Способ получения металлического покрытия
Номер патента: 10780
Опубликовано: 30.06.2008
Авторы: Хейфец Михаил Львович, Толстиков Сергей Константинович, Точило Владимир Степанович, Премент Геннадий Борисович, Грецкий Николай Леонидович
Текст
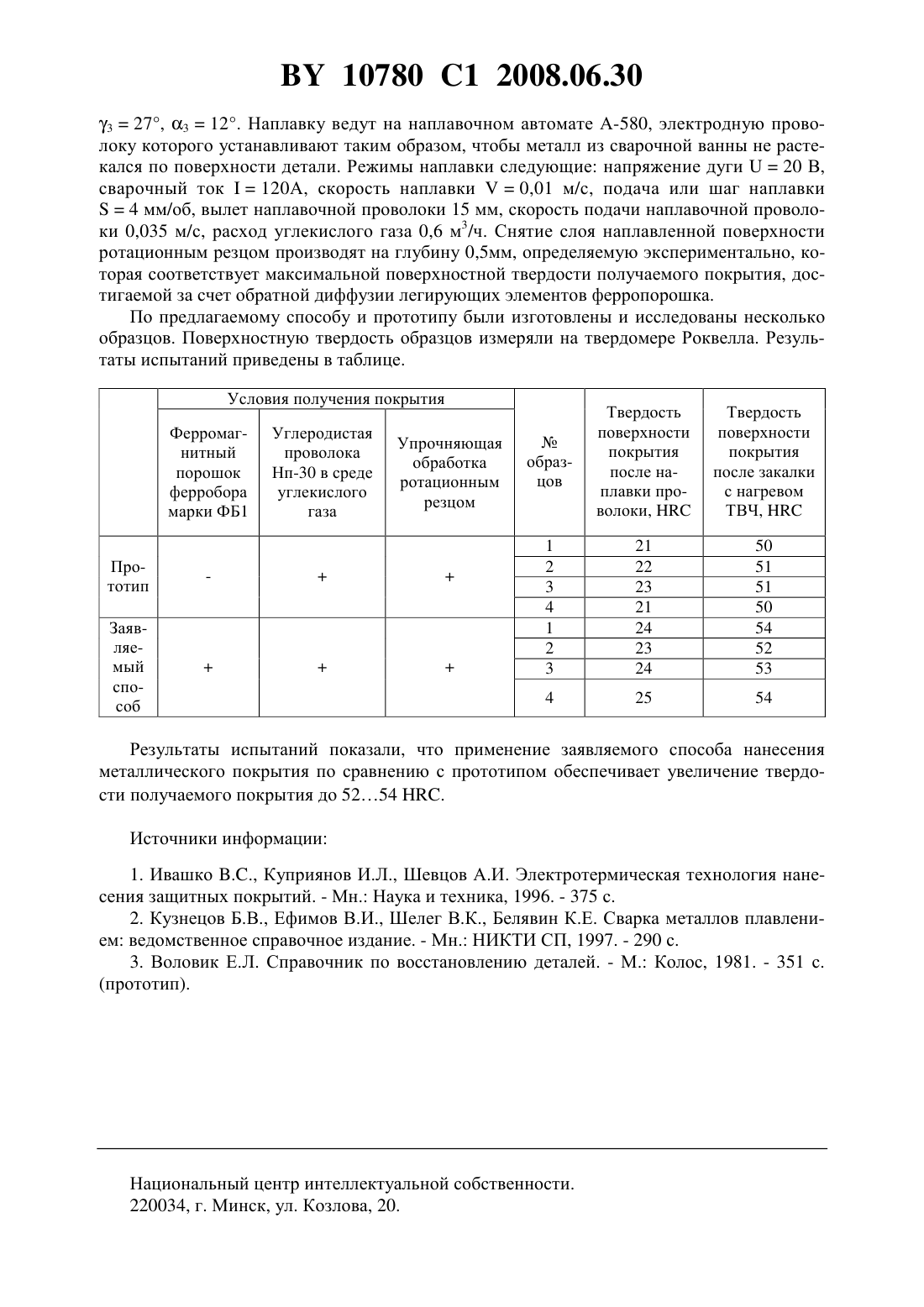
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ(71) Заявитель Учреждение образования Полоцкий государственный университет(72) Авторы Хейфец Михаил Львович Точило Владимир Степанович Грецкий Николай Леонидович Толстиков Сергей Константинович Премент Геннадий Борисович(73) Патентообладатель Учреждение образования Полоцкий государственный университет(56) Воловик Е.Л. Справочник по восстановлению деталей. - М. Колос, 1981. С. 253-254.721305, 1980.823055, 1981.62067182 , 1987.6499 1, 2004.(57) Способ получения металлического покрытия, включающий электродуговую наплавку на заготовку углеродистой проволоки и снятие слоя наплавленного покрытия самовращающимся ротационным резцом, установленным под углом, обеспечивающим его самовращение относительно обрабатываемой поверхности, отличающийся тем, что перед наплавкой проволоки осуществляют электромагнитную наплавку ферромагнитного порошка, а снятие слоя покрытия осуществляют на глубину, соответствующую максимальной поверхностной твердости нанесенного покрытия. Изобретение относится к области металлургии, в частности к способам получения металлических покрытий. Найдет применение в машиностроении и ремонте машин для восстановления и упрочнения деталей. Известен способ получения металлических покрытий путем дуговой наплавки углеродистой проволоки в среде защитных газов 1. Наплавку ведут короткой дугой на постоянном токе обратной полярности с использованием источников питания с жесткой внешней характеристикой. Недостатком известного способа является низкая твердость наплавленного металла 160200 НВ при применении углеродистых наплавочных проволок марки Нп-25, Нп-30,Нп-352. Наиболее близким техническим решением является способ получения металлических покрытий, включающий нанесение на заготовку металлического покрытия с одновременной обработкой самовращающимся ротационным резцом 3. Нанесение на заготовку металлического покрытия осуществляют электродуговой наплавкой проволоки. Наплавку ведут на наплавочном автомате, электродную проволоку которого устанавливают таким образом, чтобы металл из сварочной ванны не растекался по поверхности детали. За проволокой на определенном расстоянии закрепляют ротационный резец под углом к обрабатываемой поверхности. 10780 1 2008.06.30 Однако этот способ имеет недостаток - низкую твердость полученного покрытия. Этот недостаток вызван невысокой твердостью наплавляемого материала 160200 НВ. Задачей предлагаемого способа является повышение твердости металлического покрытия. Заявляемый способ получения металлического покрытия включает электродуговую наплавку на заготовку углеродистой проволоки и снятие слоя наплавленного покрытия самовращающимся ротационным резцом. Резец устанавливают под углом, обеспечивающим его самовращение относительно обрабатываемой поверхности. При