Устройство для формирования таблеток

Текст
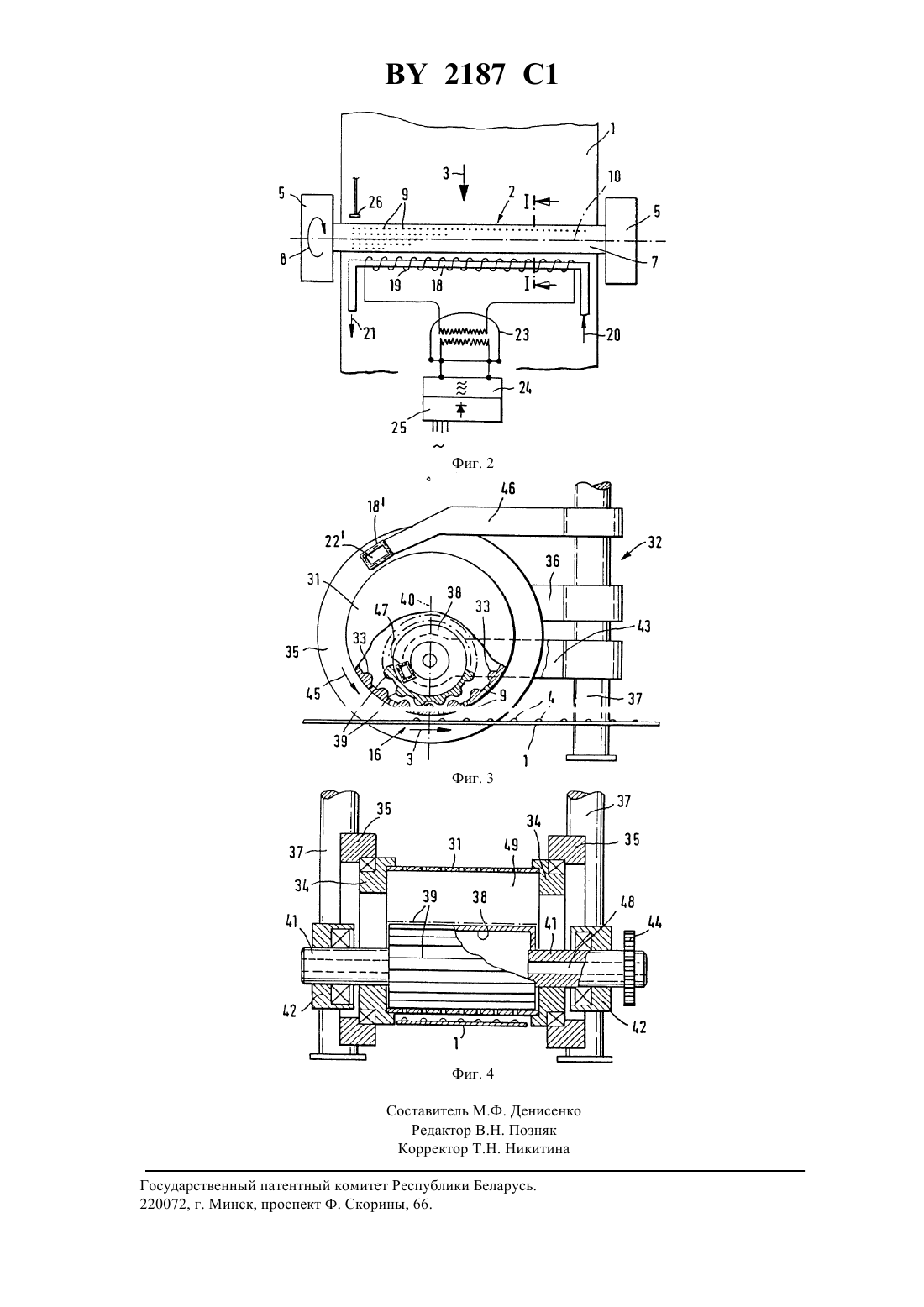
ГОСУДАРСТВЕННЫЙ ПАТЕНТНЫЙ КОМИТЕТ РЕСПУБЛИКИ БЕЛАРУСЬ УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ТАБЛЕТОК(57) 1. Устройство для формирования таблеток, содержащее установленный с возможностью вращения цилиндрический наружный резервуар из стали или подобного материала с несколькими рядами отверстий по его поверхности, эксцентрично установленный в нем выдавливающий валок с выходной зоной в нижней его части и, по меньшей мере, одно нагревательное средство для наружного резервуара и/или выдавливающего валка, отличающееся тем, что нагревательное средство выполнено с индукционным нагревателем. 2. Устройство по п. 1, отличающееся тем, что нагревательное средство выполнено в виде приспособления для индукционной закалки с катушкой. 3. Устройство по п. 2, отличающееся тем, что катушка индуктивности выполнена в виде проточной детали, размещенной параллельно наружному резервуару. 4. Устройство по п. 3, отличающееся тем, что проточная деталь выполнена в виде трубки с проходом по ней хладагента. 5. Устройство по пп. 2, 3, отличающееся тем, что проточная трубка установлена за выходной зоной выдавливающего валка по направлению вращения наружного резервуара с внешней стороны резервуара. 6. Устройство по п. 1, отличающееся тем, что оно выполнено со скребком для сбора остаточного материала на поверхности наружного резервуара, установленным за проточной трубкой по направлению вращения наружного резервуара и прилегающим к стенке резервуара. 2187 1 7. Устройство по п. 6, отличающееся тем, что скребок установлен с эксцентричным зазором относительно наружного резервуара. 8. Устройство по пп. 1-4, отличающееся тем, что внешняя стенка выдавливающего валка и внутренняя стенка резервуара выполнены с зубчатыми планками, а выдавливающий валок выполнен с проточной трубкой индукционной катушки. 9. Устройство по п. 8, отличающееся тем, что выдавливающий валок выполнен полым, а проточная трубка индукционной катушки установлена внутри полого валка. 10. Устройство по п. 9, отличающееся тем, что выдавливающий валок закреплен с помощью расположенных по его торцам цапф, выполненных с концентрично проходящим отверстием для подвода хладагента и электроэнергии к проточной трубке. Изобретение относится к устройствам для формирования таблеток из вязких, текучих масс. Последние находятся в резервуаре, по меньшей мере, с одной стальной стенкой, оснащенной несколькими рядами отверстий, а капли циклически выдавливаются через ряд отверстий в каплеобразующие формы, как только эти формы при движении стенки совместятся с невращающейся вместе со стенкой выходной зоной, причем для нагрева, в особенности, остаточной массы, еще остающейся в отверстиях, со стенкой или с выходной зоной сопряженно, по меньшей мере одно нагревательное устройство. Подобные устройства, описанные, например в 1, имеют недостаток, связанный с необходимостью чрезмерного нагрева вязкой массы, что может привести к повреждению продукта из-за его перегрева, или будет достигнута температура его вспышки или воспламенения. Наиболее близким к заявленному является устройство для формирования таблеток 2, которое содержит установленные с возможностью вращения перфорированный полый цилиндр, имеющий отверстия по всей поверхности, и эксцентрично расположенный внутри него прижимной ролик, выполненный полым и укрепленный на двух участках и вала, подающее устройство для гранулировануемого материала, установленное между цилиндром и роликом, ленточный конвейер, установленный под полым цилиндром поперек его оси. Внутренняя стенка полого цилиндра и наружная стенка прижимного ролика снабжены входящими в зацепление зубчатыми рейками и расположенными вдоль продольной оси. Подающее устройство имеет щели, направленные в сужающийся в направлении вращения зазор между полым цилиндром и прижимным роликом. Полый цилиндр снабжен нагревательным устройством, выполненным в виде массивного полуцилиндра, а полый ролик снабжен средством для подвода теплоносителя. Участки вала выполнены с каналами для подвода и отвода теплоносителя. Один из участков вала снабжен приводной шестерней. Зубчатые рейки имеют в поперечном сечении эвольвентное сечение. Ось прижимного ролика расположена в общей вертикальной плоскости с осью цилиндра. Отверстия в полом цилиндре расположены в проходящих