Кольцевая печь с механизированным подом для заготовок бесшовных труб
Номер патента: U 2016
Опубликовано: 30.09.2005
Авторы: Маточкин Виктор Аркадьевич, Андрианов Николай Викторович, Кабишов Сергей Михайлович, Тищенко Владимир Андреевич, Тимошпольский Владимир Исаакович, Андрианов Дмитрий Николаевич, Трусова Ирина Александровна
Текст
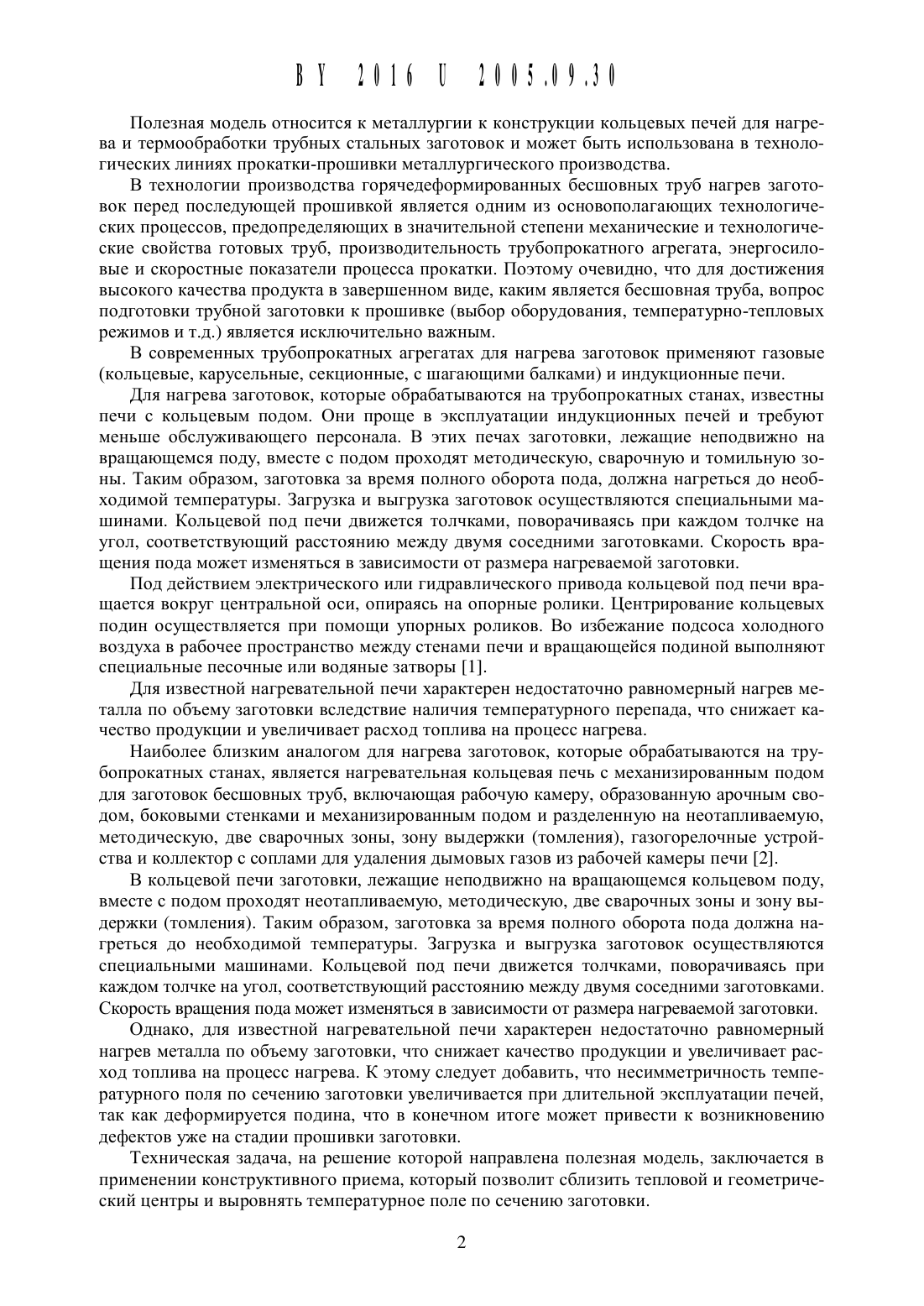
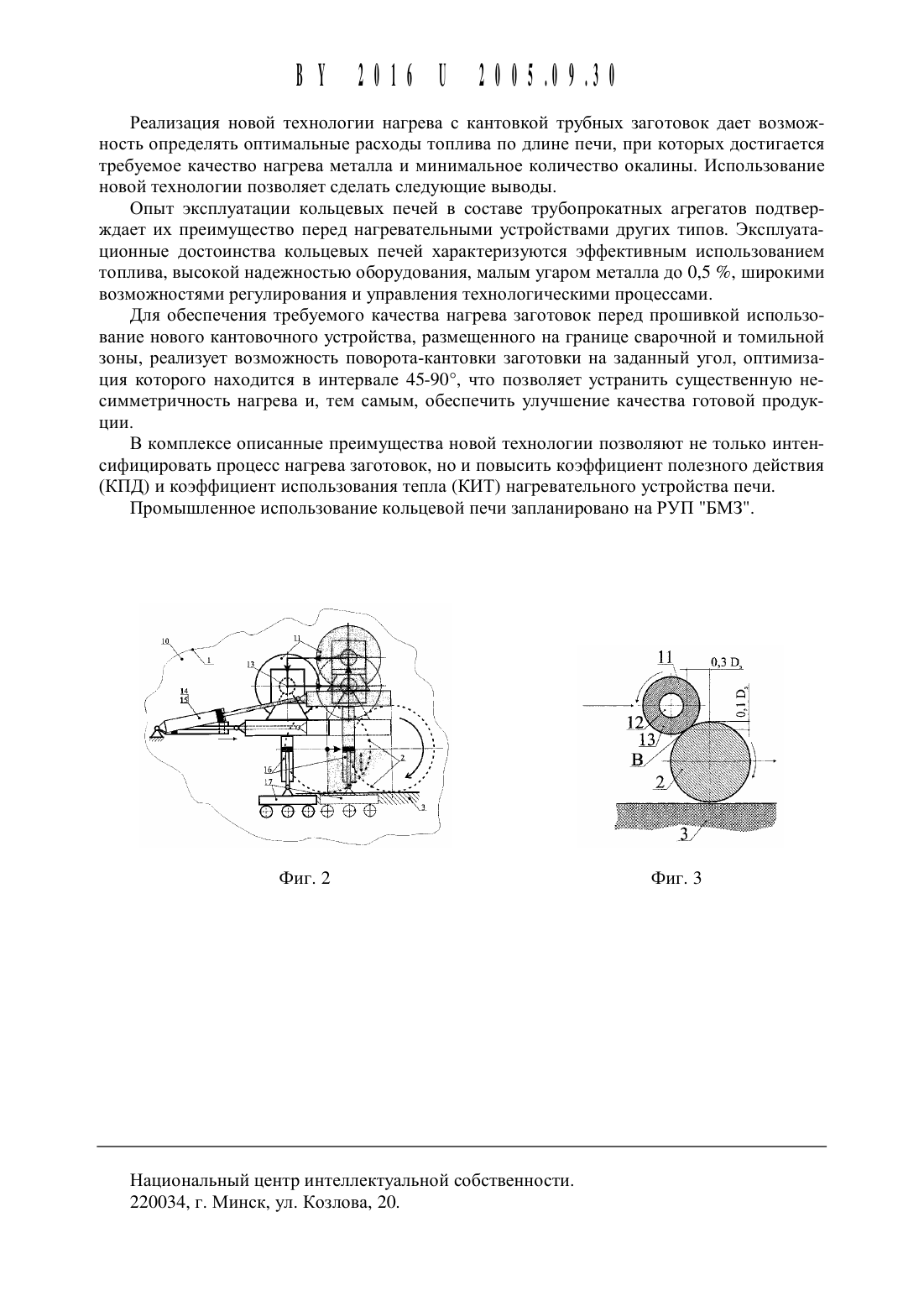
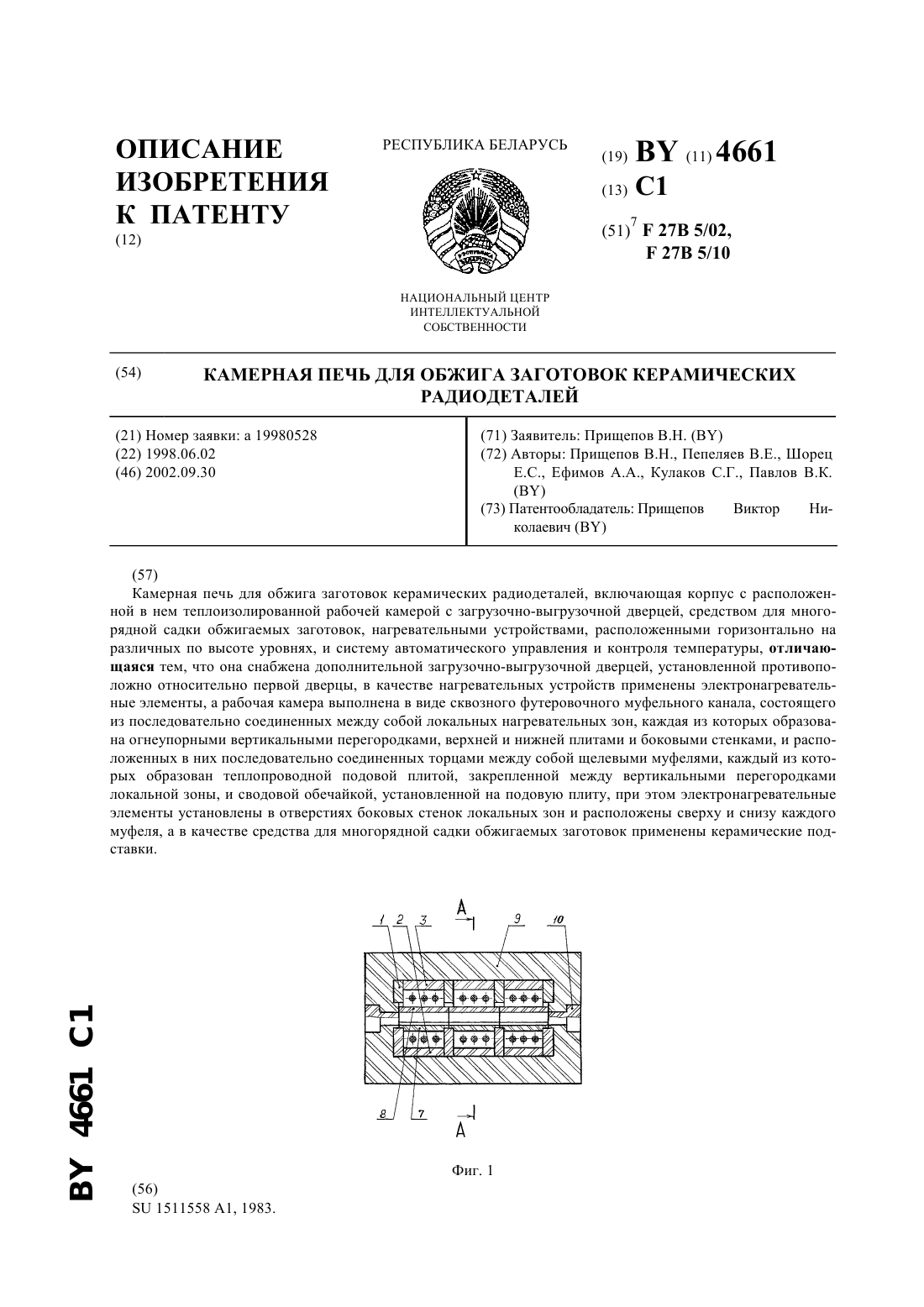
НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОИ СОБСТВЕННОСТИ(54) КОЛЬЦЕВАЯ ПЕЧЬ С МЕХАНИЗИРОВАННЬ 1 М ПОДОМ ДЛЯ ЗАГОТОВОК БЕСШОВНЫХ ТРУБ(71) Заявители Республиканское унитарное предприятие Белорусский металлургический завод Белорусский национальный технический университет Государственное научное учреждение Институт теп ло- и массообмена им. А.В. Лыкова НАНБ (ВУ)(72) Авторы Андрианов Николай Викторович Тимощпольский Владимир Исаакович Маточкин Виктор Аркадьевич Тищенко Владимир Андреевич Трусова Ирина Александровна Андрианов Дмитрий Николаевич Кабищов Сергей Михайлович (ВУ)металлургический завод Белорусский национальный технический университет Государственное научное учреждение Институт тепло- и массообмена им. А.В. Лыкова НАНБ (ВУ)1. Кольцевая печь с механизированным подом для заготовок бесшовных труб, содержащая рабочую камеру, разделенную на зону предварительного нагрева, сварочную зону и зону выдержки - томления, отличающаяся тем, что между внутренней и наружной стенами печи на границе сварочной и томильной зоны размещен кантователь, выполненный в виде щагающей балки цилиндрической формы.2. Кольцевая печь по п. 1, отличающаяся тем, что кантователь выполнен в виде круглой водоохлаждаемой, футерованной жароупорным бетоном щагающей балки.3. Кольцевая печь по п. 1, отличающаяся тем, что щагающая балка снабжена цилиндрами горизонтального перемещения по ходу движения заготовок в печи и автономнымПРИВОДОМ ВРЗЩСНИЯ С ВОЗМОЖНОСТЬЮ поворота балки на заданный УГОЛ В ос 9 О к ,В1. Тепловая работа и конструкция печей черной металлургии / В.А. Кривандин,А.В. Егоров. - М. Металлургия, 1989. - С. 171-173.2. Тимощпольский В.И., Трусова И.А., Пекарский М.Я. Кольцевые печи Теория и расчеты / Под общ. ред. В.И. Тимощпольского. - Мн. Выщ. щк, 1993. - С. 24-34.Полезная модель относится К металлургии К конструкции кольцевых печей для нагрева И термообработки трубных стальных заготовок И может быть использована в технологических линиях прокатки-прощивки металлургического производства.