Способ получения износостойкого металлического покрытия на деталях трибосопряжений
Номер патента: 11663
Опубликовано: 28.02.2009
Авторы: Кукареко Владимир Аркадьевич, Белоцерковский Марат Артемович, Прядко Александр Сергеевич
Текст
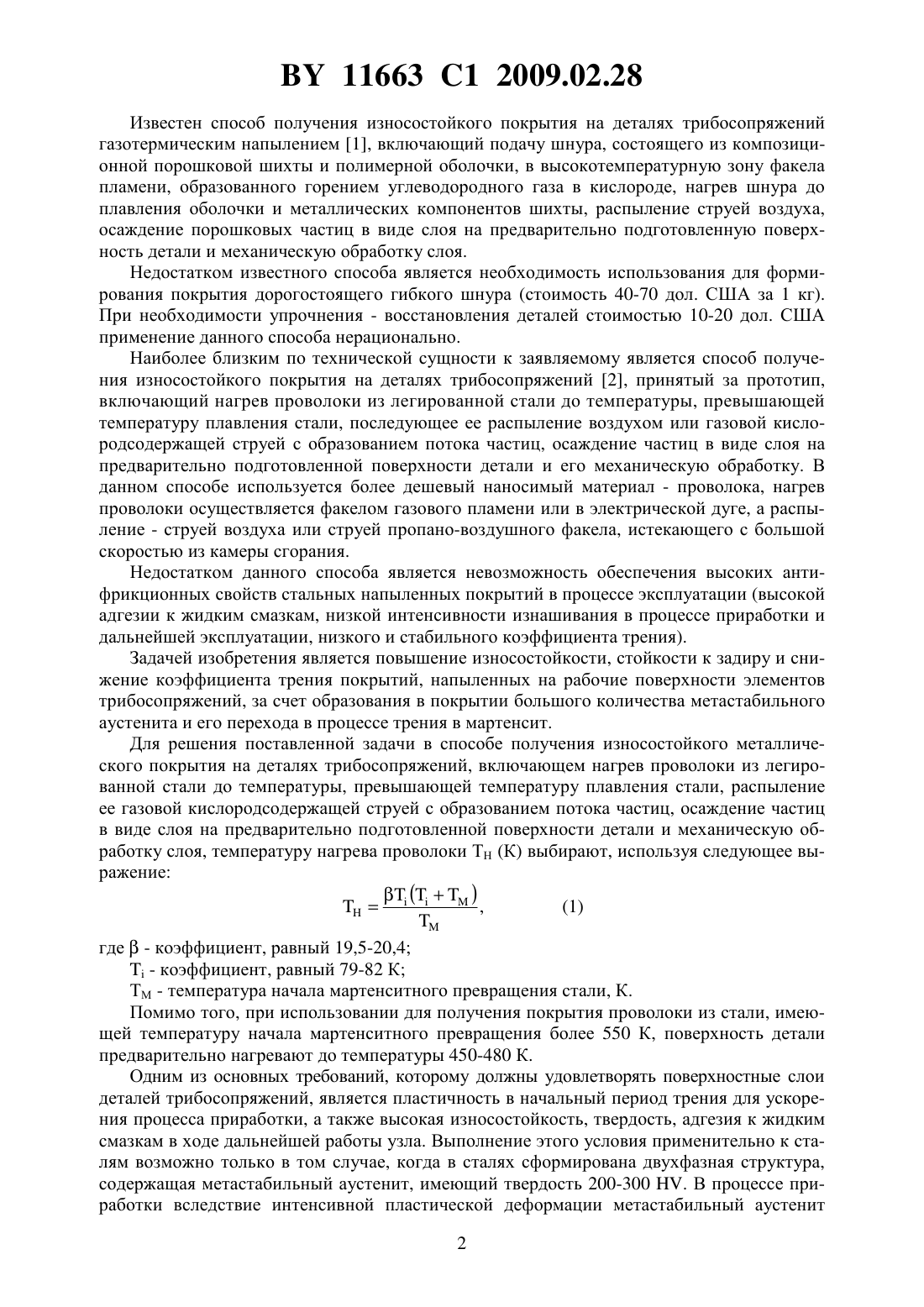
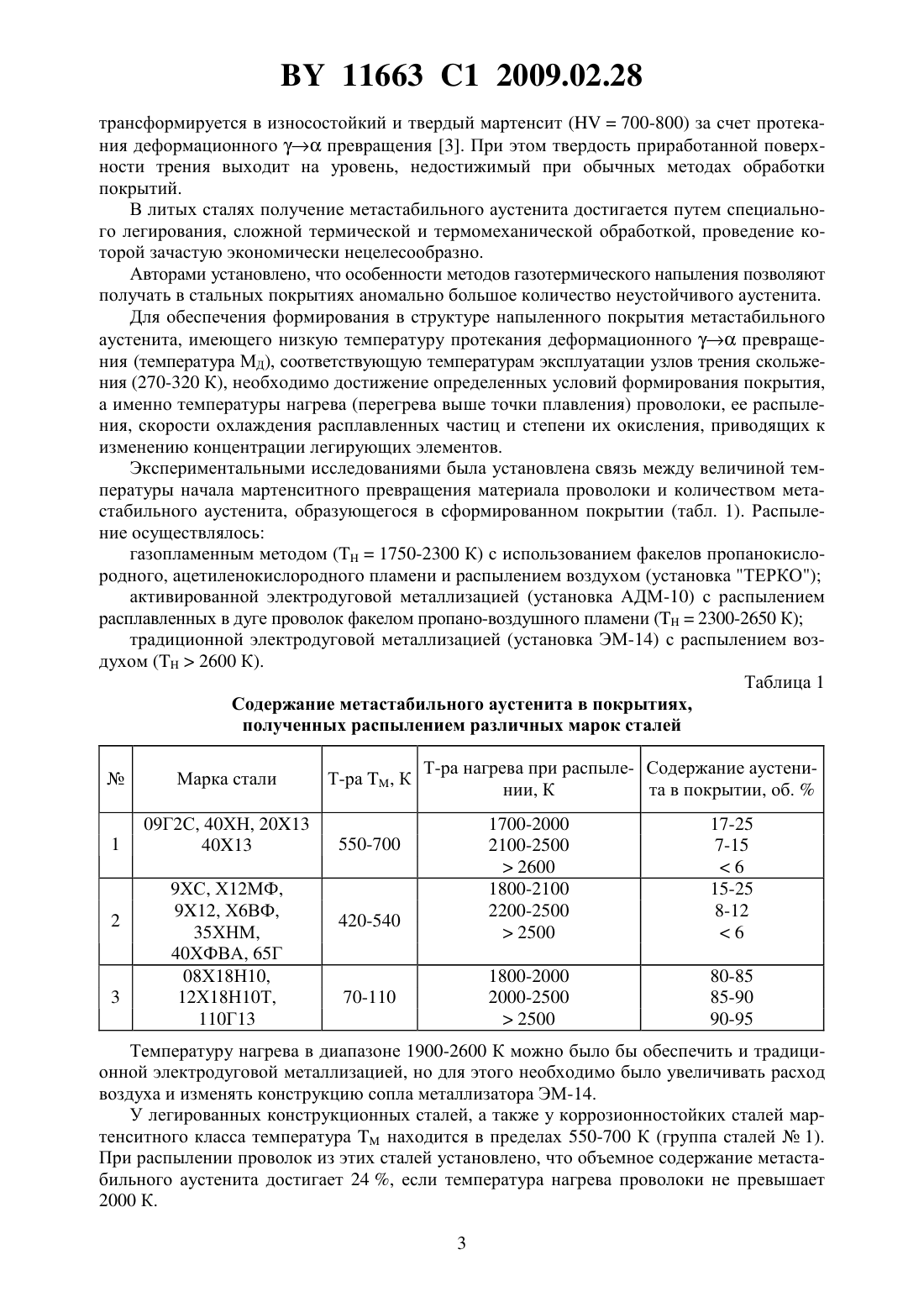
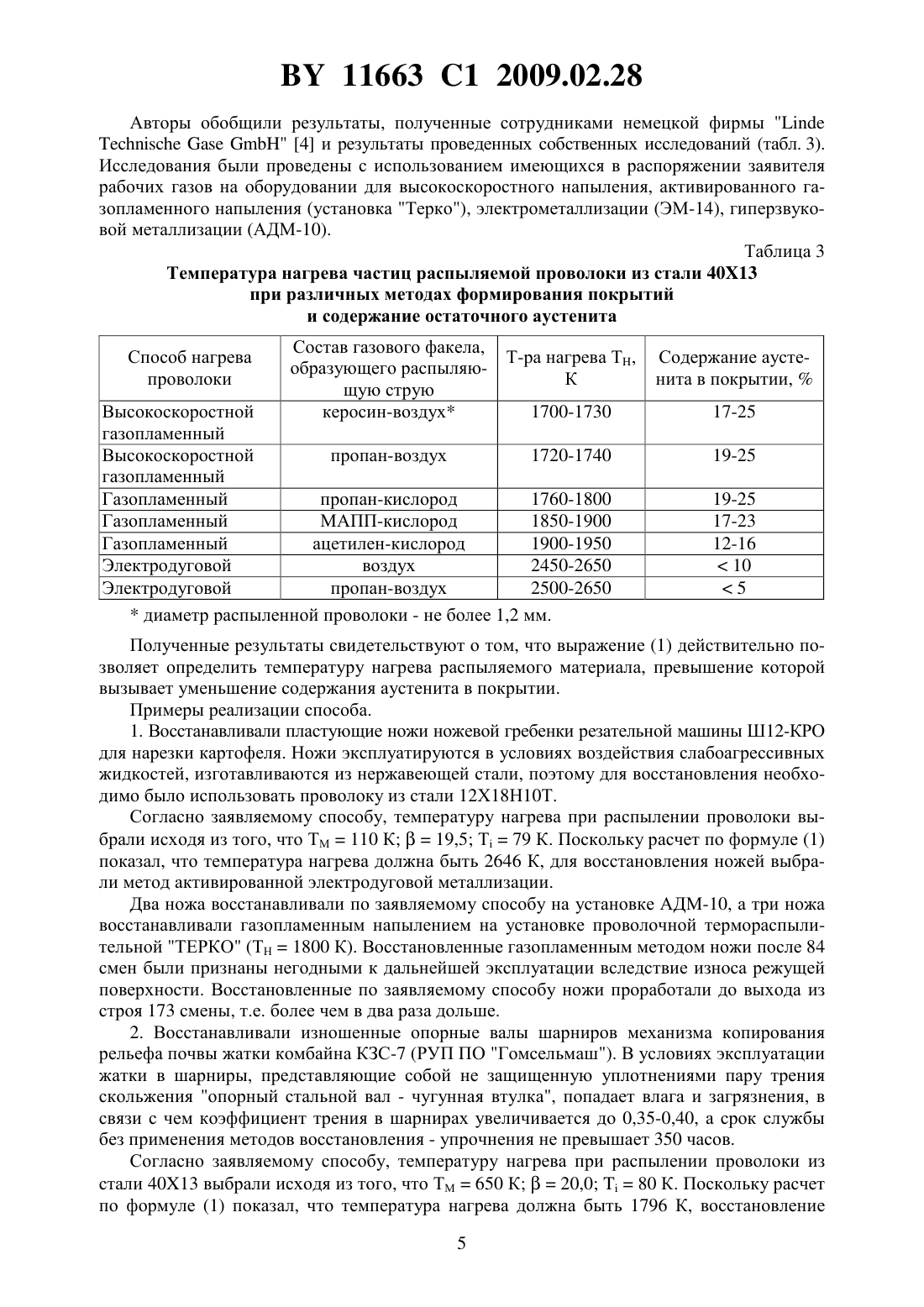
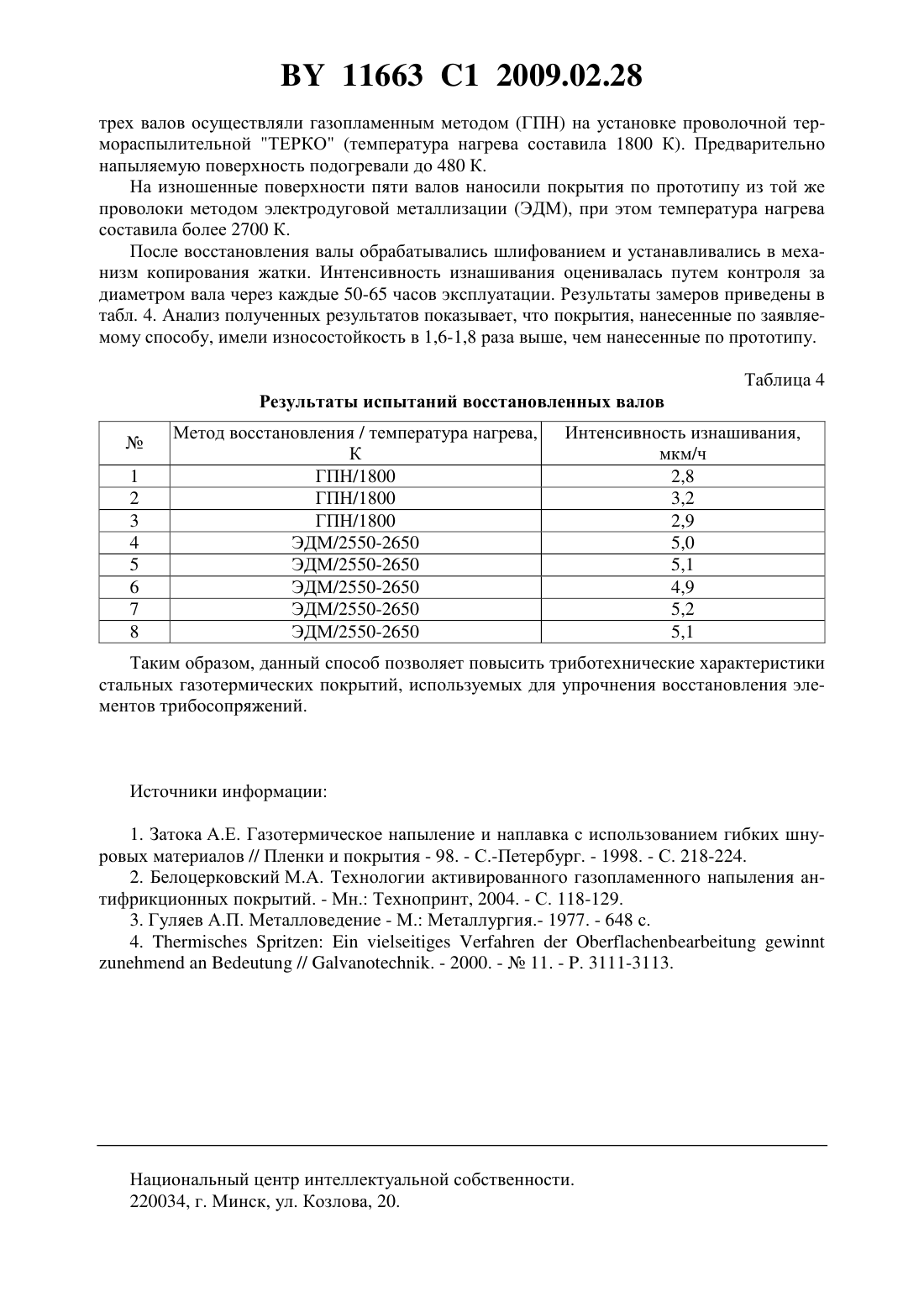
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ДЕТАЛЯХ ТРИБОСОПРЯЖЕНИЙ(71) Заявитель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(72) Авторы Белоцерковский Марат Артемович Кукареко Владимир Аркадьевич Прядко Александр Сергеевич(73) Патентообладатель Государственное научное учреждение Объединенный институт машиностроения Национальной академии наук Беларуси(56) БЕЛОЦЕРКОВСКИЙ М.А. Технологии активированного газопламенного напыления антифрикционных покрытий. Мн. Технопринт, 2004. - С. 118-132.20030256, 2004.1636474 1, 1991.1694688 1, 1991.2064524 1, 1996.2165997 2, 2001. БЕЛОЦЕРКОВСКИЙ М.А. Упрочняющие технологии и покрытия. - 2005.3. - С.45-48.(57) 1. Способ получения износостойкого металлического покрытия на деталях трибосопряжений, включающий нагрев проволоки из легированной стали до температуры, превышающей температуру плавления стали, распыление ее газовой кислородсодержащей струей с образованием потока частиц, осаждение частиц в виде слоя на предварительно подготовленную поверхность детали и механическую обработку слоя, отличающийся тем, что температуру нагрева проволоки(К) выбирают, используя выражение где- коэффициент, равный 19,5-20,4- коэффициент, равный 79-82 К ТМ - температура начала мартенситного превращения стали, К. 2. Способ по п. 1, отличающийся тем, что при использовании для получения покрытия проволоки из стали, имеющей температуру начала мартенситного превращения более 550 К, поверхность детали предварительно нагревают до 450-480 К. Изобретение относится к технологии восстановления - упрочнения быстроизнашивающихся деталей машин и механизмов методами газотермического напыления. Оно предназначено для нанесения износостойких и антифрикционных покрытий на рабочую поверхность элементов трибосопряжений. 