Способ изготовления поршня двигателя внутреннего сгорания
Номер патента: 10263
Опубликовано: 28.02.2008
Авторы: Волочко Александр Тихонович, Жданович Олег Егорович, Овчинников Владимир Васильевич, Ласковнев Александр Петрович
Текст
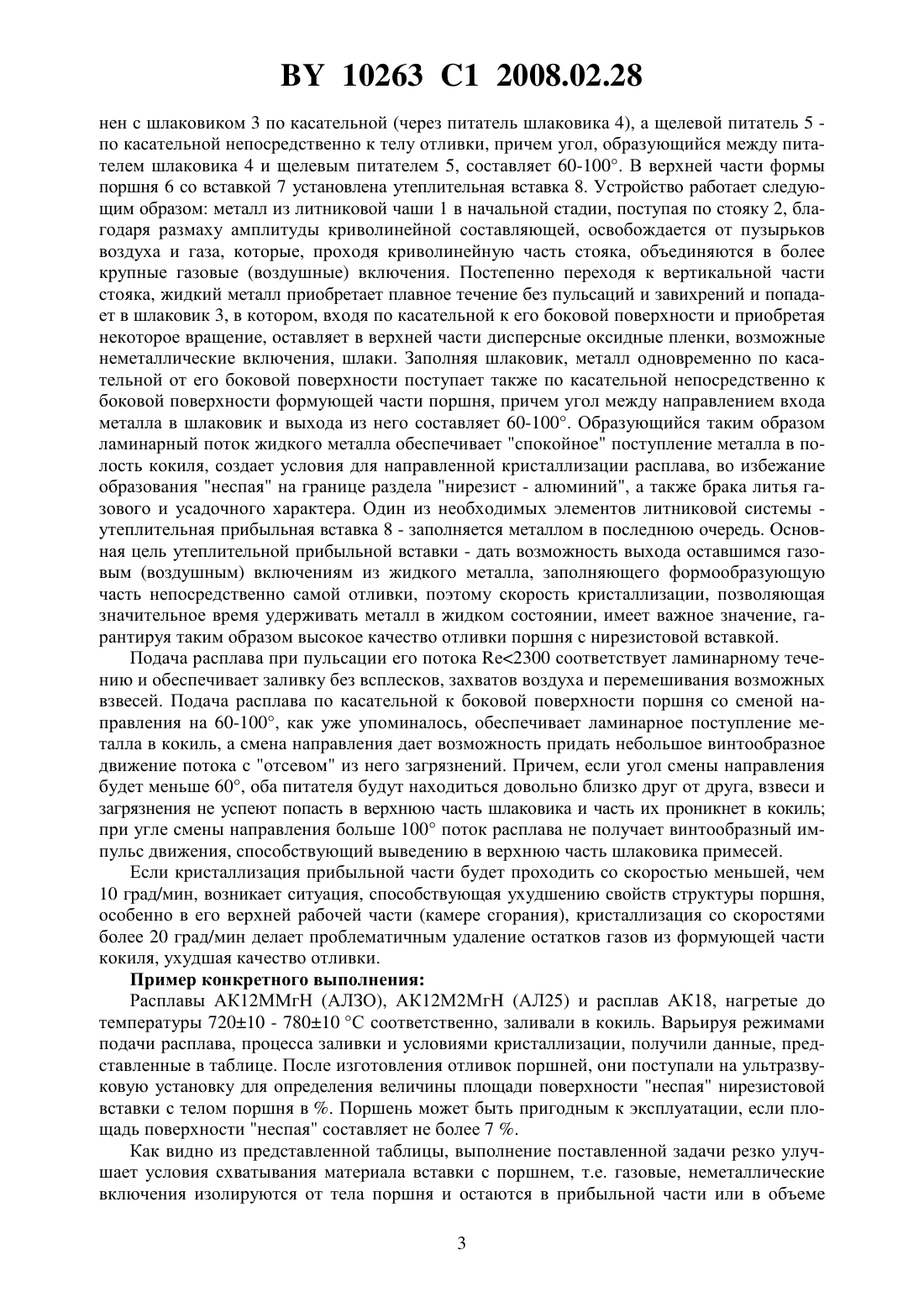
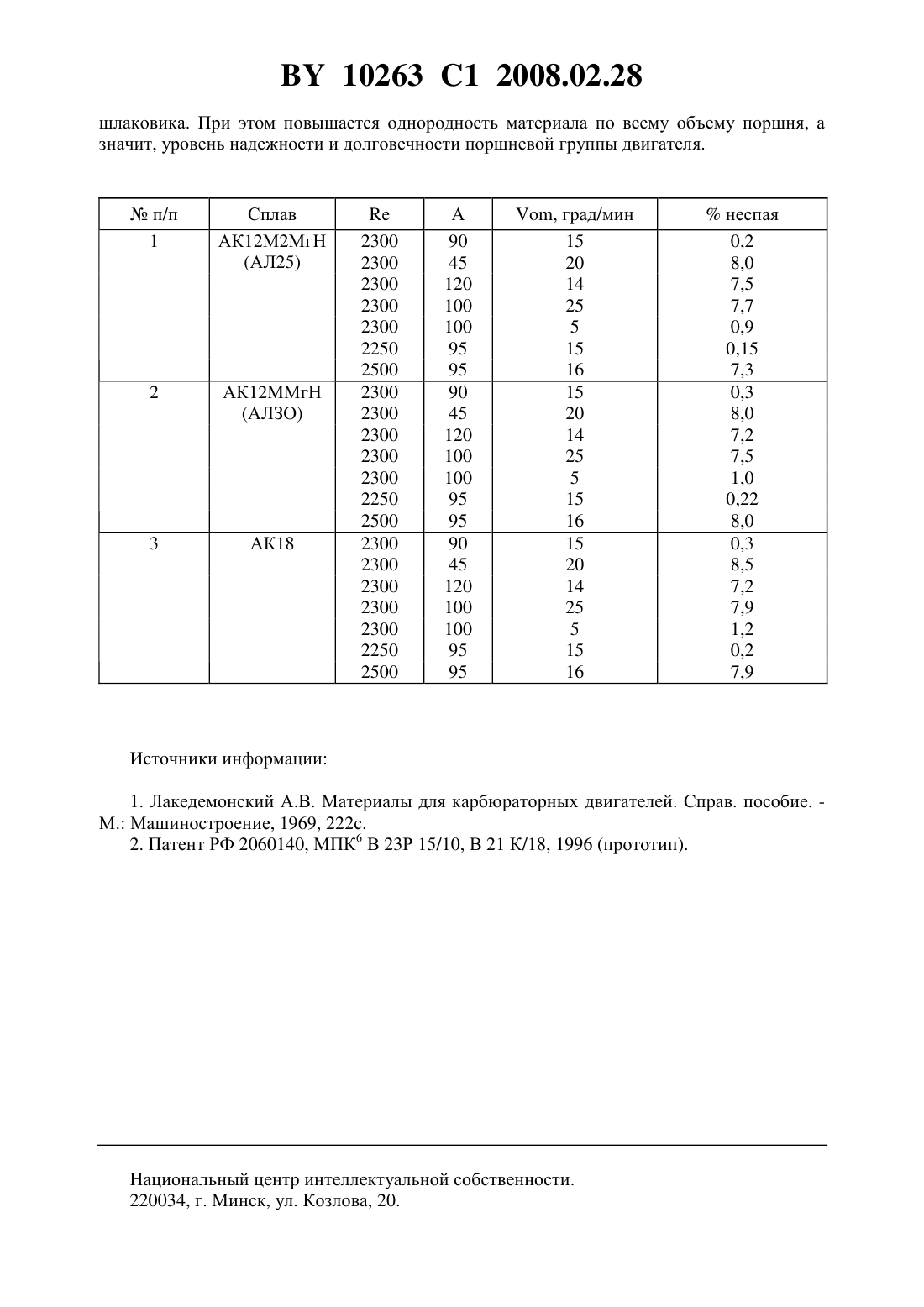
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ(71) Заявитель Производственное республиканское унитарное предприятие Минский моторный завод(72) Авторы Жданович Олег Егорович Ласковнев Александр Петрович Овчинников Владимир Васильевич Волочко Александр Тихонович(73) Патентообладатель Производственное республиканское унитарное предприятие Минский моторный завод(57) Способ изготовления поршня двигателя внутреннего сгорания, заключающийся в том,что устанавливают нирезистовое алитированное кольцо-вставку в кокиль, фиксируют кольцо-вставку с помощью выступов и соединяют его с телом поршня путем подачи в кокиль расплава и его кристаллизации, причем перед подачей в кокиль направление потока расплава меняют на 60-100, расплав в кокиль подают по касательной плоскости к его поверхности, формующей боковую поверхность поршня, и образующийся при этом поток расплава характеризуется критерием Рейнольдса 2300, а кристаллизацию расплава в прибыльной части отливки осуществляют со скоростью охлаждения 10-20 град/мин. 10263 1 2008.02.28 Изобретение относится к литью алюминиевых сплавов, в частности к получению поршня двигателя внутреннего сгорания с упрочняющей вставкой из высоколегированного аустенитного чугуна - нирезиста - под верхнее компрессионное кольцо поршня. В алюминиевых поршнях двигателей с большим числом оборотов коленчатого вала часто наблюдается смятие и преждевременный износ канавки, в которой размещается верхнее компрессионное кольцо. Наиболее целесообразное решение проблемы местного повышения прочности было найдено в изготовлении биметаллических поршней с упрочняющей вставкой под верхнее компрессионное кольцо 1. При этом упрочняющую вставку предварительно алюминируют (алитируют) в расплаве алюминия со специальными присадками, улучшающими смачиваемость расплава, тормозящими образование и рост промежуточных интерметаллических фаз и