Кольцевая печь для производства горячедеформированных бесшовных труб
Номер патента: U 2017
Опубликовано: 30.09.2005
Авторы: Андрианов Дмитрий Николаевич, Андрианов Николай Викторович, Маточкин Виктор Аркадьевич, Трусова Ирина Александровна, Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович, Кабишов Сергей Михайлович
Текст
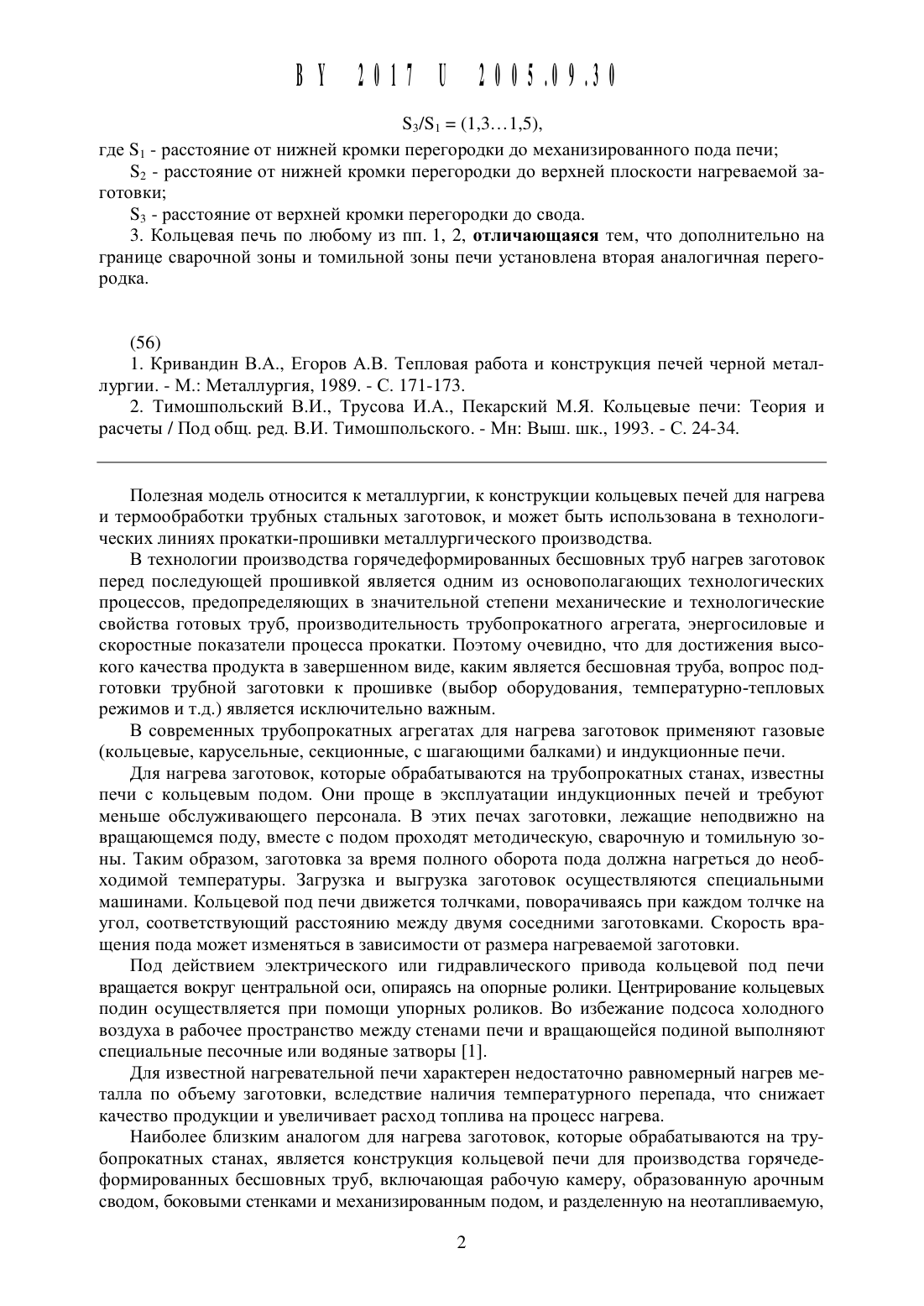
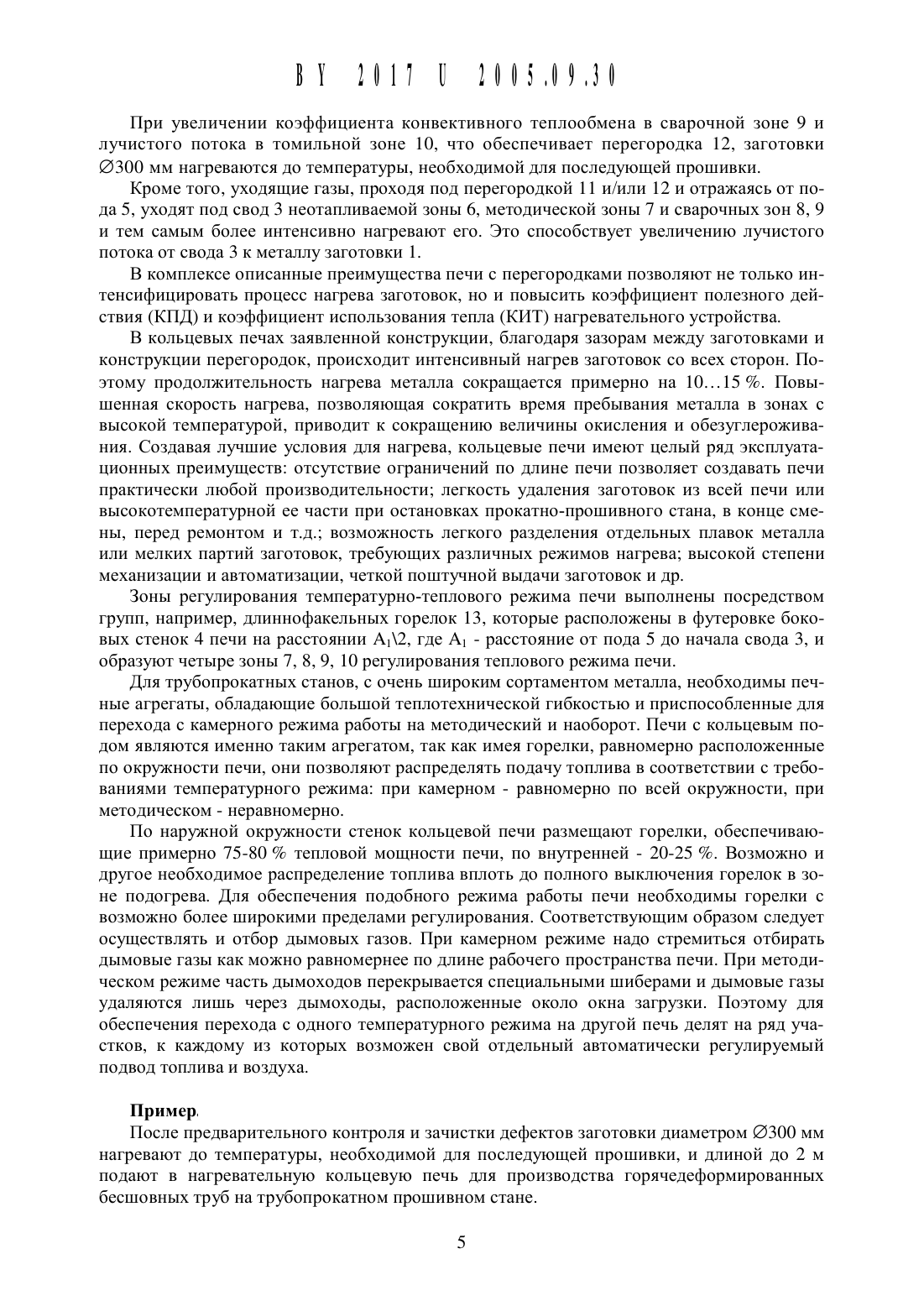
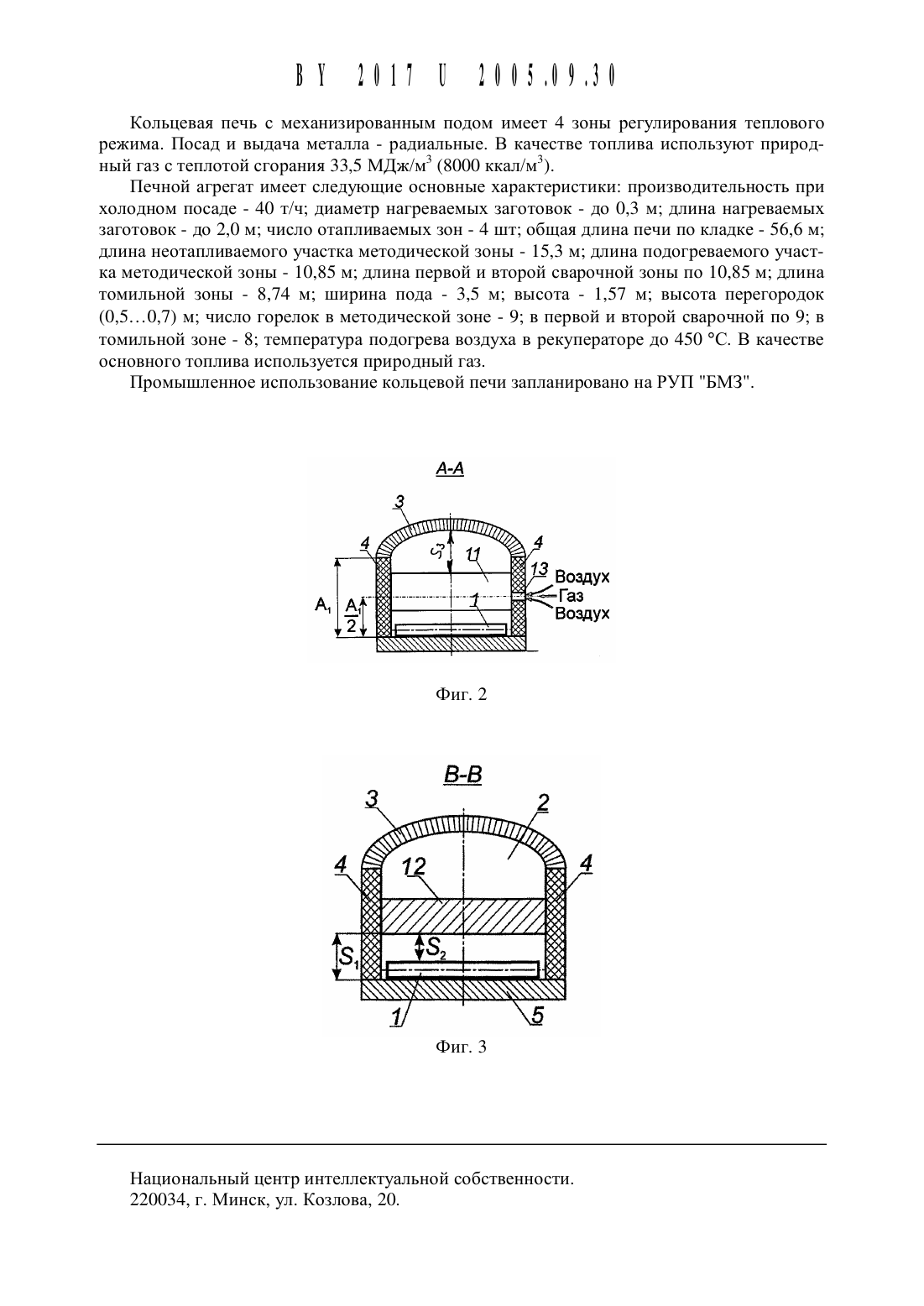
/ 53/51(1,31,5), где 51 - расстояние от нижней кромки перегородки до механизированного пода печи52 - расстояние от нижней кромки перегородки до верхней плоскости нагреваемой заготовки53 - расстояние от верхней кромки перегородки до свода.3. Кольцевая печь по любому из пп. 1, 2, отличающаяся тем, что дополнительно на границе сварочной зоны и томильной зоны печи установлена вторая аналогичная перегородка.1. Кривандин В.А., Егоров А.В. Тепловая работа и конструкция печей черной металлургии. - М. Металлургия, 1989. - С. 171-173.2. Тимошпольский В.И., Трусова И.А., Пекарский М.Я. Кольцевые печи Теория и расчеты / Под общ. ред. В.И. Тимошпольского. - Мн Выш. шк., 1993. - С. 24-34.Полезная модель относится К металлургии, К конструкции кольцевых печей для нагрева и термообработки трубных стальных заготовок, и может быть использована в технологических линиях прокатки-прошивки металлургического производства.В технологии производства горячедеформированных бесшовных труб нагрев заготовок перед последующей прошивкой является одним из основополагающих технологических процессов, предопределяющих в значительной степени механические и технологические свойства готовых труб, производительность трубопрокатного агрегата, энергосиловые и скоростные показатели процесса прокатки. Поэтому очевидно, что для достижения вь 1 сокого качества продукта в завершенном виде, каким является бесшовная труба, вопрос подготовки трубной заготовки к прошивке (выбор оборудования, температурно-тепловых режимов и т.д.) является исключительно важным.В современных трубопрокатных агрегатах для нагрева заготовок применяют газовыеДля нагрева заготовок, которые обрабатываются на трубопрокатных станах, известны печи с кольцевым подом. Они проще в эксплуатации индукционных печей и требуют меньше обслуживающего персонала. В этих печах заготовки, лежащие неподвижно на вращающемся поду, вместе с подом проходят методическую, сварочную и томильную зоны. Таким образом, заготовка за время полного оборота пода должна нагреться до необходимой температуры. Загрузка и выгрузка заготовок осуществляются специальными машинами. Кольцевой под печи движется толчками, поворачиваясь при каждом толчке на угол, соответствующий расстоянию между двумя соседними заготовками. Скорость вращения пода может изменяться в зависимости от размера нагреваемой заготовки.Под действием электрического или гидравлического привода кольцевой под печи вращается вокруг центральной оси, опираясь на опорные ролики. Центрирование кольцевых подин осуществляется при помощи упорных роликов. Во избежание подсоса холодного воздуха в рабочее пространство между стенами печи и вращающейся подиной выполняют специальные песочные или водяные затворы 1.Для известной нагревательной печи характерен недостаточно равномерный нагрев металла по объему заготовки, вследствие наличия температурного перепада, что снижает качество продукции и увеличивает расход топлива на процесс нагрева.