Ленточный конвейер
Номер патента: U 9710
Опубликовано: 30.12.2013
Авторы: Тойгамбаев Серик Кокибаевич, Нукешев Саяхат Оразович, Романюк Николай Николаевич, Есхожин Джадыгер Зарлыкович, Шило Иван Николаевич, Агейчик Валерий Александрович
Текст
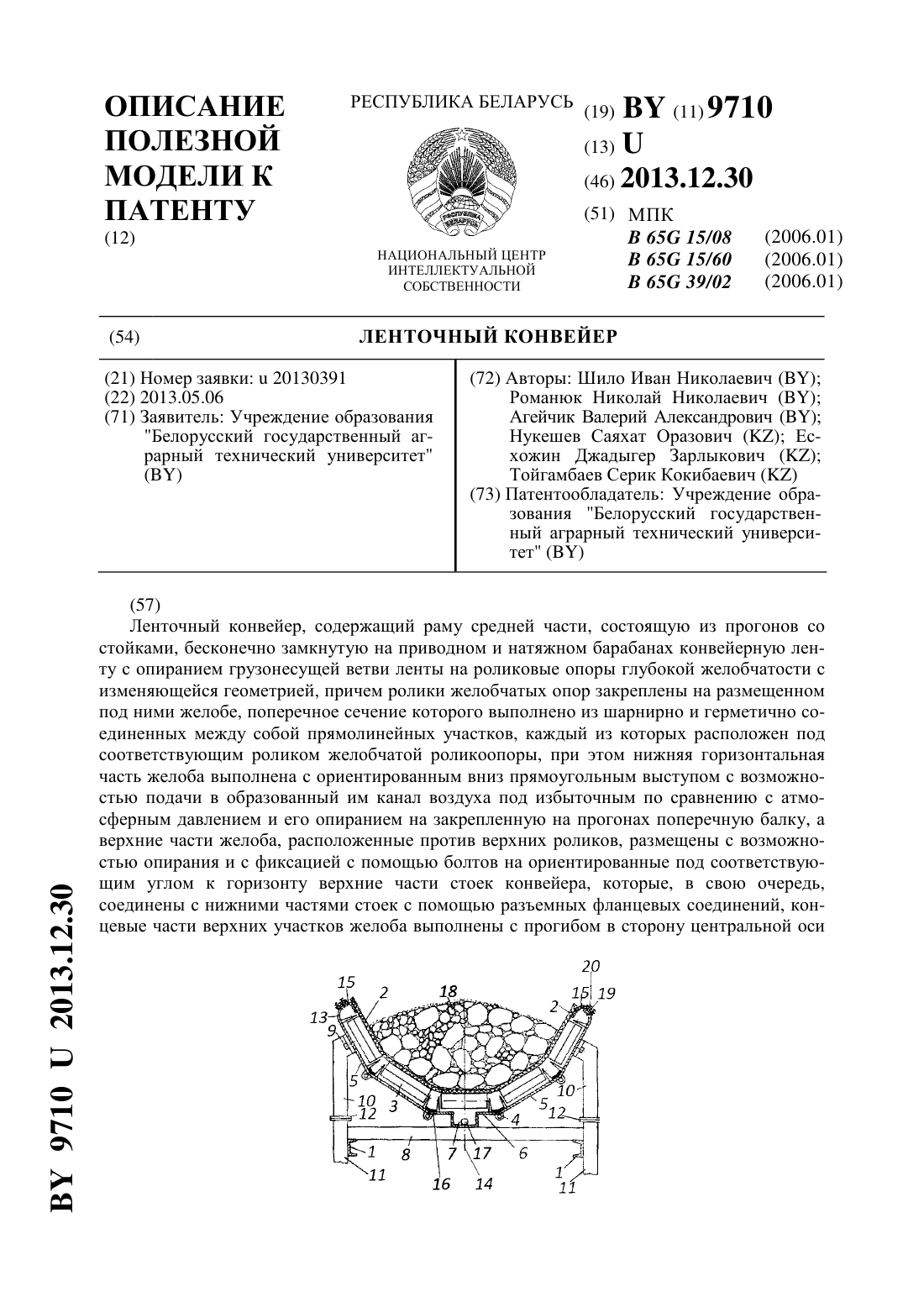
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ(71) Заявитель Учреждение образования Белорусский государственный аграрный технический университет(72) Авторы Шило Иван НиколаевичРоманюк Николай НиколаевичАгейчик Валерий АлександровичНукешев Саяхат ОразовичЕсхожин Джадыгер ЗарлыковичТойгамбаев Серик Кокибаевич(73) Патентообладатель Учреждение образования Белорусский государственный аграрный технический университет(57) Ленточный конвейер, содержащий раму средней части, состоящую из прогонов со стойками, бесконечно замкнутую на приводном и натяжном барабанах конвейерную ленту с опиранием грузонесущей ветви ленты на роликовые опоры глубокой желобчатости с изменяющейся геометрией, причем ролики желобчатых опор закреплены на размещенном под ними желобе, поперечное сечение которого выполнено из шарнирно и герметично соединенных между собой прямолинейных участков, каждый из которых расположен под соответствующим роликом желобчатой роликоопоры, при этом нижняя горизонтальная часть желоба выполнена с ориентированным вниз прямоугольным выступом с возможностью подачи в образованный им канал воздуха под избыточным по сравнению с атмосферным давлением и его опиранием на закрепленную на прогонах поперечную балку, а верхние части желоба, расположенные против верхних роликов, размещены с возможностью опирания и с фиксацией с помощью болтов на ориентированные под соответствующим углом к горизонту верхние части стоек конвейера, которые, в свою очередь,соединены с нижними частями стоек с помощью разъемных фланцевых соединений, концевые части верхних участков желоба выполнены с прогибом в сторону центральной оси 97102013.12.30 конвейера, а с внутренней стороны к сопрягаемым участкам желоба прикреплены путем приклеивания полосы из гибкого эластичного материала, а внутри прямоугольного выступа нижней части желоба размещен трубопровод для централизованной подачи смазки к подшипникам роликов желобчатых роликоопор, а подаваемый в желоб воздух предварительно нагревается до требуемой температуры, определяемой условиями эксплуатации конвейера, отличающийся тем, что расположенная на приводном и натяжном барабанах конвейерная лента выполнена шириной, обеспечивающей, при ее симметричном расположении относительно центральной вертикальной плоскости симметрии конвейера, выступ ее краев за пределы опорной цилиндрической поверхности крайних боковых роликов на 100-120 мм, а верхняя часть каждой кромки верхних участков желоба выполнена эластичной, отогнутой вниз и расположена под выступами краев конвейерной ленты за пределами опорной цилиндрической поверхности крайних боковых роликов с возможностью соприкосновения этой эластичной верхней части каждой кромки верхних участков желоба с ближайшим к ней выступом края конвейерной ленты за счет направленных вверх упругих сил верхней части кромки, прогиба под действием собственной силы тяжести выступа края конвейерной ленты и избыточного давления в канале воздуха по сравнению с атмосферным давлением.