защищающими слой покрытия от окисления. Перед алитированием упрочняющую вставку тщательно обезжиривают, промывают и сушат до удаления влаги. Заливку алюминиевого матричного сплава в собранный и разогретый кокиль производят после установки в него вставки. Операция выемки вставки из ванны алитирования и установки ее в кокиль должна производиться в максимально короткий срок (не более 30 с) 1. Однако и при тщательном соблюдении известной технологии 1 очень трудно обеспечить прочную связь вставки с телом поршня. И хотя материал вставки (нирезист) имеет очень близкий коэффициент линейного расширения с алюминиевым сплавом (эвтектический или заэвтектический силумин), вставку часто окружают воздушные пузыри, частицы оксидов, приводящие к постепенному отслоению упрочняющей вставки от тела поршня во время эксплуатации и даже отрыву головки поршня от юбки по месту расположения упрочняющей вставки. При получении поршня согласно 2, выбранного нами в качестве прототипа, где нирезистовую вставку фиксируют выступами, расположенными на внутренней боковой поверхности рабочих полостей втулки и днища матрицы, заливку жидкого металла производят перед последующей жидкой штамповкой, в процессе которой осуществляют прошивку боковых отверстий поршня с одновременной нижней подпрессовкой, при этом в процессе штамповки, прошивки боковых отверстий и нижней подпрессовки осуществляют кристаллизацию металла под давлением. Однако при этом воздух, захваченный при заливке расплавом, оказывается запертым и часто проникает на границу раздела вставка - тело поршня, увеличивая риск неспая вставки, причем распределенные частицы оксидов и неметаллических включений также,не имея выхода из расплава, кристаллизуются в теле поршня, увеличивая его неоднородность по составу и ухудшая условия схватывания вставки с поршнем. При заполнении формы расплавом с турбуляциями 2300 возникающие пульсации заливаемого металла способствуют в той или иной степени образованию и концентрации воздушных и газовых пор, а также взвешенных частиц оксидов в теле поршня. Задача изобретения заключается в минимизации включений оксидов и остаточных газовых и воздушных включений, изоляции или выведении их из тела отливки