Способ определения сил резания на задней поверхности чашечного резца
Номер патента: 11418
Опубликовано: 30.12.2008
Авторы: Логвина Екатерина Владимировна, Логвин Владимир Александрович, Жолобов Александр Алексеевич

Текст
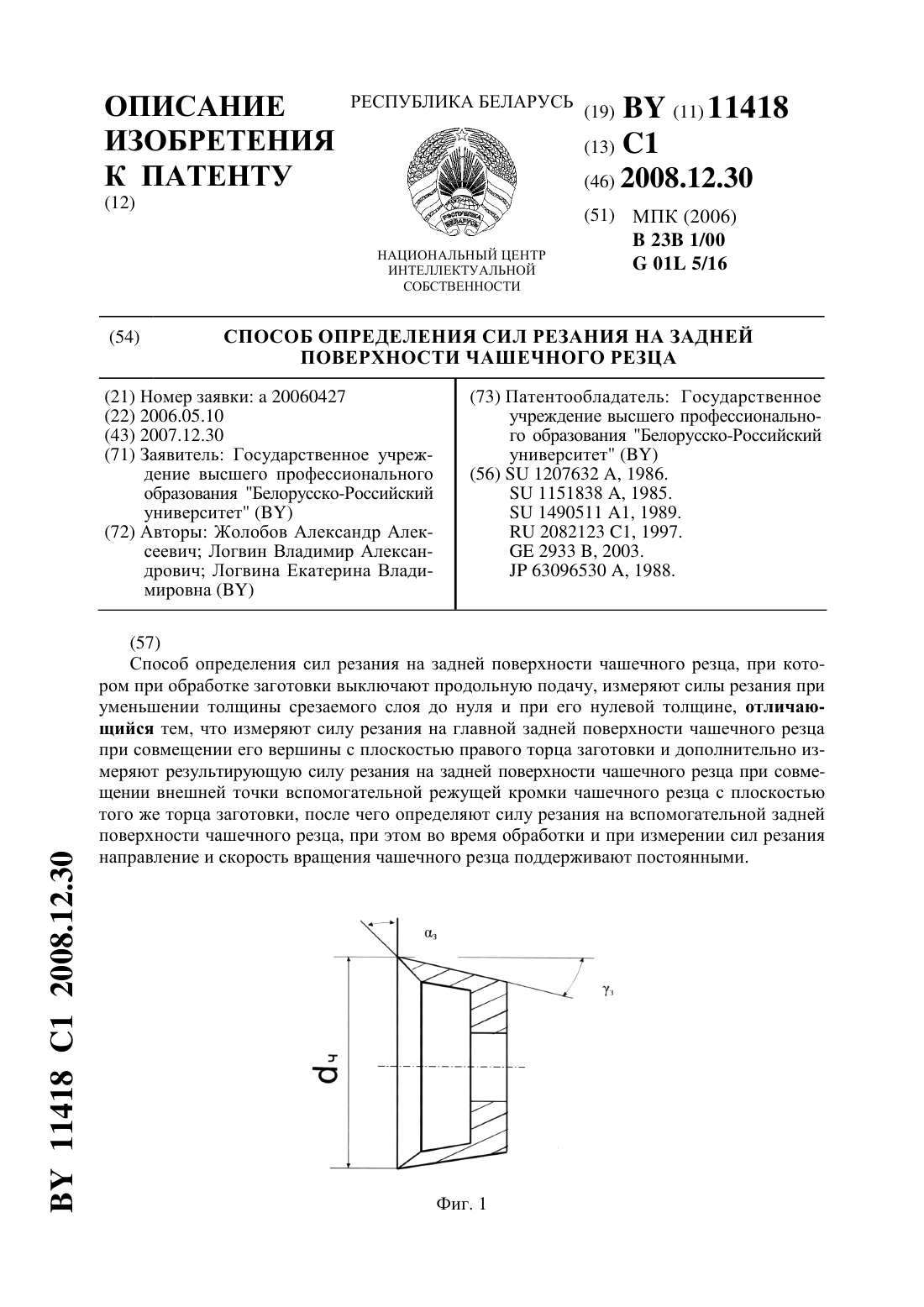
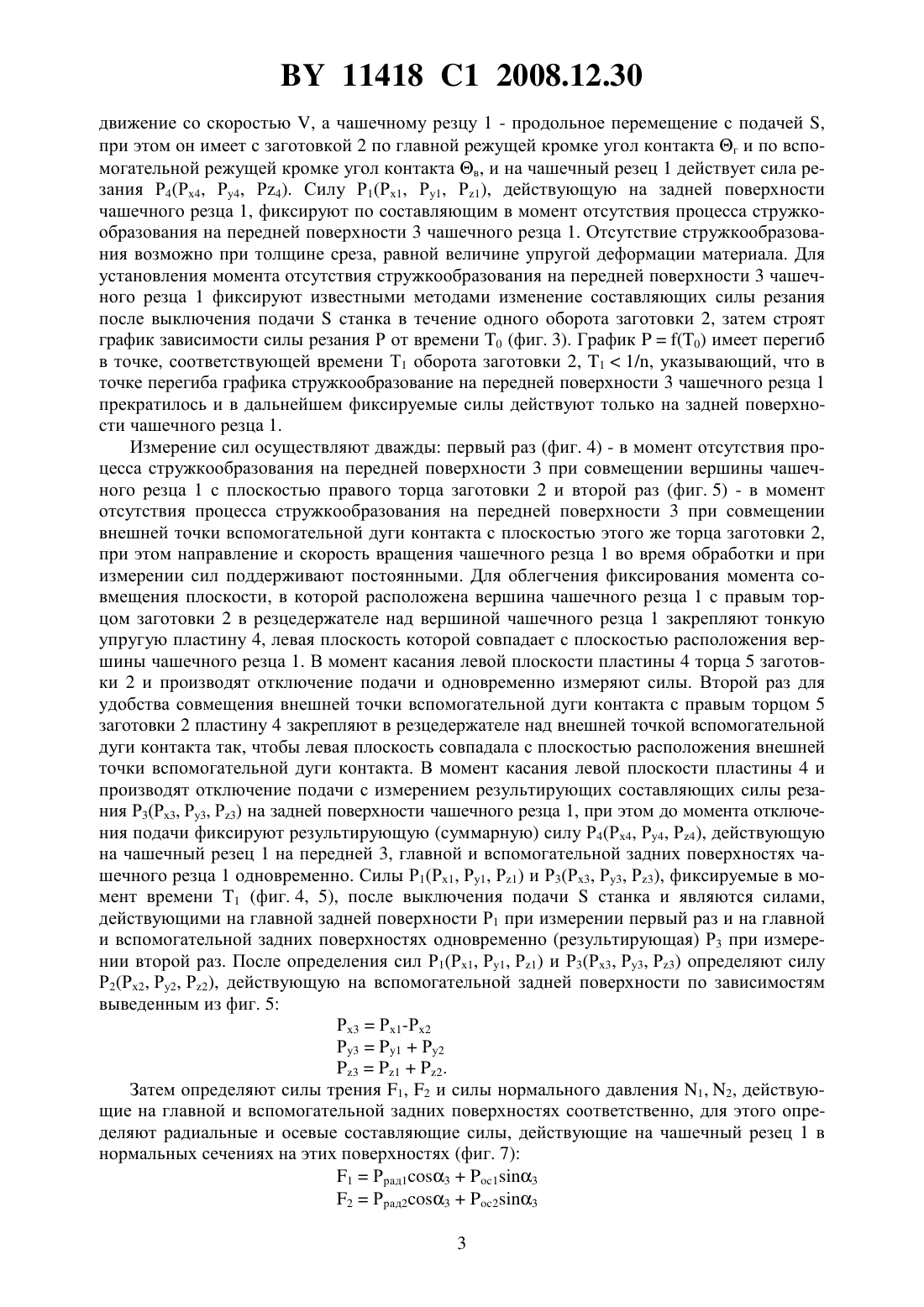
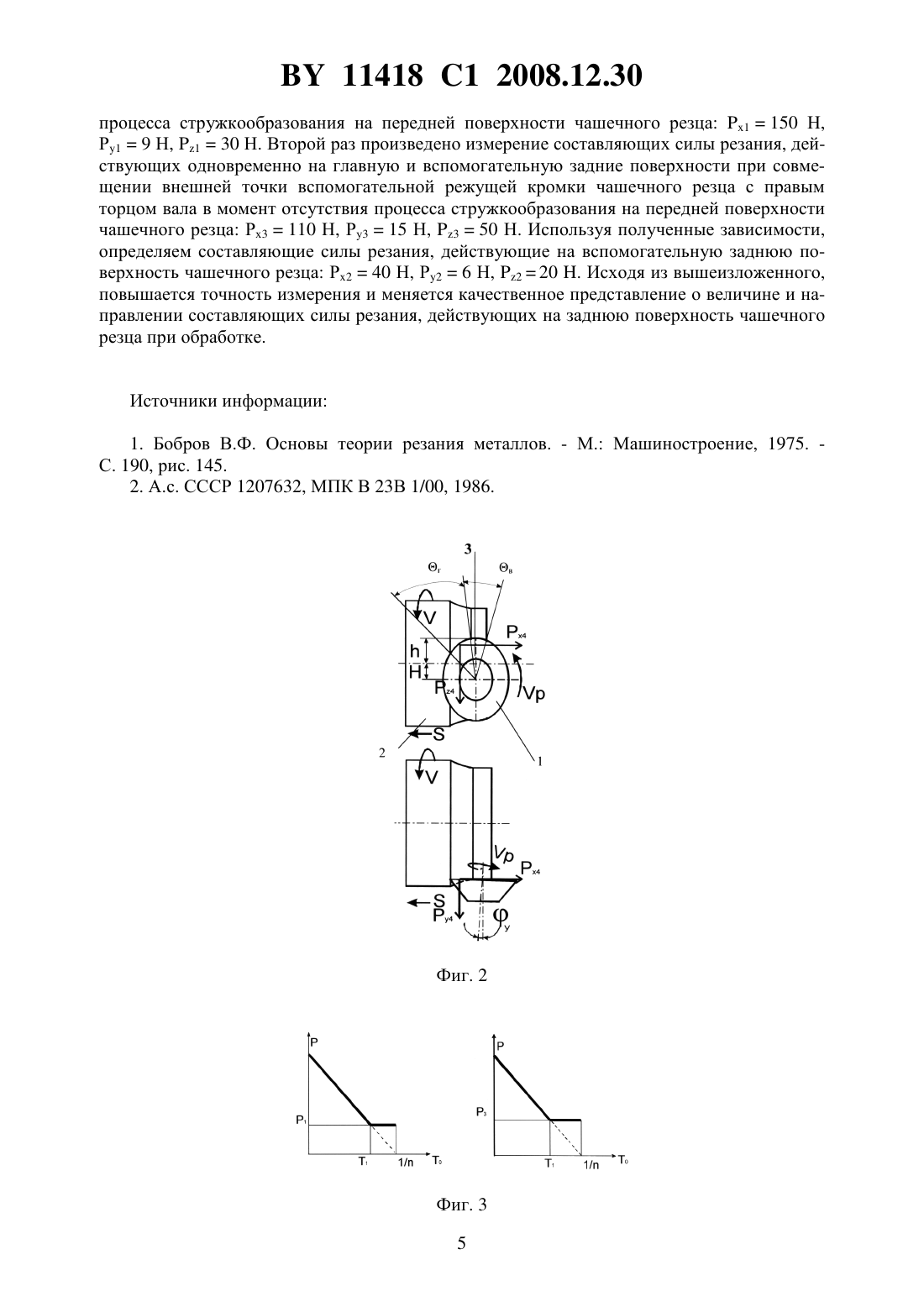
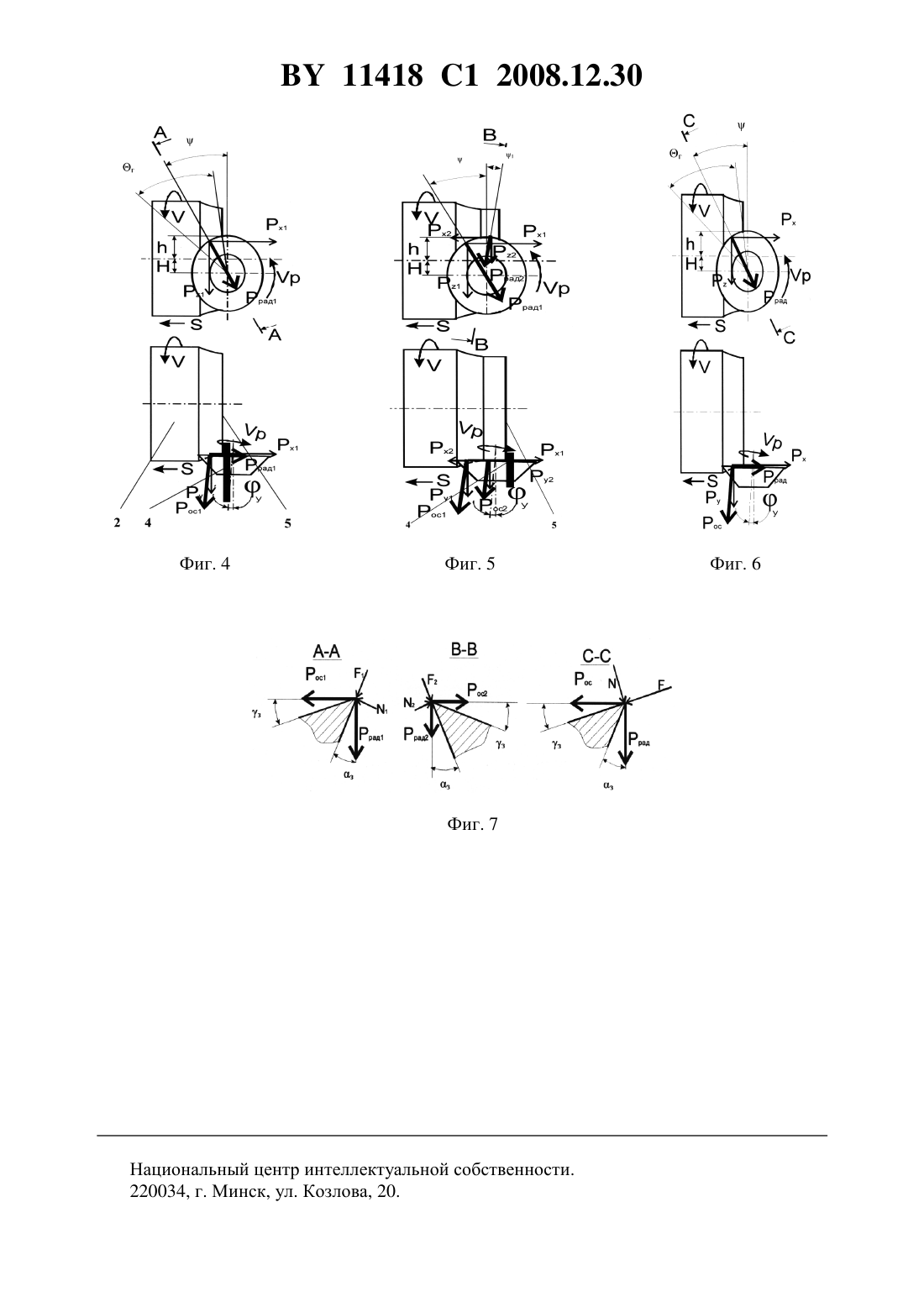
(51) МПК (2006) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ОПРЕДЕЛЕНИЯ СИЛ РЕЗАНИЯ НА ЗАДНЕЙ ПОВЕРХНОСТИ ЧАШЕЧНОГО РЕЗЦА(71) Заявитель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(72) Авторы Жолобов Александр Алексеевич Логвин Владимир Александрович Логвина Екатерина Владимировна(73) Патентообладатель Государственное учреждение высшего профессионального образования Белорусско-Российский университет(57) Способ определения сил резания на задней поверхности чашечного резца, при котором при обработке заготовки выключают продольную подачу, измеряют силы резания при уменьшении толщины срезаемого слоя до нуля и при его нулевой толщине, отличающийся тем, что измеряют силу резания на главной задней поверхности чашечного резца при совмещении его вершины с плоскостью правого торца заготовки и дополнительно измеряют результирующую силу резания на задней поверхности чашечного резца при совмещении внешней точки вспомогательной режущей кромки чашечного резца с плоскостью того же торца заготовки, после чего определяют силу резания на вспомогательной задней поверхности чашечного резца, при этом во время обработки и при измерении сил резания направление и скорость вращения чашечного резца поддерживают постоянными. 11418 1 2008.12.30 Изобретение относится к машиностроению, в частности к механической обработке материалов резанием. Известный способ заключается в том, что производят экспериментальное определение составляющих силы резания, по методу экстраполяции выводят графики силовых зависимостей на нулевую толщину среза, пересечение графиков с осями и дают значения сил,действующих на задней поверхности 1. Данный способ дает значительные погрешности при определении сил, действующих на задней поверхности чашечного резца, имеющего круговую режущую кромку, у которой главный и вспомогательный углы контакта расположены по разные стороны относительно плоскости, проходящей через вершину и ось режущего элемента чашечного резца. Наиболее близким по технической сущности и достигаемым результатам является способ, который основан на том, что измеряют составляющие силы резания при уменьшении толщины срезаемого слоя. По результатам измерений строят график зависимости силы резания от времени одного оборота детали, в точке перегиба кривой определяют силы на задней поверхности резца 2. Данный способ дает значительные погрешности при определении сил на задней поверхности чашечного