Армирующая вставка поршня двигателя внутреннего сгорания
Номер патента: U 7642
Опубликовано: 30.10.2011
Авторы: Астапчик Станислав Александрович, Клушин Валерий Александрович, Волочко Александр Тихонович, Изобелло Александр Юрьевич
Текст
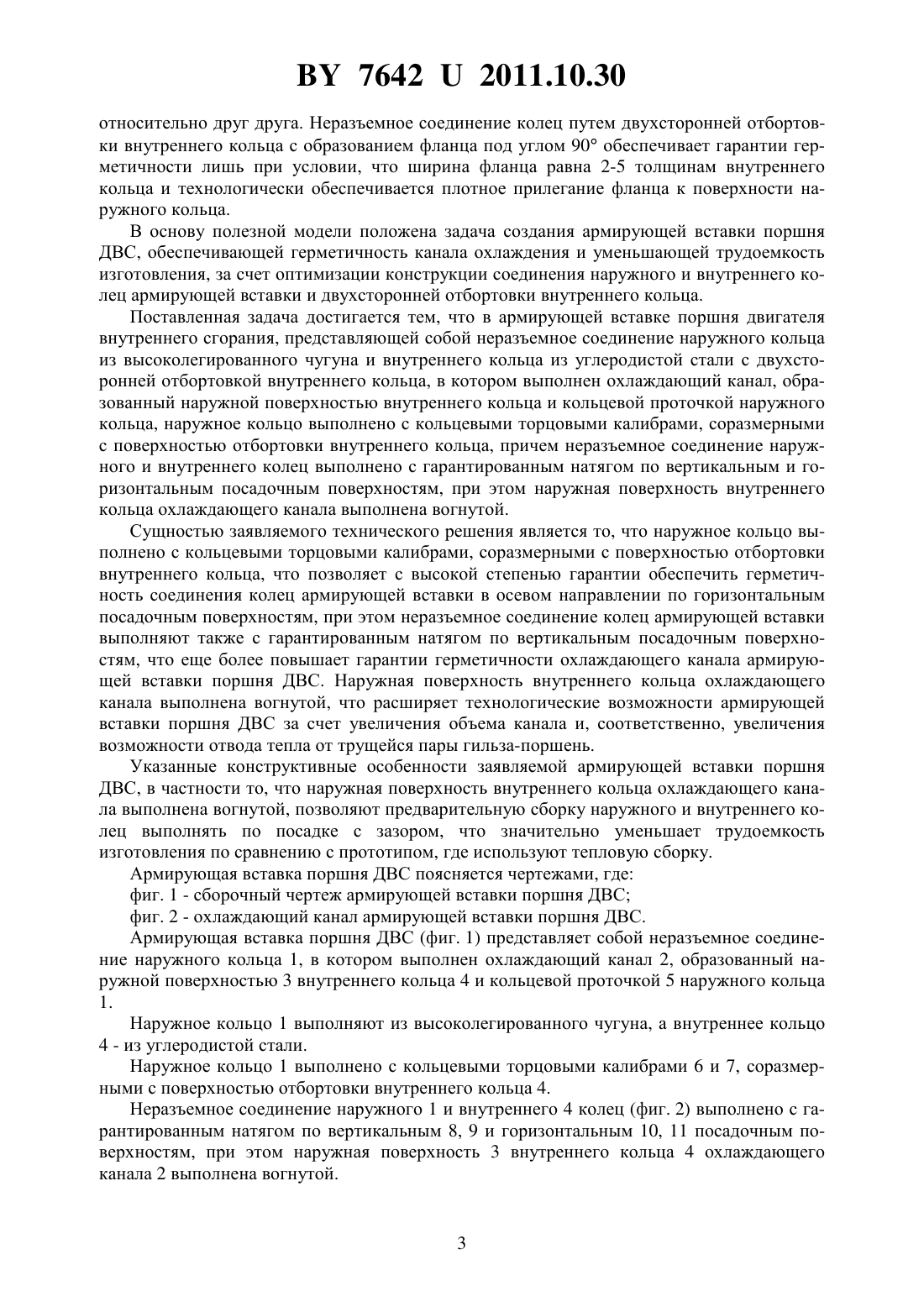
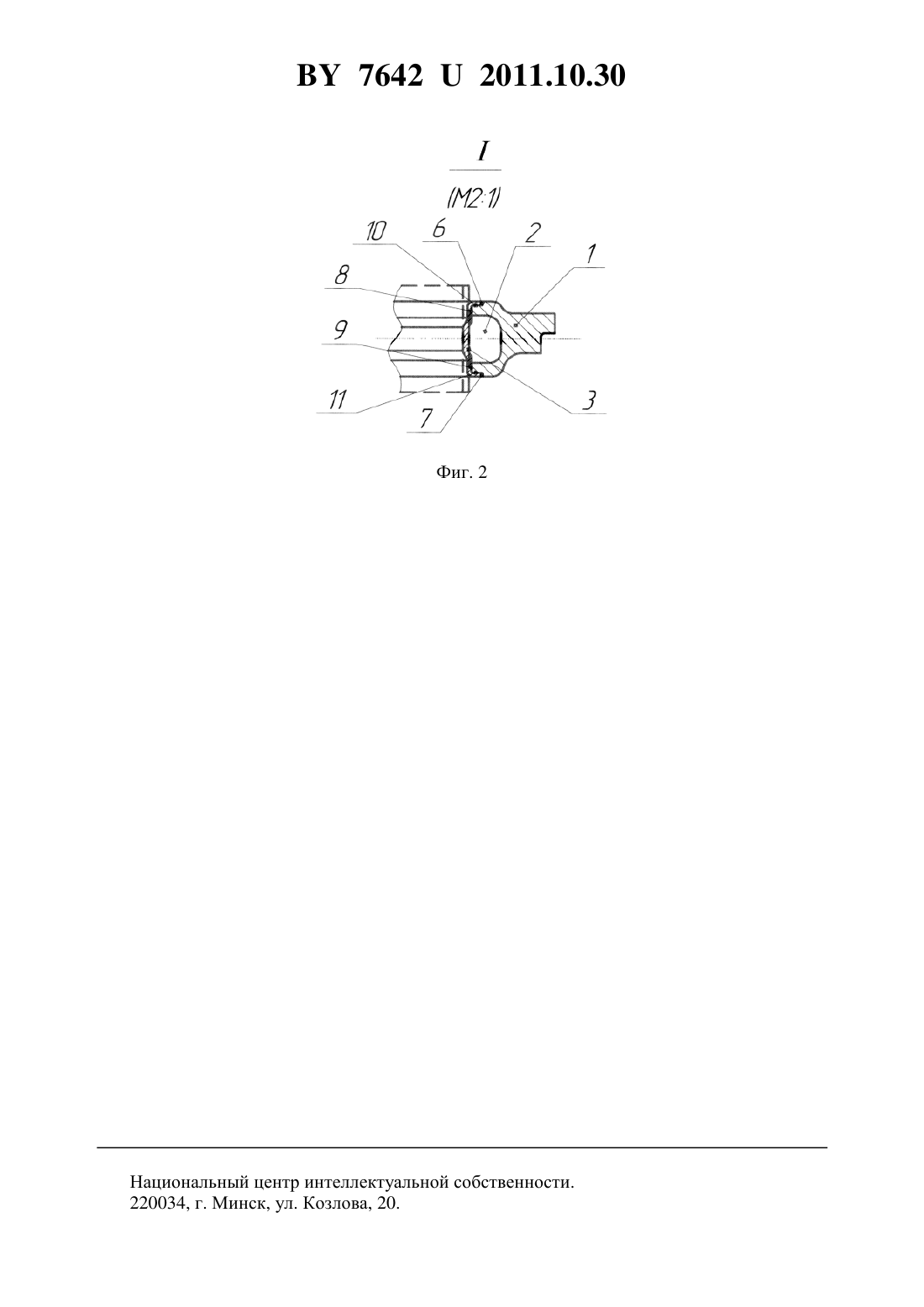
(51) МПК НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ АРМИРУЮЩАЯ ВСТАВКА ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Волочко Александр Тихонович Клушин Валерий Александрович Астапчик Станислав Александрович Изобелло Александр Юрьевич(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Армирующая вставка поршня двигателя внутреннего сгорания, представляющая собой неразъемное соединение наружного кольца из высоколегированного чугуна и внутреннего кольца из углеродистой стали с двухсторонней отбортовкой внутреннего кольца, в котором выполнен охлаждающий канал, образованный наружной поверхностью внутреннего кольца и кольцевой проточкой наружного кольца, отличающаяся тем, что наружное кольцо выполнено с кольцевыми торцовыми калибрами, соразмерными с поверхностью отбортовки внутреннего кольца, причем неразъемное соединение наружного и внутреннего колец выполнено с гарантированным натягом по вертикальным и горизонтальным посадочным поверхностям, при этом наружная поверхность внутреннего кольца охлаждающего канала выполнена вогнутой.(56) 1. Волочко А.Т., Изобелло А.Ю., Клушин В.А. Теоретическое обоснование технологических параметров сборки нирезистовой вставки с галереей масляного охлаждения поршня. Материалы, технологии и оборудование в производстве, эксплуатации, ремонте и модернизации машин сб. науч. трудовМеждунар. науч.-техн. конф. В 3-х т. . / Под общ. ред. П.А.Витязя, С.А.Астапчика. - Новополоцк ПГУ, 2009. 76422011.10.30 2. Патент РБ на полезную модель 6192, МПК (2009)02 3/16,02 5/00,16 1/00, 16 9/00, 2010. Полезная модель относится к области машиностроения, в частности к автомобилестроению, и может быть использована при разработке и изготовлении поршней двигателей внутреннего сгорания (ДВС) с галереей масляного охлаждения. Известна армирующая вставка поршня ДВС 1 с каналом для масляного охлаждения,включающая соединение двух сопрягаемых деталей наружного кольца с полостью для масляного охлаждения, выполненной из высоколегированного чугуна марки ЧН 15 Д 7 (нирезист), и внутреннего кольца из стали 40. Соединение колец выполнено тепловой сборкой при температуре наружного кольца 600-850 С, при этом диаметральный натяг в армирующей вставке поршня ДВС, полученный соединением наружного и внутреннего колец, не превышает 0,4-0,6 мм по условию отсутствия пластической деформации. В дальнейшем при изготовлении поршня ДВС армирующую вставку подвергают дробеструйной