В технологии производства горячедеформированнь 1 х бесшовных труб нагрев заготовок перед последующей прощивкой является одним из основополагающих технологических процессов, предопределяющих в значительной степени механические и технологические свойства готовых труб, производительность трубопрокатного агрегата, энергосиловь 1 е и скоростные показатели процесса прокатки. Поэтому очевидно, что для достижения высокого качества продукта в заверщенном виде, каким является бесщовная труба, вопрос подготовки трубной заготовки к прощивке (выбор оборудования, температурно-тепловых режимов и т.д.) является исключительно важным.В современных трубопрокатных агрегатах для нагрева заготовок применяют газовыеДля нагрева заготовок, которые обрабатываются на трубопрокатных станах, известны печи с кольцевым подом. Они проще в эксплуатации индукционных печей и требуют меньще обслуживающего персонала. В этих печах заготовки, лежащие неподвижно на вращающемся поду, вместе с подом проходят методическую, сварочную и томильную зоны. Таким образом, заготовка за время полного оборота пода, должна нагреться до необходимой температуры. Загрузка и выгрузка заготовок осуществляются специальными мащинами. Кольцевой под печи движется толчками, поворачиваясь при каждом толчке на угол, соответствующий расстоянию между двумя соседними заготовками. Скорость вращения пода может изменяться в зависимости от размера нагреваемой заготовки.Под действием электрического или гидравлического привода кольцевой под печи вращается вокруг центральной оси, опираясь на опорные ролики. Центрирование кольцевых подин осуществляется при помощи упорных роликов. Во избежание подсоса холодного воздуха в рабочее пространство между стенами печи и вращающейся подиной выполняют специальные песочные или водяные затворы 1.Для известной нагревательной печи характерен недостаточно равномерный нагрев металла по объему заготовки вследствие наличия температурного перепада, что снижает качество продукции и увеличивает расход топлива на процесс нагрева.Наиболее близким аналогом для нагрева заготовок, которые обрабатываются на трубопрокатных станах, является нагревательная кольцевая печь с механизированным подом для заготовок бесщовных труб, включающая рабочую камеру, образованную арочным сводом, боковыми стенками и механизированным подом и разделенную на неотапливаемую,методическую, две сварочных зоны, зону выдержки (томления), газогорелочные устройства и коллектор с соплами для удаления дымовых газов из рабочей камеры печи 2.