Способ изготовления охлаждающего канала поршня двигателя внутреннего сгорания
Номер патента: 13832
Опубликовано: 30.12.2010
Авторы: Волочко Александр Тихонович, Овчинников Владимир Васильевич, Изобелло Александр Юрьевич, Ласковнев Александр Петрович

Текст
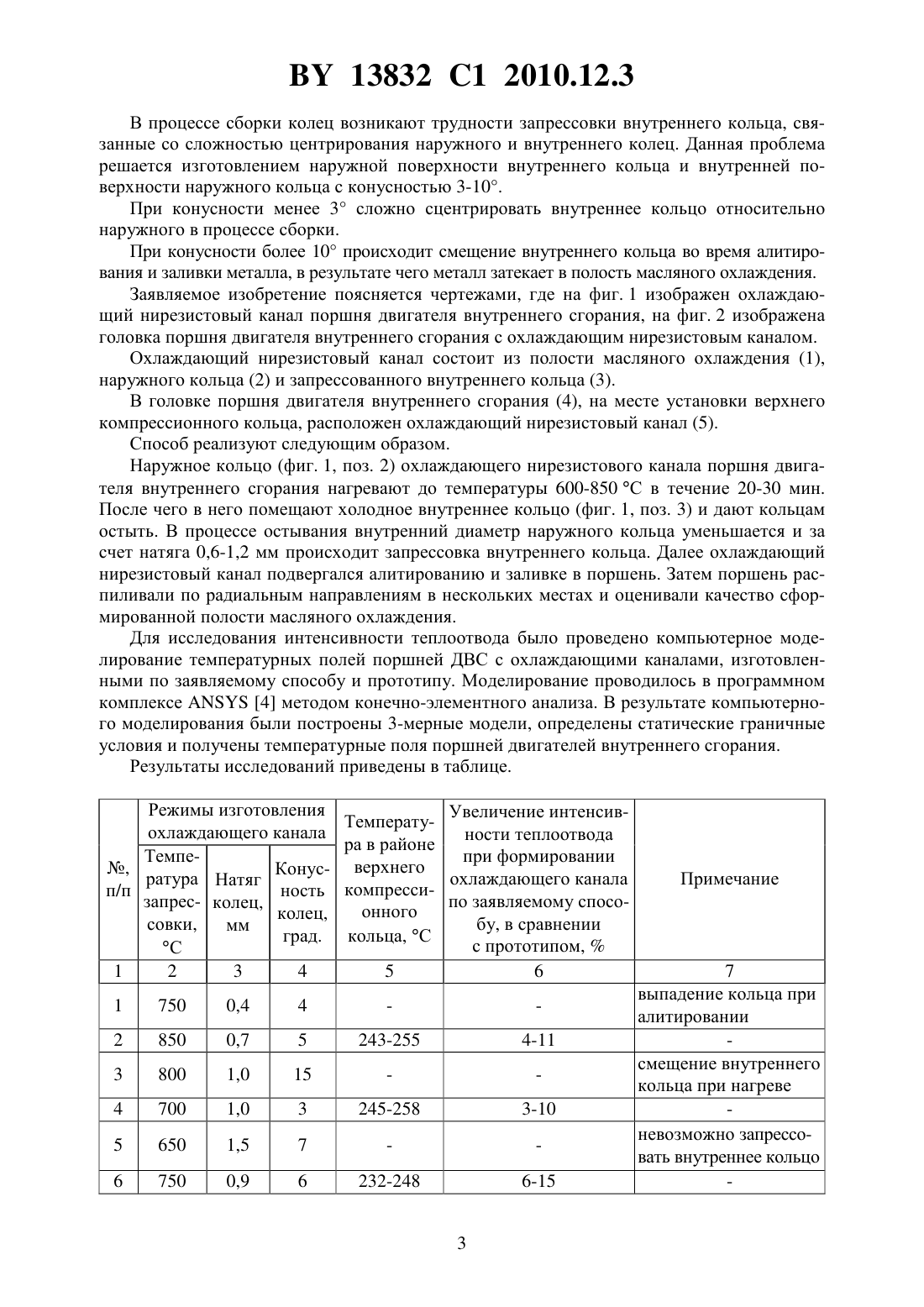
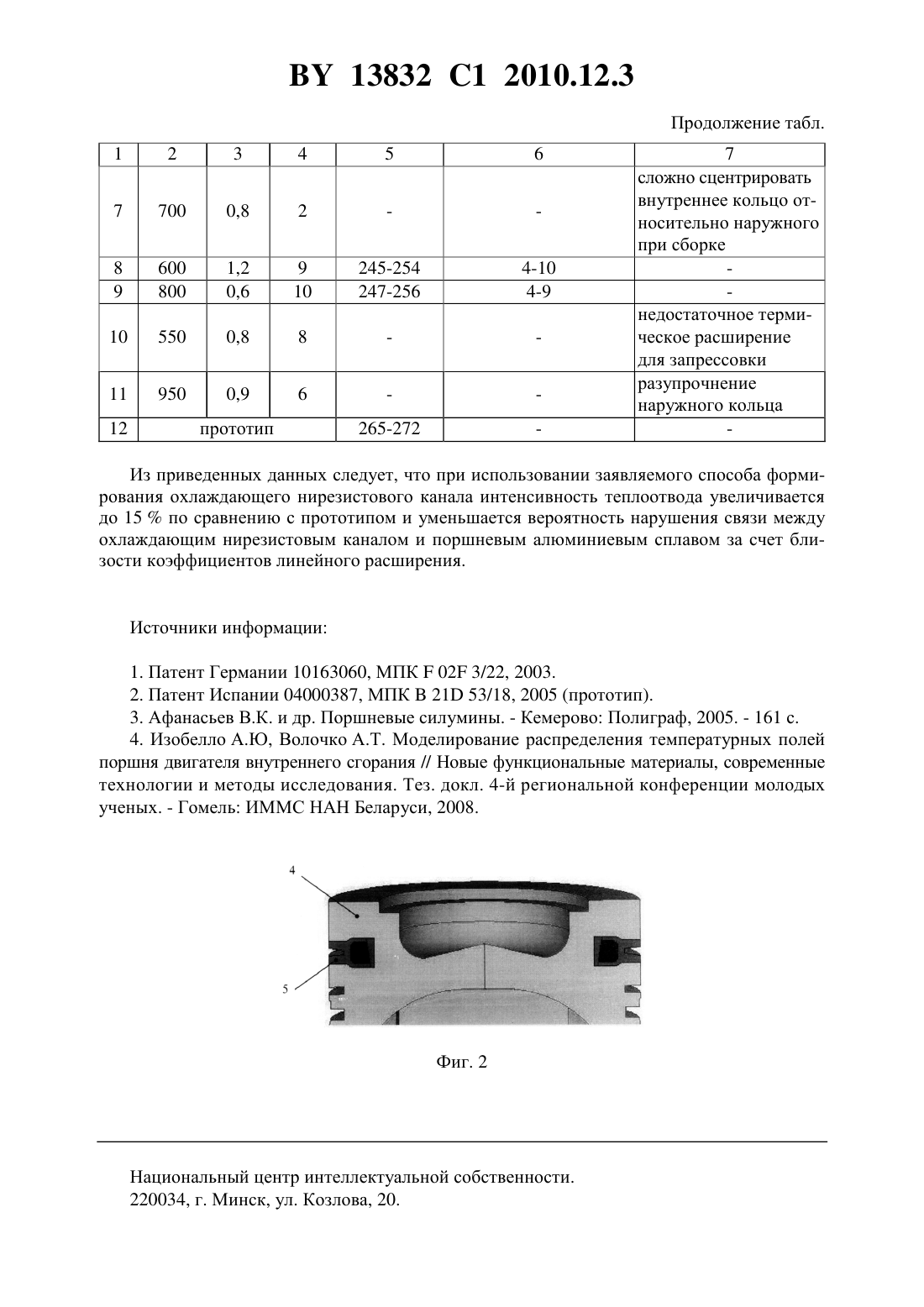
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ СПОСОБ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩЕГО КАНАЛА ПОРШНЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ(71) Заявитель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(72) Авторы Волочко Александр Тихонович Изобелло Александр Юрьевич Ласковнев Александр Петрович Овчинников Владимир Васильевич(73) Патентообладатель Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси(57) Способ изготовления охлаждающего канала поршня двигателя внутреннего сгорания,при котором в головке поршня устанавливают выполненные из нирезиста внутреннее кольцо и наружное кольцо, соединенные друг с другом с образованием полости, при этом в наружном кольце сформирован канал и внутренняя поверхность наружного кольца выполнена с конусностью 3-10, а наружная поверхность внутреннего кольца выполнена с конусностью 3-10, причем соединение колец выполняют запрессовкой внутреннего кольца при температуре наружного кольца от 600 до 850 С, при натяге колец от 0,6 до 1,2 мм. Фиг. 1 Изобретение относится к области машиностроения, в частности к созданию двигателей внутреннего сгорания, и может быть использовано при формировании охлаждающего канала поршня двигателя внутреннего сгорания (ДВС). Известен способ изготовления трубчатого охлаждающего канала для поршня ДВС из легкого сплава 1, включающий гибку трубчатой заготовки в кольцо с последующей сваркой встык. На наружной стороне трубчатого канала устанавливают цилиндрические или кольцевые дистанционные элементы, которые свариваются со вставкой под поршневое кольцо для формирования зазора между радиально внутренней стороной вставки и радиально наружной стороной канала от 0,7 мм до 10 от диаметра поршня. Зазор необходим для беспрепятственного затекания металла в литейную форму при отливке поршня. 