11663 1 2009.02.28 Известен способ получения износостойкого покрытия на деталях трибосопряжений газотермическим напылением 1, включающий подачу шнура, состоящего из композиционной порошковой шихты и полимерной оболочки, в высокотемпературную зону факела пламени, образованного горением углеводородного газа в кислороде, нагрев шнура до плавления оболочки и металлических компонентов шихты, распыление струей воздуха,осаждение порошковых частиц в виде слоя на предварительно подготовленную поверхность детали и механическую обработку слоя. Недостатком известного способа является необходимость использования для формирования покрытия дорогостоящего гибкого шнура (стоимость 40-70 дол. США за 1 кг). При необходимости упрочнения - восстановления деталей стоимостью 10-20 дол. США применение данного способа нерационально. Наиболее близким по технической сущности к заявляемому является способ получения износостойкого покрытия на деталях трибосопряжений 2, принятый за прототип,включающий нагрев проволоки из легированной стали до температуры, превышающей температуру плавления стали, последующее ее распыление воздухом или газовой кислородсодержащей струей с образованием потока частиц, осаждение частиц в виде слоя на предварительно подготовленной поверхности детали и его механическую обработку. В данном способе используется более дешевый наносимый материал - проволока, нагрев проволоки осуществляется факелом газового пламени или в электрической дуге, а распыление - струей воздуха или струей пропано-воздушного факела, истекающего с большой скоростью из камеры сгорания. Недостатком данного способа является невозможность обеспечения высоких антифрикционных свойств стальных напыленных покрытий в процессе эксплуатации (высокой адгезии к жидким смазкам, низкой интенсивности изнашивания в процессе приработки и дальнейшей эксплуатации, низкого и стабильного коэффициента трения). Задачей изобретения является повышение износостойкости, стойкости к задиру и снижение коэффициента трения покрытий, напыленных на рабочие поверхности элементов трибосопряжений, за счет образования в покрытии большого количества метастабильного аустенита и его перехода в процессе трения в мартенсит. Для решения поставленной задачи в способе получения износостойкого металлического покрытия на деталях трибосопряжений, включающем нагрев проволоки из легированной стали до температуры, превышающей температуру плавления стали, распыление ее газовой кислородсодержащей струей с образованием потока частиц, осаждение частиц в виде слоя на предварительно подготовленной поверхности детали и механическую обработку слоя, температуру нагрева проволоки ТН (К) выбирают, используя следующее выражение где- коэффициент, равный 19,5-20,4- коэффициент, равный 79-82 