В кольцевой печи заготовки, лежащие неподвижно на вращающемся кольцевом поду,вместе с подом проходят неотапливаемую, методическую, две сварочных зоны и зону вь 1 держки (томления). Таким образом, заготовка за время полного оборота пода должна нагреться до необходимой температуры. Загрузка и выгрузка заготовок осуществляются специальными мащинами. Кольцевой под печи движется толчками, поворачиваясь при каждом толчке на угол, соответствующий расстоянию между двумя соседними заготовками. Скорость вращения пода может изменяться в зависимости от размера нагреваемой заготовки.Однако, для известной нагревательной печи характерен недостаточно равномерный нагрев металла по объему заготовки, что снижает качество продукции и увеличивает расход топлива на процесс нагрева. К этому следует добавить, что несимметричность температурного поля по сечению заготовки увеличивается при длительной эксплуатации печей,так как деформируется подина, что в конечном итоге может привести к возникновению дефектов уже на стадии прощивки заготовки.Техническая задача, на рещение которой направлена полезная модель, заключается в применении конструктивного приема, который позволит сблизить тепловой и геометрический центры и выровнять температурное поле по сечению заготовки.Техническая задача реализуется техническим результатом, определяющим новое свойство, улучшающее технические характеристики, проявляющиеся при использовании изобретения в виде повышения качества нагрева металла, сокращения удельного расхода топлива и снижения угара.Сущность полезной модели выражается новой совокупностью признаков, необходимь 1 х и достаточных для осуществления полезной модели с достижением указанного технического результата, и реализована тем, что в кольцевой печи с механизированным подом для заготовок бесшовных труб, содержащей рабочую камеру, разделенную на зону предварительного нагрева, сварочную зону и зону выдержки - томления, согласно полезной модели между внутренней и наружной стенами печи на границе сварочной и томильной зоны размещен кантователь, выполненный в виде шагающей балки цилиндрической формы.Целесообразно, чтобы в кольцевой печи кантователь был бы выполнен в виде круглой водоохлаждаемой, футерованной жароупорным бетоном шагающей балки.Конструктивно, чтобы в кольцевой печи шагающая балка была бы снабжена двумя цилиндрами горизонтального перемещения по ходу движения заготовок в печи и автономным приводом с возможностью поворота балки на заданный уголТехнический результат при использовании полезной модели связан причинно-следственной связью с новой совокупностью признаков устройства печи. Для лучшего понимания полезная модель поясняется чертежом, гдефиг. 1 - представлен общий вид продольного разреза печифиг. 3 - представлена схема взаимодействия системы кантователь-заготовка-под печи.