этом перед наплавкой проволоки осуществляют электромагнитную наплавку ферромагнитного порошка. Снятие слоя покрытия осуществляют на глубину, соответствующую максимальной поверхностной твердости наносимого покрытия. Отличительными признаками заявляемого способа являются новые операции, их последовательность и режимы их осуществления. Нанесенное покрытие получают не только электродуговой наплавкой проволоки в защитной среде, а последовательным сочетанием электромагнитной наплавки ферромагнитных порошков с электродуговой наплавкой углеродистой проволоки. Глубина снятия слоя ротационным резцом определяется не только геометрическими параметрами, но и максимальной поверхностной твердостью получаемого покрытия, достигаемой за счет обратной диффузии легирующих элементов ферропорошка. Благодаря данным отличиям происходит диффузия легированных элементов порошка в поверхностный слой, наплавленный проволокой, образуя твердую рабочую поверхность. Предлагаемый способ реализован следующим образом. Заготовка - вал с номинальным диаметром 50 мм при длине 100 мм, изготовленный из стали 20. Вначале наносят функциональный слой электромагнитной наплавкой ферромагнитного порошка с последующей электродуговой наплавкой углеродистой проволоки. Для этого вращающийся со скоростью 0,105 м/с вал устанавливают в центрах токарного станка 16 К 20. В качестве ферромагнитного порошка используют ферробор марки ФБ-1 с размерами зерен 0,2-0,4 мм, который подают в рабочий зазор между полюсным наконечником электромагнитной катушки и заготовкой. Вибрацию полюсного наконечника с амплитудой 1 мм, отдаленного от сердечника электромагнита воздушным зазором, и переменное по величине магнитное поле в рабочем зазоре создают электромагнитной катушкой, питаемой выпрямленным током по однополупериодной схеме. Полюсный наконечник и заготовку подключают к разноименным полюсам сварочного трансформатора ТД-500 через вентиль В 200, обеспечивающий однополупериодное выпрямление напряжения. Соотношение фазового угла между напряжением, питающим электромагнитную катушку для создания вибрации и переменного магнитного потока, и напряжением, питающим сварочный трансформатор, выбиралось таким, что моменту импульсного механического воздействия полюсного наконечника на поверхность заготовки соответствует падение напряжения до нуля во вторичной цепи сварочного трансформатора. Сварочный трансформатор работает в режиме малых токов при минимальном значении величины накопленной энергии, соответствующей току короткого замыкания в 150 А. Ширина полюсного наконечника вдоль образующей шейки вала составляет 30 мм. Первоначальный рабочий зазор между полюсным наконечником и деталью при обесточенной электромагнитной катушке составляет 0,4 мм. При вращении вала в рабочий зазор непрерывно подается ферромагнитный порошок с расходом 17 г/мин, который, расплавляясь, распределяется по поверхности детали. После нанесения ферромагнитного порошка на вал наплавляют углеродистую проволоку Нп-30 диаметром 1,6 мм в среде углекислого газа совместно с упрочняющей обработкой самовращающимся ротационным