очистке, алитированию и затем помещают в кокиль на место размещения верхнего компрессионного кольца поршня и осуществляют заливку формы расплавом алюминиевого сплава для получения алюминиевой отливки поршня с каналом для циркуляционного охлаждения. Недостаток армирующей вставки поршня 1 заключается в том, что гарантированный натяг соединения колец вставки значительно уменьшается в процессе операций алитирования вставки и кокильного литья отливки поршня из-за различных коэффициентов теплового расширения материалов наружного и внутреннего колец армирующей вставки. Указанное обстоятельство может приводить к выпадению внутреннего кольца или затеканию расплава алюминиевого сплава в канал для охлаждения. В качестве прототипа выбрана армирующая вставка поршня ДВС 2, образованная неразъемным соединением наружного кольца из высоколегированного чугуна, в котором выполнена полость в виде кольцевой проточки, и внутреннего кольца из углеродистой стали с двухсторонней отбортовкой внутреннего кольца. Соединение наружного и внутреннего колец в известной конструкции осуществляют по посадочным поверхностям с натягом в радиальном направлении, для чего наружное кольцо нагревают до температуры 600-850 С в течение 20-30 мин и помещают в него холодное внутреннее кольцо с таким расчетом, чтобы длина выступающих за пределы наружного кольца концов внутреннего кольца была, по возможности, одинаковой и обеспечивала получение последующей операции отбортовки. Затем, после остуживания соединения, осуществляют окончательную сборку армирующей вставки путем отбортовки выступающих за пределы наружного кольца концов внутреннего кольца с образованием фланца под углом 90 к оси внутреннего кольца. Герметичность канала охлаждения (полости в виде кольцевой проточки) обеспечивается за счет двухсторонней отбортовки внутреннего кольца и соединения наружного и внутреннего колец по посадочным поверхностям с натягом в радиальном направлении. Недостатком прототипа является большая трудоемкость его реализации. Изготовление прототипа осуществляют в следующей последовательности тепловая сборка наружного и внутреннего колец армирующей вставки по посадочным поверхностям для обеспечения гарантированного натяга в радиальном направлении с использованием оборудования для разогрева наружного кольца и остуживания полуфабриката соединения отбортовка внутреннего кольца с использованием станка для фасонирования концов труб, пресса или токарного станка. Кроме того, натяг по посадочным поверхностям наружного и внутреннего колец не обеспечивает достаточных гарантий герметичности соединения и фактически служит для предварительной сборки колец с равномерным выставлением колец в осевом направлении 2 76422011.10.30 относительно друг друга. Неразъемное