(56) 1. Полунин В.Т., Гуленко Г.Н. Конвейеры для горных предприятий. - М. Недра, 1978. С. 62-63, рис. 2.13. 2. Полунин В.Т., Гуленко Г.Н. Конвейеры для горных предприятий. - М. Недра, 1978. С. 275-276, рис. 11.9. 3. Патент РФ 2478075, МПК 65 15/0865 15/6065 39/02, 2013. Полезная модель относится к конвейеростроению, а именно к ленточным конвейерам для транспортирования насыпных грузов с опиранием грузонесущей ветви конвейерной ленты на роликовые опоры глубокой желобчатости со сниженной величиной коэффициента сопротивления движению ленты. Известен ленточный конвейер 1, содержащий раму средней части, состоящую из прогонов со стойками, бесконечно замкнутую на приводном и натяжном барабанах конвейерную ленту с опиранием грузонесущей ветви ленты на желобчатые роликовые опоры с изменяющейся геометрией. Однако недостатками известного конвейера являются увеличенная энергоемкость транспортирования насыпных грузов и повышенная интенсивность износа конвейерной ленты при ее взаимодействии с роликовыми опорами, формирующими поперечный профиль ленты увеличенной желобчатости, особенно при транспортировании крупнокускового груза. Известен ленточный конвейер 2 с опиранием ленты на воздушную подушку с минимальным коэффициентом сопротивления движению ленты, содержащий размещенный под лентой желоб с устройствами для подачи в его среднюю часть воздуха под избыточным давлением для поддержания грузонесущей и ленты с размещенным на ней транспортируемым грузом. Недостатками конвейера являются существенные ограничения по крупности кусков транспортируемого груза и незначительная по величине производительность конвейера. Известен ленточный конвейер 3, содержащий раму средней части, состоящую из прогонов со стойками, бесконечно замкнутую на приводном и натяжном барабанах конвейерную ленту с опиранием грузонесущей ветви ленты на роликовые опоры глубокой желобчатости с изменяющейся геометрией, причем ролики желобчатых опор закреплены 2 97102013.12.30 на размещенном под ними желобе, поперечное сечение которого выполнено из шарнирно и герметично соединенных между собой прямолинейных участков, каждый из которых расположен под соответствующим роликом желобчатой роликоопоры, при этом нижняя горизонтальная часть желоба выполнена с ориентированным вниз прямоугольным выступом с возможностью подачи в образованный им канал воздуха под избыточным по сравнению с атмосферным давлением и его опиранием на закрепленную на прогонах поперечную балку, а верхние части желоба, расположенные против верхних роликов, размещены с возможностью опирания и с фиксацией с помощью болтов на ориентированные под соответствующим углом к горизонту верхние части стоек конвейера, которые, в свою очередь, соединены с нижними частями стоек с помощью разъемных фланцевых соединений, концевые части верхних участков желоба