 4 и 5 и связанные с ними соответственно верхний 6 и нижний 7 рольганги-накопители. Лента ленточного конвейера 4 мягко гасит динамическую нагрузку от падения радиатора 13 и транспортирует большие (например,семисекционные) радиаторы к верхнему 6 рольгангу-накопителю. Меньшие (например,четырехсекционные) радиаторы посредством ленты ленточного конвейера 5 транспортируются к нижнему 7 рольгангу-накопителю. При этом за счет того, что верхний рольгангнакопитель 6 имеет кромчатые ролики 11 с двух сторон, внутри образуется свободное пространство, и имеющие меньшую длину радиаторы (25 на фиг. 3) проваливаются между кромчатыми роликами 11 на нижний уровень ленточного конвейера 5 и им транспортируются на нижний рольганг-накопитель 7, имеющий сплошные ролики 12. В тоже время,4 42892008.04.30 все радиаторы, имеющие большее количество секций, т.е. большую длину (24 на фиг. 3) передаются с ленточного конвейера 5 на кромчатые ролики 11 верхнего рольганганакопителя 6. Верхний 6 и нижний 7 рольганги-накопители имеют определенную длину и служат накопителями радиаторов перед узлом 2 пакетирования. При этом они наклонены вниз под угломв сторону узла 2 пакетирования, за счет чего радиаторы под действием собственного веса перемещаются в сторону узла 2 пакетирования, в частности по верхнему рольгангу-накопителю 6 к механизму 14 поштучной выдачи радиаторов. Достигнув механизма 14 поштучной выдачи, радиаторы принудительно останавливаются и ждут команды от датчика 21 положения площадки узла 2 пакетирования. При получении такой команды (сигнала) посредством исполнительного механизма 15 поднимается ограничительная планка 16 механизма 14 поштучной выдачи радиаторов, который пропускает один(только один) радиатор