в осевом направлении рядах и находятся у основания зубьев между двумя также проходящими в осевом направлении зубчатыми рейками, которые предусмотрены во внутреннем пространстве полого цилиндра. Аналогичным способом наружная поверхность прижимного ролика снабжена зубчатыми рейками, которые выполнены в соответствии с зубчатыми рейками полого цилиндра и поэтому входят в зацепление с зубчатыми рейками в процессе обката поверхности прижимного ролика по внутренней стенке полого цилиндра. Для этой цели размещение осуществлено так, что в зависимости от диаметра прижимного ролика и внутреннего диаметра полого цилиндра оси располагаются на расстоянии эксцентриситета, зубчатые рейки в нижней области поверхности полого цилиндра входят в зацепление друг с другом. Ниже полого цилиндра движется транспортерная лента в виде охлаждающей ленты, конвейера, направление движения которой осуществляется по касательной к направлению вращения полого цилиндра и скорость которой согласована со скоростью вращения полого цилиндра. Недостатком устройства является чрезмерный нагрев материала в связи с выполнением одного из основных нагревательных элементов в виде массивного полуцилиндра, охватывающего частично наружный резервуар в виде полого цилиндра. В этом случае не обеспечивается точная установка и поддержание на заданном уровне температуры, что может привести к нежелательному перегреву продукта, его воспламенению или даже взрыву. Поэтому в основу настоящего изобретения положена задача так модернизировать устройство названного вначале вида, что будет возможен согласованный с данным случаем применения нагрев продукта без опасности того, что он будет поврежден из-за перегрева или будет достигнута его температура вспышки или воспламенения. 2187 1 Для решения этой задачи в устройстве названного вначале вида предлагается использовать нагревательное устройство в виде индуктивно работающего нагревателя. При этом предпочтительно, чтобы нагревательное устройство было выполнено в виде индукционного закалочного устройства с катушкой индуктивности, которое сопряжено со стенкой резервуара и могло быть выполнено в виде проточной трубки,внутри которой циркулирует хладагент. В случае использования индуктивного нагрева элементы установки, выполненные из высококачественной стали или других пригодных материалов, могут нагреваться с использованием относительно простого и хорошо управляемого способа. При этом температура нагревательного устройства не будет слишком высокой. Как известно, используемая при индукционной закалке, проточная катушка может охлаждаться, что защищает ее от воздействия температур, которые могут быть слишком высокими. С другой стороны, путем подбора тока индукции можно осуществить нагрев очень простым образом. Кроме того, катушка индуктивности, выполненная в виде проточной детали, размещена параллельно наружному резервуару. Кроме того, проточная деталь выполнена в виде трубки с проходом по ней хладагента. Кроме того, проточная трубка установлена за выходной зоной выдавливающего валика по направлению вращения наружного резервуара с внешней его стороны. При этом устройство снабжено скребком для сбора остаточного материала на поверхности наружного резервуара, причем скребок установлен за проточной трубкой по направлению вращения наружного резервуара и выполнен прилегающим к его стенке. Кроме того, скребок установлен с эксцентричным зазором относительно наружного резервуара. При этом внешняя стенка выдавливающего валика и внутренняя стенка резервуара с зубчатыми планками, а выдавливающий валик выполнен с проточной трубкой индукционной катушки. Кроме того, выдавливающий валик выполнен полым, а проточная трубка индукционной катушки установлена внутри полого валика. При этом выдавливающий валик закреплен с помощью расположенных по его торцам цапф, выполненных с концентрично проходящим отверстием для подвода хладагента и электроэнергии к проточной трубке. Именно таким образом и при такой конструкции выдавливающего вязкий материал устройства можно обеспечить точный температурный режим внутреннего выдавливающего валика, и в особенности в выходной зоне и таким образом позаботиться о том, чтобы в этом месте вязкость массы, выдавливаемой для образования капель, непосредственно достигала значения, наиболее желательного для образования таблеток. Естественно, по изобретению нагревательное