резца, имеющего круговую режущую кромку с большим углом контакта, у которой главный и вспомогательный углы контакта расположены по разные стороны относительно плоскости, проходящей через вершину и ось режущего элемента чашечного резца. Задачей данного изобретения является повышение точности определения сил резания на задней поверхности в зависимости от конкретных условий обработки. Указанная задача достигается тем, что в способе определения сил резания на задней поверхности чашечного резца, при котором при обработке заготовки выключают продольную подачу, измеряют силы резания при уменьшении толщины срезаемого слоя до нуля и при его нулевой толщине, согласно изобретению, измеряют силу резания на главной задней поверхности чашечного резца при совмещении его вершины с плоскостью правого торца заготовки и дополнительно измеряют результирующую силу резания на задней поверхности чашечного резца при совмещении внешней точки вспомогательной режущей кромки чашечного резца с плоскостью того же торца заготовки, после чего определяют силу резания на вспомогательной задней поверхности чашечного резца, при этом во время обработки и при измерении сил резания направление и скорость вращения чашечного резца поддерживают постоянными. Сущность изобретения поясняется иллюстрациями. На фиг. 1 представлен чашечный резец, имеющий передний угол заточки 3 и задний угол заточки 3, на фиг. 2 представлена схема обработки детали 2 чашечным резцом 1, на фиг. 3 представлены графики изменения силы, действующей на чашечный резец, за один оборот с момента выключения подачи при первом и втором измерении силы резания, на фиг. 4 представлена схема расположения упругой пластины 4 и схема сил, действующих на главной задней поверхности, на фиг. 5 представлена схема сил, действующих на главной и вспомогательной задних поверхностях одновременно, на фиг. 6 представлена схема сил, действующих на передней поверхности, на фиг. 7 представлена схема сил, действующих на передней, главной и вспомогательной задних поверхностях в нормальном сечении. Пример осуществления способа. Способ определения сил резания на задней поверхности при обработке чашечными резцами, имеющими круговую режущую кромку, у которой главный и вспомогательный углы контакта расположены по разные стороны относительно плоскости, проходящей через вершину и ось режущего элемента чашечного резца, осуществляется следующим образом. Чашечным резцом 1, имеющим передний 3 и задний 3 углы заточки (фиг. 1),установленным на станке под угломв горизонтальной плоскости и имеющим вращение ,обрабатывают заготовку 2, снимая припуск(фиг. 2). Заготовке 2 сообщают вращательное 2 11418 1 2008.12.30 движение со скоростью , а чашечному резцу 1 - продольное перемещение с подачей ,при этом он имеет с заготовкой 2 по главной режущей кромке угол контакта г и по