Кольцевая печь 1 для нагрева трубных заготовок 2 под прокатку - прошивку бесшовных труб включает рабочую камеру, образованную механизированным подом 3, боковь 1 ми стенками 4 и сводом 5. Рабочая камера разделена на неотапливаемую зону 6, методическую зону 7, две сварочных зоны 8 и 9 и зону 10 выдержки - томления.Между внутренней и наружной стенами печи на границе сварочной 9 зоны и томильной зоны 10 размещен кантователь, выполненный в виде шагающей балки 11 цилиндрической формь 1. Кантователь служит для повышения равномерности нагрева заготовки 2 и оптимизации энергосиловых параметров под последующую прокатку.Кантователь конструктивно может быть выполнен в виде круглой водоохлаждаемой через канал 12, футерованной жароупорным бетоном 13 шагающей балки 11. Кинематика шагового пространственного перемещения шагающей балки 11 показана стрелками по фиг. 2 по схеме движение вперед на шаг 5 с одновременным поворотом заготовки 2 на заданный пространственный угол ос - движение шагающей балки 11 вверх с исключением контакта с заготовкой 2 - движение шагающей балки 11 назад в исходное положение.Привод вращаемой вокруг своей оси шагающей балки 11 может быть снабжен двумя параллельными цилиндрами 14, 15 ее горизонтального перемещения по ходу движения заготовок 2 с шагом 5 в печи 1 и гидроприводом 16 вертикального движения с возможностью поворота шагающей балки 11 вокруг свой оси на заданный пространственный угол ос от автономного привода вращения шагающей балки 11, который на чертеже условно не показан и который задают из соотношенияКантовку осуществляют посредством перекать 1 вания заготовки 2 на расстояние, обеспечивающее ее поворот на 9 О, что необходимо И достаточно для обеспечения минимального температурного перепада по сечению заготовки 2 и симметричности температурного поля относительно ее оси.Для обеспечения надежности работы устройства кантователя, устранения возможности перекоса заготовок 2 на поду 3 и сохранения технологического щага раскладки заготовок 2 щагающая балка 11 кантователя смещена относительно вертикальной оси заготовки 2 по фиг. 3 так, чтобы пятно В контакта между щагающей балкой 11 и заготовкой 2 находилось на 0,1 133 ниже верхней точки сечения нагреваемой заготовки 2 и смещено назад относительно направления движения на расстояние 0,250,3 133 (рис. 2). Это обусловлено следующими технологическими условиями.В случае износа пода 3 и наличия на нем неровностей высотой до 0,1 133 именно такая величина смещения обеспечит надежный контакт щагающей балки 11 кантователя с заготовкой 2 по всей ее длине (фиг. 2, 3). Данный технологический прием работы кантователя при кантовке-перекать 1 вании заготовки 2 позволит ей без пробуксовки преодолеть неровности пода 3 высотой до 0,1 133.