13832 1 2010.12.3 При таком исполнении канала происходит недостаточный отвод тепла от трущейся пары гильза-поршень. Данный способ предусматривает изготовление вставки под поршневое кольцо и трубчатого канала из материалов, имеющих более низкий коэффициент линейного расширения, чем у поршневого алюминиевого сплава. При последующем алитировании, перед заливкой алюминиевым расплавом и в процессе термообработки поршня может происходить нарушение сплошности между сплавом и внешней стенкой канала,что приводит к прорыву газов и влечет за собой вероятность отрыва дна поршня. Наиболее близким техническим решением к заявляемому, его прототипом, является способ изготовления охлаждающей камеры -образного сечения 2, включающий изготовление металлического кольца профилегибочными операциями из полосы на шнековой оправке с последующей сваркой встык гнутого профиля. Далее свободные кромки кольца присоединяются к кольцевым гнездам на внутренней поверхности опорного ободка с помощью кольцевых сварных швов. В результате получается канал для охлаждения, внутренняя поверхность которого образована металлическим кольцом и поверхностью опорного ободка между кольцевыми гнездами. Недостатком прототипа является то, что -образное металлическое кольцо имеет коэффициент линейного расширения более низкий, чем у поршневого сплава, что в свою очередь сказывается на интенсивности теплоотвода, из-за возможности возникновения зазора между кольцом и материалом поршня. Задачей заявляемого изобретения является увеличение интенсивности отвода тепла от головки поршня, за счет оптимизации процесса формирования охлаждающего канала. Поставленная задача решается тем, что способ изготовления охлаждающего канала поршня двигателя внутреннего сгорания, при котором в головке поршня устанавливают выполненные из нирезиста внутреннее кольцо и наружное кольцо, соединенные друг с другом с образованием полости, при этом в наружном кольце сформирован канал и внутренняя поверхность наружного кольца выполнена с конусностью 3-10, а наружная поверхность внутреннего кольца выполнена с конусностью 3-10, причем соединение колец выполняют