соединение колец путем двухсторонней отбортовки внутреннего кольца с образованием фланца под углом 90 обеспечивает гарантии герметичности лишь при условии, что ширина фланца равна 2-5 толщинам внутреннего кольца и технологически обеспечивается плотное прилегание фланца к поверхности наружного кольца. В основу полезной модели положена задача создания армирующей вставки поршня ДВС, обеспечивающей герметичность канала охлаждения и уменьшающей трудоемкость изготовления, за счет оптимизации конструкции соединения наружного и внутреннего колец армирующей вставки и двухсторонней отбортовки внутреннего кольца. Поставленная задача достигается тем, что в армирующей вставке поршня двигателя внутреннего сгорания, представляющей собой неразъемное соединение наружного кольца из высоколегированного чугуна и внутреннего кольца из углеродистой стали с двухсторонней отбортовкой внутреннего кольца, в котором выполнен охлаждающий канал, образованный наружной поверхностью внутреннего кольца и кольцевой проточкой наружного кольца, наружное кольцо выполнено с кольцевыми торцовыми калибрами, соразмерными с поверхностью отбортовки внутреннего кольца, причем неразъемное соединение наружного и внутреннего колец выполнено с гарантированным натягом по вертикальным и горизонтальным посадочным поверхностям, при этом наружная поверхность внутреннего кольца охлаждающего канала выполнена вогнутой. Сущностью заявляемого технического решения является то, что наружное кольцо выполнено с кольцевыми торцовыми калибрами, соразмерными с поверхностью отбортовки внутреннего кольца, что позволяет с высокой степенью гарантии обеспечить герметичность соединения колец армирующей вставки в осевом направлении по горизонтальным посадочным поверхностям, при этом неразъемное соединение колец армирующей вставки выполняют также с гарантированным натягом по вертикальным посадочным поверхностям, что еще более повышает гарантии герметичности охлаждающего канала армирующей вставки поршня ДВС. Наружная поверхность внутреннего кольца охлаждающего канала выполнена вогнутой, что расширяет технологические возможности армирующей вставки поршня ДВС за счет увеличения объема канала и, соответственно, увеличения возможности отвода тепла от трущейся пары гильза-поршень. Указанные конструктивные особенности заявляемой армирующей вставки поршня ДВС, в частности то, что наружная поверхность внутреннего кольца охлаждающего канала выполнена вогнутой, позволяют предварительную сборку наружного и внутреннего колец выполнять по посадке с зазором, что значительно уменьшает трудоемкость изготовления по сравнению с прототипом, где используют тепловую сборку. Армирующая вставка поршня ДВС поясняется чертежами, где фиг. 1 - сборочный чертеж армирующей вставки