устройство также может быть сопряжено с движущейся лентой или взаимодействующей с ней стационарной выходной частью, в случае, если лента выполнена из индуктивного нагревательного материала, например, из стали. Ниже подробно разъясняются два примера выполнения изобретения, а заодно и работы устройства со ссылками на чертежи, на которых фиг. 1 - изображает схематически поперечное сечение формирователя таблеток по изобретению со стационарным внутренним резервуаром и вращающейся вокруг него перфорированной наружной трубой фиг. 2 - схематическое изображение формирователя таблеток по фиг. 1 при виде сверху с катушкой индуктивности для нагрева наружной трубы, однако в уменьшенном масштабе фиг. 3 - поперечное сечение, подобное фиг. 1, устройства с вращающимися, имеющим внутреннее зацепление наружным резервуаром и с установленным в нем, имеющим наружное зубчатое зацепление выдавливающим валиком фиг. 4 - схематическое продольное сечение по центральным осям двух вращающихся валков по фиг. 3. На фиг. 1 и 2, из которых фиг. 1 представляет сечение вдоль линии 1-1 фиг. 2, однако в сильно увеличенном масштабе, выше ленточного транспортера 1, выполненного в качестве охлаждающей ленты, установлен формирователь 2 капель (таблеток). Охлаждающая лента 1 движется в направлении стрелки 3 и принимает вышедший в виде капель из формирователя таблеток материал в виде таблеток 4, которые при дальнейшем движении охлаждающей ленты 1 в направлении стрелки 3 все больше и больше отверждаются и затем могут быть сняты с ленты. Формирователь 2 капель состоит из цилиндрического, стационарно закрепленного подробно непоказанным образом на расположенных по сторонам от охлаждающей ленты 1 стойках 5 внутреннего тела 6, вокруг которого установлен с возможностью вращения вокруг него цилиндрический резервуар 7 в виде трубы, который устанавливается в также подробно непоказанных опорах, вмонтированных в стойки 5 и может приводиться во вращение двигателем в направлении стрелки 8. Этот вид исполнения формирования капель сам по себе известен и поэтому подробно в деталях не описывается. Вращаемый цилиндрический наружный резервуар 7 имеет на всем своем периметре сквозные отверстия, которые рядами проходят параллельно оси 10 вращения вдоль образующих линий резервуара 7. Стационарный внутренний корпус 6 имеет осевое приточное отверстие 11 для подлежащего выдаче в виде капель материала,который к этому отверстию 11 подводится сбоку в текучем виде также подробно непоказанным из-за известности - образом. Этот вязкий, подлежащий выдаче по каплям материал поступает затем через ряд переходных каналов 12 к проходящей также параллельно оси 10 камере 13 и может оттуда подводиться через отверстие 14 3 2187 1 соплового вкладыша 15, к выполненной в виде паза в нем выходной зоне 16, оттуда затем, когда ряд отверстий циклически совпадает с выходной зоной 16, вытекает в виде капель из ряда отверстий наружу на охлаждающую ленту 1. Подвод материала к отверстиям 9 прекращается, как только ряды отверстий достигают задней по направлению 8 вращения кромки соплового вкладыша 15. Но при этом частично из-за вязкости выходящего по каплям материала образуются нити 17, которые затем при дальнейшем движении наружного резервуара 7 должны разорваться и в связи с тем, что направление 8 вращения и направление 3 движения охлаждающей ленты соответственно могут быть выбраны и согласованы друг с другом, затем падают в скопления материала в виде таблеток на охлаждающей ленте 1 и, как правило, должны с ними сплавляться. Но нельзя во всех случаях в зависимости от подлежащего выдаче по каплям материала избежать того, что все же остаточные нити останутся сцепленными с наружной поверхностью вращающегося резервуара 7,прежде всего в отверстиях остается еще остаточный материал. Поэтому следует позаботиться о том, чтобы этот остаточный материал на его пути до ближайшей точки встречи с сопловым вкладышем 15 или вернуть назад во внутреннюю полость, или по меньшей мере, так обработать, чтобы он сохранял способность к образованию капель, в противном случае могут быть нарушены функции формирователя капель, а именно, со временем могут быть забиты отверстия, так что нужно будет прерывать работу. Поэтому формирователь 2 таблеток по фиг. 1 и 2 снабжен катушкой 18 индуктивности, которая по этому примеру исполнения, в основном, соответствует проходящей