К ТМ - температура начала мартенситного превращения стали, К. Помимо того, при использовании для получения покрытия проволоки из стали, имеющей температуру начала мартенситного превращения более 550 К, поверхность детали предварительно нагревают до температуры 450-480 К. Одним из основных требований, которому должны удовлетворять поверхностные слои деталей трибосопряжений, является пластичность в начальный период трения для ускорения процесса приработки, а также высокая износостойкость, твердость, адгезия к жидким смазкам в ходе дальнейшей работы узла. Выполнение этого условия применительно к сталям возможно только в том случае, когда в сталях сформирована двухфазная структура,содержащая метастабильный аустенит, имеющий твердость 200-300 . В процессе приработки вследствие интенсивной пластической деформации метастабильный аустенит 2 11663 1 2009.02.28 трансформируется в износостойкий и твердый мартенсит (700-800) за счет протекания деформационногопревращения 3. При этом твердость приработанной поверхности трения выходит на уровень, недостижимый при обычных методах обработки покрытий. В литых сталях получение метастабильного аустенита достигается путем специального легирования, сложной термической и термомеханической обработкой, проведение которой зачастую экономически нецелесообразно. Авторами установлено, что особенности методов газотермического напыления позволяют получать в стальных покрытиях аномально большое количество неустойчивого аустенита. Для обеспечения формирования в структуре напыленного покрытия метастабильного аустенита, имеющего низкую температуру протекания деформационногопревращения (температура МД), соответствующую температурам эксплуатации узлов трения скольжения (270-320 К), необходимо достижение определенных условий формирования покрытия,а именно температуры нагрева (перегрева выше точки плавления) проволоки, ее распыления, скорости охлаждения расплавленных частиц и степени их окисления, приводящих к изменению концентрации легирующих элементов. Экспериментальными исследованиями была установлена связь между величиной температуры начала мартенситного превращения материала проволоки и количеством метастабильного аустенита, образующегося в сформированном покрытии (табл. 1). Распыление осуществлялось газопламенным методом (1750-2300 К) с использованием факелов пропанокислородного, ацетиленокислородного пламени и распылением воздухом (установка ТЕРКО) активированной электродуговой