Наиболее близким аналогом для нагрева заготовок, которые обрабатываются на трубопрокатных станах, является конструкция кольцевой печи для производства горячедеформированных бесшовных труб, включающая рабочую камеру, образованную арочным сводом, боковыми стенками и механизированным подом, и разделенную на неотапливаемую, 2методическую, две сварочных зоны, зону выдержки (томления), газогорелочнь 1 е устройства и коллектор с соплами для удаления дымовых газов из рабочей камеры печи 2.Кольцевые печи проще в эксплуатации по сравнению с индукционными печами и требуют меньше обслуживающего персонала. В этих печах заготовки, лежащие неподвижно на вращающемся кольцевом поду, вместе с подом проходят неотапливаемую, методическую, две сварочных зоны и зону выдержки (томления). Таким образом, заготовка за время полного оборота пода должна нагреться до необходимой температуры. Загрузка и вь 1 грузка заготовок осуществляются специальными машинами. Кольцевой под печи движется толчками, поворачиваясь при каждом толчке на угол, соответствующий расстоянию между двумя соседними заготовками. Скорость вращения пода может изменяться в зависимости от размера нагреваемой заготовки.Однако для известной нагревательной печи характерен недостаточно равномерный нагрев металла по объему заготовки, что снижает качество продукции и увеличивает расход топлива на процесс нагрева. Печь характеризуется недостаточной интенсивностью конвективного теплообмена в сварочной зоне и недостаточной величиной лучистого потока от свода к металлу в случае работы печи с большой производительностью.Техническая задача, на решение которой направлена конструкция полезной модели,заключается в создании объекта, характеристики которого удовлетворяют заданным требованиям к нагревательной печи.Техническая задача реализуется техническим результатом, определяющим новое свойство, - улучшающее технические характеристики, проявляющиеся при использовании полезной модели в виде повышения качества нагрева металла, сокращения удельного расхода топлива и снижения угара.Сущность полезной модели выражается новой совокупностью признаков, необходимых и достаточных для осуществления полезной модели с достижением указанного технического результата, и реализована тем, что в кольцевой печи для производства горячедеформированных бесшовных труб, включающей рабочую камеру, образованную арочным сводом,боковыми стенками и механизированным подом и разделенную на неотапливаемую, методическую, две сварочных зоны и зону выдержки (томления), согласно полезной модели,на границе неотапливаемой и методической зоны печи для интенсификации конвективного теплообмена и увеличения величины лучистого потока от свода к металлу установлена перегородка с образованием проема с подом и проема с арочным сводом печи с заданным соотношением объемов зон рабочего пространства печи.Конструктивно, чтобы в кольцевой печи для производства горячедеформированных бесшовных труб расстояние от нижней кромки перегородки до механизированного пода печи было бы связано с расстоянием от нижней кромки перегородки до верхней плоскости нагреваемой заготовки и расстояние от верхней кромки перегородки связано с расстоянием до свода следующими соотношениями52/51(О,4 О,6) 53/51 (1,31,5), где 51 - расстояние от нижней кромки перегородки до механизированного пода печи52 - расстояние от нижней кромки перегородки до верхней плоскости нагреваемой заготовки53 - расстояние от верхней кромки перегородки до свода.Целесообразно, чтобы в кольцевой печи для производства горячедеформированных бесшовных труб дополнительно на границе сварочной зоны и томильной зоны печи была бы установлена вторая аналогичная перегородка.Технический результат при использовании изобретения связан причинно-следственной связью с новой совокупностью признаков устройства печи.