резцом из твердого сплава ВК 6. Для этого за проволокой на расстоянии 10 мм при углах поворота оси резца у 20 и наклона режущей кромки 15 закрепляют инструмент из твердого сплава ВК 6 с углами заточки 2 10780 1 2008.06.30 327, 312. Наплавку ведут на наплавочном автомате А-580, электродную проволоку которого устанавливают таким образом, чтобы металл из сварочной ванны не растекался по поверхности детали. Режимы наплавки следующие напряжение дуги 20 В,сварочный ток 120 А, скорость наплавки 0,01 м/с, подача или шаг наплавки 4 мм/об, вылет наплавочной проволоки 15 мм, скорость подачи наплавочной проволоки 0,035 м/с, расход углекислого газа 0,6 м 3/ч. Снятие слоя наплавленной поверхности ротационным резцом производят на глубину 0,5 мм, определяемую экспериментально, которая соответствует максимальной поверхностной твердости получаемого покрытия, достигаемой за счет обратной диффузии легирующих элементов ферропорошка. По предлагаемому способу и прототипу были изготовлены и исследованы несколько образцов. Поверхностную твердость образцов измеряли на твердомере Роквелла. Результаты испытаний приведены в таблице. Условия получения покрытия Ферромагнитный порошок ферробора марки ФБ 1 Твердость поверхности покрытия после закалки с нагревом ТВЧ,Упрочняющая обработка ротационным резцом Твердость поверхности покрытия после наплавки проволоки,Результаты испытаний показали, что применение заявляемого способа нанесения металлического покрытия по сравнению с прототипом обеспечивает увеличение твердости получаемого покрытия до 5254 . Источники информации 1. Ивашко , Куприянов И.Л., Шевцов А.И. Электротермическая технология нанесения защитных покрытий. - Мн. Наука и техника, 1996. - 375 с. 2. Кузнецов Б.В., Ефимов В.И., Шелег В.К., Белявин К.Е. Сварка металлов плавлением ведомственное справочное издание. - Мн. НИКТИ СП, 1997. - 290 с. 3. Воловик Е.Л. Справочник по восстановлению деталей. - М. Колос, 1981. - 351 с. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 3
МПК / Метки
МПК: B22D 19/00, C23C 4/18
Метки: получения, покрытия, металлического, способ
Код ссылки
<a href="https://by.patents.su/3-10780-sposob-polucheniya-metallicheskogo-pokrytiya.html" rel="bookmark" title="База патентов Беларуси">Способ получения металлического покрытия</a>
Способ получения металлического покрытия из ферромагнитного порошка
Номер патента: 10016
Опубликовано: 30.12.2007
Авторы: Чемисов Владимир Борисович, Грецкий Николай Леонидович, Хейфец Михаил Львович, Толстиков Сергей Константинович, Премент Геннадий Борисович
МПК: B23P 6/00, B22D 19/00
Метки: покрытия, способ, металлического, ферромагнитного, получения, порошка
Текст:
...а также увеличивается толщина наносимого покрытия. Предлагаемый способ реализован следующим образом. На заготовку - вал с номинальным диаметром 50 мм при длине 100 мм, изготовленного из Стали 20, - проводят нанесение ферромагнитного порошка ферробора марки ФБ-1 с размерами зерен 0,2-0,4 мм. Вращающийся вал со скоростью 0,105 м/с устанавливают в центрах токарного станка 16 К 20, а устройство для реализации способа нанесения...