поршня (в прибыльную часть). Решение задачи достигается тем, что в способе изготовления поршня двигателей внутреннего сгорания устанавливают нирезистовое алитированное кольцо-вставку в кокиль, фиксируют кольцо-вставку с помощью выступов и соединяют его с телом поршня путем подачи в кокиль расплава и его кристаллизации, причем перед подачей в кокиль направление потока расплава меняют на 60-100, расплав в кокиль подают по касательной плоскости к его поверхности, формующей боковую поверхность поршня, и образующийся при этом поток расплава характеризуется критерием Рейнольдса 2300, а кристаллизацию расплава в прибыльной части отливки осуществляют со скоростью охлаждения 10-20 град/мин. Способ может осуществляться по представленной схеме. На фигуре представлена литниковая чаша 1 со стояком 2, выполненным в виде гусиной шейки, который соеди 2 10263 1 2008.02.28 нен с шлаковиком 3 по касательной (через питатель шлаковика 4), а щелевой питатель 5 по касательной непосредственно к телу отливки, причем угол, образующийся между питателем шлаковика 4 и щелевым питателем 5, составляет 60-100. В верхней части формы поршня 6 со вставкой 7 установлена утеплительная вставка 8. Устройство работает следующим образом металл из литниковой чаши 1 в начальной стадии, поступая по стояку 2, благодаря размаху амплитуды криволинейной составляющей, освобождается от пузырьков воздуха и газа, которые, проходя криволинейную часть стояка, объединяются в более крупные газовые (воздушные) включения. Постепенно переходя к вертикальной части стояка, жидкий металл приобретает плавное течение без пульсаций и завихрений и попадает в шлаковик 3, в котором, входя по касательной к его боковой поверхности и приобретая некоторое вращение, оставляет в верхней части дисперсные оксидные пленки, возможные неметаллические включения, шлаки. Заполняя шлаковик, металл одновременно по касательной от его боковой поверхности поступает также по касательной непосредственно к боковой поверхности формующей части поршня, причем угол между направлением входа металла в шлаковик и выхода из него составляет 60-100. Образующийся таким образом ламинарный поток жидкого металла обеспечивает спокойное поступление