Опорные площадки 17 качения кантователя имеют возможность перемещаться в вертикальном и горизонтальном направлении, что позволяет использовать кантователь при нагреве заготовок 2 разных диаметров (фиг. 2).Механизм привода кантователя обеспечивает такой закон движения щагающей балки 11 кантователя, что она в любой момент кантовки движется по касательной относительно заготовки 2 и, тем самым, создает крутящий момент, необходимый для перекать 1 ваниякантовки заготовки 2.Для трубопрокатных станов с очень щироким сортаментом металла необходимы печные агрегаты, обладающие больщой теплотехнической гибкостью и приспособленные для перехода с камерного режима работы на методический и наоборот.После предварительного контроля и зачистки дефектов заготовки диаметром И 0,23 м подают в нагревательную кольцевую печь трубопрокатного прощивного стана и нагревают до температуры, необходимой для последующей прощивки.Кольцевая печь с механизированным подом для заготовок бесщовных труб имеет четыре зоны регулирования теплового режима. Посад и выдача металла радиальные. В качестве топлива используют природный газ с теплотой сгорания 33,5 МДж/мз (8000 ккал/мз).Кантовка заготовок позволяет сблизить тепловой и геометрический Центры и вь 1 ровнять температурное поле по сечению заготовки. Исследования температурного поля заготовок диаметром 0,23 м при нагреве в кольцевой печи, проведенные нами, показали, что кантование позволяет сократить общее время нагрева, т.е. увеличить производительность нагревательной установки.Сравнение температурного поля по сечению заготовок при нагреве без кантования, с кантованием на 90 и с кантованием на 180 показывает, что кантование в конце второй сварочной зоны приводит к более равномерному прогреву заготовок. Причем, при кантовании заготовок на 90 получают практически такие же результаты, как и при кантовании на 18 О, т.е. последний режим экономически не всегда целесообразен.Динамика температур в характерных точках центра и периферии сечения заготовки и расположение изотерм по сечению заготовки диаметром 0,23 м показывает, что температура теплового центра в случае кантования на 180 находится на уровне 1216 С, при кантовании на 90 - 1215 С, при нагреве без кантования - 1192 С. Температурный перепад между верхней и нижней поверхностями при кантовании заготовки на 180 С оставляет 4 С при кантовании на 90 - 5 С без кантования - 11 С.При выравнивании температурного поля улучшаются условия равномерности деформаций при прощивке заготовок для получения трубы.