большего размера по установленному с наклоном верхнему рольгангу-накопителю 6, отсекая и останавливая движущийся следом радиатор. Если сигнал от датчика 21 положения площадки узла 2 пакетирования идет на кривошипный лифт 17(при укладке второго радиатора в каждый пакет), то он включается и поднимает меньший радиатор до уровня верхнего рольганга-накопителя 6, по которому радиатор соскальзывает на уложенный в пакет первый радиатор. Причем последний участок 22 верхнего рольганга-накопителя 6, расположенный между механизмом 14 поштучной выдачи радиаторов и лифтом-площадкой 9, имеет больший уголнаклона, чем остальные его участки, что обеспечивает создание запаса энергии, необходимой для скольжения верхнего радиатора по поверхности нижнего при формировании транспортного пакета. Узел 2 пакетирования работает следующим образом. Пустая лифт-площадка 9 поднимается вверх до уровня верхнего рольганга-накопителя 6 и останавливается датчиком 21,который дает команду механизму 14 поштучной выдачи на выдачу большего радиатора. Исполнительный механизм 15 поднимает ограничительную планку 16 и пропускает один радиатор на участок 22 верхнего рольганга-накопителя 6 перед лифтом-площадкой 9. За счет большего угланаклона участка 22 рольганга-накопителя 6 радиатор разгоняется до определенной скорости и скользит по лифту-площадке 9 до упора в ограничитель положения, причем в конечном положении датчик 20 наличия радиатора срабатывает и дает команду на тормоз электротельфера 10 лифта-площадки 9, который отключается и освобождает лифт-площадку, вследствие чего лифт-площадка 9 за счет силы тяжести движется вниз до момента остановки его датчиком 21 положения лифта-площадки 9, который дает команду на выдачу меньшего