поршня ДВС фиг. 2 - охлаждающий канал армирующей вставки поршня ДВС. Армирующая вставка поршня ДВС (фиг. 1) представляет собой неразъемное соединение наружного кольца 1, в котором выполнен охлаждающий канал 2, образованный наружной поверхностью 3 внутреннего кольца 4 и кольцевой проточкой 5 наружного кольца 1. Наружное кольцо 1 выполняют из высоколегированного чугуна, а внутреннее кольцо 4 - из углеродистой стали. Наружное кольцо 1 выполнено с кольцевыми торцовыми калибрами 6 и 7, соразмерными с поверхностью отбортовки внутреннего кольца 4. Неразъемное соединение наружного 1 и внутреннего 4 колец (фиг. 2) выполнено с гарантированным натягом по вертикальным 8, 9 и горизонтальным 10, 11 посадочным поверхностям, при этом наружная поверхность 3 внутреннего кольца 4 охлаждающего канала 2 выполнена вогнутой. 76422011.10.30 Пример. Один из возможных вариантов изготовления армирующей вставки поршня ДВС предлагаемой конструкции покажем на примере. Осуществляли сборку армирующей вставки поршня ДВС, осваиваемого в производстве на ЗАО Минский моторный завод на гидравлическом прессе модели 2130 в экспериментальном штампе за один ход пресса. Наружное кольцо 1 (фиг. 1) выполняли из высоколегированного чугуна марки ЧН 15 Д 7 толщиной 19 мм с полостью для масляного охлаждения в виде кольцевой проточки диаметром 180,67 мм, шириной 13 мм и глубиной 11,4 мм. Кольцевые торцовые калибры выполнены диаметром 83,4 мм и глубиной 1 мм. Внутреннее кольцо 4 изготавливали из стали 45 (в исходном состоянии на фиг. 1 кольцо показано пунктирными линиями, наружный диаметр 80,68 мм, толщина 1,5 мм, ширина 270,1 мм). Сборку армирующей вставки осуществляли в штампе. Предварительно, перед укладкой в штамп, в наружное кольцо 1 вставляли внутреннее кольцо 4 по посадке с зазором . Фактический зазор в соединении колец изготавливаемой партии армирующих вставок(5 шт.) колебался в пределах 0,07-0,15 мм. Сборка армирующей вставки в штампе за один рабочий ход пресса обеспечила неразъемное соединение колец по вертикальным посадочным поверхностям (размер наружного кольца 80,67 мм) и горизонтальным посадочным поверхностям (торцовые калибры с наружным диаметром 83,4 мм). Гарантированный натяг по вертикальным и горизонтальным посадочным поверхностям соединения, образованный за счет упругой деформации колец от пластической деформации внутреннего кольца, соответствует посадке с натягом 7/6. Результаты сборки армирующей вставки поршня ДВС штамповкой показали, что предлагаемая конструкция обеспечивает повышение герметичности канала охлаждения за счет увеличения натяга соединения в радиальном направлении при раздаче посадочной поверхности внутреннего кольца и утонении его стенки с 1,5 мм до 11,0 мм увеличения натяга соединения в осевом