вспомогательной режущей кромке угол контакта в, и на чашечный резец 1 действует сила резания Р 4(Рх 4, Ру 4, Р 4). Силу Р 1(Рх 1, Ру 1, Р 1), действующую на задней поверхности чашечного резца 1, фиксируют по составляющим в момент отсутствия процесса стружкообразования на передней поверхности 3 чашечного резца 1. Отсутствие стружкообразования возможно при толщине среза, равной величине упругой деформации материала. Для установления момента отсутствия стружкообразования на передней поверхности 3 чашечного резца 1 фиксируют известными методами изменение составляющих силы резания после выключения подачистанка в течение одного оборота заготовки 2, затем строят график зависимости силы резания Р от времени 0 (фиг. 3). График(0) имеет перегиб в точке, соответствующей времени Т 1 оборота заготовки 2, 11/, указывающий, что в точке перегиба графика стружкообразование на передней поверхности 3 чашечного резца 1 прекратилось и в дальнейшем фиксируемые силы действуют только на задней поверхности чашечного резца 1. Измерение сил осуществляют дважды первый раз (фиг. 4) - в момент отсутствия процесса стружкообразования на передней поверхности 3 при совмещении вершины чашечного резца 1 с плоскостью правого торца заготовки 2 и второй раз (фиг. 5) - в момент отсутствия процесса стружкообразования на передней поверхности 3 при совмещении внешней точки вспомогательной дуги контакта с плоскостью этого же торца заготовки 2,при этом направление и скорость вращения чашечного резца 1 во время обработки и при измерении сил поддерживают постоянными. Для облегчения фиксирования момента совмещения плоскости, в которой расположена вершина чашечного резца 1 с правым торцом заготовки 2 в резцедержателе над вершиной чашечного резца 1 закрепляют тонкую упругую пластину 4, левая плоскость которой совпадает с плоскостью расположения вершины чашечного резца 1. В момент касания левой плоскости пластины 4 торца 5 заготовки 2 и производят отключение подачи и одновременно измеряют силы. Второй раз для удобства совмещения внешней точки вспомогательной дуги контакта с правым торцом 5 заготовки 2 пластину 4 закрепляют в резцедержателе над внешней точкой вспомогательной дуги контакта так, чтобы левая плоскость совпадала с плоскостью расположения внешней точки вспомогательной дуги контакта. В момент касания левой плоскости пластины 4 и производят отключение подачи с измерением результирующих составляющих силы резания Р 3(Рх 3, Ру 3, Р 3) на задней поверхности чашечного резца 1, при этом до момента отключения подачи фиксируют результирующую (суммарную) силу Р 4(Рх 4, Ру 4, Р 4), действующую на чашечный резец 1 на передней 3, главной и вспомогательной задних поверхностях чашечного резца 1 одновременно. Силы Р 1(Рх 1, Ру 1, Р 1) и Р 3(Рх 3, Ру 3, Р 3), фиксируемые в момент времени 1 (фиг. 4, 5), после