металла в полость кокиля, создает условия для направленной кристаллизации расплава, во избежание образования неспая на границе раздела нирезист - алюминий, а также брака литья газового и усадочного характера. Один из необходимых элементов литниковой системы утеплительная прибыльная вставка 8 - заполняется металлом в последнюю очередь. Основная цель утеплительной прибыльной вставки - дать возможность выхода оставшимся газовым (воздушным) включениям из жидкого металла, заполняющего формообразующую часть непосредственно самой отливки, поэтому скорость кристаллизации, позволяющая значительное время удерживать металл в жидком состоянии, имеет важное значение, гарантируя таким образом высокое качество отливки поршня с нирезистовой вставкой. Подача расплава при пульсации его потока е 2300 соответствует ламинарному течению и обеспечивает заливку без всплесков, захватов воздуха и перемешивания возможных взвесей. Подача расплава по касательной к боковой поверхности поршня со сменой направления на 60-100, как уже упоминалось, обеспечивает ламинарное поступление металла в кокиль, а смена направления дает возможность придать небольшое винтообразное движение потока с отсевом из него загрязнений. Причем, если угол смены направления будет меньше 60, оба питателя будут находиться довольно близко друг от друга, взвеси и загрязнения не успеют попасть в верхнюю часть шлаковика и часть их проникнет в кокиль при угле смены направления больше 100 поток расплава не получает винтообразный импульс движения, способствующий выведению в верхнюю часть шлаковика примесей. Если кристаллизация прибыльной части будет проходить со скоростью меньшей, чем 10 град/мин, возникает ситуация, способствующая ухудшению свойств структуры поршня,особенно в его верхней рабочей части (камере сгорания), кристаллизация со скоростями более 20 град/мин делает проблематичным удаление остатков газов из формующей части кокиля, ухудшая качество отливки. Пример конкретного выполнения Расплавы АК 12 ММгН (АЛЗО), АК 12 М 2 МгН (АЛ 25) и расплав АК 18, нагретые до температуры 72010 - 78010 С соответственно, заливали в кокиль. Варьируя режимами подачи расплава, процесса заливки и условиями кристаллизации, получили