Способ нанесения металлического покрытия
Номер патента: 10425
Опубликовано: 30.04.2008
Авторы: Грецкий Николай Леонидович, Чемисов Владимир Борисович, Хейфец Михаил Львович
МПК: C23C 4/08, B22D 19/00
Метки: покрытия, нанесения, металлического, способ
Текст:
...что значительно уменьшает количество пор и неравномерность наносимого покрытия, а также увеличивается толщина наносимого покрытия. Предлагаемый способ реализован следующим образом. На заготовку - вал с номинальным диаметром 50 мм при длине 100 мм, изготовленного из стали 20 проводят нанесение ферромагнитного порошка ферробора марки ФБ-1 с размерами зерен 0,2-0,4 мм. Вращающийся вал устанавливают в центрах токарного станка 16 К 20, а...
Способ нанесения металлического покрытия из ферромагнитного порошка и устройство для его осуществления
Номер патента: 10307
Опубликовано: 28.02.2008
Авторы: Кожуро Лев Михайлович, Макаревич Сергей Степанович, Витязь Петр Александрович, Миранович Алексей Валерьевич, Ильющенко Александр Федорович, Счастный Дмитрий Владимирович, Мрочек Жорж Адамович
МПК: C23C 26/00, B23K 9/04, B23P 6/00...
Метки: устройство, нанесения, металлического, ферромагнитного, покрытия, порошка, осуществления, способ
Текст:
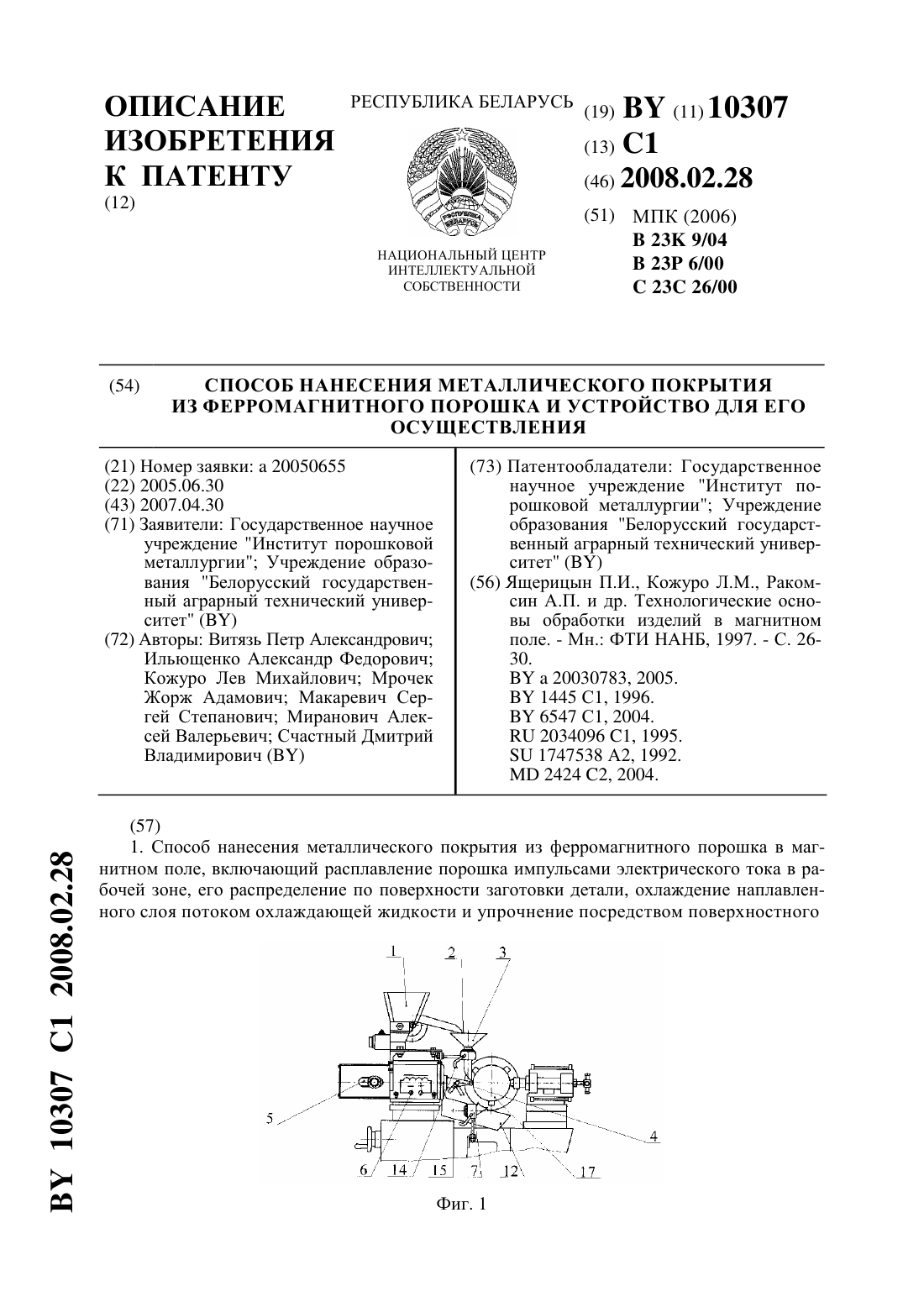
...решаемая изобретением, - повышение качества наносимого покрытия, в частности, за счет снижения его пористости, шероховатости, повышения твердости. Поставленная задача достигается тем, что в способе нанесения металлического покрытия из ферромагнитного порошка в магнитном поле, включающем расплавление порошка импульсами электрического тока в рабочей зоне, его распределение по поверхности заготовки детали, охлаждение наплавленного слоя...