параллельно средней линии вращающегося резервуара 7, прямой трубе, на которую соответственно намотаны витки 19 катушки. Образованный таким образом стержень индукционной катушки выполнен в виде полой трубы и может - само по себе известным образом снабжаться хладагентом по направлению стрелки 20, которая после прохождения по полости трубы выходит по направлению стрелки 21. Сама катушка 19 при этом известным образом эксплуатируется в виде рабочей катушки установки для индукционной закалки, причем вращающийся резервуар 7 соответствует закаливаемому инструменту, а катушка 19 через трансформатор 23 высокой частоты присоединена к источнику 24 высокочастотных колебаний, который со своей стороны предусмотрен с источником 25 питания. С вращающимся наружным резервуаром 7, кроме того, сопряжен датчик 26 температуры, чувствительная часть которого находится вблизи наружной поверхности резервуара 7. С помощью этого датчика 26 может фиксироваться и регулироваться степень нагрева или температура резервуара 7. Так как вращающийся резервуар 7 обычным образом изготавливается из высококачественной стали, то он может простым образом нагреваться с помощью индукции. Достигнутая температура может измеряться и регулироваться с помощью термодатчика 26. При этом рационально, что сама, служащая в качестве рабочей катушки проточная деталь 18 может иметь с помощью возможного охлаждения очень низкую температуру, так что требования, например, защиты от взрыва могут быть просто соблюдены. Также возможно непосредственно регулировать температуру резервуара 7, как это необходимо для выпрессовываемого продукта. При выбранном варианте исполнения также и стационарный внутренний резервуар 6 выполнен из высококачественной стали. Поэтому между ним и вращающимся наружным резервуаром 7 предусмотрен круговой зазор для снижения сил из-за трения. Внутренний резервуар 6 известным образом также еще может быть оснащен дополнительными нагревательными устройствами, например, в виде нагревательных каналов 27,омываемых горячим маслом, и может поэтому дополнительно также индуктивно нагреваться. Этот нагрев также может осуществляться управляемо с помощью термодатчика 26. Благодаря выбранному варианту исполнения становится возможным так нагревать формирователь 2 таблеток в зоне вращающегося резервуара 7 и в обращенной к нему наружной зоне внутреннего резервуара 6,что еще находящийся в отверстиях 9 после прохождения выходной зоны 16 остаточный материал может всасываться назад в эксцентричный зазор 28 между внутренним 6 и наружным 7 резервуарами, так что оттуда он перед достижением выходной зоны в способном для образования капель состоянии снова возвращаться в отверстия и затем вместе с подлежащим выдаче в виде капель материалом подается через выходную зону 16 в виде новой капли на охлаждающую ленту 1. Для дополнительной гарантии, кроме того, с наружной поверхностью резервуара 7 сопряжен скребок 29,который счищает налипший на наружную поверхность материал и передавливает его в отверстия 9, прежде чем будет достигнута выходная зона 16. Скребок 29 нагревается. Он, например, может быть снабжен проточными каналами 30 для протока горячего масла или также может нагреваться индуктивно. Фиг. 3 и 4 показывают другой пример исполнения, в котором нагрев вращающегося наружного тела и или вращающегося внутреннего тела также происходит индуктивно. На фиг. 3 и 4 выше двигающийся в направлении стрелки 3 охлаждающей ленты 1 установлен на раме 32 цилиндрический валок 31, который на своей внутренней поверхности оснащен проходящими аксиально зубчатыми полосами 33. Между соответственно двумя соседними зубчатыми полосами предусмотрены отверстия 9, которые расположены так же, как и в варианте исполнения по фиг. 1 в виде соответственно рядов отверстий, проходящих вдоль образующей. Этот наружный валок 31, который на фиг. 4 соответственно своими торцами зафиксирован в опорных кольцах 34, и, естественно, также может иметь аксиально большую длину, чем представлено на фиг. 4, этими 2187 1 опорными кольцами 34 крепится в кольцах-держателях 35, которые, со своей стороны, зафиксированы через опорные плечи 36 на несущих колоннах 37 раны 32. Внутри вращающегося наружного валка 31 установлен также вращающийся выдавливающий валок 38, который по всей своей наружной поверхности оснащен зубчатыми планками 39, которые соответствуют зубчатым