направлении за счет двухсторонней отбортовки внутреннего кольца в кольцевые торцовые калибры наружного кольца, по форме соразмерные с поверхностью отбортовки внутреннего кольца. Кроме того, увеличена производительность сборки в два раза и снижена трудоемкость изготовления армирующей вставки поршня за счет выполнения двухсторонней отбортовки внутреннего кольца за один ход пресса и исключения предварительной операции соединения наружного и внутреннего колец по посадке с натягом (тепловая сборка). Далее (фиг. 2) в процессе алитирования армированная вставка 5 разогревалась до 800 С, наружное кольцо 3 из нирезиста расширялось на большую величину, чем внутреннее кольцо 4 из углеродистой стали, из-за разных значений коэффициентов линейного расширения материалов, и длина перекрытия концов внутреннего кольца уменьшается до 14,5 мм, при этом соединение наружного и внутреннего колец сохраняло герметичность охлаждающего канала 1 поршня. Для возможности объективной оценки герметичности охлаждающего канала поршня ДВС осуществляли алитирование армированной вставки и ее заливку в поршень, после чего поршень был распилен в нескольких местах в радиальном направлении. Затекания расплава алюминиевого сплава в охлаждающий канал не обнаружено, качество сформированного канала удовлетворяет ТУ. Таким образом, заявленное техническое решение позволяет решать поставленные задачи повышения герметичности соединения, снижения трудоемкости изготовления и увеличения технологических возможностей армирующей вставки поршня ДВС. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: F16J 1/00, F02F 5/00, F16J 9/00, F02F 3/16
Метки: вставка, поршня, внутреннего, армирующая, сгорания, двигателя
Код ссылки
<a href="https://by.patents.su/5-u7642-armiruyushhaya-vstavka-porshnya-dvigatelya-vnutrennego-sgoraniya.html" rel="bookmark" title="База патентов Беларуси">Армирующая вставка поршня двигателя внутреннего сгорания</a>
Штамп для сборки армирующей вставки поршня двигателя внутреннего сгорания
Номер патента: U 7530
Опубликовано: 30.08.2011
Авторы: Волочко Александр Тихонович, Изобелло Александр Юрьевич, Клушин Валерий Александрович
МПК: B21H 1/00, B21D 22/02
Метки: армирующей, вставки, двигателя, штамп, сборки, внутреннего, поршня, сгорания
Текст:
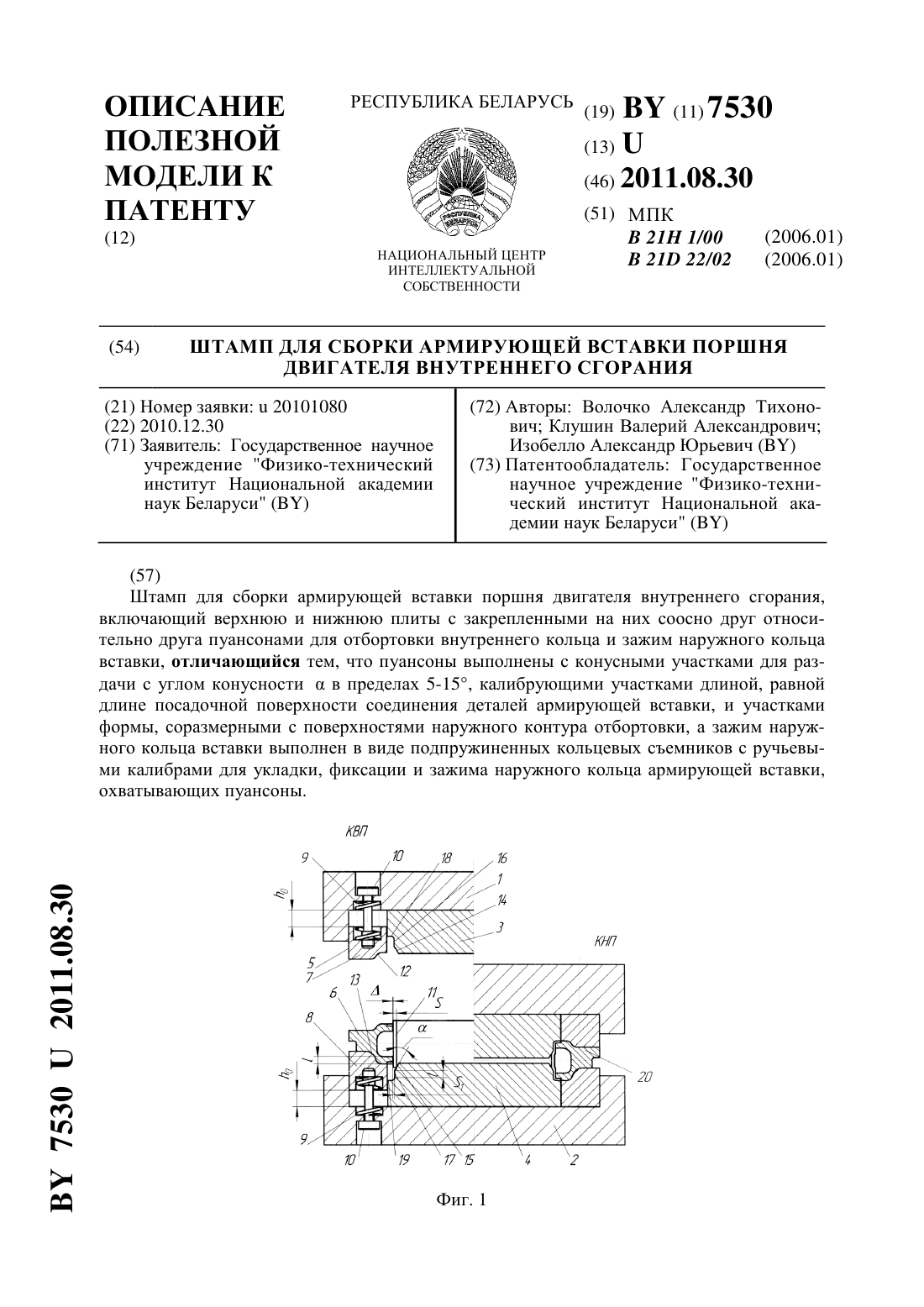
...необходимого усилия зажима наружного кольца 6 армирующей вставки в процессе его сборки (соединения) с внутренним кольцом 11. Для укладки наружного кольца 6 в штамп и 75302011.08.30 фиксации его положения относительно пуансонов 3 и 4 в радиальном направлении кольцевые съемники 7 и 8 снабжены ручьевыми калибрами 12 и 13 соответственно. Пуансоны 3 и 4 соответственно выполняют с конусными участками 14 и 15 для раздачи внутреннего кольца 11...