Выполнение зон регулирования температурно-теплового режима печи посредством перегородок, размещенных с образованием проема с подом печи с заданным новым соотношением объемов зон рабочего пространства печи, позволяет снизить время нагрева,увеличить производительность печи с одновременным уменьшением удельного расхода условного топлива и снижением окалинообразования.Для лучшего понимания полезной модели она поясняется чертежом, где на фиг.1 представлен общий вид продольного разреза печифиг. 2 представлен поперечный разрез печи по оси горелокфиг. 3 представлен поперечный разрез печи по оси перегородки.Кольцевая печь для производства горячедеформированных бесшовных труб из круглых заготовок 1 включает рабочую камеру 2, образованную арочным сводом 3, боковыми стенками 4 и механизированным подом 5. Рабочая камера 2 разделена на неотапливаемую зону 6, методическую зону 7, две сварочных зоны 8 и 9 и зону 10 выдержки (томления). На границе неотапливаемой зоны 6 и методической зоны 7 печи для повышения интенсивности конвективного теплообмена в сварочной зоне и увеличения величины лучистого потока от свода 3 к металлу заготовки 1 (в случае работы печи с большой производительностью) установлена перегородка 11 с образованием проема с механизированным подом 5 и проема с арочным сводом 3 печи с заданным соотношением объемов зон рабочего пространства печи.Эксперименты и расчеты выявили оптимальные соотношения параметров кольцевой печи с перегородками расстояние от нижней кромки перегородки 11 до механизированного пода 5 печи связано с расстоянием от нижней кромки перегородки 11 до верхней плоскости нагреваемой заготовки 1 и расстояние от верхней кромки перегородки 11 связано с расстоянием до свода 3 следующими соотношениями52/51(О,4 О,6) 53/51 (1,31,5), где 51 - расстояние от нижней кромки перегородки до механизированного пода печи52 - расстояние от нижней кромки перегородки до верхней плоскости нагреваемой заготовки53 - расстояние от верхней кромки перегородки до свода.Эксперименты показали, что дополнительно на границе сварочной зоны 9 и томильной зоны 10 кольцевой печи может быть установлена вторая аналогичная перегородка 12 для увеличения лучистого потока от свода к металлу.С учетом температурных режимов кольцевой печи перегородки 11 и/или 12 могут быть выполнены футерованными и/или водоохлаждаемыми. Перегородки 11 и/или 12 предназначены для интенсификации конвективного теплообмена в методической зоне 7,сварочных зонах 8, 9 и увеличения лучистого потока от свода 3 к металлу заготовки 1 в методической зоне 7 и сварочных зонах 8, 9.Поток продуктов сгорания, встречая препятствие - перегородки 11 и/или 12, создает турбулентные завихрения, за счет чего будет реализовываться принцип противоточного форсированного нагрева заготовок 1, попадающих, например, в сварочную зону 8 из методической зоны 7 поток дымовых газов в противотоке к движению заготовок 1, проходящих под перегородкой 12, более интенсивно нагревает металл (конвективный теплообмен), а поток дымовых газов, проходящих над перегородкой 12, нагревает свод 3, за счет чего увеличивается лучистый поток от свода 3 к заготовкам 1. Использование форсированного нагрева необходимо в случае широкого размерного (по диаметру) диапазона нагреваемых заготовок 1. Например, заготовки 1 диаметром 1 ОО мм догреваются до требуемой температуры и в печи существующей конструкции, и при этом печь обеспечивает требуемую производительность. А заготовки ИЗОО мм не успевают прогреться, и температурный перепад по сечению на выходе из печи превышает допустимый.При увеличении коэффициента конвективного теплообмена в сварочной зоне 9 и лучистого потока в томильной зоне 10, что обеспечивает перегородка 12, заготовки ИЗОО мм нагреваются до температуры, необходимой для последующей прошивки.