выключения подачистанка и являются силами,действующими на главной задней поверхности Р 1 при измерении первый раз и на главной и вспомогательной задних поверхностях одновременно (результирующая) Р 3 при измерении второй раз. После определения сил Р 1(Рх 1, Ру 1, Р 1) и Р 3(Рх 3, Ру 3, Р 3) определяют силу Р 2(Рх 2, Ру 2, Р 2), действующую на вспомогательной задней поверхности по зависимостям выведенным из фиг. 5 Рх 3 Рх 1-Рх 2 Ру 31 Ру 2 312. Затем определяют силы трения 1, 2 и силы нормального давления 1, 2, действующие на главной и вспомогательной задних поверхностях соответственно, для этого определяют радиальные и осевые составляющие силы, действующие на чашечный резец 1 в нормальных сечениях на этих поверхностях (фиг. 7) 1 Ррад 1313 2 Ррад 2323 3 1 Рос 13 - рад 13 2 Рос 23 - рад 23, ос 1 Р 1 - 1 ос 2 Р 22 рад 1 Р 1(11) рад 2 Р 21(22)1. Отсюда коэффициенты трения на главной 1 и вспомогательной 2 задних поверхностях режущего клина чашечного резца 1 11/1 22/2. Затем получают зависимости для определения сил, действующих на передней поверхности 3 чашечного резца 1, для этого определяют составляющие силы резания , , ,действующие на передней поверхности 3 согласно зависимостям (фиг. 2, 6) РхРх 4 - Рх 3 РуРу 4 - Ру 34 - 3. Чтобы определить силы тренияи силы нормального давления , действующие на передней поверхности 3, определяют радиальную и осевую составляющие, действующие на чашечный резец 1 в нормальном сечении на этой поверхности (фиг. 7)3 рад 3 рад 3 - 3,где-пад. Отсюда коэффициент тренияна передней поверхности 3 режущего клина чашечного резца 1/. Таким образом, при обработке набивного бумажного вала суперкаландра, набранного из хлопко-шерстяной бумаги,350 мм и длиной 650 мм чашечным резцом с диаметром режущей кромки 60 мм, материал режущего элемента - твердый сплав Т 15 К 6 с передним углом заточки 315, задним углом заточки 312, ось чашечного резца расположена ниже оси вала на 20 мм и повернута в основной плоскости на угол установки у 1 по прямой второй схеме ротационного резания на технологических режимах, скорость резания 10 м/с, подача 2 мм/об, глубина резаниямм, скорость обновления режущей кромки (окружная скорость на режущей кромке чашечного резца)1,210-5 м/с. Измерение составляющей силы резания производилось динамометром УДМ 600 конструкции ВНИИ. При измерении результирующих составляющих силы резания, действующих одновременно на главной передней, главной и вспомогательной задних поверхностях по способу, принятому за прототип, получаем Рх 4800 Н, Р 4-120 Н, знак минус указывает на то, что составляющая Р 4 не отталкивает чашечный резец от заготовки, а затягивает его в заготовку, 4350 Н. При выключении продольной подачи после завершения процесса стружкообразования на передней поверхности чашечного резца фиксируем результирующие составляющие