планкам 33 наружного валка 31 и с этими планками входят в зацепление в зоне вертикальной плоскости 40, которая перпендикулярна охлаждающей ленте 1. Выдавливающий валок 38 выполнен полым и с помощью выступающих по обе стороны опорных цапф 41 закреплен в опорных кольцах 42, которые в свою очередь через несущие плечи 43 закреплены на колоннах 37. Одна из опорных цапф оснащена приводной шестерней 44, так что с помощью этой приводной шестерни 44 выдавливающий валок 38 и находящийся с ним в зацеплении наружный валок 31 могут быть приведены во вращение в направлении стрелки 45. Как и в примере исполнения по фиг. 1 направление вращения двух валков 31 и 38 выбрано так, что касательная к направлению движения в зоне вертикальной плоскости 40 совпадает с направлением 3 движения охлаждающей ленты 1. С наружным валком 31 дополнительно - подобно тому, как в примере исполнения по фиг. 1 и 2 - сопряжена катушка 18 индуктивности, которая таким же образом имеет пронизываемую хладагентом полость 22 и конструкцию катушки по фиг. 2, но которая еще раз не представлена отдельно. Катушка 18 индуктивности закрепляется с помощью крепежных плеч 46 на колоннах 37. Крепежные плечи 46 при этом могут быть одновременно предусмотрены в качестве магистралей для подвода хладагента и снабжены также электрическими подводящими кабелями. С выдавливающим валком 38 в этом примере исполнения также сопряжена индукционная катушка 47, подводящие магистрали которой как для электроэнергии, так и для хладагента подробно непоказанным образом выполнены внутри полого выдавливающего валка 38 и внутри цапф 41, предусматриваемых с проходящими аксиально отверстиями 48. Поэтому, если наружный валок 31 и выдавливающий валок 38 выполняются из ферритового материала, например, из содержащей углерод стали или чугуна, то тогда может быть обеспечен также и при таком варианте исполнения очень точный нагрев и поддержание температуры находящихся в зацеплении друг с другом вращающихся тел и, тем самым, также и выдавливаемого материала, который аксиально вводится в промежуток 49 между выдавливающим валком 38 и наружным валком 31. В этом варианте исполнения материал за выходной зоной 16, которая соответствует зоне в вертикальной плоскости 40 выше охлаждающей ленты 1, с помощью снова удаляющихся друг от друга зубчатых планок отсасывается назад в отверстия, но это происходит только тогда, когда текучесть материала сохраняется достаточной. Поэтому и здесь важен нагрев наружного валка 31. Установка катушки 47 индуктивности дает большое преимущество, заключающееся в том, что становится возможным нагрев материала в зоне, которая лежит непосредственно перед выходной зоной 16, так что на месте выхода может быть обеспечена и сохранена соответственно точно та вязкость подлежащего выдавливанию материала, которая будет оптимальной при образовании капель. Естественно также, что и в варианте исполнения по фиг. 3 и 4 с наружным валком и или с внутренним валком может быть сопряжен термодатчик для управления нагревом. Также возможно установить дополнительно к размещенной внутри (валка) катушке 47 индуктивности, сопряженную с выдавливающим валком 38 еще одну катушку индуктивности в промежутке 48 между наружным валком 31 и выдавливающим валком 38. Фиг. 4 оставитель М.Ф. Денисенко Редактор В.Н. Позняк Корректор Т.Н. Никитина Государственный патентный комитет Республики Беларусь. 220072, г. Минск, проспект Ф. Скорины, 66. 6
МПК / Метки
МПК: B01J 2/20
Метки: формирования, таблеток, устройство
Код ссылки
<a href="https://by.patents.su/6-2187-ustrojjstvo-dlya-formirovaniya-tabletok.html" rel="bookmark" title="База патентов Беларуси">Устройство для формирования таблеток</a>
Способ получения таблеток
Номер патента: 252
Опубликовано: 30.12.1994
Авторы: Клаус Леммерхирт, Сигфрид Ланг, Роше Гюнтер Климеш, Аксель Саннер, Ханс-Хельмут Герц, Рейнхард Шпенглер
МПК: A61K 9/22
Метки: способ, получения, таблеток
Текст:
...(см. табл. 1).Из полученных таблеток действующее начало полностью выделяется (в искусственном желудочном соке) в случае примеров 6 и 7 в течение менее 30 мин в случае примеров 8 и 9 в течение 1-2 ч. в случае примера 10 более чем через.2 ч. В случае примера 11 РР содержит 10 мас. стеарилового спирта ивремя выделения действующего начала составляет 8 ч.П р и м е р ы 12-14. 36 ч. сополимера со значением К 30. состоящего из 60 мас....