радиатора. Включается кривошипный лифт 17, один меньший радиатор поднимается на уровень верхнего рольганга-накопителя 6 и скатывается вниз. Кромчатые ролики 11 являются при этом ограничителями от бокового смещения меньшего радиатора при его движении по верхнему рольгангу-накопителю 6 и обеспечивают его укладку на нижний радиатор в необходимое положение. При достижении меньшим (вторым по счету в пакете снизу) радиатором ограничителя положения датчик 20 наличия радиатора срабатывает и дает команду на опускание лифтаплощадки 9 вниз. Тормоз электротельфера 10 отключается и освобождает лифт-площадку 9, который за счет силы тяжести опускается вниз до момента остановки его датчиком 21,который дает команду механизму 14 поштучной выдачи на выдачу большего радиатора. Исполнительный механизм 15 поднимает ограничительную планку 16 и пропускает один радиатор на участок рольганга перед лифтом-площадкой 9. За счет наклона верхнего рольганга-накопителя 6 радиатор разгоняется до определенной скорости, приобретает необходимую кинетическую энергию и скользит по поверхности нижнего радиатора до упора в ограничитель положения, после чего опять срабатывает датчик 20, лифт опускается и т.д. Так цикл повторяется необходимое количество раз до полного формирования пакета. При укладке последнего сверху радиатора датчиком 20 наличия радиатора выдается команда на опускание лифта-площадки 9 со сформированным пакетом до конца вниз. Лифт-площадка 9 опускает транспортный пакет на установленный с уклоном в сторону 5 42892008.04.30 узла обвязки дополнительный рольганг 19, по которому транспортный пакет скатывается на узел обвязки 3 непосредственно либо, при необходимости, через промежуточную транспортную тележку для обвязки