Кроме того, уходящие газы, проходя под перегородкой 11 и/или 12 и отражаясь от пода 5, уходят под свод 3 неотапливаемой зоны 6, методической зоны 7 и сварочных зон 8, 9 и тем самым более интенсивно нагревают его. Это способствует увеличению лучистого потока от свода 3 к металлу заготовки 1.В комплексе описанные преимущества печи с перегородками позволяют не только интенсифицировать процесс нагрева заготовок, но и повысить коэффициент полезного действия (КПД) и коэффициент использования тепла (КИТ) нагревательного устройства.В кольцевых печах заявленной конструкции, благодаря зазорам между заготовками и конструкции перегородок, происходит интенсивный нагрев заготовок со всех сторон. Поэтому продолжительность нагрева металла сокращается примерно на 1 О 15 . Повь 1 шенная скорость нагрева, позволяющая сократить время пребывания металла в зонах с высокой температурой, приводит к сокращению величины окисления и обезуглероживания. Создавая лучшие условия для нагрева, кольцевые печи имеют целый ряд эксплуатационных преимуществ отсутствие ограничений по длине печи позволяет создавать печи практически любой производительности легкость удаления заготовок из всей печи или высокотемпературной ее части при остановках прокатно-прошивного стана, в конце смены, перед ремонтом и т.д. возможность легкого разделения отдельных плавок металла или мелких партий заготовок, требующих различных режимов нагрева высокой степени механизации и автоматизации, четкой поштучной выдачи заготовок и др.Зоны регулирования температурно-теплового режима печи выполнены посредством групп, например, длиннофакельных горелок 13, которые расположены в футеровке боковых стенок 4 печи на расстоянии А 12, где А 1 - расстояние от пода 5 до начала свода 3, и образуют четыре зоны 7, 8, 9, 10 регулирования теплового режима печи.Для трубопрокатных станов, с очень широким сортаментом металла, необходимы печные агрегаты, обладающие большой теплотехнической гибкостью и приспособленные для перехода с камерного режима работы на методический и наоборот. Печи с кольцевым подом являются именно таким агрегатом, так как имея горелки, равномерно расположенные по окружности печи, они позволяют распределять подачу топлива в соответствии с требованиями температурного режима при камерном - равномерно по всей окружности, при методическом - неравномерно.По наружной окружности стенок кольцевой печи размещают горелки, обеспечивающие примерно 75-80 тепловой мощности печи, по внутренней - 20-25 . Возможно и другое необходимое распределение топлива вплоть до полного выключения горелок в зоне подогрева. Для обеспечения подобного режима работы печи необходимы горелки с возможно более широкими пределами регулирования. Соответствующим образом следует осуществлять и отбор дымовых газов. При камерном режиме надо стремиться отбирать дымовые газы как можно равномернее по длине рабочего пространства печи. При методическом режиме часть дымоходов перекрывается специальными шиберами и дымовые газы удаляются лишь через дымоходы, расположенные около окна загрузки. Поэтому для обеспечения перехода с одного температурного режима на другой печь делят на ряд участков, к каждому из которых возможен свой отдельный автоматически регулируемый подвод топлива и воздуха.После предварительного контроля и зачистки дефектов заготовки диаметром ИЗОО мм нагревают до температуры, необходимой для последующей прошивки, и длиной до 2 м подают в нагревательную кольцевую печь для производства горячедеформированных бесшовных труб на трубопрокатном прошивном стане.