Устройство для формирования уха рессоры
Номер патента: 1019
Опубликовано: 15.12.1995
Авторы: Дроздов Феликс Николаевич, Греченко Александр Павлович, Хурсик Леонид Кириллович, Соколовский Игорь Феликсович
Метки: устройство, уха, формирования, рессоры
Текст:
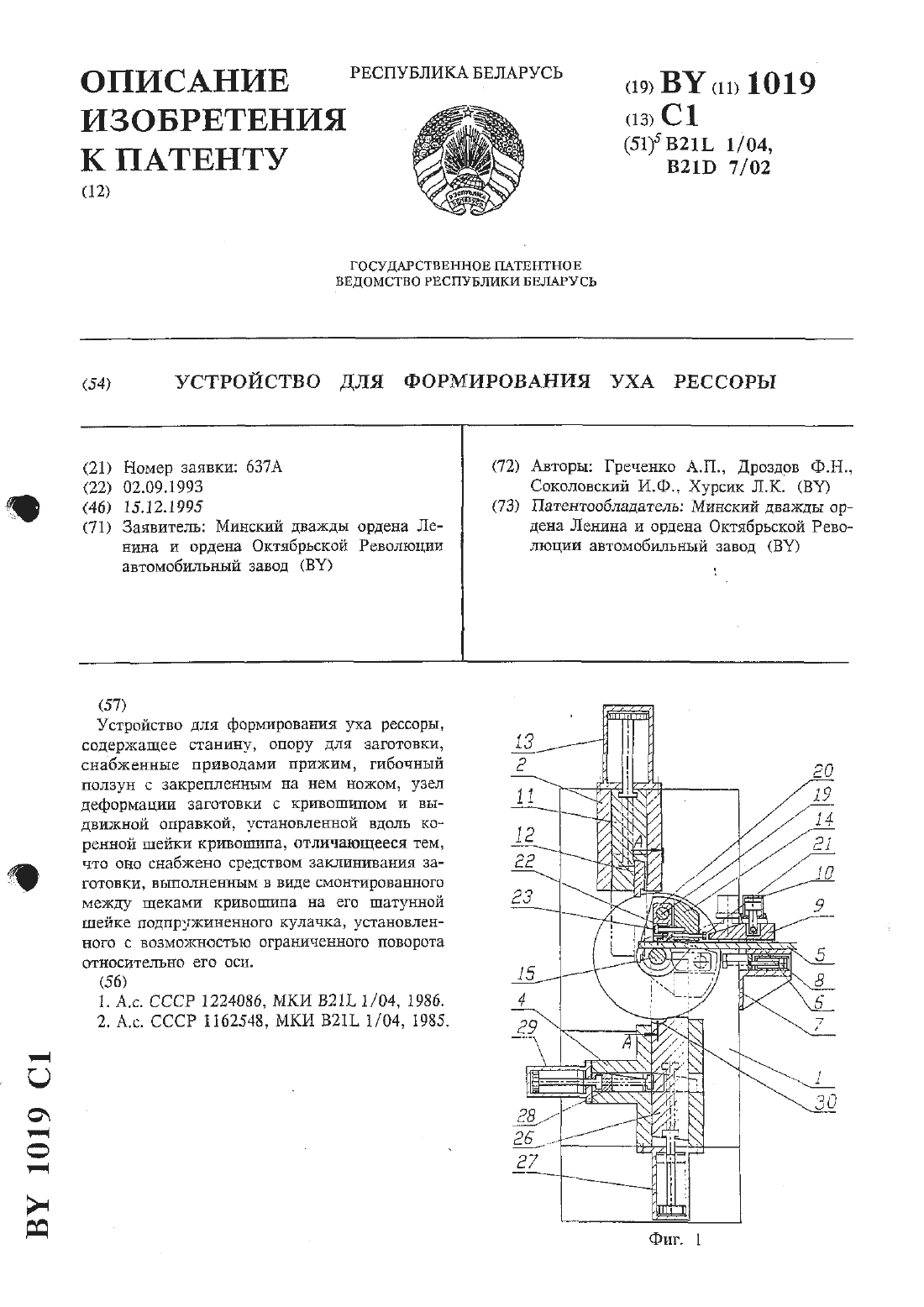
...для формирования уха рессоры содержит станиту 1 с направляющими 2, 3, 4. На боковой стенке станины 1 смонтирована опора для заготовки 5 в виде каретки б. расположенной в направляющих кронштейна 7 и приводимой от силового цилиндра 8. Опора снабжена прижимом 9, размещенным на каретке б, приводимым от силового Цилиндра 10. В направляющих 2 расположен гибочный ползун 11 с закрепленным на нем ножом 12,Перемещаемый силовым цилиндром 13. В...
Устройство для формирования труб из термопластичного материала
Номер патента: 418
Опубликовано: 30.03.1995
Авторы: Сидоренко Ф. Д., Гайдук В. Ф., Шустов В. П., Горбачев Ю. И., Сиканевич А. В.