выполнены с прогибом в сторону центральной оси конвейера с отогнутыми вверх кромками и расположены с минимальными зазорами относительно боковых кромок грузонесущей ветви ленты, а с внутренней стороны к сопрягаемым участкам желоба прикреплены путем приклеивания полосы из гибкого эластичного материала, а внутри прямоугольного выступа нижней части желоба размещен трубопровод для централизованной подачи смазки к подшипникам роликов желобчатых роликоопор, а подаваемый в желоб воздух предварительно нагревается до требуемой температуры, определяемой условиями эксплуатации конвейера. Недостатками такого конвейера являются существенные ограничения по крупности кусков транспортируемого груза и значительные по величине энергозатраты при работе конвейера, так как, несмотря на минимальные зазоры между отогнутыми вверх кромками концевых частей верхних участков желоба и боковыми кромками грузонесущей ветви ленты, значительная часть воздуха свободно вытекает в эти зазоры и направляется прямо на транспортируемый груз, сдувая с грузонесущей ветви ленты мелкие, а в отдельных случаях и средние частицы транспортируемого груза. Задача, которую решает полезная модель, заключается в снижении энергозатрат при работе конвейера и снятии ограничений по крупности кусков транспортируемого груза. Поставленная задача решается с помощью ленточного конвейера, содержащего раму средней части, состоящую из прогонов со стойками, бесконечно замкнутую на приводном и натяжном барабанах конвейерную ленту с опиранием грузонесущей ветви ленты на роликовые опоры глубокой желобчатости с изменяющейся геометрией, причем ролики желобчатых опор закреплены на размещенном под нимижелобе, поперечное сечение которого выполнено из шарнирно и герметично соединенных между собой прямолинейных участков, каждый из которых расположен под соответствующим роликом желобчатой роликоопоры, при этом нижняя горизонтальная часть желоба выполнена с ориентированным вниз прямоугольным выступом с возможностью подачи в образованный им канал воздуха под избыточным по сравнению с атмосферным давлением и его опиранием на закрепленную на прогонах поперечную балку, а верхние части желоба, расположенные против верхних роликов, размещены с возможностью опирания и с фиксацией с помощью болтов на ориентированные под соответствующим углом к горизонту верхние части стоек конвейера, которые, в свою очередь, соединены с нижними частями стоек с помощью разъемных фланцевых соединений, концевые части верхних участков желоба выполнены с прогибом в сторону центральной оси конвейера, а с внутренней стороны к сопрягаемым участкам желоба прикреплены путем приклеивания полосы из гибкого эластичного материала, а внутри прямоугольного выступа нижней части желоба размещен трубопровод для централизованной подачи смазки к подшипникам роликов желобчатых роликоопор, а подаваемый в желоб воздух предварительно нагревается до требуемой температуры, определяемой условиями эксплуатации конвейера, где расположенная на приводном и натяжном барабанах конвейерная лента выполнена