силы резания, действующие на главной и вспомогательной задних поверхностях Рх 3110 Н, Р 315 Н, Р 350 Н. Для определения составляющих силы резания, действующих на задние поверхности чашечного резца по предлагаемому способу, измерение составляющих силы резания производим дважды. Первый раз произведено измерение составляющих силы резания, действующих на главную заднюю поверхность при совмещении вершины (наиболее заглубленной точки режущего элемента в обрабатываемый материал) чашечного резца с правым торцом вала в момент отсутствия 4 11418 1 2008.12.30 процесса стружкообразования на передней поверхности чашечного резца 1150 Н,Р 19 Н, 130 Н. Второй раз произведено измерение составляющих силы резания, действующих одновременно на главную и вспомогательную задние поверхности при совмещении внешней точки вспомогательной режущей кромки чашечного резца с правым торцом вала в момент отсутствия процесса стружкообразования на передней поверхности чашечного резца Рх 3110 Н, Ру 315 Н, 350 Н. Используя полученные зависимости,определяем составляющие силы резания, действующие на вспомогательную заднюю поверхность чашечного резца Р 240 Н, Р 26 Н, 220 . Исходя из вышеизложенного,повышается точность измерения и меняется качественное представление о величине и направлении составляющих силы резания, действующих на заднюю поверхность чашечного резца при обработке. Источники информации 1. Бобров В.Ф. Основы теории резания металлов. - М. Машиностроение, 1975. С. 190, рис. 145. 2. А.с. СССР 1207632, МПК В 23 В 1/00, 1986. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
Метки: сил, чашечного, определения, резца, резания, поверхности, способ, задней
Код ссылки
<a href="https://by.patents.su/6-11418-sposob-opredeleniya-sil-rezaniya-na-zadnejj-poverhnosti-chashechnogo-rezca.html" rel="bookmark" title="База патентов Беларуси">Способ определения сил резания на задней поверхности чашечного резца</a>
Способ оперативного лечения опухоли задней поверхности бедренной кости в нижней трети у ребенка
Номер патента: 10638
Опубликовано: 30.06.2008
Авторы: Воронович Иосиф Робертович, Пашкевич Людмила Антоновна, Шпилевский Игорь Эдуардович, Бродко Георгий Александрович
МПК: A61B 17/88, A61B 17/56
Метки: опухоли, трети, бедренной, ребенка, поверхности, способ, оперативного, задней, кости, лечения, нижней
Текст:
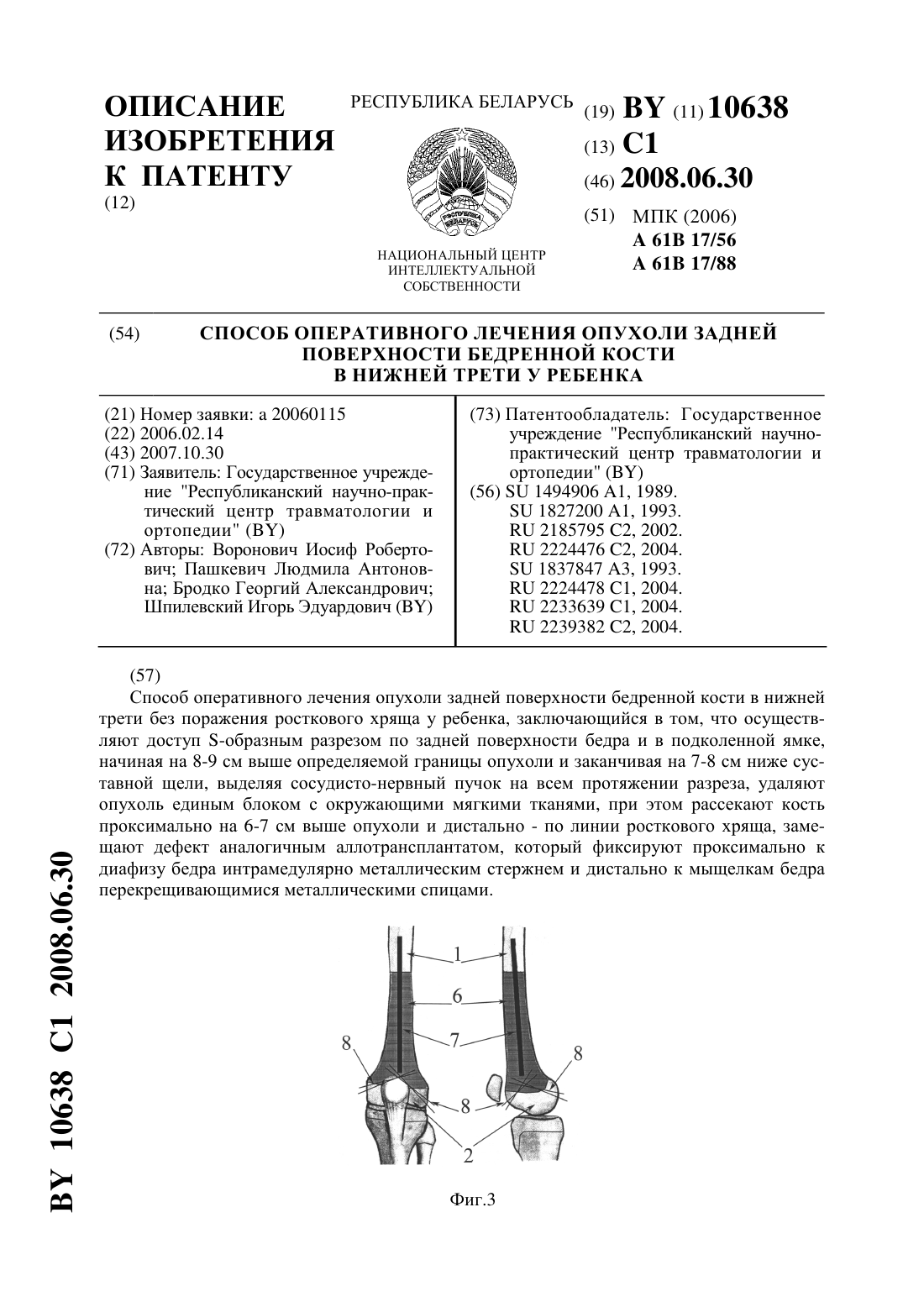
...бедра в трансплантат. Сосудисто-нервный пучок укладывают на место, устанавливают активные дренажи, рану ушивают по общепринятым правилам и закрывают асептической повязкой. Конечность фиксируют гипсовой повязкой по общепринятым правилам. Послеоперационное ведение больного - по общепринятым правилам, дренаж удаляют на 2-3 сутки после операции, швы снимают на 12-14 сутки. Активные изометрические сокращения четырехглавой мышцы бедра в...