металлизацией (установка АДМ-10) с распылением расплавленных в дуге проволок факелом пропано-воздушного пламени (2300-2650 К) традиционной электродуговой металлизацией (установка ЭМ-14) с распылением воздухом (2600 К). Таблица 1 Содержание метастабильного аустенита в покрытиях,полученных распылением различных марок сталей Температуру нагрева в диапазоне 1900-2600 К можно было бы обеспечить и традиционной электродуговой металлизацией, но для этого необходимо было увеличивать расход воздуха и изменять конструкцию сопла металлизатора ЭМ-14. У легированных конструкционных сталей, а также у коррозионностойких сталей мартенситного класса температуранаходится в пределах 550-700 К (группа сталей 1). При распылении проволок из этих сталей установлено, что объемное содержание метастабильного аустенита достигает 24 , если температура нагрева проволоки не превышает 2000 К. 3 11663 1 2009.02.28 Температурау инструментальных сталей (штамповых), а также у конструкционных рессорно-пружинных сталей находится в пределах 420-540 К (группа сталей 2). При распылении этих сталей отмечено, что образование метастабильного аустенита в количестве 15-25 об.возможно, если распыляемая проволока нагрета до температуры не выше 2100 К. У коррозионностойких и жаростойких сталей и у стали Гадфильда температурасоставляет 70-110 К (группа сталей 3). В связи с низкой температурой начала мартенситного превращения аустенитная структура у этих сталей характеризуется высокой устойчивостью, поэтому их так и называют - стали аустенитного класса. Для фазового упрочнения поверхностных слоев сталей аустенитного класса за счет протекания мартенситного превращения требуются высокие степени деформации, недостижимые при фрикционном взаимодействии со смазочным материалом (граничное трение). Авторами установлено, что путем термораспыления проволок из этих сталей при температурах более 2500 К можно повысить температуры , МД и осуществить дестабилизацию аустенитной фазы в формируемых покрытиях. Понижение стабильности аустенита у покрытий из сталей третьей группы, распылением при температурах более 2500 К объясняется следующим. Наибольшее влияние на положение температурного интервала мартенситного превращения оказывает содержание в стали марганца и хрома. Так, уменьшение содержания марганца от 5 до 1 приводит к повышению температуры МН с 270 до 470 К 3. В связи с этим одним из возможных путей повышения температуры ТМ является уменьшение содержания хрома или марганца