шириной, обеспечивающей, при ее симметричном расположении относительно центральной вертикальной плоскости симметрии конвейера, выступ ее краев за пределы опорной ци 3 97102013.12.30 линдрической поверхности крайних боковых роликов на 100-120 мм, а верхняя часть каждой кромки верхних участков желоба выполнена эластичной, отогнутой вниз и расположена под выступами краев конвейерной ленты за пределами опорной цилиндрической поверхности крайних боковых роликов с возможностью соприкосновения этой эластичной верхней части каждой кромки верхних участков желоба с ближайшим к ней выступом края конвейерной ленты за счет направленных вверх упругих сил верхней части кромки,прогиба под действием собственной силы тяжести выступа края конвейерной ленты и избыточного давления в канале воздуха по сравнению с атмосферным давлением. Ленточный конвейер с поперечным разрезом по грузонесущей ветви ленты представлен на фигуре. Ленточный конвейер содержит раму средней части, состоящую из прогонов 1 со стойками, бесконечно замкнутую на проводном и натяжном барабанах (не показаны) конвейерную ленту 2 с опиранием грузонесущей ветви ленты 2 на роликовые опоры глубокой желобчатости. Ролики 3 желобчатых опор закреплены на размещенном под ними желобе,поперечное сечение которого выполнено из шарнирно соединенных с помощью шарниров 4 и герметично соединенных между собой прямолинейных участков 5, каждый из которых расположен под соответствующим роликом 3 желобчатой роликоопоры. При этом нижняя горизонтальная часть 6 желоба выполнена с ориентированным вниз прямоугольным выступом 7 с возможностью подачи в образованный им канал воздуха под избыточным по сравнению с атмосферным давлением и его опиранием на закрепленную на прогонах 1 поперечную балку 8. Верхние участки 5 желоба, расположенные против верхних роликов 3, размещены с возможностью опирания и с фиксацией с помощью болтов 9 на ориентированные под соответствующим углом к горизонту верхние части 10 стоек конвейера, которые, в свою очередь, соединены с нижними частями 11 стоек с помощью разъемных фланцевых соединений 12. Расположенная на приводном и натяжном барабанах конвейерная лента 2 выполнена шириной, обеспечивающей, при ее симметричном расположении относительно центральной вертикальной плоскости симметрии конвейера со следом 14,выступ ее краев за пределы опорной цилиндрической поверхности крайних боковых роликов на 100-120 мм. Концевые части 13 верхних участков 5 желоба выполнены с прогибом в сторону центральной вертикальной плоскости симметрии конвейера со следом 14. Верхняя часть 15 каждой кромки верхних участков желоба закреплена на соответствующей концевой части 13 верхних участков 5 желоба с помощью планок 19 и винтов 20. Верхняя часть 15 каждой кромки верхних участков желоба выполнена эластичной, отогнутой вниз и расположена под выступами краев конвейерной ленты 2 за пределами опорной цилиндрической поверхности крайних боковых роликов с возможностью соприкосновения этой эластичной верхней части 15 каждой кромки верхних участков желоба с