Устройство для замены режущих пластин резца
Номер патента: 3107
Опубликовано: 30.12.1999
Авторы: Михайлов Михаил Иванович, Жабинский Александр Владимирович.
МПК: B23B 27/16
Метки: режущих, пластин, резца, устройство, замены
Текст:
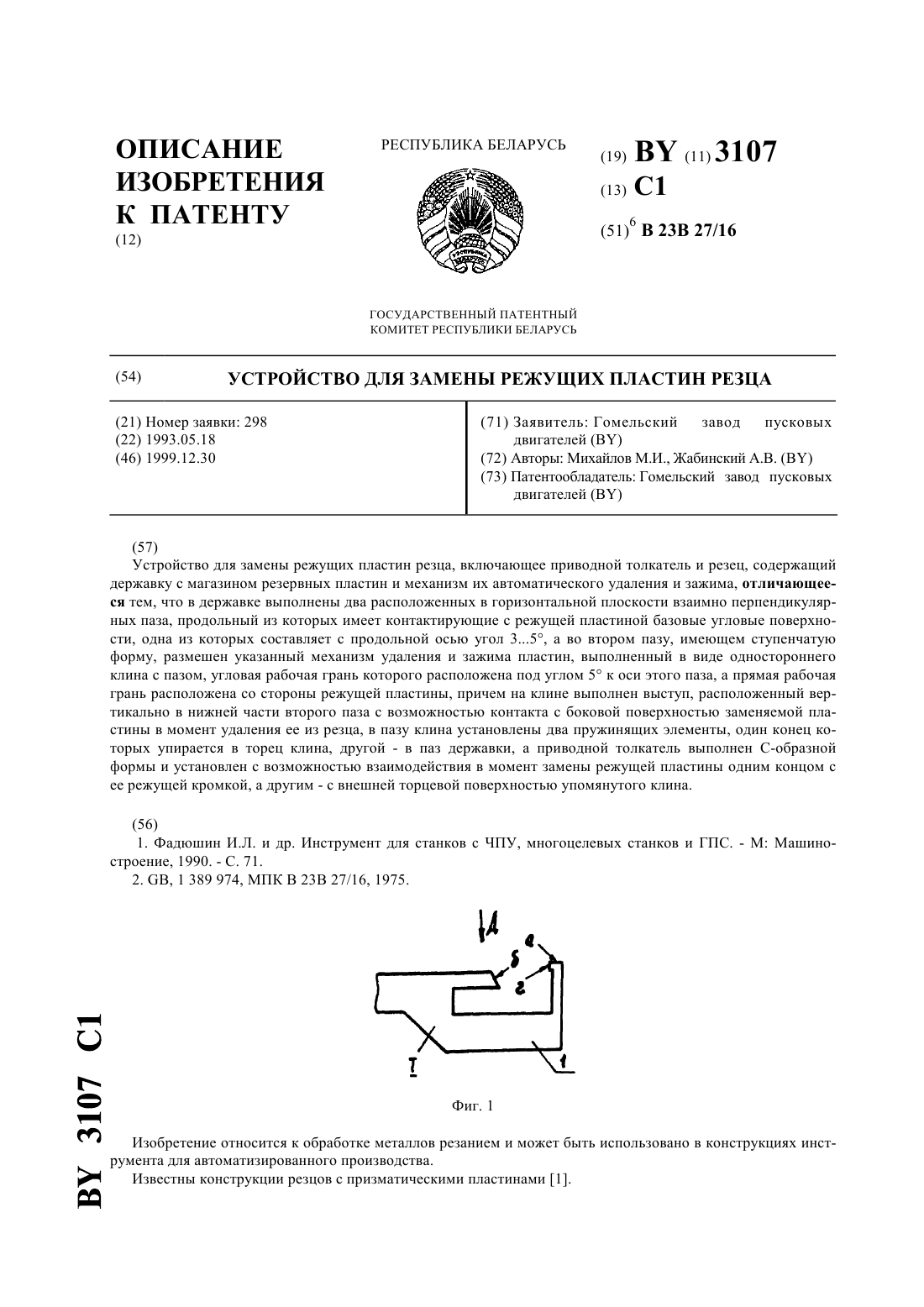
...паза, продольный из которых имеет контактирующие с режущей пластиной базовые угловые поверхности, одна из которых составляет с продольной осью угол 35, а во втором пазу,имеющем ступенчатую форму, размещен указанный механизм удаления и зажима пластин, выполненный в виде одностороннего клина с пазом, угловая рабочая грань которого расположена под углом 5 к оси этого паза, а прямая рабочая грань расположена со стороны режущей пластины,...