пакета проволокой 26 или лентой. После того, как пакет покидает пределы лифта датчик 20 наличия радиатора подает команду приводу электротельфера 10 на подъем лифта-площадки 9 до уровня верхнего рольганга-накопителя 6,и цикл формирования транспортного пакета повторяется. Заявленная конструкция автоматической линии для пакетирования радиаторов потребляет незначительное количество электроэнергии (менее 10 кВт/час), имеет компактную конструкцию, оригинальные узлы разделения радиаторов по размеру и последовательности их выдачи и формирования транспортного пакета, проста в конструкции и надежна в эксплуатации. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: B65B 27/00, B65G 57/02
Метки: радиаторов, пакетирования, автоматическая, линия
Код ссылки
<a href="https://by.patents.su/6-u4289-avtomaticheskaya-liniya-dlya-paketirovaniya-radiatorov.html" rel="bookmark" title="База патентов Беларуси">Автоматическая линия для пакетирования радиаторов</a>
Автоматическая линия изготовления изогнутых изделий
Номер патента: 8288
Опубликовано: 30.08.2006
Авторы: Гилелес Виктор Львович, Швайкин Владимир Константинович, Дворкин Марк Леопольдович
МПК: B21D 7/04, B21D 7/16, B21D 7/02...
Метки: изделий, автоматическая, изготовления, изогнутых, линия
Текст:
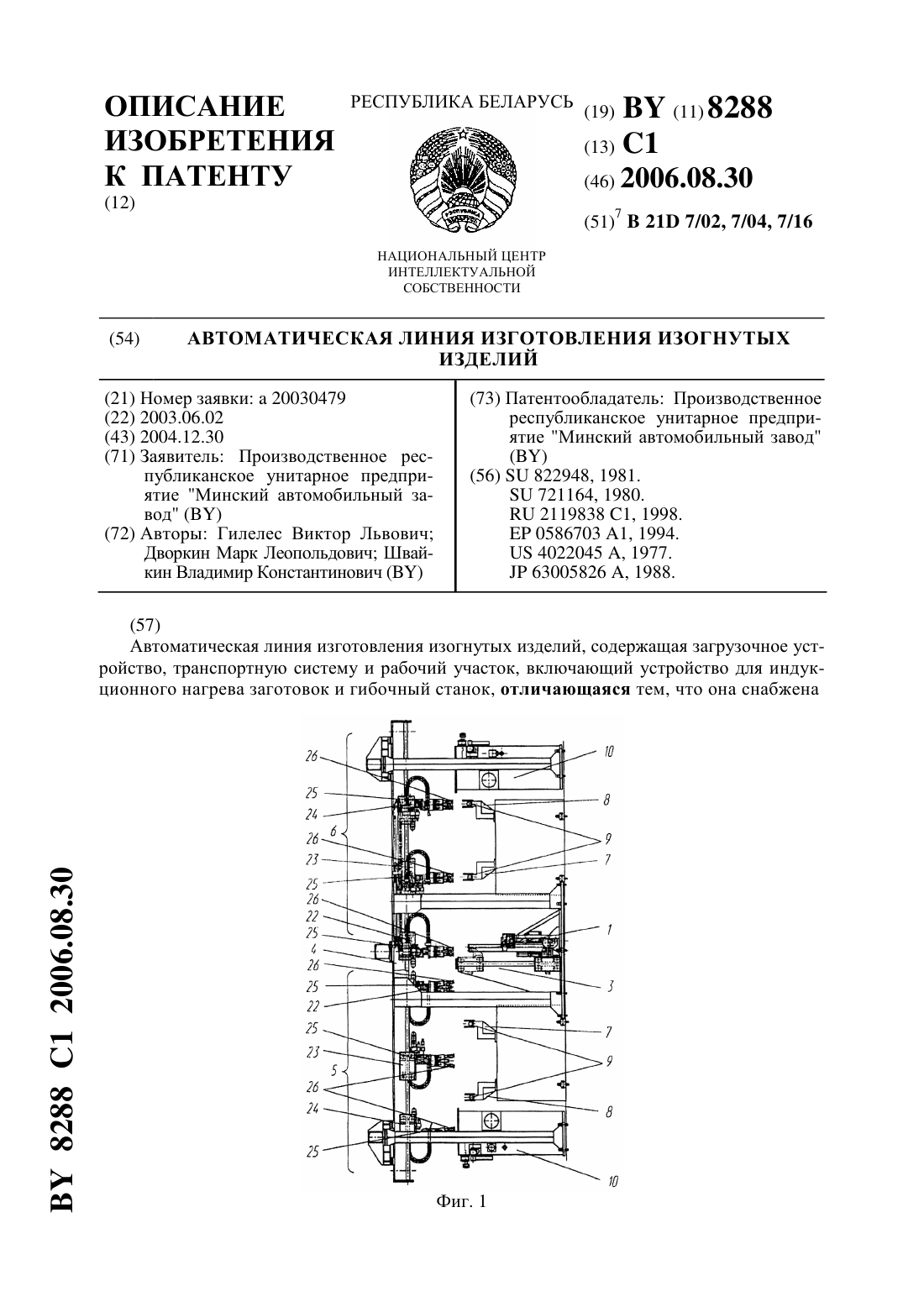
...Манипуляторы 22, 23 и 24 имеют верхнее расположение над загрузочным устройством и рабочими участками 5 и 6. Каждый из манипуляторов имеет каретку 25 и схваты 26. Для управления автоматической линией установлен программируемый контроллер (на чертеже не показан) и система датчиков (на чертеже не показаны). Автоматическая линия работает следующим образом. Кассету - каретку 1 загружают штучными заготовками в положении, показанном на фиг. 2....