в аустенитной фазе сталей путем ее окисления при напылении. Изменение состава покрытия, обусловленное интенсивным окислением при температурах более 2500 К, позволило понизить устойчивость аустенитной структуры и повысить температуру МД до уровня комнатных температур. При распылении проволок из сталей первых двух групп сохранение большого количества метастабильного аустенита можно объяснить следующим. Высокая скорость кристаллизации стальных частиц в процессе формирования напыленного слоя и замедленная скорость его остывания в интервале мартенситного и бейнитного превращений при охлаждении покрытия обеспечивают термическую стабилизацию аустенита. Термическая стабилизация усиливается, если предварительно подогреть основу. Увеличение содержания метастабильного аустенита до 40 наблюдалось при подогреве поверхности детали до 480 К (табл. 2). Дальнейший нагрев детали вызывал снижение значений прочности сцепления покрытий. Предварительный подогрев детали (см. табл. 2) перед напылением легированных проволочных сталей с высокой температуройусиливает эффект стабилизации аустенита и позволяет увеличить объем метастабильной фазы в напыленных покрытиях. Таблица 2 Влияние температуры предварительного подогрева детали на количество метастабильного аустенита в покрытиях из сталей 40 ХН, 2013, 4013 Температура нагрева детали, К 430 450 480 500 Содержание метастабильного аустенита в покрытии, об.20-22 24-30 26-32 24-32 Математическая обработка полученных экспериментальных результатов позволила получить выражение, описывающее зависимость необходимой температуры нагрева проволоки от температуры начала мартенситного превращения стали, из которой изготовлена проволока (уравнение 1). 4 11663 1 2009.02.28 Авторы обобщили результаты, полученные сотрудниками немецкой фирмы 4 и результаты проведенных собственных исследований (табл. 3). Исследования были проведены с использованием имеющихся в распоряжении заявителя рабочих газов на оборудовании для высокоскоростного напыления, активированного газопламенного напыления (установка Терко), электрометаллизации (ЭМ-14), гиперзвуковой металлизации (АДМ-10). Таблица 3 Температура нагрева частиц распыляемой проволоки из стали 4013 при различных методах формирования покрытий и содержание остаточного аустенита Способ нагрева проволоки Состав газового факела,Т-ра нагрева Т,образующего распыляюК щую струю керосин-воздух 1700-1730 Высокоскоростной газопламенный Высокоскоростной пропан-воздух 