Способ определения отклонений геометрической формы поверхности
Номер патента: 9356
Опубликовано: 30.06.2007
Авторы: Дадьков Константин Игоревич, Соколовский Сергей Степанович, Соломахо Владимир Леонтьевич, Цитович Борис Васильевич
МПК: G01B 5/004
Метки: формы, определения, отклонений, геометрической, поверхности, способ
Текст:
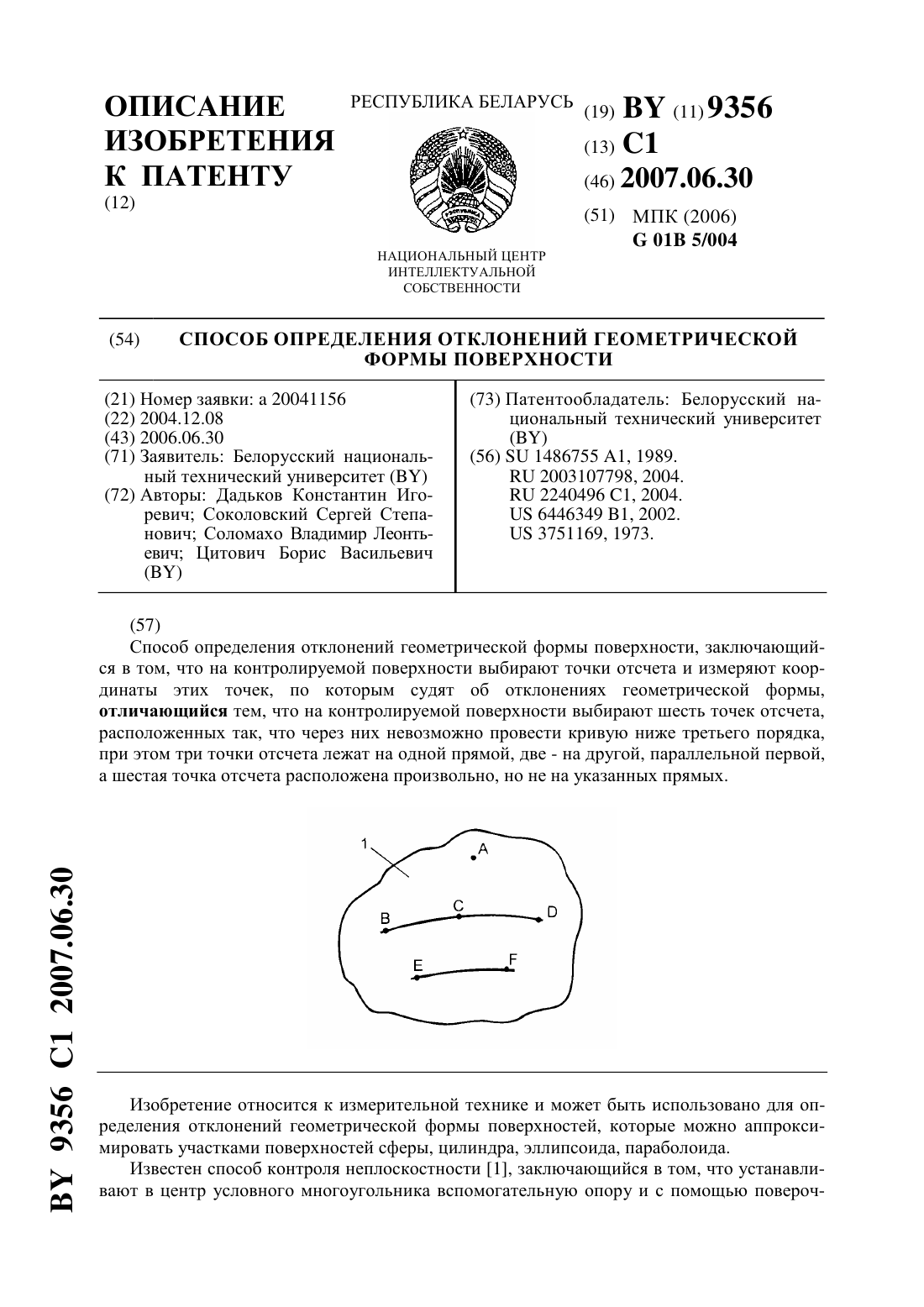
...ограниченность его применения для контроля деталей с элементами прерывания. Задачей изобретения является повышение точности контроля при измерении поверхностей с элементами прерывания за счет получения полной измерительной информации по шести точкам на контролируемой поверхности. Для решения поставленной задачи в способе определения отклонений геометрической формы, заключающемся в том, что на контролируемой поверхности выбирают точки...
Способ и устройство для определения шероховатости поверхности
Номер патента: 6158
Опубликовано: 30.06.2004
Авторы: Кондратенко Владимир Иванович, Пастухов Михаил Иванович, Тихова Елена Леонидовна, Сытько Владимир Владимирович
МПК: G01B 11/30
Метки: определения, способ, устройство, шероховатости, поверхности
Текст:
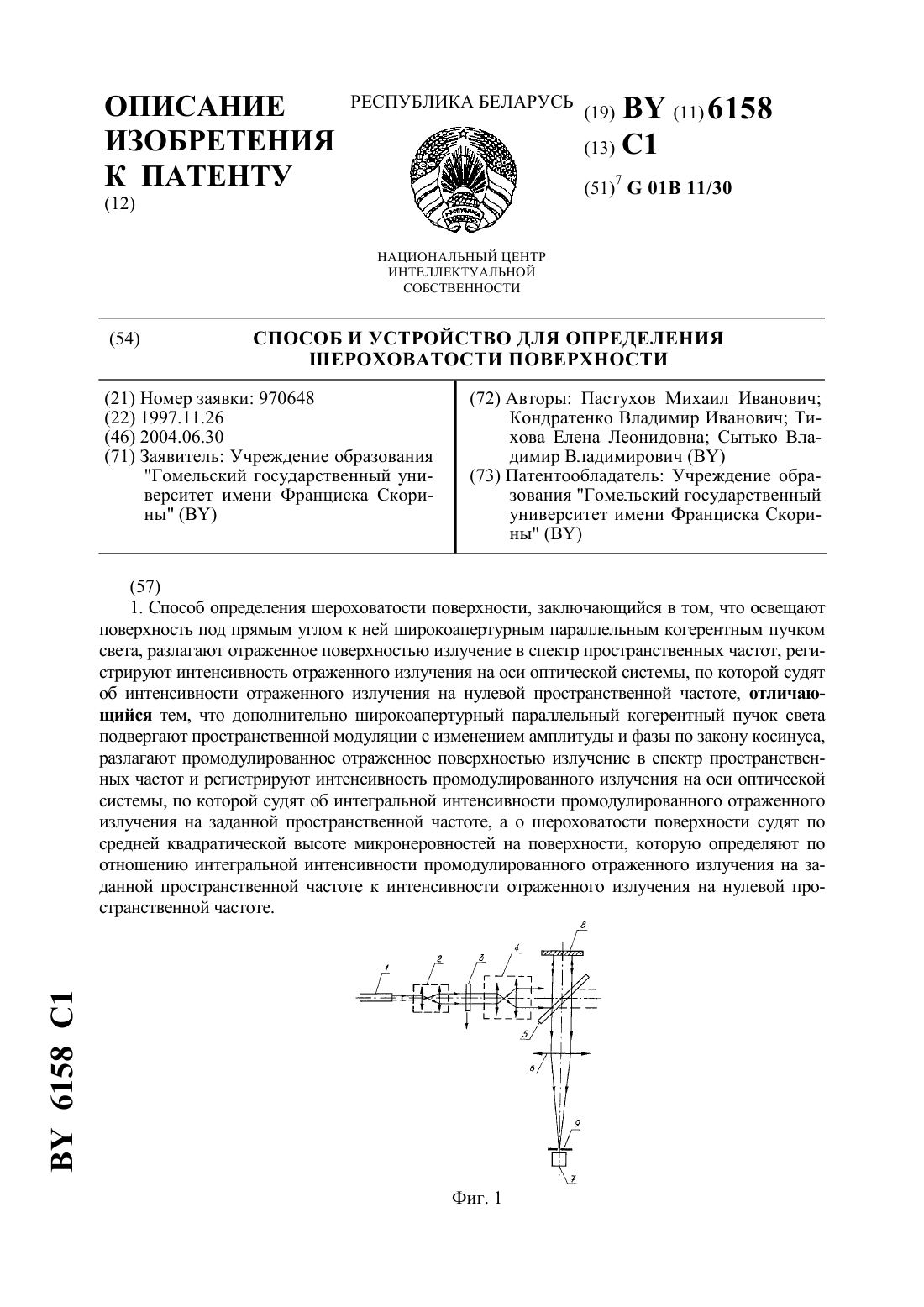
...по которой судят об интегральной интенсивности промодулированного отраженного излучения на заданной пространственной частоте, а о шероховатости поверхности судят по средней квадратической высоте микронеровностей на поверхности,которую определяют по отношению интегральной интенсивности промодулированного отраженного излучения на заданной пространственной частоте к интенсивности отраженного излучения на нулевой пространственной частоте....