Автоматическая линия для горячей штамповки поковок
Номер патента: U 611
Опубликовано: 30.09.2002
Авторы: Гагасов Александр Матвеевич, Хохолко Николай Борисович, Богданович Александр Андреевич, Никитин Анатолий Павлович
МПК: B21D 43/00
Метки: штамповки, линия, поковок, автоматическая, горячей
Текст:
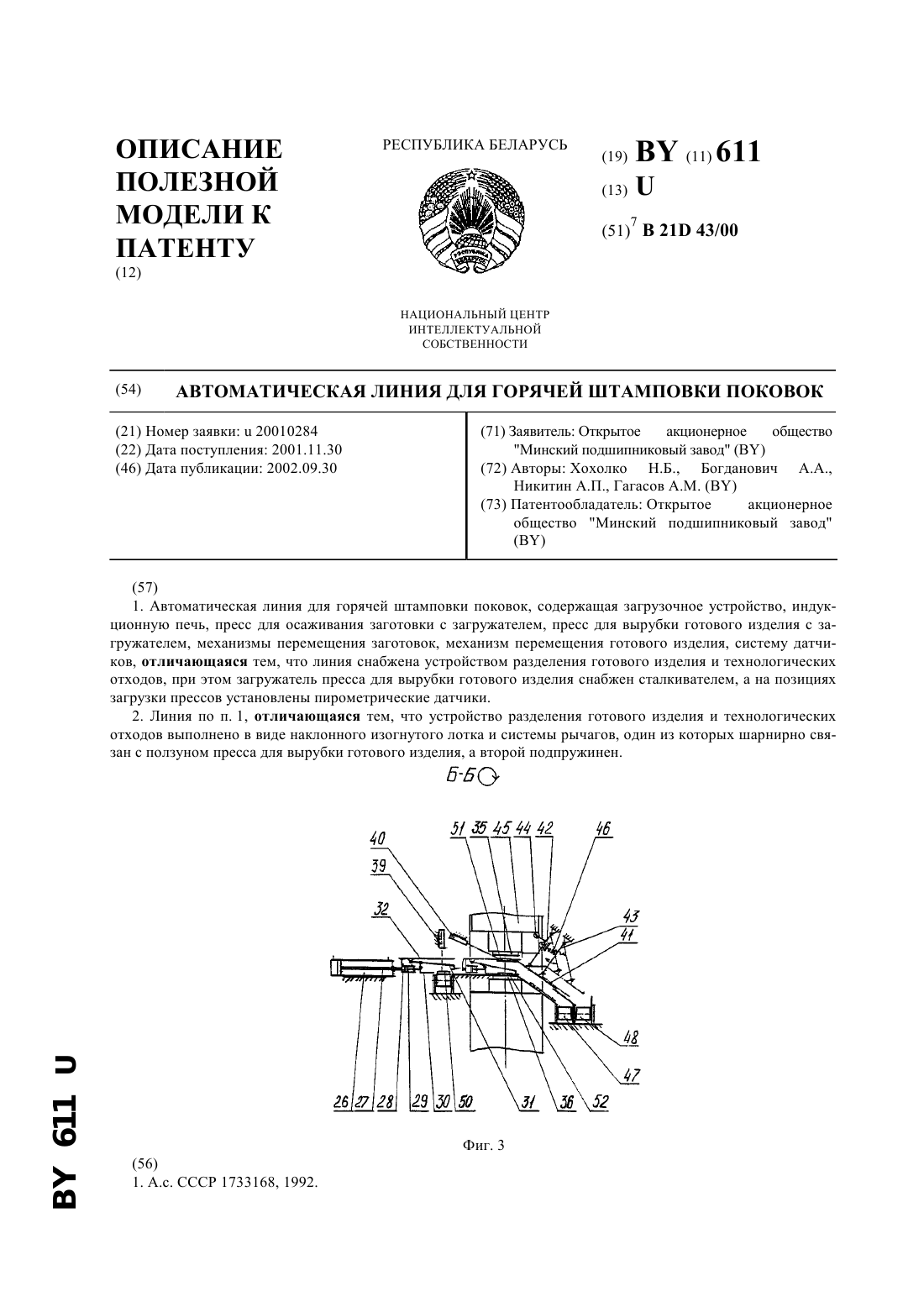
...и поворотный упор 25. Загружатель 13 состоит из пневмоцилиндра 26 и установленного на его штоке 27 пневмоцилиндра 28. Пневмоцилиндр 28 содержит шток 29 с жестко закрепленным на нем толкателем 30, поворотный упор 31 и сталкиватель 32. Штамп 11 состоит из пуансона 33 и матрицы 34. Вырубной штамп 17 состоит из пуансона 35 и матрицы 36. В загрузочной зоне пресса 10 установлены пирометрические датчики 37 и 38. Аналогично в загрузочной зоне пресса...
Способ изготовления ребристых радиаторов из плоских труб и устройство для его осуществления
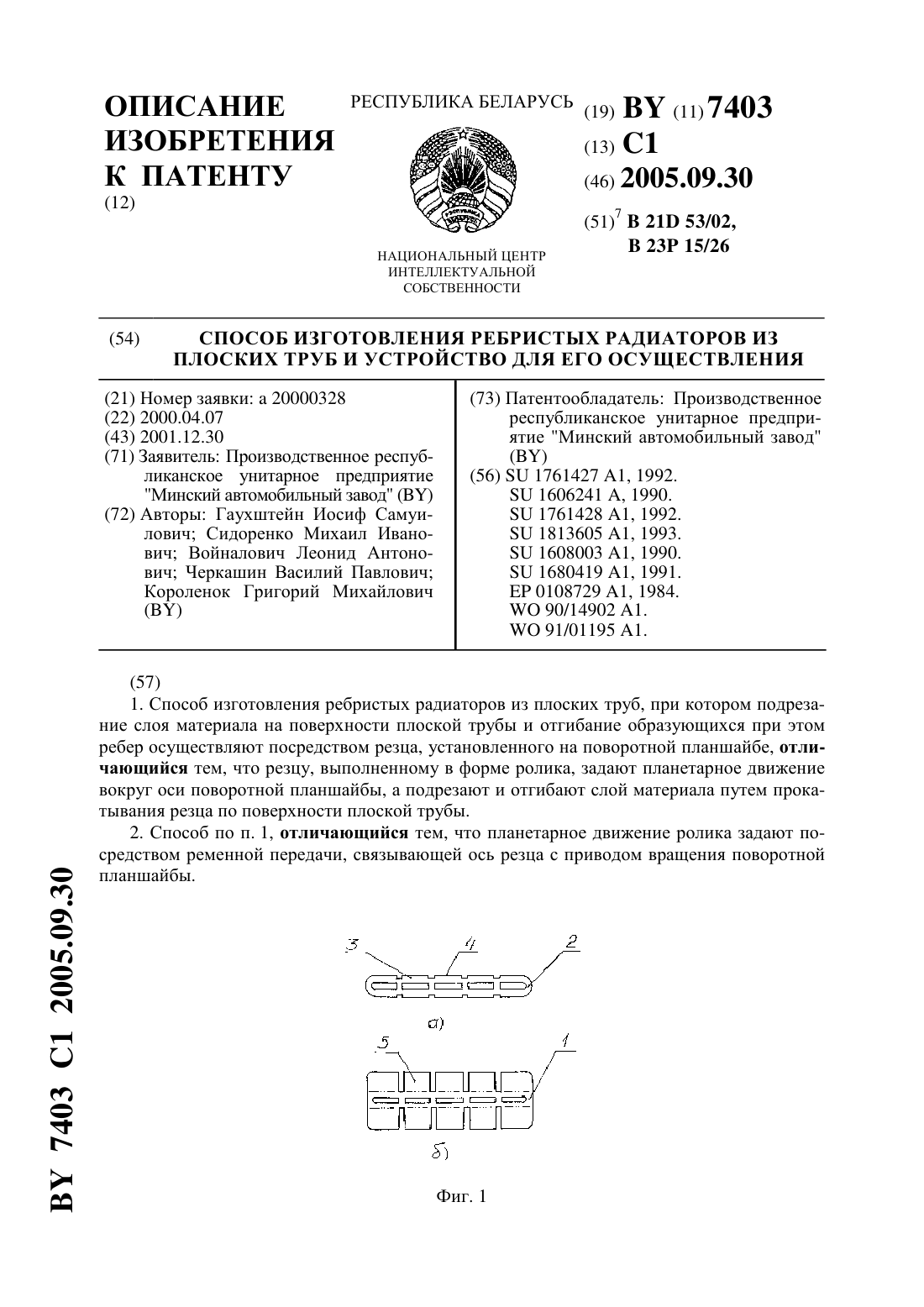
Номер патента: 7403
Опубликовано: 30.09.2005
Авторы: Войналович Леонид Антонович, Гаухштейн Иосиф Самуилович, Короленок Григорий Михайлович, Сидоренко Михаил Иванович, Черкашин Василий Павлович
МПК: B21D 53/02, B23P 15/26
Метки: труб, осуществления, плоских, ребристых, радиаторов, способ, устройство, изготовления
Текст:
...вращения. Кинематическая связь оси резца и привода поворотной планшайбы позволяет выравнивать скорость обработки, с которой резец прокатывается по всем точкам обрабатываемой поверхности. Выполнение резца в виде ролика, подвижно установленного на оси, позволяет заменить возникающие силы трения скольжения на силы трения качения при обработке ребристых радиаторов из плоских труб, что дает равномерный износ обрабатывающей кромки резца и...