1720-1740 газопламенный Газопламенный пропан-кислород 1760-1800 Газопламенный МАПП-кислород 1850-1900 Газопламенный ацетилен-кислород 1900-1950 Электродуговой воздух 2450-2650 Электродуговой пропан-воздух 2500-2650 диаметр распыленной проволоки - не более 1,2 мм. Полученные результаты свидетельствуют о том, что выражение (1) действительно позволяет определить температуру нагрева распыляемого материала, превышение которой вызывает уменьшение содержания аустенита в покрытии. Примеры реализации способа. 1. Восстанавливали пластующие ножи ножевой гребенки резательной машины Ш 12-КРО для нарезки картофеля. Ножи эксплуатируются в условиях воздействия слабоагрессивных жидкостей, изготавливаются из нержавеющей стали, поэтому для восстановления необходимо было использовать проволоку из стали 12 Х 18 Н 10 Т. Согласно заявляемому способу, температуру нагрева при распылении проволоки выбрали исходя из того, что ТМ 110 К 19,5 Т 79 К. Поскольку расчет по формуле (1) показал, что температура нагрева должна быть 2646 К, для восстановления ножей выбрали метод активированной электродуговой металлизации. Два ножа восстанавливали по заявляемому способу на установке АДМ-10, а три ножа восстанавливали газопламенным напылением на установке проволочной термораспылительной ТЕРКО (ТН 1800 К). Восстановленные газопламенным методом ножи после 84 смен были признаны негодными к дальнейшей эксплуатации вследствие износа режущей поверхности. Восстановленные по заявляемому способу ножи проработали до выхода из строя 173 смены, т.е. более чем в два раза дольше. 2. Восстанавливали изношенные опорные валы шарниров механизма копирования рельефа почвы жатки комбайна КЗС-7 (РУП ПО Гомсельмаш). В условиях эксплуатации жатки в шарниры, представляющие собой не защищенную уплотнениями пару трения скольжения опорный стальной вал - чугунная втулка, попадает влага и загрязнения, в связи с чем коэффициент трения в шарнирах увеличивается до 0,35-0,40, а срок службы без применения методов восстановления - упрочнения не превышает 350 часов. Согласно заявляемому способу, температуру нагрева при распылении проволоки из стали 4013 выбрали исходя из того, что ТМ 650 К 20,080 К. Поскольку расчет по формуле (1) показал, что температура нагрева должна быть 1796 К, восстановление 5 11663 1 2009.02.28 трех валов осуществляли газопламенным методом (ГПН) на установке проволочной термораспылительной ТЕРКО (температура нагрева составила 1800 К). Предварительно