ближайшим к ней выступом края конвейерной ленты 2 за счетнаправленных вверх упругих сил верхней части 15 кромки, прогиба под действием собственной силы тяжести выступа края конвейерной ленты 2 и избыточного давления в канале воздуха по сравнению с атмосферным давлением. С внутренней стороны к сопрягаемым участкам 5 желоба прикреплены путем приклеивания полосы 16 из гибкого эластичного материала. Внутри прямоугольного выступа 7 нижней части 5 желоба может быть размещен трубопровод 17 для централизованной подачи смазки к подшипникам роликов 3 желобчатых роликоопор. 18 транспортируемый груз. Ленточный конвейер работает следующим образом. Перед запуском конвейера в продольный канал, образованный прямоугольным выступом 7 желоба, подают воздух под избыточным по сравнению с атмосферным давлением. При этом величину избыточного давления воздуха принимают близкой к расчетной величине, принимаемой для конвейеров с опиранием ленты на воздушную подушку. В случае необходимости подаваемый в желоб воздух может быть предварительно нагрет до требуемой температуры, определяемой условиями эксплуатации конвейера. При движении 4 97102013.12.30 грузонесущей ветви ленты 2 с транспортируемым грузом 18 за счет избыточного давления воздуха под грузонесущей ветвью ленты 2 стрела провеса ленты 2 между смежными роликоопорами, сформированными из роликов 3, будет минимальной. Также минимальным будет давление ленты на ролики 3 желобчатых роликоопор. Благодаря этому существенно уменьшаются статические сопротивления движению ленты 2 и ее усталостный и абразивный износ при взаимодействии ленты 2 с транспортируемым грузом 18 при прохождении ленты 2 с грузом 18 по желобчатым роликоопорам. Наличие полос 16 из гибкого эластичного материала в зонах размещения сопрягаемых участков 5 желоба исключает возможность неконтролируемых потерь воздуха. Принятая форма концевых частей 13 с эластичными верхними частями 15 каждой кромки верхних участков 5 желоба с гарантированным соприкосновением этой эластичной верхней части 15 каждой кромки верхних участков желоба с ближайшим к ней выступом края конвейерной ленты 2 за счет направленных вверх упругих сил верхней части 15 кромки, прогиба под действием собственной силы тяжести выступа края конвейерной ленты 2 и избыточного давления в канале воздуха по сравнению с атмосферным давлением обеспечивает минимальный расход воздуха,подаваемого во внутреннюю часть желоба, и исключает его прямое воздействие на мелкие частицы перемещаемого груза. При размещении в желобе трубопровода 17 обеспечивается возможность автоматической смазки подшипников роликов 3 желобчатых роликоопор. В процессе эксплуатации конвейера в случае необходимости выполнения работ, связанных с ремонтом или заменой роликов 3 желобчатых роликоопор или конвейерной ленты 2, верхние части 10 стоек после разъема фланцевых соединений 12 отсоединяются от нижних частей 11, а боковые участки 5 желоба разворачивают относительно шарниров 4. Это обеспечивает необходимый доступ к роликам 3 и ленте 2 для выполнения работ, связанных с их ремонтом. Таким образом, достигается снижение энергоемкости транспортирования, увеличение срока службы конвейерной ленты при транспортировании конвейером в том числе мелкокускового груза с формированием поперечного сечения грузонесущей ветви ленты глубокой желобчатости, обеспечивающей высокую производительность конвейера, а также, при тех же прочностных показателях конвейерной ленты, увеличение длины конвейера. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B65G 39/02, B65G 15/08, B65G 15/60
Код ссылки
<a href="https://by.patents.su/5-u9710-lentochnyjj-konvejjer.html" rel="bookmark" title="База патентов Беларуси">Ленточный конвейер</a>
Ленточный конвейер
Номер патента: U 6089
Опубликовано: 30.04.2010
Авторы: Конопляник Алла Владимировна, Ищенко Роман Владимирович, Довнар Дмитрий Николаевич, Довнар Василий Николаевич, Щерба Юлия Владимировна, Конопляник Иван Анатольевич
МПК: B65G 15/08
Текст:
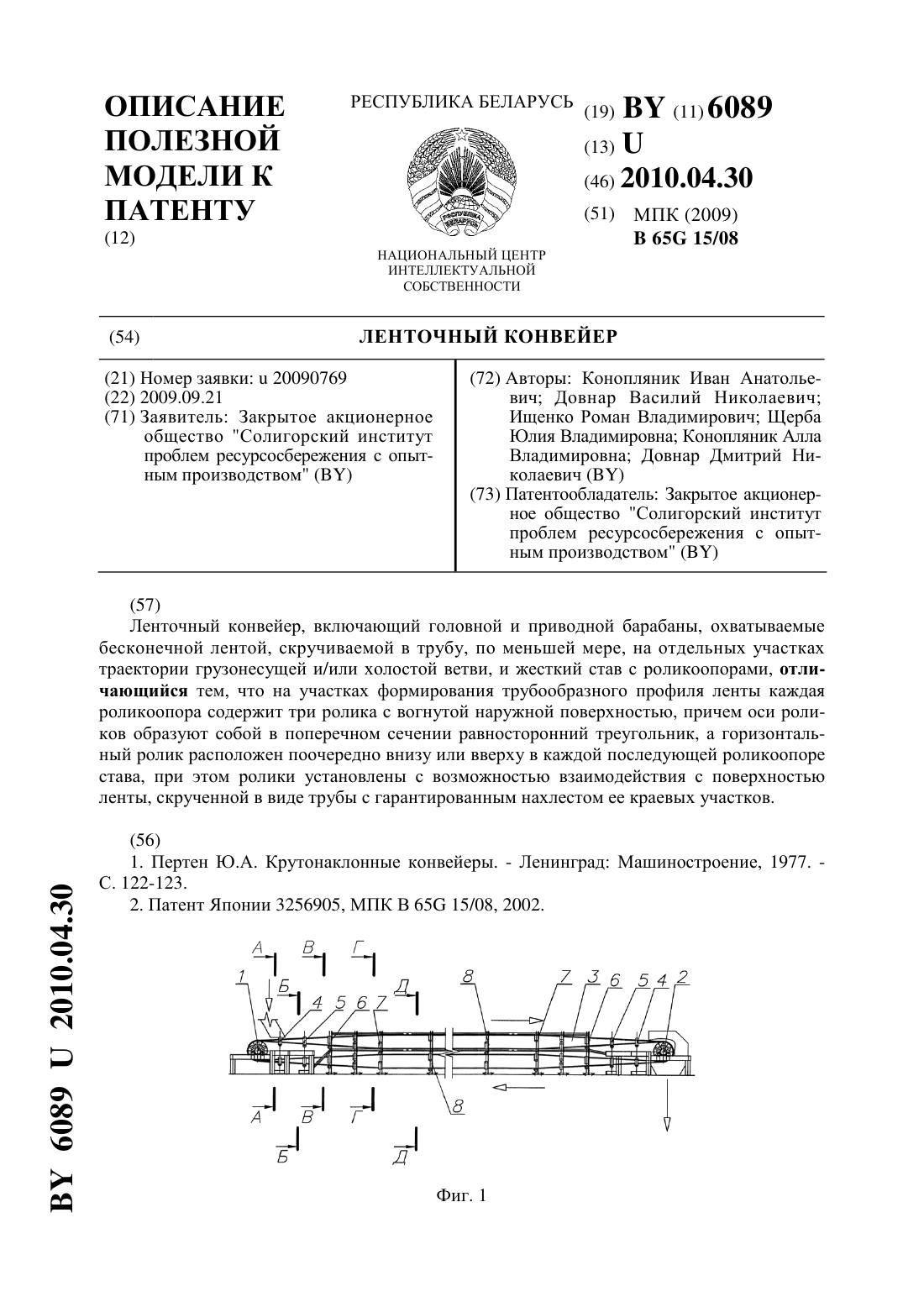
...или вверху в каждой последующей роликоопоре става, при этом ролики установлены с возможностью взаимодействия с поверхностью ленты, скрученной в виде трубы с гарантированным нахлестом ее краевых участков. Такое конструктивное исполнение узлов роликоопор и их взаимное расположение на участках формирования конвейерной ленты в трубу позволяет за счет существенного уменьшения количества роликов в конвейере и, следовательно, массы вращающихся...
Конвейер ленточный панельный
Номер патента: U 1604
Опубликовано: 30.12.2004
Авторы: Прушак Виктор Яковлевич, Щерба Владимир Яковлевич, Конопляник Иван Анатольевич
МПК: B65G 15/08
Метки: панельный, конвейер, ленточный
Текст:
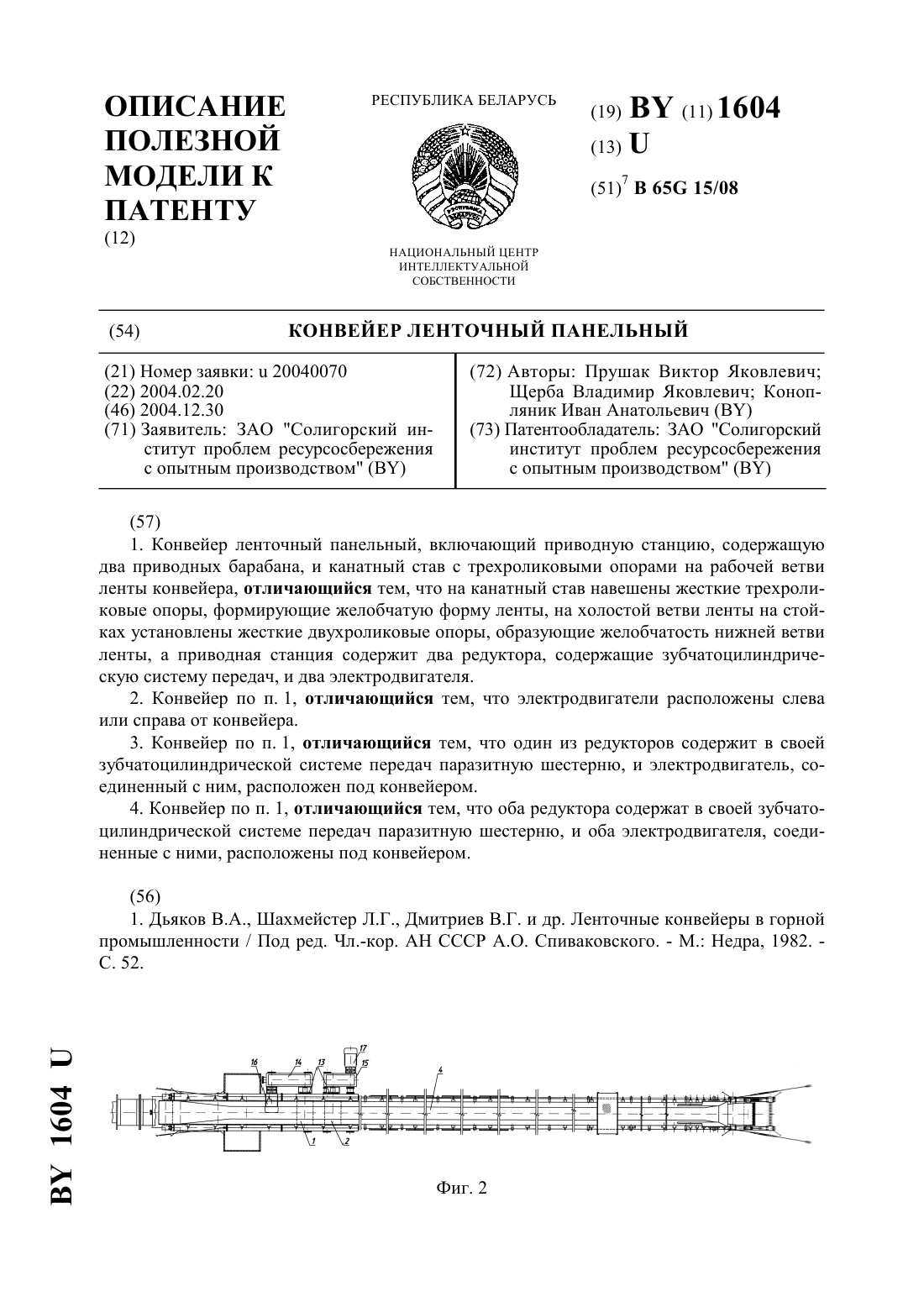
...став. Нижняя ветвь ленты 4 конвейера поддерживается жесткими двухроликовыми опорами 8, которые установлены на стойках 9. К горизонтальной 10 и двум вертикальным 11 трубам каждой из них приварены кронштейны 12, к которым крепятся два ролика, образуя между собой тупой угол для создания желобчатости нижней ветви конвейерной ленты 4. Каждый приводной барабан 1 и 2 приводной станции соединен через муфты 13 с редукторами 14 и 15 и далее с...
Устройство для перегрузки сыпучих материалов с технологического оборудования на ленточный конвейер
Номер патента: U 9324
Опубликовано: 30.06.2013
Авторы: Сашко Константин Владимирович, Гриневич Ксения Александровна, Ким Наталья Павловна, Романюк Николай Николаевич, Романюк Владимир Юрьевич
МПК: B65G 47/18, B65G 47/7
Метки: ленточный, материалов, устройство, перегрузки, конвейер, сыпучих, технологического, оборудования
Текст:
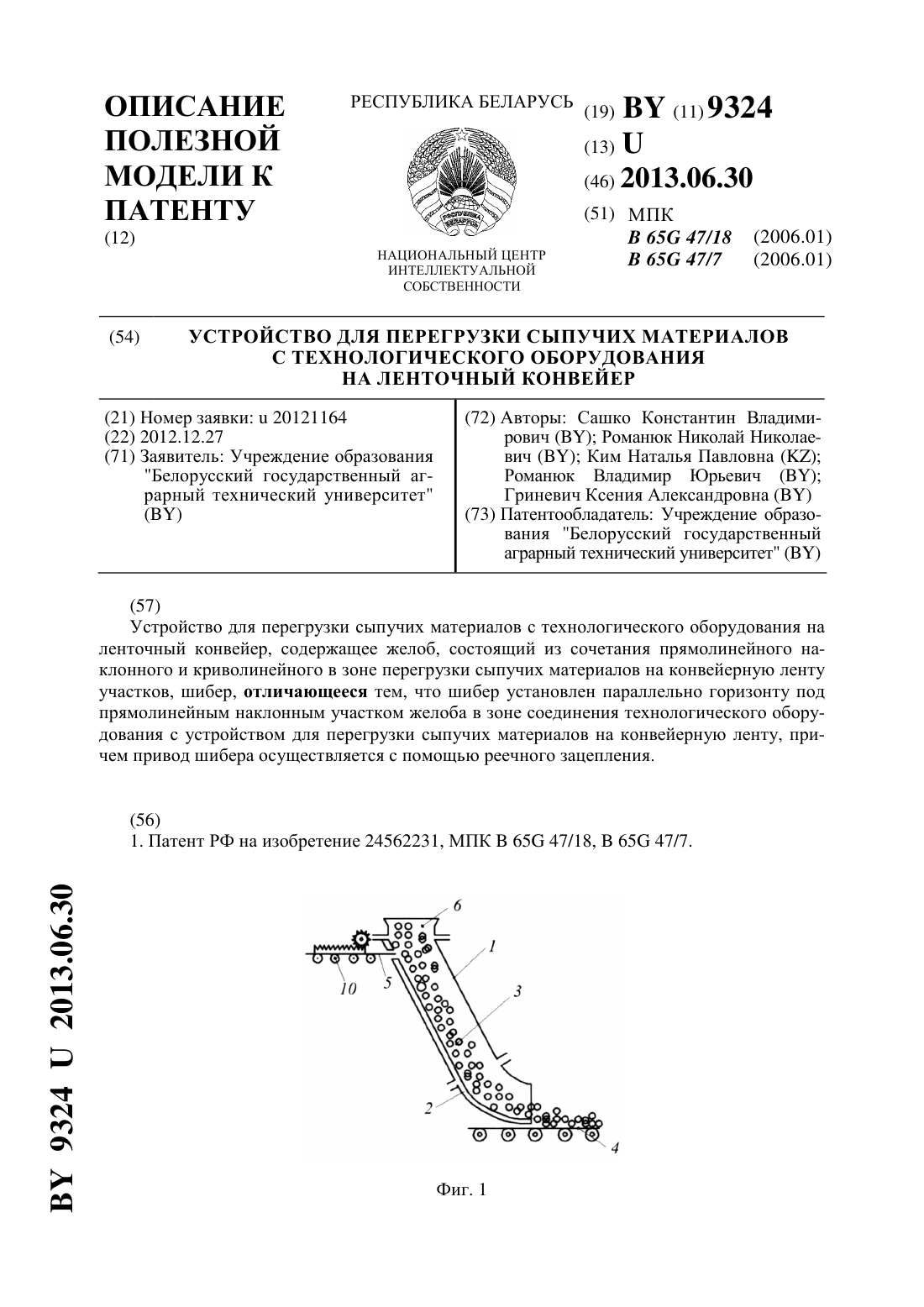
...оборудования с устройством для перегрузки сыпучих материалов на конвейерную ленту, причем привод шибера осуществляется с помощью реечного зацепления. Установка шибера параллельно горизонту под наклонным прямолинейным участком желоба со стороны соприкосновения перемещаемого по нему сыпучего материала снижает усилие внедрения шибера в перемещаемый сыпучий материал, так как в этом случае его необходимо приподнимать и сдвигать, а не...