Инструмент для получения ребристых трубчатых радиаторов
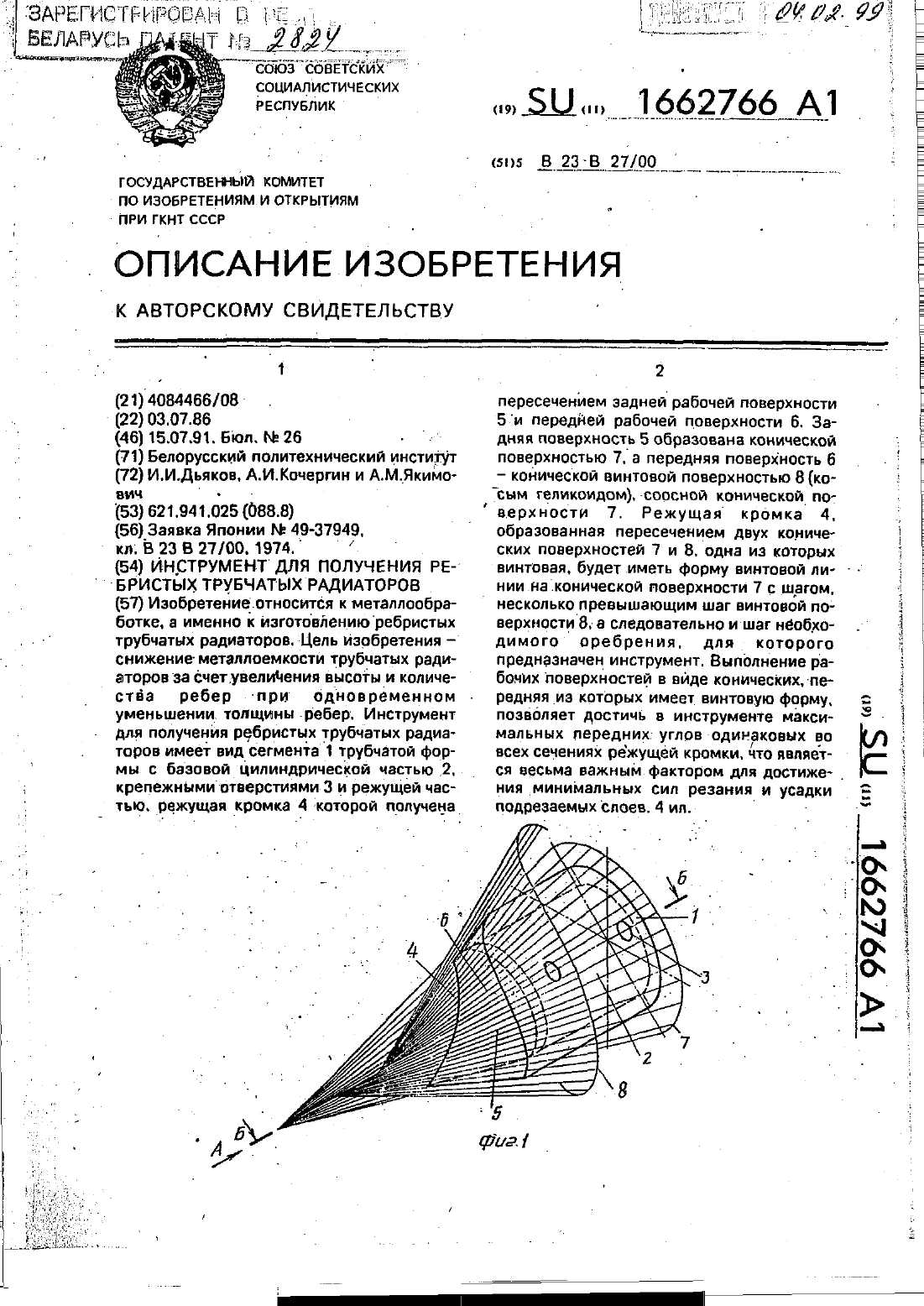
Номер патента: 2824
Опубликовано: 30.06.1999
Авторы: Кочергин Анатолий Иванович, Якимович Александр Максимович, Дьяков Игорь Иванович
МПК: B23B 27/00
Метки: ребристых, радиаторов, получения, инструмент, трубчатых
Текст:
...особенно. для таких мягких металлов. как д алюминий. наиболее часто используемый для изготовления деталей радиатором тепа Елообменников. Превышение шага винтовойпередней поверхности шага необходимого дъоребр.ения обеспечивает возможность под-- резания более широких слоев металла. а(следовательно получить высокие идонкие стружки по принципукосоугольного реза ния. Пересечение конической поверхности с винтовой,коническойобеспечивает...