данные, представленные в таблице. После изготовления отливок поршней, они поступали на ультразвуковую установку для определения величины площади поверхности неспая нирезистовой вставки с телом поршня в . Поршень может быть пригодным к эксплуатации, если площадь поверхности неспая составляет не более 7 . Как видно из представленной таблицы, выполнение поставленной задачи резко улучшает условия схватывания материала вставки с поршнем, т.е. газовые, неметаллические включения изолируются от тела поршня и остаются в прибыльной части или в объеме 3 10263 1 2008.02.28 шлаковика. При этом повышается однородность материала по всему объему поршня, а значит, уровень надежности и долговечности поршневой группы двигателя. Источники информации 1. Лакедемонский А.В. Материалы для карбюраторных двигателей. Справ. пособие. М. Машиностроение, 1969, 222 с. 2. Патент РФ 2060140, МПК 6 В 23 Р 15/10, В 21 К/18, 1996 (прототип). Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: B22D 15/00
Метки: способ, внутреннего, поршня, двигателя, изготовления, сгорания
Код ссылки
<a href="https://by.patents.su/4-10263-sposob-izgotovleniya-porshnya-dvigatelya-vnutrennego-sgoraniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления поршня двигателя внутреннего сгорания</a>
Способ работы поршневого двигателя внутреннего сгорания с продолженным расширением и двигатель внутреннего сгорания для его осуществления
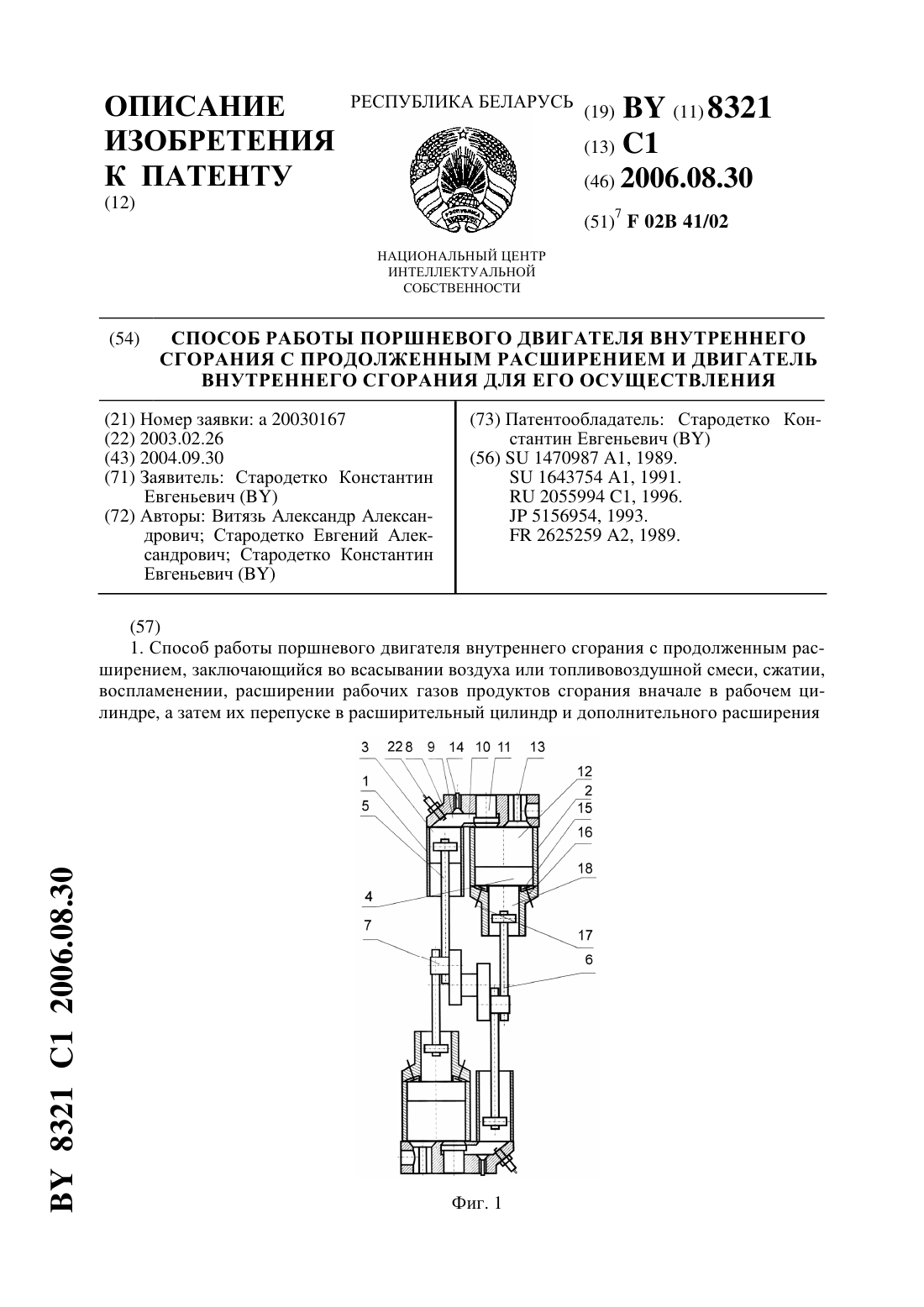
Номер патента: 8321
Опубликовано: 30.08.2006
Авторы: Стародетко Евгений Александрович, Стародетко Константин Евгеньевич, Витязь Александр Александрович
МПК: F02B 41/02
Метки: работы, продолженным, двигателя, сгорания, двигатель, осуществления, поршневого, способ, внутреннего, расширением
Текст:
...смеси, а расширительная камера снабжена клапанами, один из которых соединяет ее с общей камерой сгорания, а другой - с выхлопом. Поставленная задача решается также и тем, что цилиндры двигателя и компрессора установлены параллельно друг другу в одном блоке и снабжены общей головкой с камерой сгорания, а их поршни установлены в противофазе и связаны шатунами с шатунными шейками одного коленчатого вала, образуя рабочую секцию....