Штамп для сборки армирующей вставки поршня двигателя внутреннего сгорания
Номер патента: U 7529
Опубликовано: 30.08.2011
Авторы: Изобелло Александр Юрьевич, Волочко Александр Тихонович, Ласковнев Александр Петрович, Клушин Валерий Александрович
МПК: B21H 1/00, B21D 22/02
Метки: вставки, поршня, двигателя, сгорания, армирующей, штамп, внутреннего, сборки
Текст:
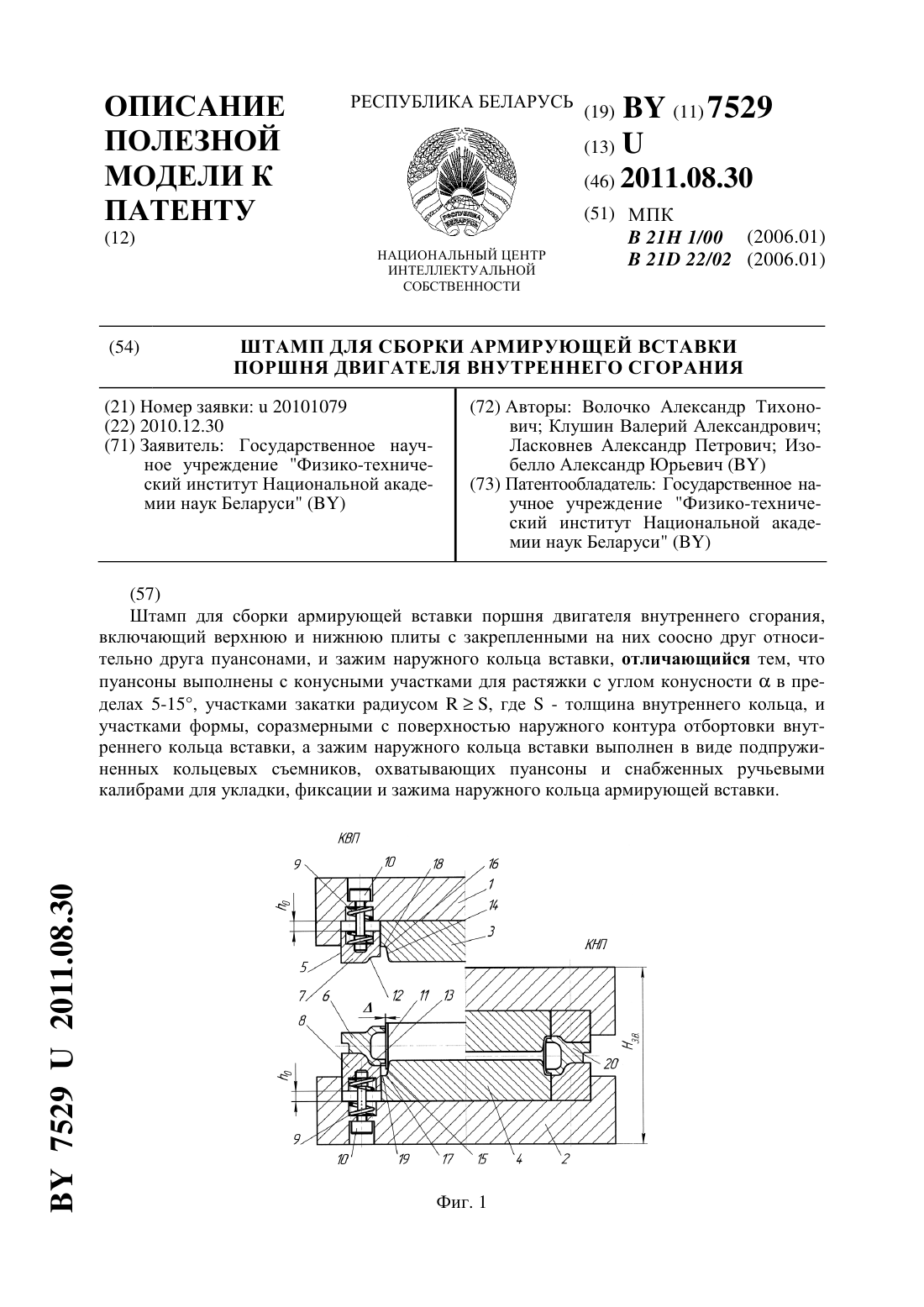
...плиту 2. На верхней плите 1 закреплен пуансон 3, на нижней плите 2 закреплен пуансон 4. Пуансоны 3 и 4 установлены в штампе соосно друг относительно друга. Устройство 5 для зажима наружного кольца 6 армирующей вставки поршня выполнено в виде подпружиненных кольцевых съемников 7 и 8, охватывающих пуансоны 3 и 4 соответственно. Кольцевые съемники 7 и 8 снабжены пружинами 9 и винтами 10 для воз 3 75292011.08.30 можности регулировки их...