МПК: B29C 41/08, B29C 67/20
Метки: труб, материала, термопластичного, устройство, формирования
Текст:
...вошли в контактнейшем автоматическим съем трубы производится следующим образом. При прибпиженииоправки 1 в крайнее нижнее положение шток 20 упирается в толкатель 12, который посредством гайюи 11 по допол мещается вверх с большей скоростью. чем скорость поступательного перемещения оправки 1. Это позволяет исключить разнотолщинностъ трубы и оплаврение участков. которые формуются в момент съема трубы с оправки 1. что повышает качество труб. Для...
Устройство для формирования трубчатого рукава из гибкого пленочного материала
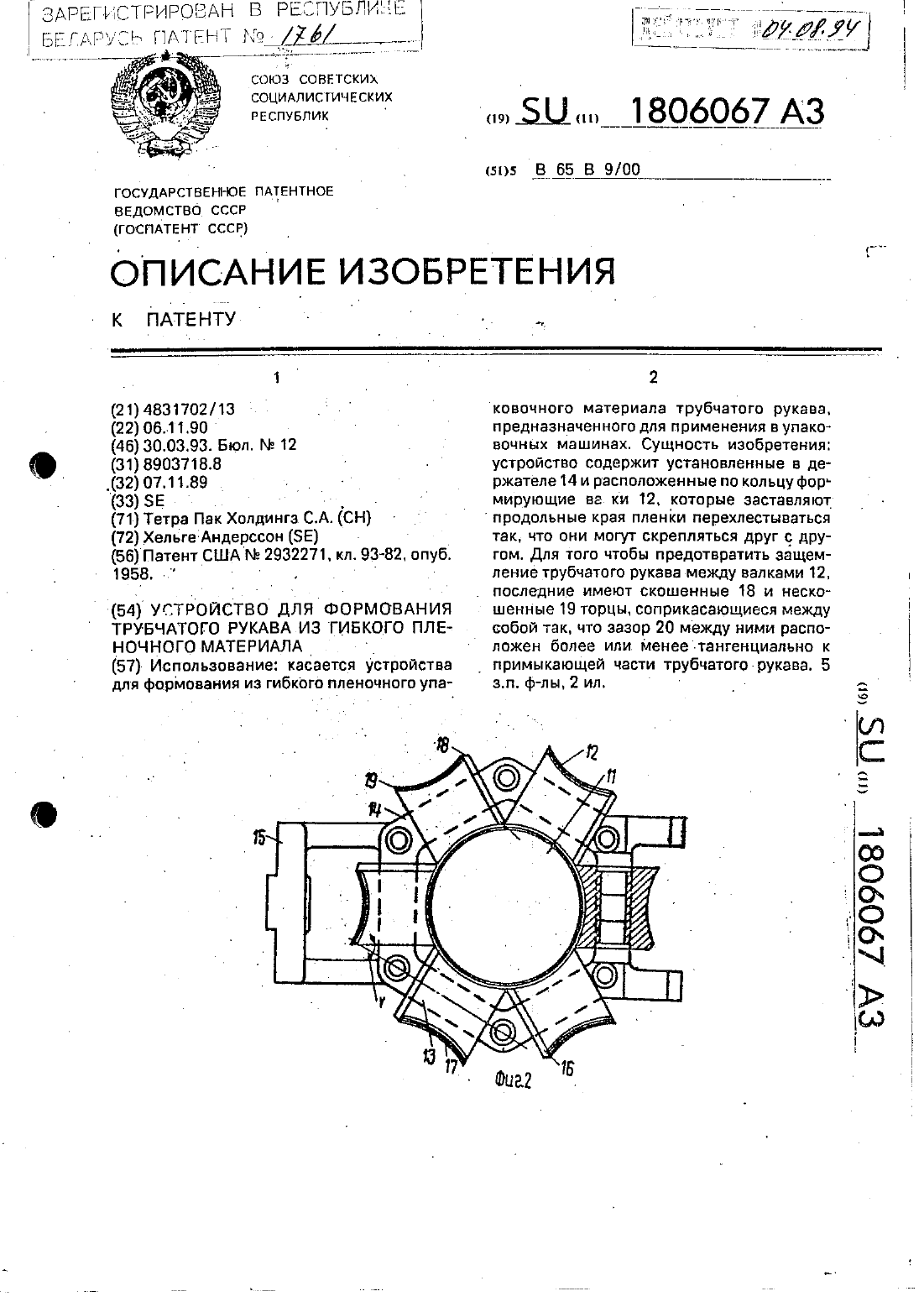
Номер патента: 1761
Опубликовано: 30.09.1997
Автор: Хельге Андерссон
МПК: B65B 9/00
Метки: формирования, гибкого, пленочного, материала, рукава, устройство, трубчатого
Текст:
...контейнеры или коробки. которым. с помощью дополнитель ной формовочной работы, может быть при-Устройство для формования трубыб. со- гласно настоящему изобретению. расположенное в описанной упаковочной машине. показано более детально на фиг.2. Проход для материала 11 располагается по центрув устройстве. причем этот проход по суще- уству круглый. И через НЕГО УПКОВОЧНЫЙ материал вовремя процесса преобразования перемещается непрерывно...