Способ работы поршневого двигателя внутреннего сгорания и поршневой двигатель внутреннего сгорания
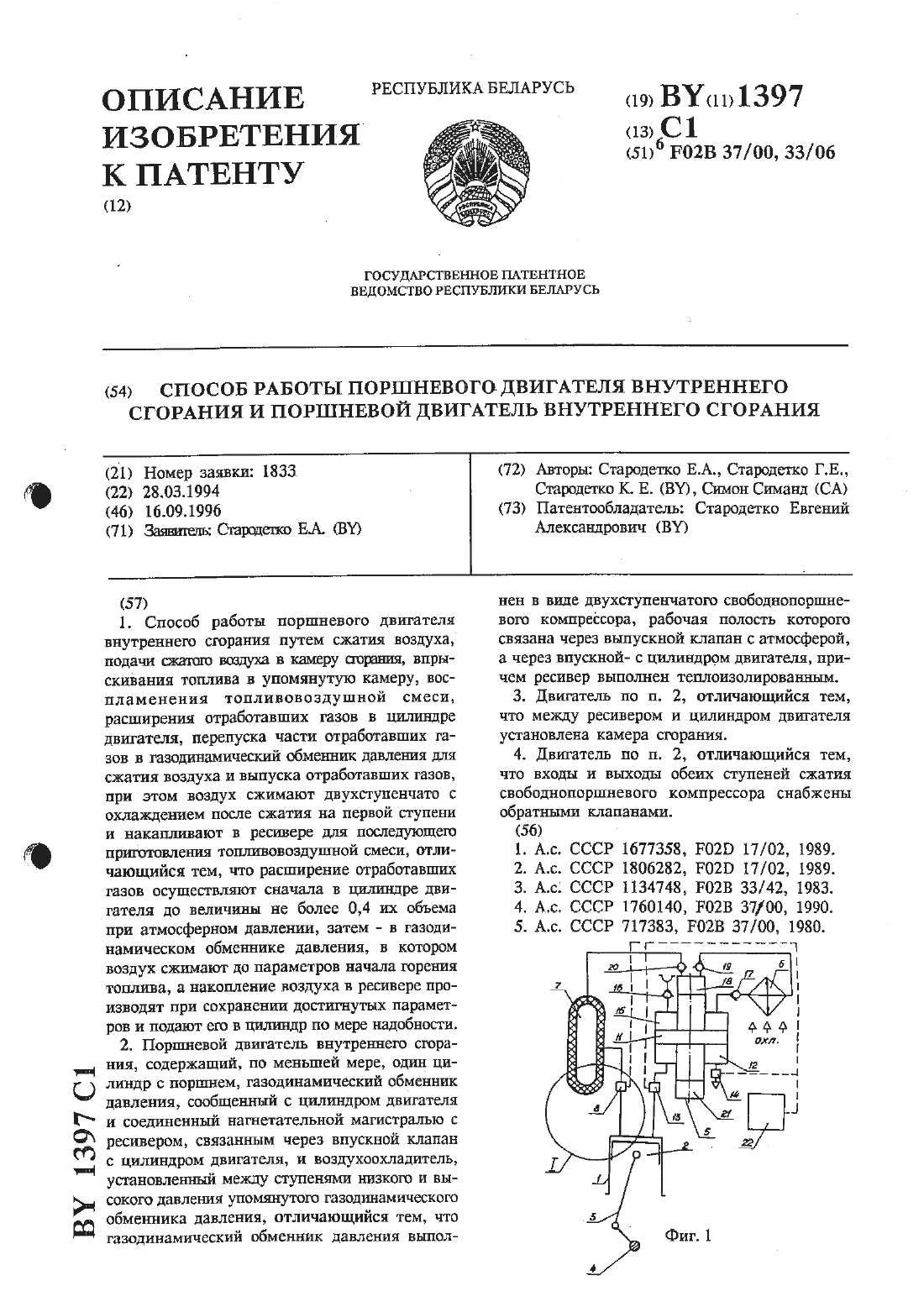
Номер патента: 1397
Опубликовано: 16.09.1996
Авторы: Симон Симанд, Стародетко Евгений Александрович, Стародетко Георгий Евгеньевич, Стародетко Константин Евгеньевич
МПК: F02B 33/06, F02B 37/00
Метки: поршневого, поршневой, внутреннего, работы, сгорания, двигателя, двигатель, способ
Текст:
...рабочих газов в газодинамический обменник давления для сжатия воздуха и выпуска отработавших газов, при этом воздух сжимают двухступенчато с охлаждением после сжатия на первой ступени и накапливают в ресивере для последующего приготовления тошшвовоздушной смеси, согласно изобретению, расширение рабочих газов осуществляют сначала в цилиндре двигателя до ведгичины не более 0,4 их объема при атмосферном давлении, а затем - в газоДИННМИЧЕСКОМ...
Литейный сплав для седла клапана двигателя внутреннего сгорания и способ изготовления седла клапана
Номер патента: 5509
Опубликовано: 30.09.2003
Авторы: Жданович Олег Егорович, Комаров Олег Сидорович, Волочко Александр Тихонович, Ласковнев Александр Петрович, Дудецкая Лариса Романовна, Комаров Дмитрий Олегович
МПК: C21D 5/00, C22C 38/58
Метки: клапана, сгорания, внутреннего, двигателя, изготовления, способ, сплав, литейный, седла
Текст:
...менее 0,15 этот эффект не достигается, а увеличение ее более чем 0,25 ведет к неоправданному удорожанию сплава. Для достижения высокой износостойкости седел клапанов ДВС при заданной твердости 3540 НКС и удовлетворительной обрабатываемости резанием предлагается в известном способе получения седел клапанов, включающем получение литой заготовки, из предлагаемого сплава, ее термическую и механическую обработку, при термической обработке...