МПК / Метки
МПК: F27B 9/20
Метки: заготовок, труб, печь, кольцевая, подом, бесшовных, механизированным
Код ссылки
<a href="https://by.patents.su/5-u2016-kolcevaya-pech-s-mehanizirovannym-podom-dlya-zagotovok-besshovnyh-trub.html" rel="bookmark" title="База патентов Беларуси">Кольцевая печь с механизированным подом для заготовок бесшовных труб</a>
Камерная печь для обжига заготовок керамических радиодеталей
Номер патента: 4661
Опубликовано: 30.09.2002
Авторы: Кулаков Сергей Геннадьевич, Пепеляев Вячеслав Евгеньевич, Павлов Владимир Константинович, Прищепов Виктор Николаевич, Ефимов Александр Александрович, Шорец Евгений Семенович
Метки: заготовок, камерная, печь, керамических, обжига, радиодеталей
Текст:
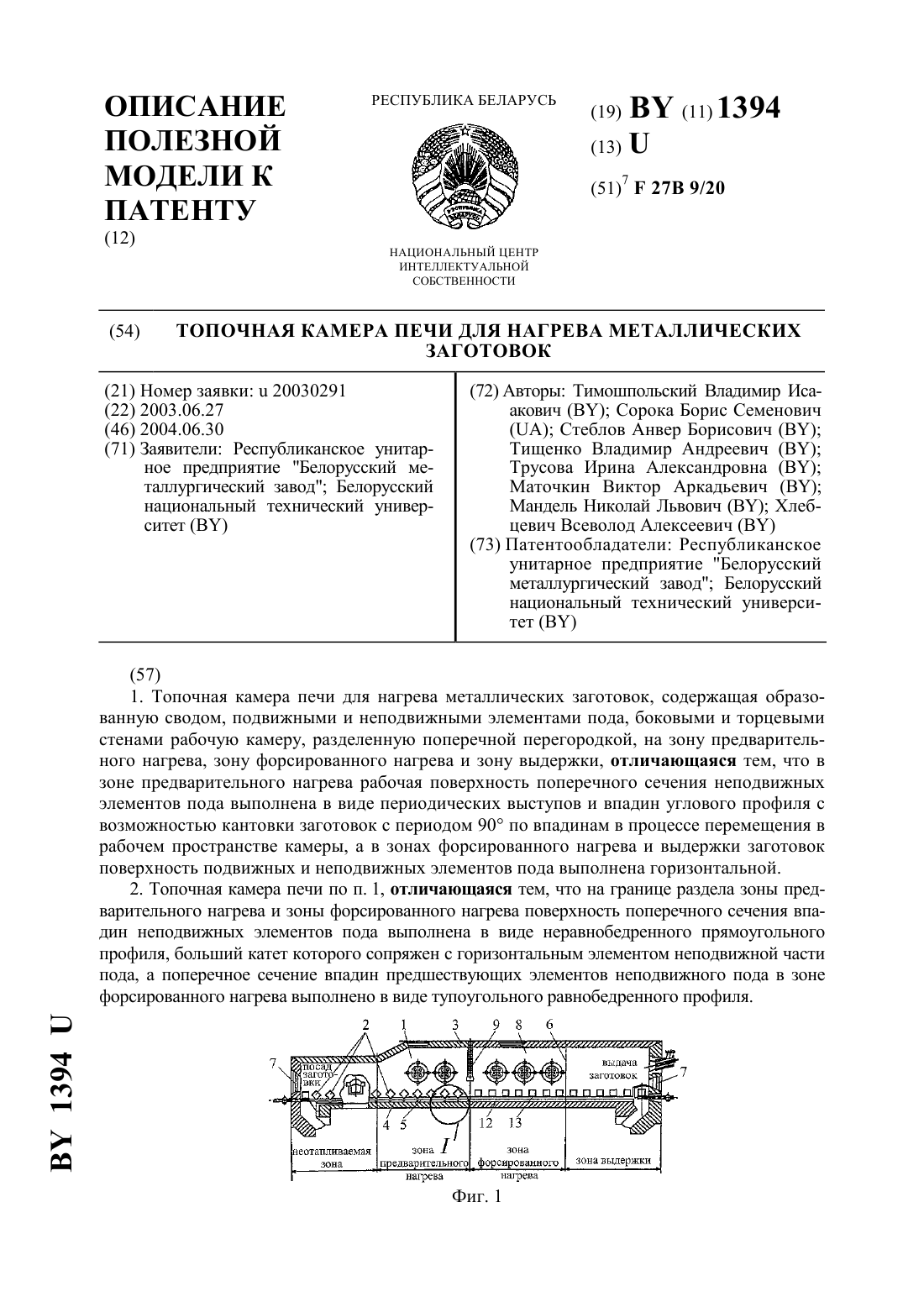
...автономные зоны нагрева, разграниченные перегородками. Автономные нагревательные зоны дифференцируют температуру по объему рабочей камеры, а теплопроводный муфель усиливает положительный эффект автономных зон, обеспечивая равномерное распределение температуры в том обжиговом пространстве, в котором непосредственно размещены изделия. Дополнительная дверца позволяет выполнять загрузку печи с другой стороны, что дает возможность удлинить...