Устройство формирования сигнала динамического сведения лучей цветного кинескопа
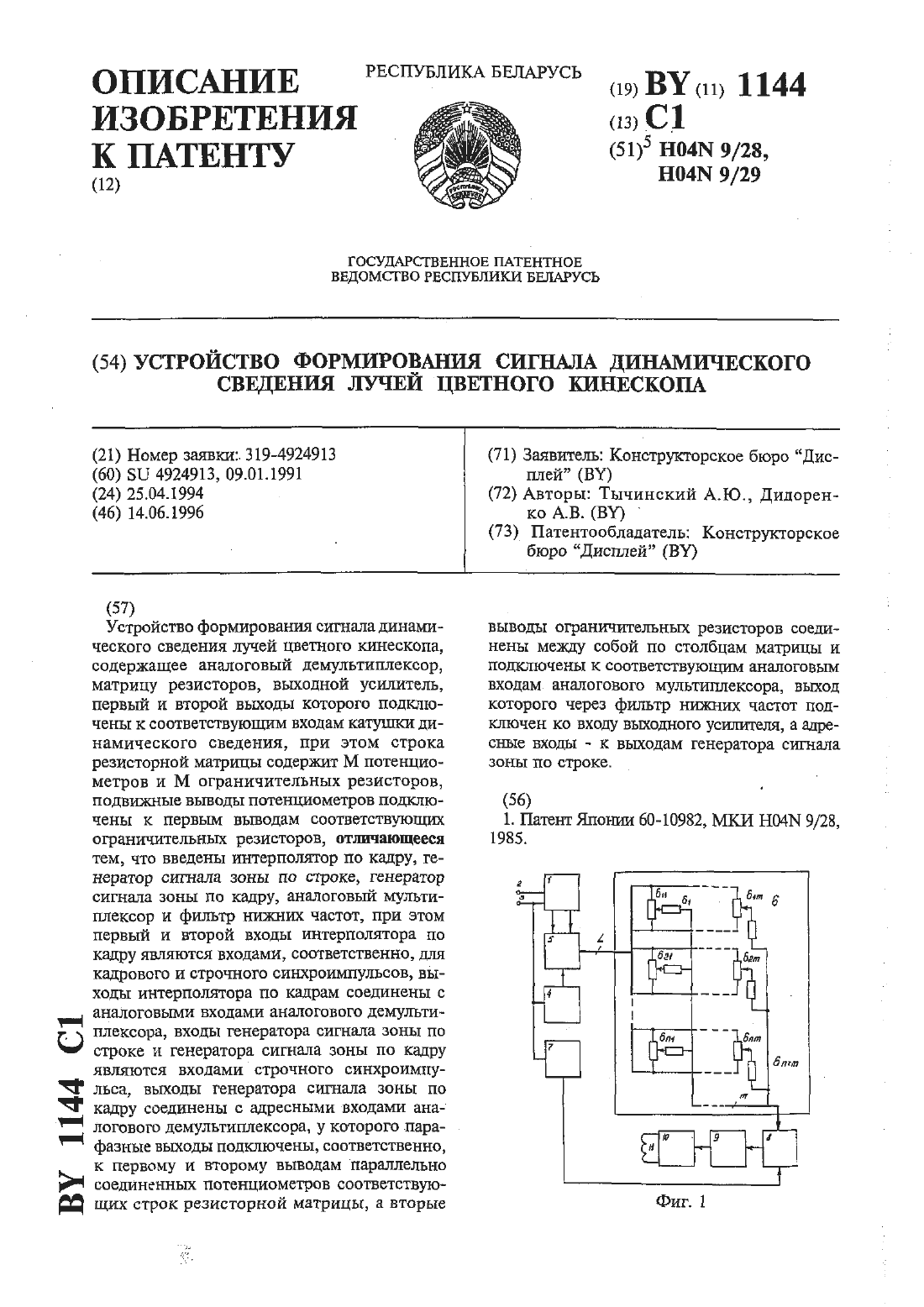
Номер патента: 1144
Опубликовано: 14.06.1996
Авторы: Тычинский Александр Юльевич, Дидоренко Александр Витальевич
Метки: лучей, кинескопа, формирования, динамического, устройство, сигнала, цветного, сведения
Текст:
...рассматриваемое устройство) по их формированию.Задача изобретения - устранение зависимости межпу любыми регулировками, т.е. обеспечение алгоритма регулировки сведения,при котором каждый потенциометр регулируется не более одного раза, а следовательно упрощается процесс регулировки сведения, а также общая схема ТВ приемника или видеомонитора за счет отсутствия в них дополнительных формирователей гармонических напряжений с частотами кратными...
Предыдущий патент: Мембрана пресса для разделения жидких и твердых веществ
Следующий патент: Средство дозировки предназначенного для ингаляции лекарственного препарата
Случайный патент: Способ производства мягкого сыра (варианты)