Ленточный конвейер для грузолюдских перевозок
Номер патента: 6482
Опубликовано: 30.09.2004
Автор: Щерба Владимир Яковлевич
МПК: E21F 13/08
Метки: ленточный, грузолюдских, конвейер, перевозок
Текст:
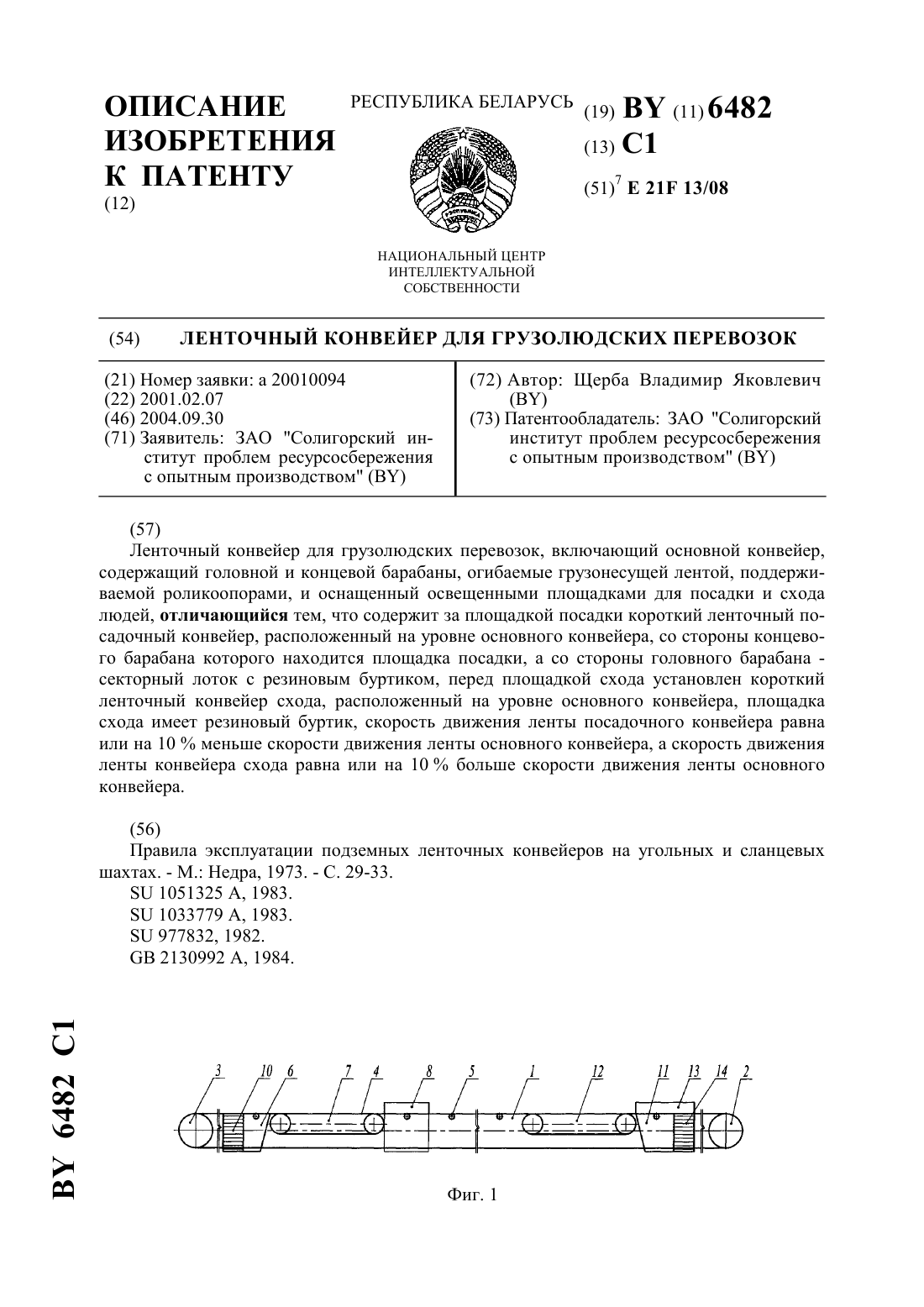
...- секторный лоток с резиновым буртиком, перед площадкой схода установлен короткий ленточный конвейер схода, расположенный на уровне основного конвейера, площадка схода имеет резиновый буртик, скорость движения ленты посадочного конвейера равна или на 10 меньше скорости движения ленты основного конвейера, а скорость движения ленты конвейера схода равна или на 10 больше скорости движения основного конвейера. На фиг. 1 изображен общий вид...