МПК / Метки
МПК: F27B 9/20
Метки: производства, горячедеформированных, печь, кольцевая, бесшовных, труб
Код ссылки
<a href="https://by.patents.su/6-u2017-kolcevaya-pech-dlya-proizvodstva-goryachedeformirovannyh-besshovnyh-trub.html" rel="bookmark" title="База патентов Беларуси">Кольцевая печь для производства горячедеформированных бесшовных труб</a>
Кольцевая печь с механизированным подом для заготовок бесшовных труб
Номер патента: U 2016
Опубликовано: 30.09.2005
Авторы: Трусова Ирина Александровна, Андрианов Дмитрий Николаевич, Кабишов Сергей Михайлович, Тищенко Владимир Андреевич, Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Тимошпольский Владимир Исаакович
МПК: F27B 9/20
Метки: бесшовных, механизированным, печь, заготовок, подом, кольцевая, труб
Текст:
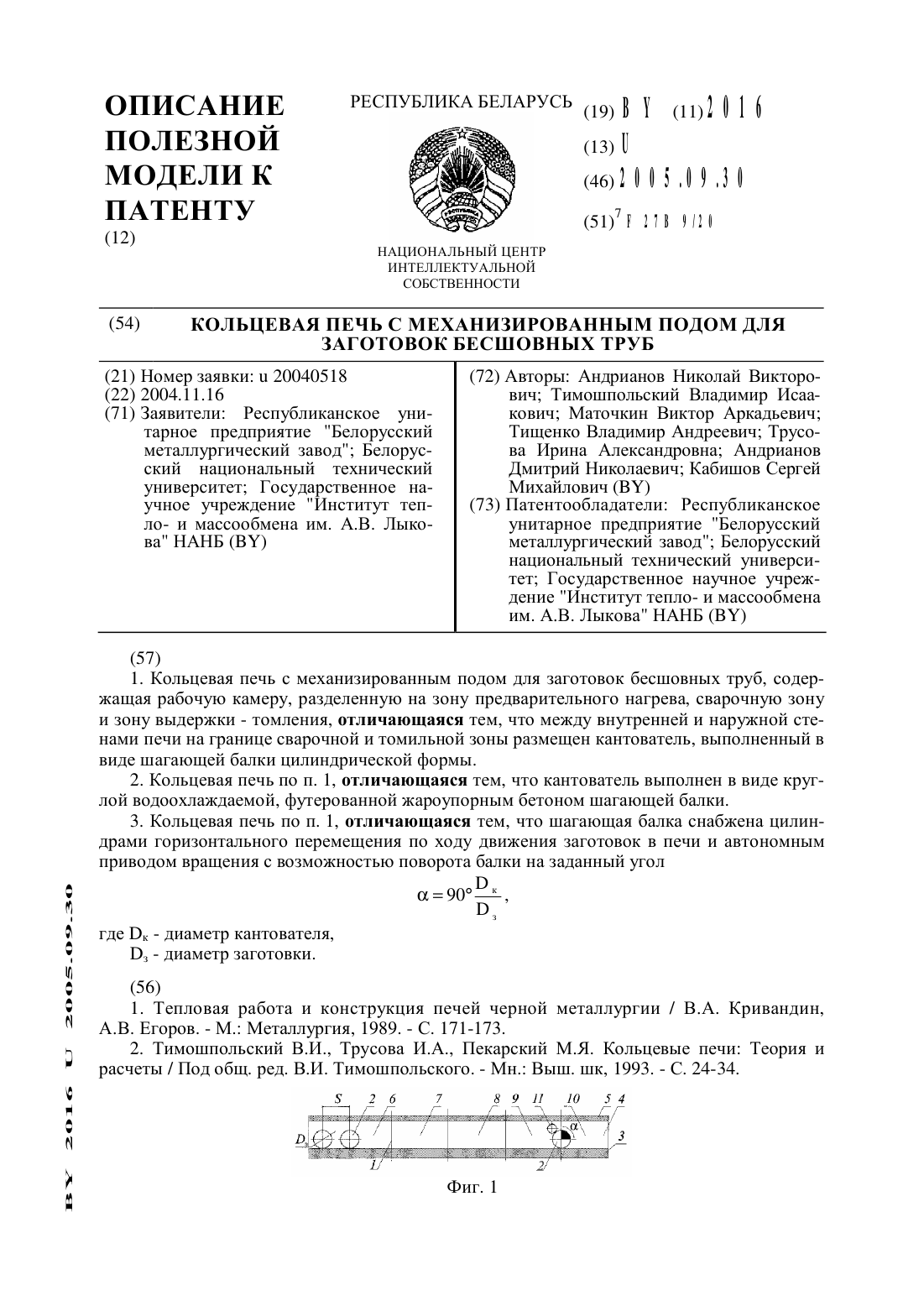
...выражается новой совокупностью признаков, необходимь 1 х и достаточных для осуществления полезной модели с достижением указанного технического результата, и реализована тем, что в кольцевой печи с механизированным подом для заготовок бесшовных труб, содержащей рабочую камеру, разделенную на зону предварительного нагрева, сварочную зону и зону выдержки - томления, согласно полезной модели между внутренней и наружной стенами печи на границе...