Способ изготовления поршня двигателя внутреннего сгорания
Номер патента: 14862
Опубликовано: 30.10.2011
Авторы: Клушин Валерий Александрович, Овчинников Владимир Васильевич, Волочко Александр Тихонович, Соколов Владимир Николаевич, Изобелло Александр Юрьевич
Метки: внутреннего, изготовления, двигателя, поршня, сгорания, способ
Текст:
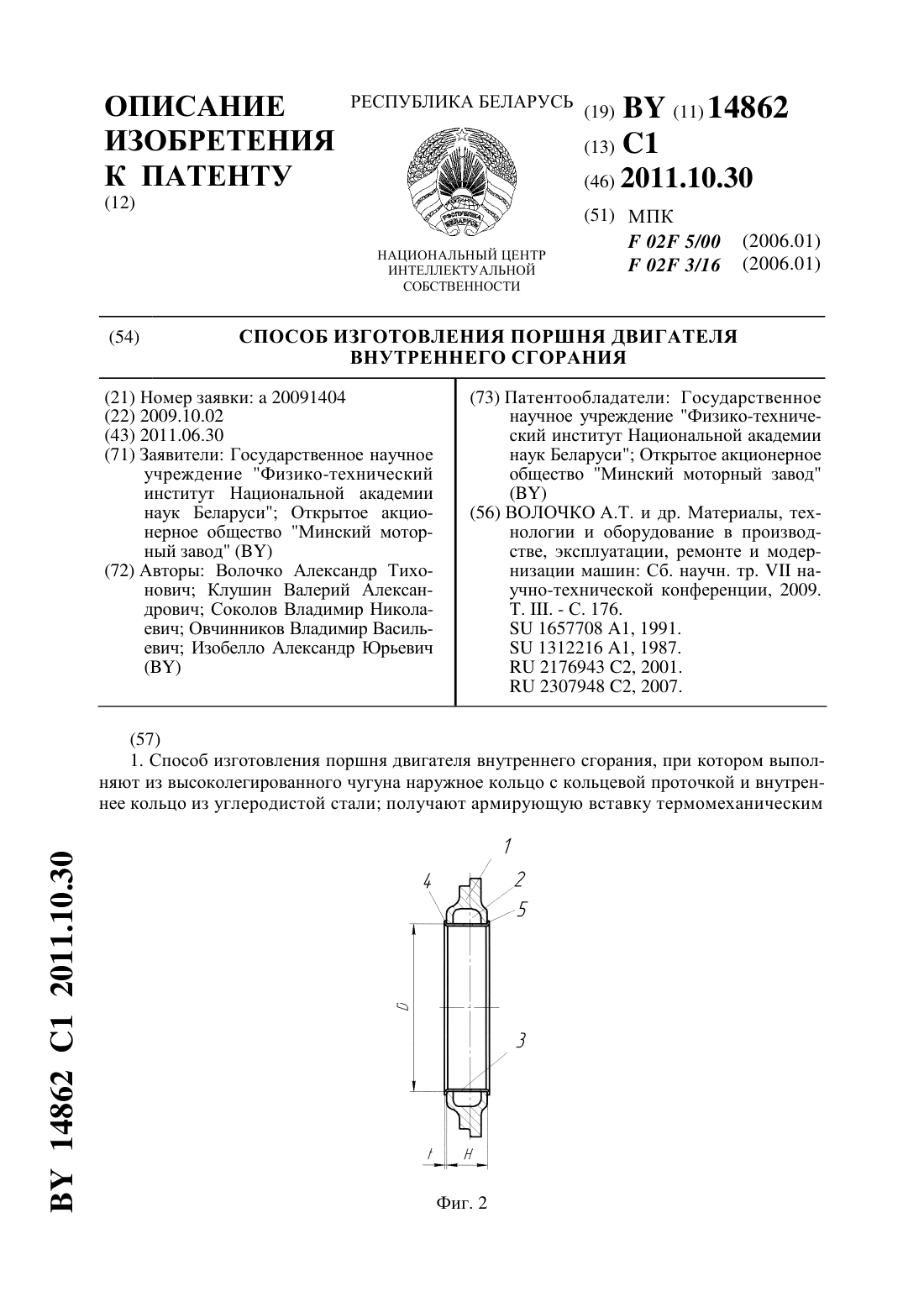
...счет утонения поперечного сечения при отбортовке. Армирующая вставка по фиг. 3 с охлаждающим каналом 2 включает внутреннее кольцо 3 с отбортованными и осаженными фланцами 4, 5 со степенью деформации 10-30 . 14862 1 2011.10.30 Толщина 1 фланцев 4, 5 в этом варианте исполнения армирующей вставки меньше толщины стенки внутреннего кольца . Армирующая вставка по фиг. 4 с охлаждающим каналом 2 включает внутреннее кольцо 3 с отбортованными фланцами...
Способ изготовления охлаждающего канала поршня двигателя внутреннего сгорания

Номер патента: 13832
Опубликовано: 30.12.2010
Авторы: Овчинников Владимир Васильевич, Ласковнев Александр Петрович, Изобелло Александр Юрьевич, Волочко Александр Тихонович
МПК: F02F 3/00
Метки: способ, внутреннего, двигателя, сгорания, поршня, изготовления, охлаждающего, канала
Текст:
...наружного кольца до температуры менее 600 С недостаточен для запрессовки внутреннего кольца, так как при такой температуре происходит малое термическое расширение наружного кольца, диаметр наружного кольца изменяется на меньшую величину,чем значение натяга колец. Температура нагрева наружного кольца до 850 С обеспечивает необходимое термическое расширение кольца при сборке. Температура нагрева свыше 850 С экономически нецелесообразна и...