Линия изготовления стального проката
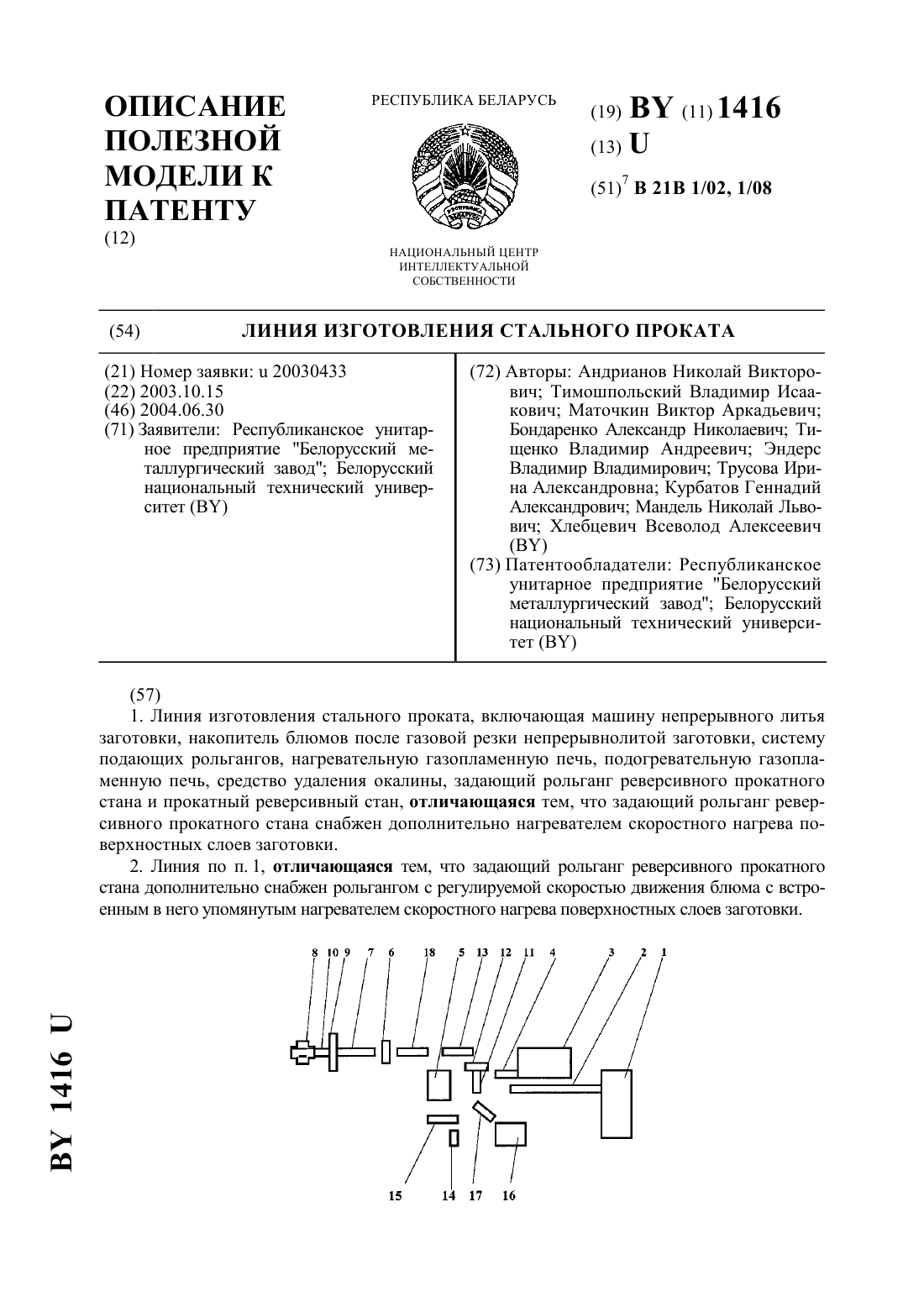
Номер патента: U 1416
Опубликовано: 30.06.2004
Авторы: Эндерс Владимир Владимирович, Тимошпольский Владимир Исаакович, Маточкин Виктор Аркадьевич, Трусова Ирина Александровна, Андрианов Николай Викторович, Тищенко Владимир Андреевич, Мандель Николай Львович, Бондаренко Александр Николаевич, Хлебцевич Всеволод Алексеевич, Курбатов Геннадий Александрович
Метки: стального, линия, изготовления, проката
Текст:
...стального проката. Линия изготовления стального проката включает машину 1 непрерывного литья заготовок - МНЛЗ, приемный рольганг 2, накопитель 3 мерных блюмов после газовой резки непрерывнолитой заготовки, систему подающих рольгангов 4, газопламенную нагревательную печь 5, средство 6 удаления окалины - устройство гидросбива, задающий рольганг 7 реверсивного прокатного стана и реверсивный прокатный стан 8. Задающий рольганг 7 реверсивного...
Предыдущий патент: Устройство для рекламы
Следующий патент: Установка для синтеза тугоплавких соединений
Случайный патент: Устройство для изготовления слитков