Поршень двигателя внутреннего сгорания
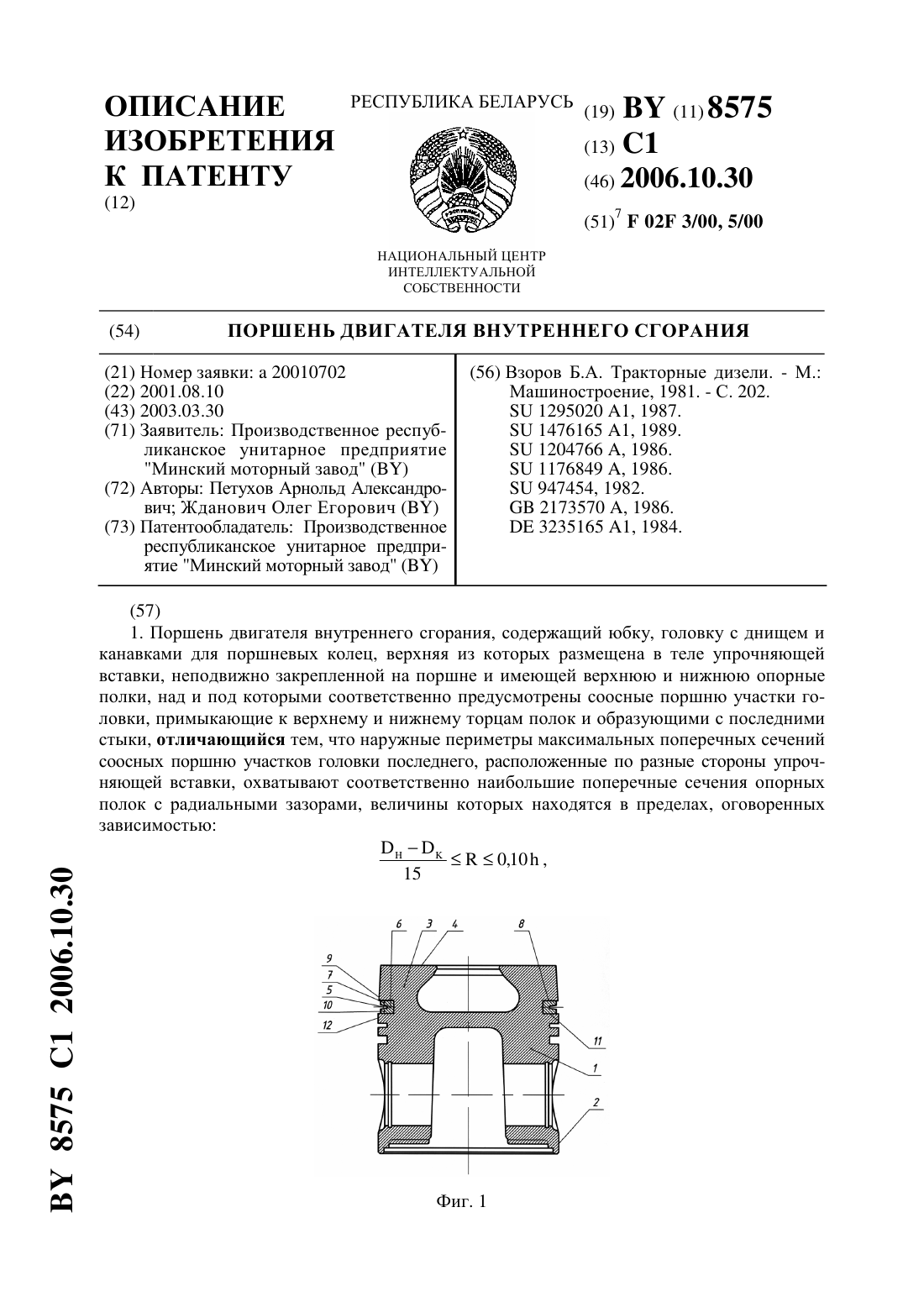
Номер патента: 8575
Опубликовано: 30.10.2006
Авторы: Петухов Арнольд Александрович, Жданович Олег Егорович
Метки: внутреннего, двигателя, сгорания, поршень
Текст:
...затратам в производстве и снижению долговечности ЦПГ (как следствие и использующего двигатель агрегата) в рядовой эксплуатации. Для снижения проявления вышеуказанных отрицательных факторов (в основном прихват и клинение поршней) используют щадящие режимы обкатки, зеркало цилиндра с пониженной твердостью (что ухудшает прочностные и износные характеристики последнего), добавляют специальные присадки в масла, наносят специальные приработочные...