Способ определения параметров отпечатка, полученного на поверхности металла при измерении его твердости
Номер патента: 9726
Опубликовано: 30.10.2007
Авторы: Сарока Дмитрий Игнатьевич, Жарин Анатолий Лаврентьевич, Дмитрович Александр Анатольевич, Шипица Николай Александрович, Савич Вадим Викторович, Беляков Андрей Викторович
МПК: G01N 3/40
Метки: твердости, определения, металла, способ, измерении, полученного, поверхности, параметров, отпечатка
Текст:
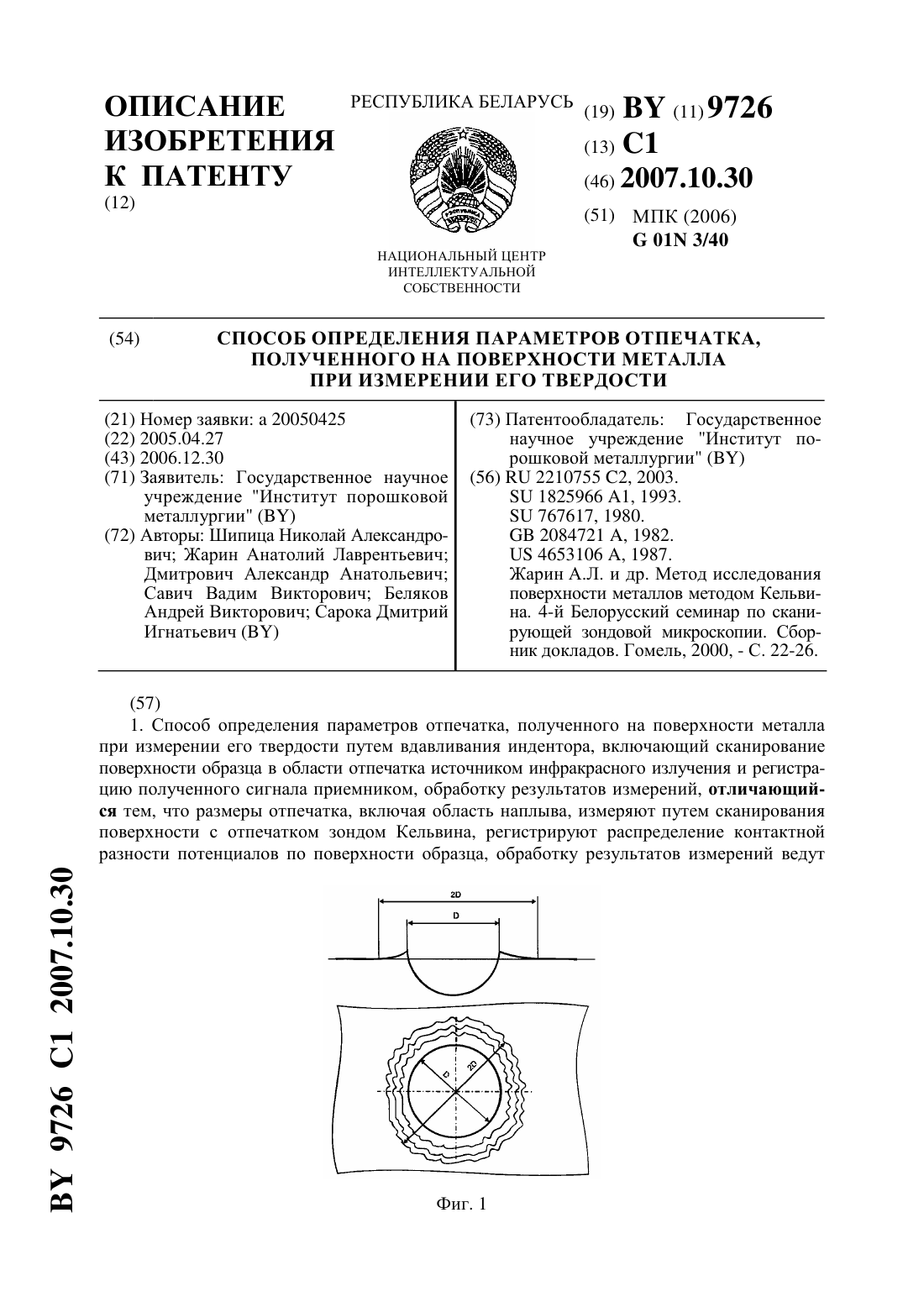
...его твердости путем вдавливания индентора, по которым, в дальнейшем, рассчитывают механические свойства исследуемого металла. Поставленная техническая задача достигается тем, что в известном способе определения параметров отпечатка, полученного на поверхности металла при измерении его твердости путем вдавливания индентора, включает сканирование поверхности образца в области отпечатка источником и регистрации полученного сигнала...
Предыдущий патент: Самоходный льноуборочный комбайн
Следующий патент: Пеногенератор
Случайный патент: Способ управления процессом формообразования прецизионных поверхностей оптических деталей