напыляемую поверхность подогревали до 480 К. На изношенные поверхности пяти валов наносили покрытия по прототипу из той же проволоки методом электродуговой металлизации (ЭДМ), при этом температура нагрева составила более 2700 К. После восстановления валы обрабатывались шлифованием и устанавливались в механизм копирования жатки. Интенсивность изнашивания оценивалась путем контроля за диаметром вала через каждые 50-65 часов эксплуатации. Результаты замеров приведены в табл. 4. Анализ полученных результатов показывает, что покрытия, нанесенные по заявляемому способу, имели износостойкость в 1,6-1,8 раза выше, чем нанесенные по прототипу. Таблица 4 Результаты испытаний восстановленных валов Таким образом, данный способ позволяет повысить триботехнические характеристики стальных газотермических покрытий, используемых для упрочнения восстановления элементов трибосопряжений. Источники информации 1. Затока А.Е. Газотермическое напыление и наплавка с использованием гибких шнуровых материалов // Пленки и покрытия - 98. - С.-Петербург. - 1998. - С. 218-224. 2. Белоцерковский М.А. Технологии активированного газопламенного напыления антифрикционных покрытий. - Мн. Технопринт, 2004. - С. 118-129. 3. Гуляев А.П. Металловедение - М. Металлургия.- 1977. - 648 с. 4.// . - 2000. -11. - . 3111-3113. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: C23C 4/12
Метки: получения, покрытия, деталях, металлического, износостойкого, способ, трибосопряжений
Код ссылки
<a href="https://by.patents.su/6-11663-sposob-polucheniya-iznosostojjkogo-metallicheskogo-pokrytiya-na-detalyah-tribosopryazhenijj.html" rel="bookmark" title="База патентов Беларуси">Способ получения износостойкого металлического покрытия на деталях трибосопряжений</a>
Способ получения износостойкого покрытия
Номер патента: 9465
Опубликовано: 30.06.2007
Авторы: Кукареко Владимир Аркадьевич, Белоцерковский Марат Артемович, Белый Алексей Владимирович, Витязь Петр Александрович
Метки: способ, износостойкого, получения, покрытия
Текст:
...тел при удельной нагрузке 1,5 МПа и средней скорости взаимного перемещения 0,1 м/с. Микротвердость измерялась при нагрузке 0,5 Н с выдержкой 10 с. Ускоренные испытания на коррозионную стойкость осуществлялись по ГОСТ 9.308-85. В результате испытаний установлено, что наиболее высокую износостойкость и стойкость в коррозионно-активных средах имеют упрочненные покрытия, полученные напылением проволок из хромосодержащих сталей (табл. 2)....