Нагревательная печь прокатного стана
Номер патента: U 1461
Опубликовано: 30.09.2004
Авторы: Маточкин Виктор Аркадьевич, Щербаков Владимир Иванович, Стеблов Анвер Борисович, Тимошпольский Владимир Исаакович, Жданок Сергей Александрович, Тищенко Владимир Андреевич, Хлебцевич Всеволод Алексеевич, Мандель Николай Львович, Сорока Борис Семенович, Котов Игорь Валентинович, Кабишов Сергей Михайлович, Трусова Ирина Александровна
МПК: F27B 9/20
Метки: нагревательная, печь, прокатного, стана
Текст:
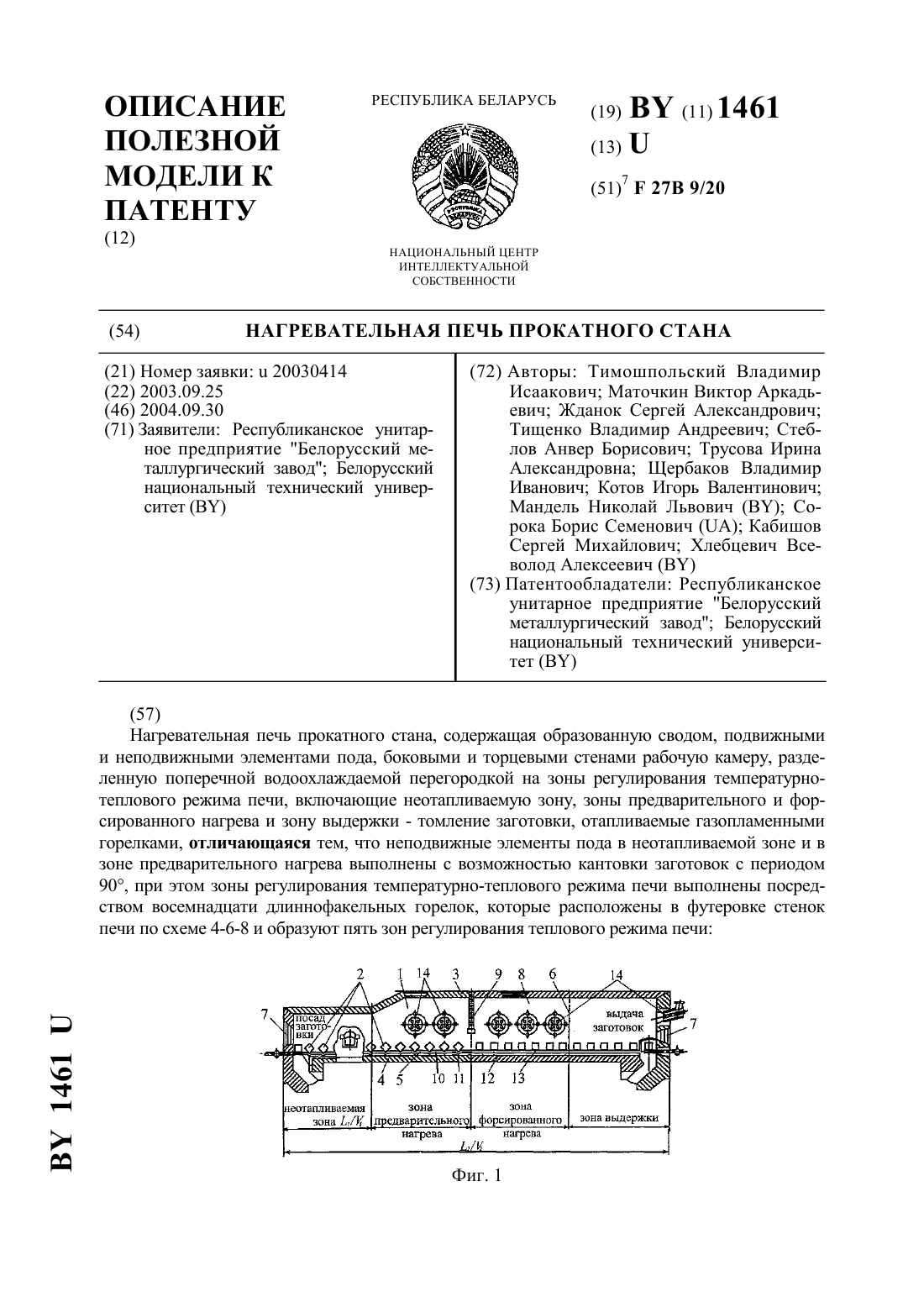
...по трехзонной схеме 2-4-2, т.е. четыре горелки 14 сгруппированы к центральной части задней торцевой стенки 7 и по паре горелок 14 образуют две зоны нагрева заготовок 2 в периферийной части задней торцевой стенки 7. Длина зоны кантования заготовок 2 в печи 1 связана с длиной всего рабочего пространства печи экспериментально и теоретически выявленным соотношением 1/2(0,380,42), где 1 - длина зоны кантования заготовок на 360, включает сумму длин...