Поршень двигателя внутреннего сгорания
Номер патента: U 6192
Опубликовано: 30.04.2010
Авторы: Изобелло Александр Юрьевич, Волочко Александр Тихонович, Соколов Владимир Николаевич, Овчинников Владимир Васильевич, Клушин Валерий Александрович
МПК: F02F 5/00, F16J 1/00, F02F 3/16...
Метки: внутреннего, поршень, двигателя, сгорания
Текст:
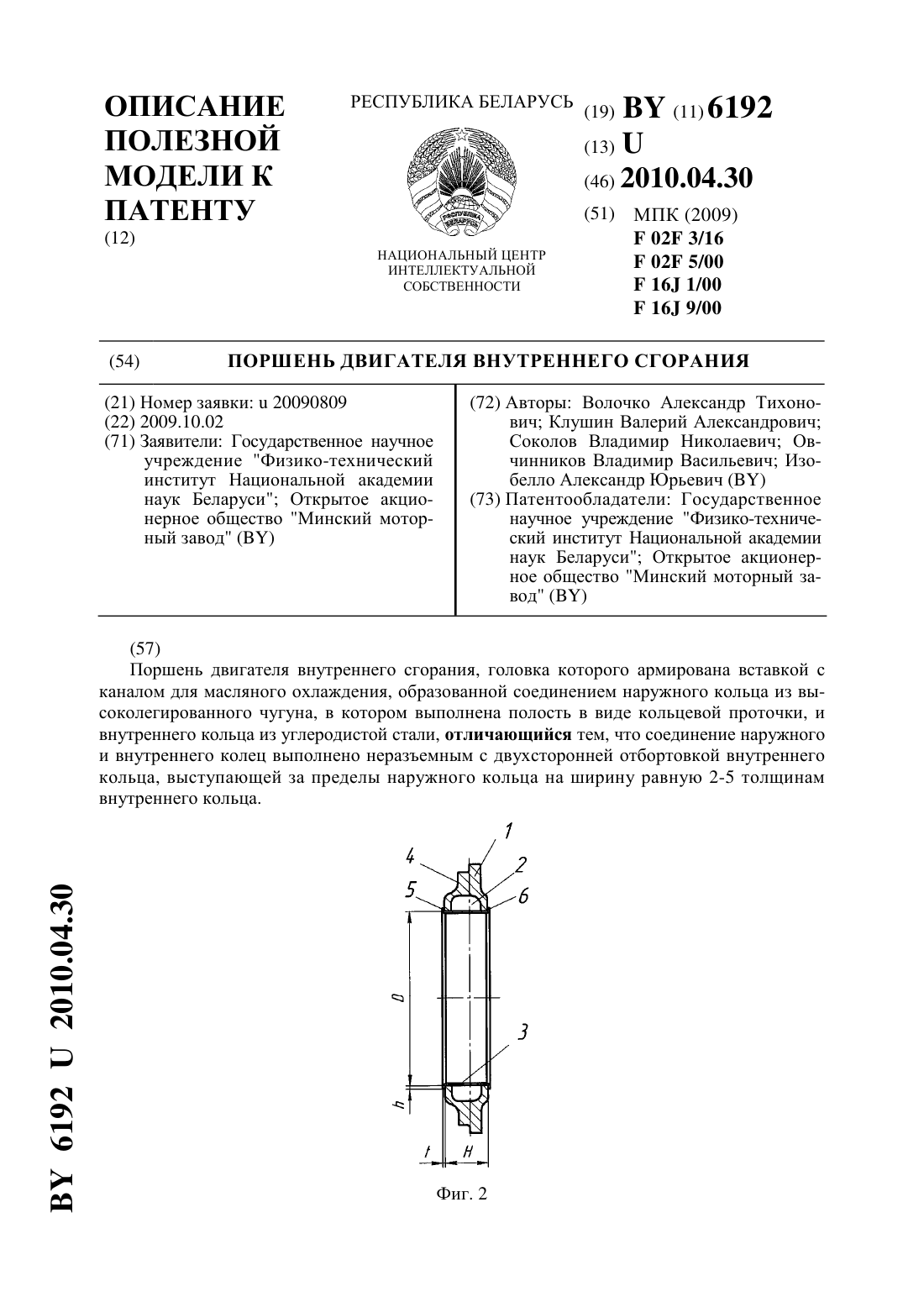
...колец армирующей вставки поршня выполнено неразъемным и с гарантированным осевым натягом, который увеличивается в процессе алитирования вставки и при заливке формы отливки поршня расплавом алюминиевого сплава. Заявляемое техническое решение поясняется фиг. 1-3, где на фиг. 1 приведен сборочный чертеж армирующей вставки поршня без отбортовки внутреннего кольца, на фиг. 2 сборочный чертеж армирующей вставки поршня с отбортовкой внутреннего...
Предыдущий патент: Устройство контроля функционирования тепловых пожарных извещателей раскладное
Следующий патент: Устройство для раскалывания разрядом монолитных конструкций
Случайный патент: Барьер безопасности автомобильных дорог