Способ получения износостойкого покрытия
Номер патента: 9422
Опубликовано: 30.06.2007
Авторы: Жорник Виктор Иванович, Белоцерковский Марат Артемович, Полуян Александр Иванович, Кукареко Владимир Аркадьевич
МПК: B05B 7/16, C23C 4/18, B23K 11/06...
Метки: покрытия, износостойкого, получения, способ
Текст:
...стали ферритного класса составляет около 0,8 /кг. Причем применение дешевых низколегированных проволок для формирования покрытий в данном случае предпочтительнее, поскольку процесс цементации сталей ферритного класса осуществлять значительно проще, чем сложнолегированных сталей. Для насыщения поверхностного слоя покрытия углеродосодержащим материалом на глубину до 150200 мкм в процессе электроконтактной обработки, необходимо чтобы...
Способ получения износостойкого покрытия
Номер патента: 10447
Опубликовано: 30.04.2008
Авторы: Сухоцкий Павел Геннадьевич, Кукареко Владимир Аркадьевич, Белоцерковский Марат Артемович
МПК: C23C 4/04
Метки: износостойкого, способ, получения, покрытия
Текст:
...и качество распыления. Использование проволок с наполнителями взамен порошковых шнуров позволяет резко снизить себестоимость процесса, поскольку себестоимость проволоки из высококаче 2 10447 1 2008.04.30 ственной стали аустенитного класса, содержащей в углублениях от 2 до 15 об.твердой смазки, составляет 2,513 /кг, или в 425 раз дешевле, чем стоимость шнура. Согласно литературным данным Борисов Ю.С., Харламов Ю.А., Сидоренко С.Л.,...
Способ получения металлического покрытия
Номер патента: 10780
Опубликовано: 30.06.2008
Авторы: Хейфец Михаил Львович, Точило Владимир Степанович, Премент Геннадий Борисович, Грецкий Николай Леонидович, Толстиков Сергей Константинович
МПК: C23C 4/18, B22D 19/00
Метки: покрытия, способ, металлического, получения
Текст:
...проволокой, образуя твердую рабочую поверхность. Предлагаемый способ реализован следующим образом. Заготовка - вал с номинальным диаметром 50 мм при длине 100 мм, изготовленный из стали 20. Вначале наносят функциональный слой электромагнитной наплавкой ферромагнитного порошка с последующей электродуговой наплавкой углеродистой проволоки. Для этого вращающийся со скоростью 0,105 м/с вал устанавливают в центрах токарного станка 16 К 20. В...
Способ получения износостойкого покрытия на металлических изделиях
Номер патента: 5378
Опубликовано: 30.09.2003
Авторы: Федорцев Ростислав Валерьевич, Федорцев Валерий Александрович, Девойно Олег Георгиевич, Кардаполова Маргарита Анатольевна, Беляев Геннадий Яковлевич
МПК: C23C 8/00
Метки: покрытия, металлических, износостойкого, способ, получения, изделиях
Текст:
...мм позволяет использовать слой износостойкого порошка без клеевой составляющей, так как такая фольга, уложенная сверху на слой порошкового материала из 2 5378 1 любых компонентов, позволяет плотно прижать частички порошков к упрочняемой поверхности при постоянном наложении на изделие магнитного поля с магнитной индукцией 1,2-2,2 Тл в зоне обработки. Если толщина порошкового слоя меньше 0,1 мм, то она становится соизмеримой с толщиной...
Предыдущий патент: Способ разработки калийного пласта сложного строения
Следующий патент: Ходовая часть гусеничного трактора
Случайный патент: Микроволновое устройство для контроля качества моторного масла