Топочная камера печи для нагрева металлических заготовок
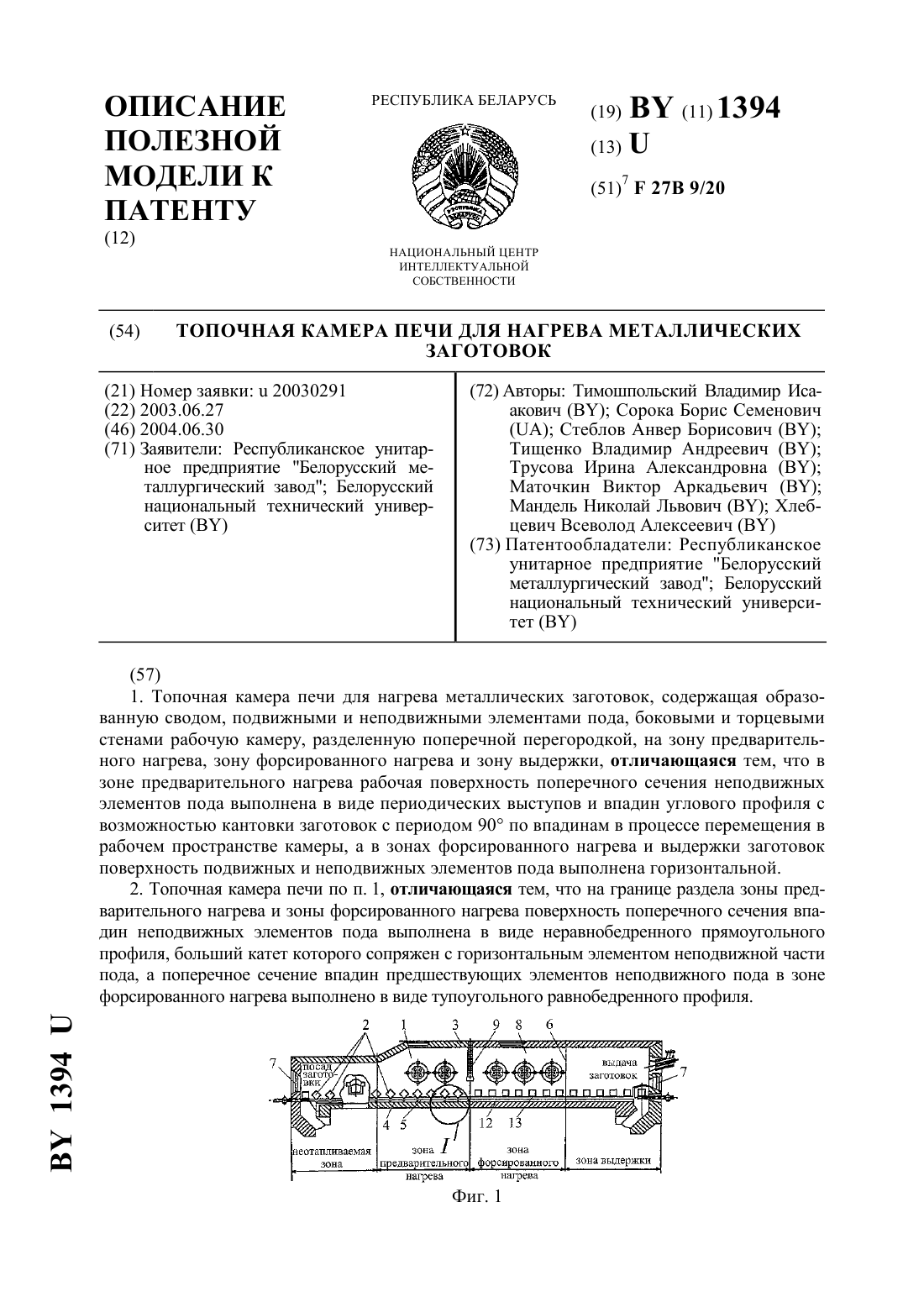
Номер патента: U 1394
Опубликовано: 30.06.2004
Авторы: Хлебцевич Всеволод Алексеевич, Трусова Ирина Александровна, Сорока Борис Семенович, Тимошпольский Владимир Исаакович, Тищенко Владимир Андреевич, Мандель Николай Львович, Стеблов Анвер Борисович, Маточкин Виктор Аркадьевич
МПК: F27B 9/20
Метки: топочная, металлических, нагрева, заготовок, печи, камера
Текст:
...прямоугольного профиля, больший катет которого сопряжен с горизонтальным элементом неподвижной части пода, а поперечное сечение впадин предшествующих элементов неподвижного пода в зоне форсированного нагрева выполнено в виде тупоугольного равнобедренного профиля. Для лучшего понимания полезная модель поясняется чертежом, где на фиг. 1 представлен общий вид топочной камеры печи на фиг. 2 представлена конструкция рабочей поверхности...
Камерная печь для обжига заготовок керамических радиодеталей
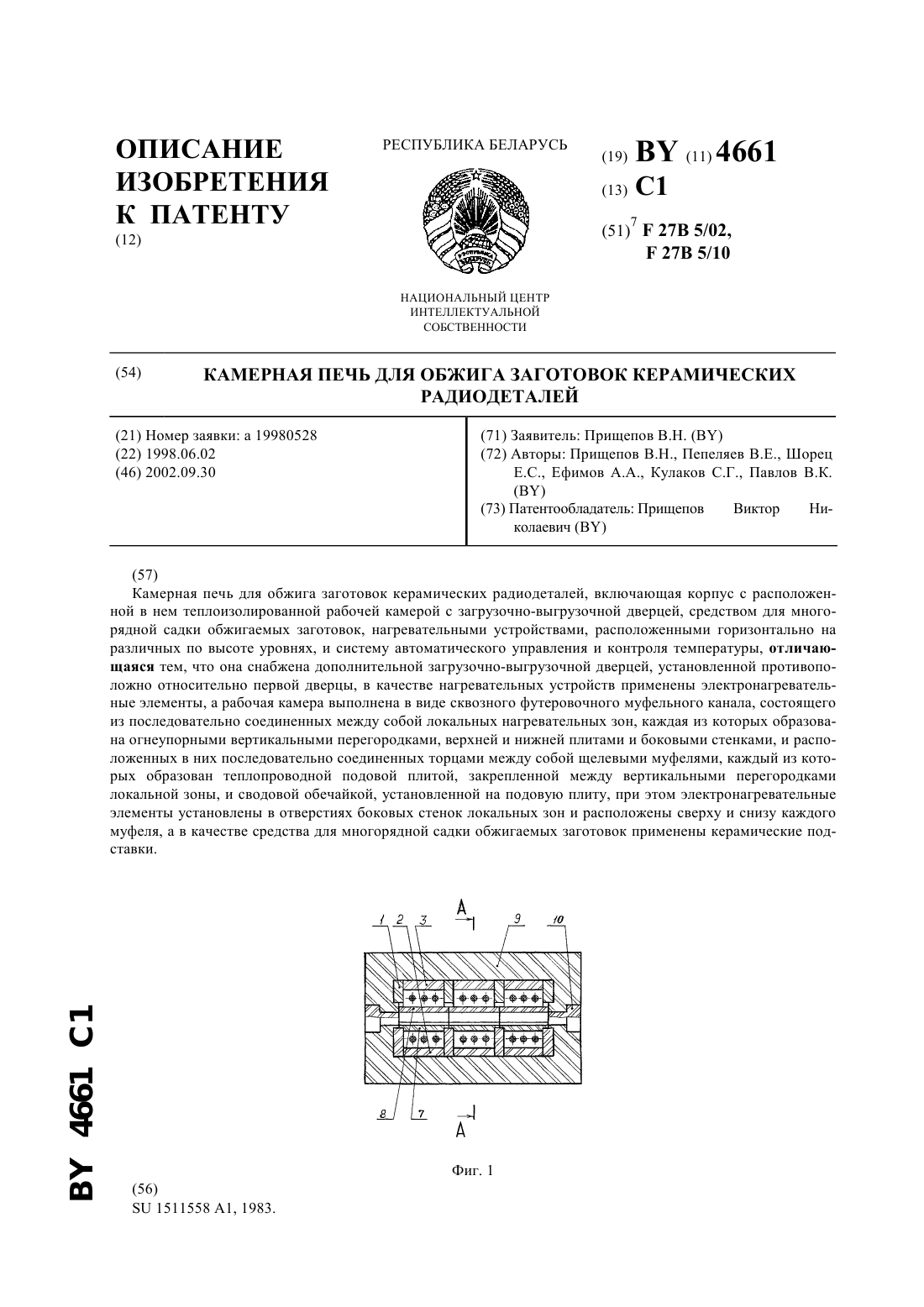
Номер патента: 4661
Опубликовано: 30.09.2002
Авторы: Прищепов Виктор Николаевич, Кулаков Сергей Геннадьевич, Ефимов Александр Александрович, Шорец Евгений Семенович, Павлов Владимир Константинович, Пепеляев Вячеслав Евгеньевич
Метки: керамических, радиодеталей, камерная, заготовок, печь, обжига
Текст:
...автономные зоны нагрева, разграниченные перегородками. Автономные нагревательные зоны дифференцируют температуру по объему рабочей камеры, а теплопроводный муфель усиливает положительный эффект автономных зон, обеспечивая равномерное распределение температуры в том обжиговом пространстве, в котором непосредственно размещены изделия. Дополнительная дверца позволяет выполнять загрузку печи с другой стороны, что дает возможность удлинить...