Способ работы двигателя внутреннего сгорания
Номер патента: 8639
Опубликовано: 30.12.2006
Автор: Антоненко Александр Николаевич
МПК: F02B 41/02
Метки: внутреннего, двигателя, способ, сгорания, работы
Текст:
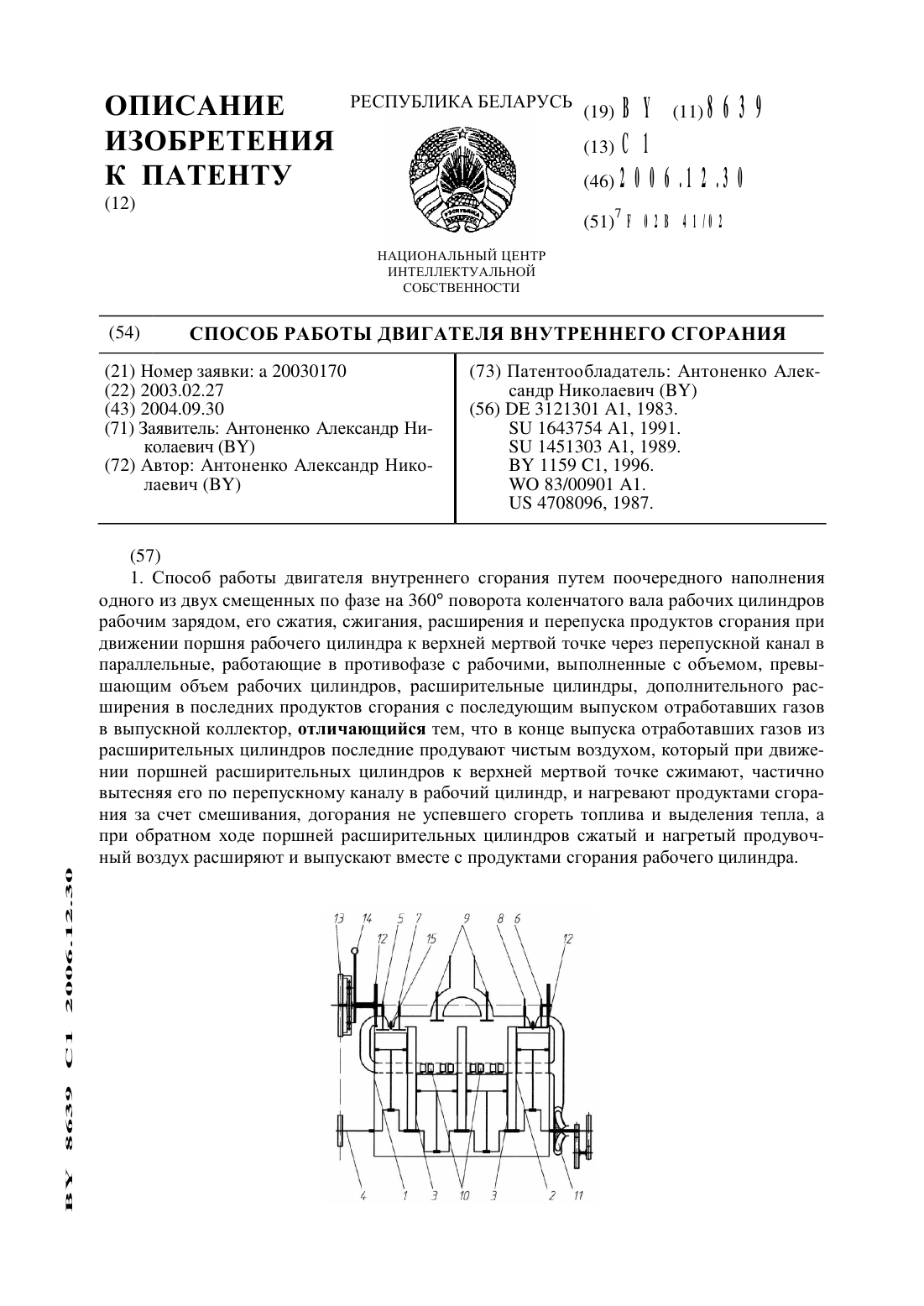
...и уменьшение насосных потерь в процессе впуска, что позволит разработать экономичные, экологически безопасные тепловые двигатели, обеспечивающие полноту сгорания топлива до конечных безвредных для окружающей среды продуктов сгорания.На фигуре представлена схема двигателя, работающего по предлагаемому способу.Двигатель внутреннего сгорания с повышенной степенью расширения содержит, по меньшей мере, один модуль из двух рабочих цилиндров 1 и...
Предыдущий патент: Способ выполнения дыхательного упражнения для тренировки организма
Следующий патент: Способ восстановительного отжига дисперсных металлоотходов
Случайный патент: Почвообрабатывающий рабочий орган