Топочная камера печи для нагрева металлических заготовок
Номер патента: U 1394
Опубликовано: 30.06.2004
Авторы: Тищенко Владимир Андреевич, Мандель Николай Львович, Маточкин Виктор Аркадьевич, Хлебцевич Всеволод Алексеевич, Трусова Ирина Александровна, Стеблов Анвер Борисович, Сорока Борис Семенович, Тимошпольский Владимир Исаакович
МПК: F27B 9/20
Метки: заготовок, нагрева, печи, камера, топочная, металлических
Текст:
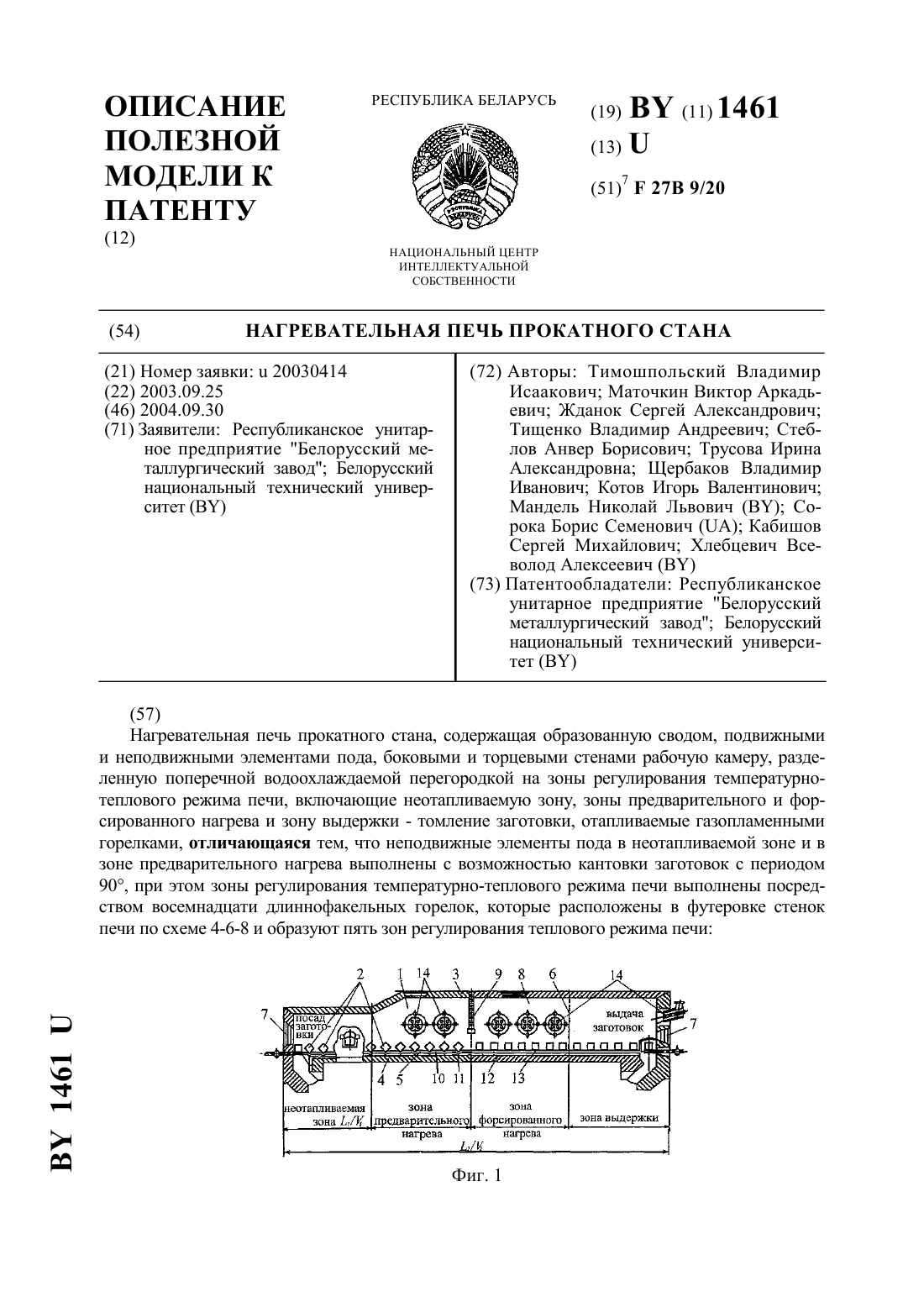
...прямоугольного профиля, больший катет которого сопряжен с горизонтальным элементом неподвижной части пода, а поперечное сечение впадин предшествующих элементов неподвижного пода в зоне форсированного нагрева выполнено в виде тупоугольного равнобедренного профиля. Для лучшего понимания полезная модель поясняется чертежом, где на фиг. 1 представлен общий вид топочной камеры печи на фиг. 2 представлена конструкция рабочей поверхности...
Нагревательная печь прокатного стана
Номер патента: U 1461
Опубликовано: 30.09.2004
Авторы: Тимошпольский Владимир Исаакович, Стеблов Анвер Борисович, Котов Игорь Валентинович, Хлебцевич Всеволод Алексеевич, Щербаков Владимир Иванович, Маточкин Виктор Аркадьевич, Жданок Сергей Александрович, Тищенко Владимир Андреевич, Трусова Ирина Александровна, Сорока Борис Семенович, Кабишов Сергей Михайлович, Мандель Николай Львович
МПК: F27B 9/20
Метки: стана, печь, прокатного, нагревательная
Текст:
...по трехзонной схеме 2-4-2, т.е. четыре горелки 14 сгруппированы к центральной части задней торцевой стенки 7 и по паре горелок 14 образуют две зоны нагрева заготовок 2 в периферийной части задней торцевой стенки 7. Длина зоны кантования заготовок 2 в печи 1 связана с длиной всего рабочего пространства печи экспериментально и теоретически выявленным соотношением 1/2(0,380,42), где 1 - длина зоны кантования заготовок на 360, включает сумму длин...