Походная печь Королева
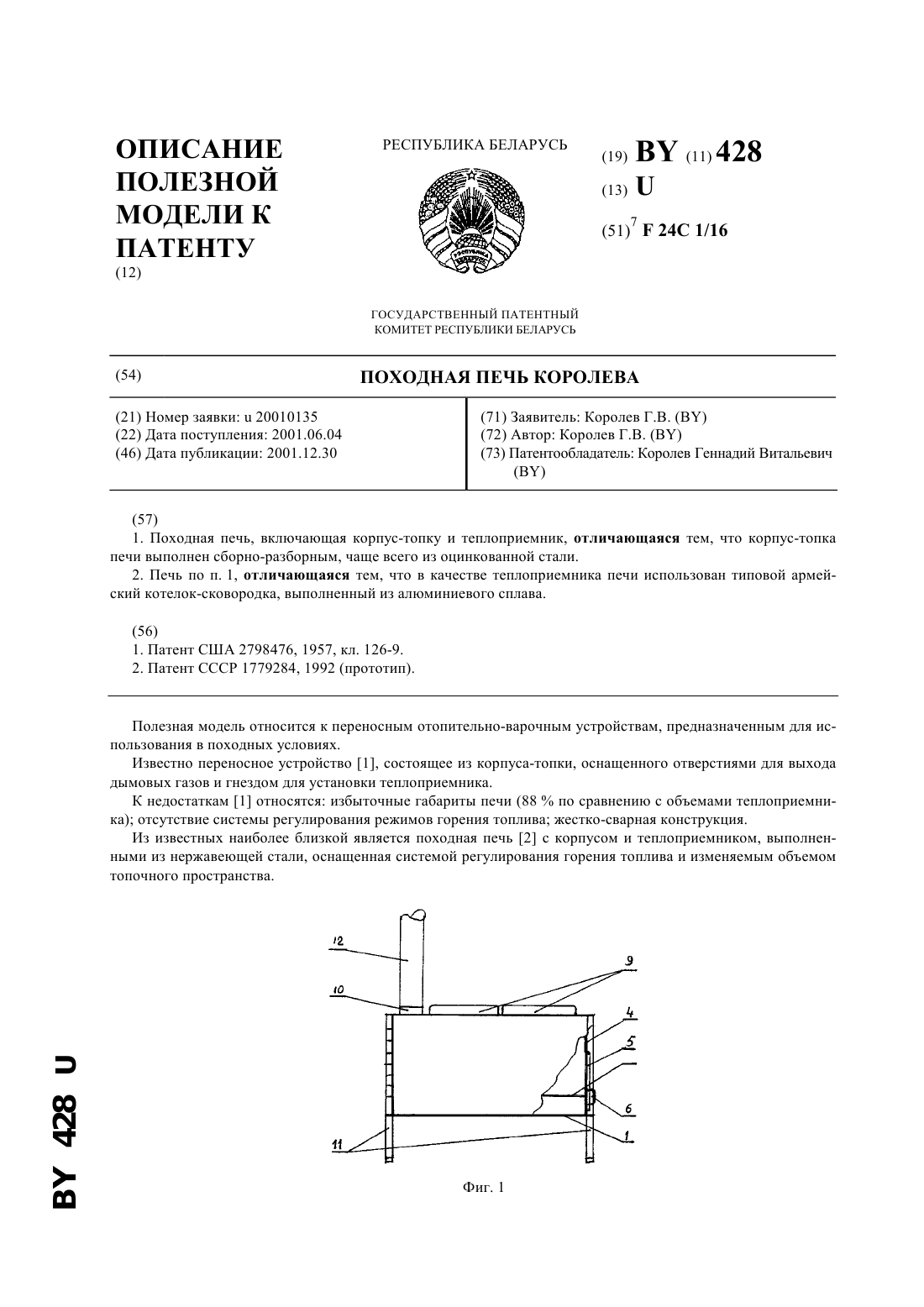
Номер патента: U 428
Опубликовано: 30.12.2001
Автор: Королев Геннадий Витальевич
МПК: F24C 1/16
Метки: королева, печь, походная
Текст:
...в походных условиях. Общими признаками аналогов являются жесткая сварная конструкция, затрудняющая транспортировку печи в рюкзаке или вещевом мешке предназначение печи для использования в походных условиях. Задачей, решаемой полезной моделью, является расширение области применения переносных печей за счет снижения стоимости и упрощения их транспортировки. Для этого корпус-топка походной печи, выполняемой, чаще всего, из оцинкованной...
Предыдущий патент: Кольцевая печь с механизированным подом для заготовок бесшовных труб
Следующий патент: Галоклиматическая мини-камера