Способ нанесения многослойного металлического покрытия
Номер патента: 8332
Опубликовано: 30.08.2006
Авторы: Мачнев Вячеслав Петрович, Бакаев Александр Григорьевич
МПК: B22F 7/00
Метки: способ, металлического, нанесения, покрытия, многослойного
Текст:
...слой металла имеет большую пористость и шероховатость, поэтому его электродуговой переплав с помощью плазмотрона позволяет удалить газы и сделать слой равным. С другой стороны, переплав механически нанесенного слоя порошка с помощью плазмотрона, без предшествующего конденсаторного припекания, не обеспечивает достижение технической задачи, т.к. порошок уносится с поверхности детали динамическим потоком плазмы. Использование других источников...
Шихта для получения металлического порошка
Номер патента: 10648
Опубликовано: 30.06.2008
Авторы: Савенок Анатолий Николаевич, Широкий Николай Викторович, Кондратенко Михаил Иванович, Леневский Александр Николаевич
МПК: B22F 1/00
Метки: порошка, металлического, шихта, получения
Текст:
...при производстве тонкой высокоуглеродистой проволоки,покрытой латунью или бронзой. Технический результат, получаемый при использовании изобретения, состоит в сохранении материала шихты, который переходит в угар при переплавке в сталеплавильной печи при применении шихты тонкой проволоки в качестве металлолома. Решение поставленной задачи обеспечивается тем, то шихта для получения металлического порошка, включает отходы метизного...
Предыдущий патент: Способ изготовления стержневых деталей
Следующий патент: Способ контактной ультразвуковой обработки изделий или материалов в жидкой среде под избыточным давлением
Случайный патент: Движитель