Электропечь для обжига заготовок керамических радиодеталей
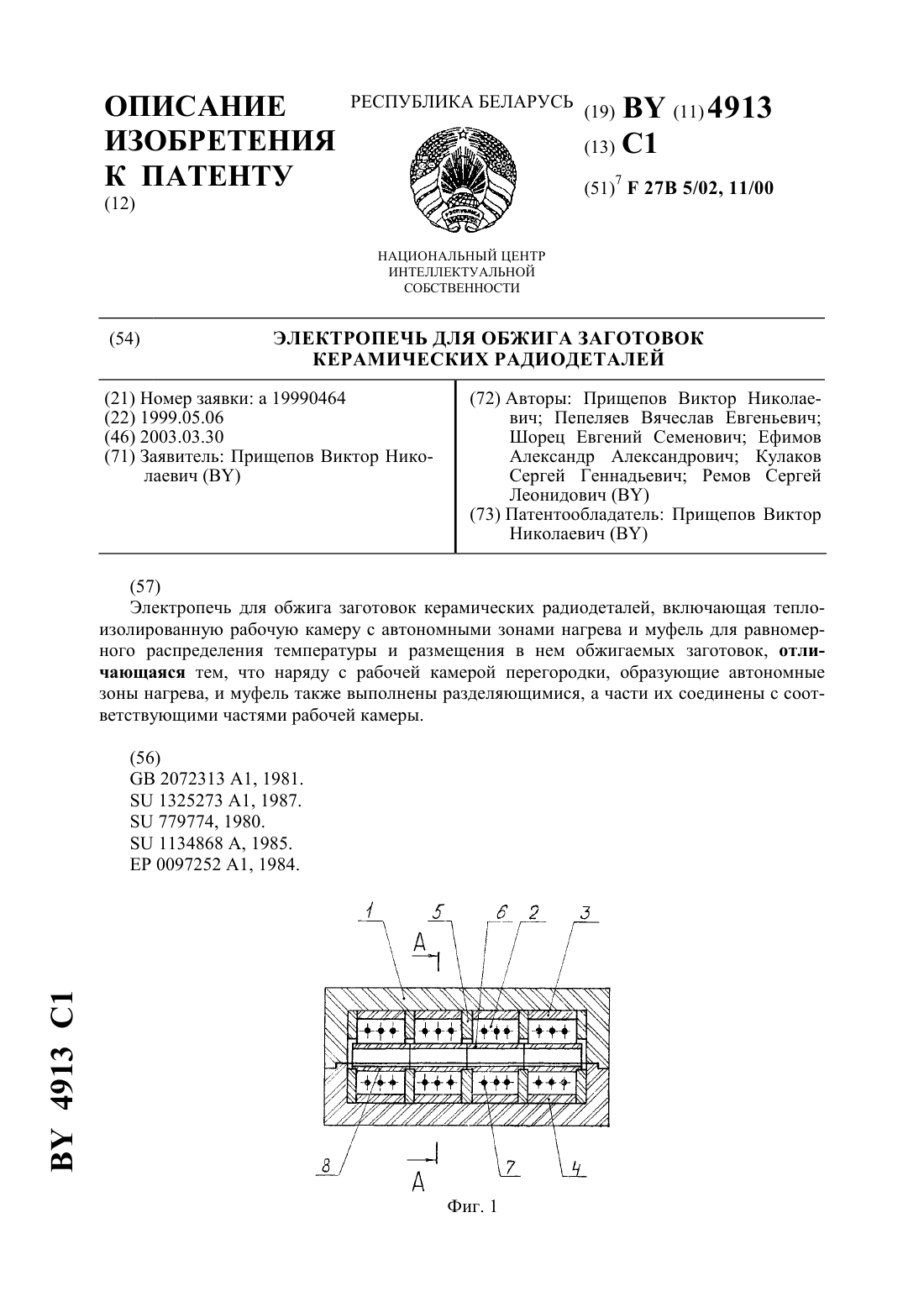
Номер патента: 4913
Опубликовано: 30.03.2003
Авторы: Ремов Сергей Леонидович, Кулаков Сергей Геннадьевич, Шорец Евгений Семенович, Пепеляев Вячеслав Евгеньевич, Прищепов Виктор Николаевич, Ефимов Александр Александрович
МПК: F27B 11/00, F27B 5/02
Метки: обжига, керамических, радиодеталей, заготовок, электропечь
Текст:
...выполнены разделяющимися, что по сути дает возможность туннельную печь превратить в камерную с вытянутым муфелем, а камерные печи исключают естественную циркуляцию воздушных или газовых потоков, которая присутствует в туннельных печах. Техническая сущность изобретения поясняется прилагаемыми чертежами, где на фиг. 1 изображен продольный разрез печи, а на фиг. 2 - поперечный разрез печи. Электропечь состоит из рабочей камеры, образованной...
Излучающая горелка для печи с широким подом
Номер патента: 400
Опубликовано: 30.03.1995
Авторы: Андреев Валерий Яковлевич, Булах Василий Васильевич, Левин Александр Моисеевич, Булах Татьяна Владимировна
МПК: F23D 14/12
Метки: широким, горелка, излучающая, печи, подом
Текст:
...гофрьт оллготсл своеобразными ребрами жестко сти. Это позволяет обеспечивать одинаковое расстояние между верхней и ниэкней сетками излучателя. а. следовательно, и рав номерность ТМПЕРЭТУПЫ ПО ДДИНЕ ИЭЛУЧЭтеля. Во-вторых, при работа горелки ееизлучатель испытывает больнице ТЗЪАПЭВЭ, турные деформации. Следовательно, наличие продольных И поперечных гофров на н жней сетке излучателя дает возможность компег-ссироватгь продольные и поперечные-...
Предыдущий патент: Бункер льноуборочного комбайна
Следующий патент: Кольцевая печь для производства горячедеформированных бесшовных труб
Случайный патент: Хирургический ретрактор