запрессовкой внутреннего кольца при температуре наружного кольца от 600 до 850 С, при натяге колец от 0,6 до 1,2 мм. Сущностью заявляемого технического решения является то, что коэффициент линейного расширения нирезиста близок к коэффициенту линейного расширения поршневого алюминиевого сплава, что способствует сохранению надежной связи между этими разнородными материалами в процессе циклического воздействия механических и термических нагрузок 3. Нагрев наружного кольца до температуры менее 600 С недостаточен для запрессовки внутреннего кольца, так как при такой температуре происходит малое термическое расширение наружного кольца, диаметр наружного кольца изменяется на меньшую величину,чем значение натяга колец. Температура нагрева наружного кольца до 850 С обеспечивает необходимое термическое расширение кольца при сборке. Температура нагрева свыше 850 С экономически нецелесообразна и приводит к уменьшению прочностных свойств наружного кольца. При сборке с натягом колец меньше 0,6 мм в процессе алитирования происходит затекание металла в полость масляного охлаждения, а также выпадение внутреннего кольца при неоднородном нагреве, так как натяг колец должен быть не меньше, чем величина перемещения наружного радиуса внутреннего кольца при свободном термическом расширении в отсутствии градиента температуры. При натяге колец свыше 1,2 мм запрессовка внутреннего кольца невозможна. Это связано с тем, что в результате остывания наружного кольца под действием сжимающих сил происходит растрескивание внутреннего кольца. 13832 1 2010.12.3 В процессе сборки колец возникают трудности запрессовки внутреннего кольца, связанные со сложностью центрирования наружного и внутреннего колец. Данная проблема решается изготовлением наружной поверхности внутреннего кольца и внутренней поверхности наружного кольца с конусностью 3-10. При конусности менее 3 сложно сцентрировать внутреннее кольцо относительно наружного в процессе сборки. При конусности более 10 происходит смещение внутреннего кольца во время алитирования и заливки металла, в результате чего металл затекает в полость масляного охлаждения. Заявляемое