Конвейер ленточный панельный
Номер патента: U 1556
Опубликовано: 30.09.2004
Авторы: Прушак Виктор Яковлевич, Щерба Владимир Яковлевич, Конопляник Иван Анатольевич
МПК: B65G 15/00
Метки: конвейер, панельный, ленточный
Текст:
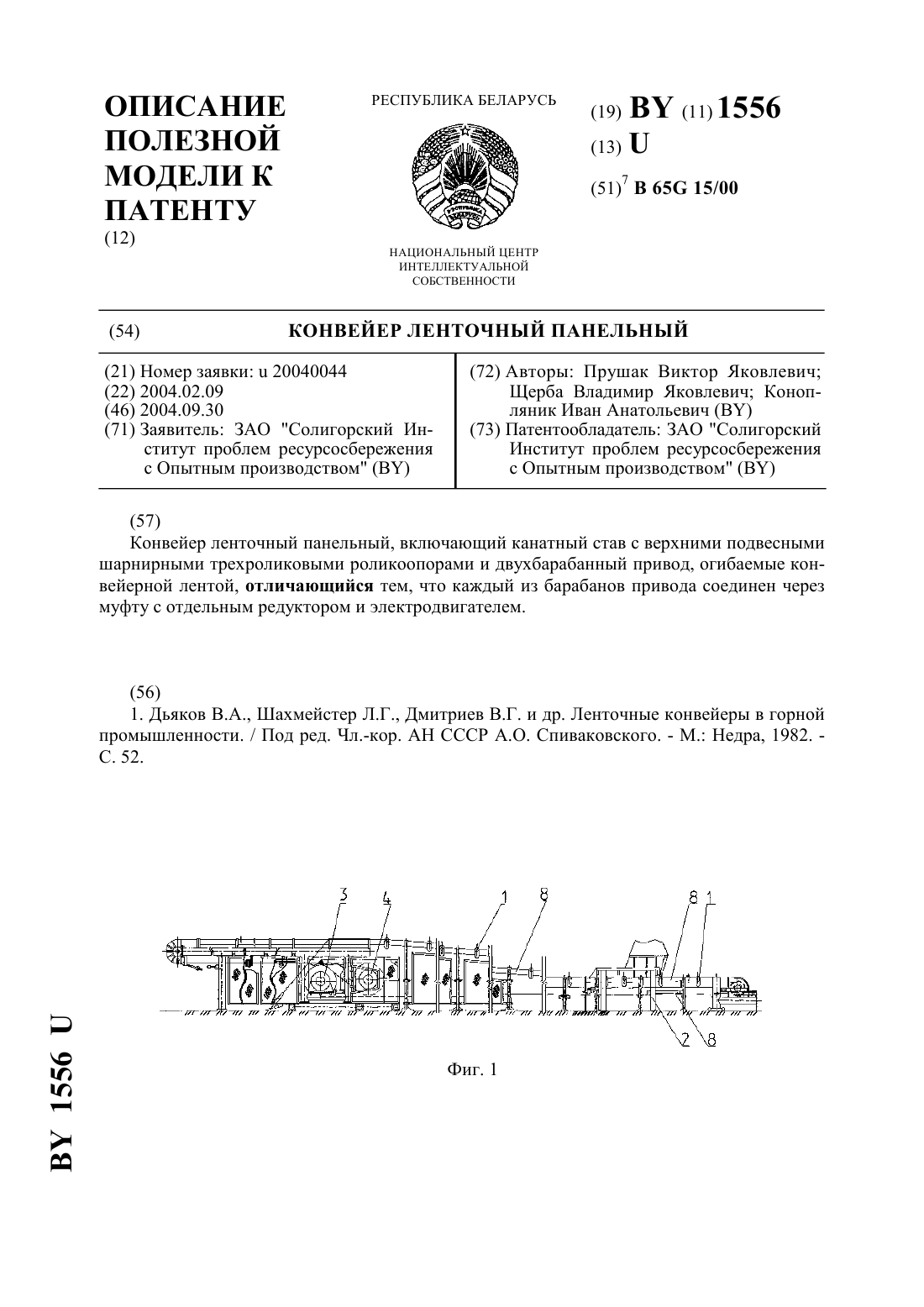
...результат полезной модели достигается тем, что конвейер ленточный,включающий канатный став с верхними подвесными шарнирными трехроликовыми роликоопорами и двухбарабанный привод, огибаемые конвейерной лентой, каждый из барабанов привода соединен через муфту с отдельным редуктором и электродвигателем. На фиг. 1 изображен общий вид предлагаемого конвейера, на фиг. 2 - его вид сверху. Конвейер ленточный включает концевой и головной барабаны,...
Предыдущий патент: Крюк с автоматическим запиранием зева
Следующий патент: Устройство для распределения сыпучего материала
Случайный патент: Универсальный нагреватель