изобретение поясняется чертежами, где на фиг. 1 изображен охлаждающий нирезистовый канал поршня двигателя внутреннего сгорания, на фиг. 2 изображена головка поршня двигателя внутреннего сгорания с охлаждающим нирезистовым каналом. Охлаждающий нирезистовый канал состоит из полости масляного охлаждения (1),наружного кольца (2) и запрессованного внутреннего кольца (3). В головке поршня двигателя внутреннего сгорания (4), на месте установки верхнего компрессионного кольца, расположен охлаждающий нирезистовый канал (5). Способ реализуют следующим образом. Наружное кольцо (фиг. 1, поз. 2) охлаждающего нирезистового канала поршня двигателя внутреннего сгорания нагревают до температуры 600-850 С в течение 20-30 мин. После чего в него помещают холодное внутреннее кольцо (фиг. 1, поз. 3) и дают кольцам остыть. В процессе остывания внутренний диаметр наружного кольца уменьшается и за счет натяга 0,6-1,2 мм происходит запрессовка внутреннего кольца. Далее охлаждающий нирезистовый канал подвергался алитированию и заливке в поршень. Затем поршень распиливали по радиальным направлениям в нескольких местах и оценивали качество сформированной полости масляного охлаждения. Для исследования интенсивности теплоотвода было проведено компьютерное моделирование температурных полей поршней ДВС с охлаждающими каналами, изготовленными по заявляемому способу и прототипу. Моделирование проводилось в программном комплексе 4 методом конечно-элементного анализа. В результате компьютерного моделирования были построены 3-мерные модели, определены статические граничные условия и получены температурные поля поршней двигателей внутреннего сгорания. Результаты исследований приведены в таблице. Режимы изготовления охлаждающего канала Темпе,Конусратура Натяг п/п ность запрес- колец,колец,совки,мм град. С 1 2 3 4 Увеличение интенсивТемператуности теплоотвода ра в районе при формировании верхнего охлаждающего канала компрессипо заявляемому спосоонного бу, в сравнении кольца, С с прототипом,5 6 7 выпадение кольца при алитировании смещение внутреннего кольца при нагреве невозможно запрессовать внутреннее кольцо 7 сложно сцентрировать внутреннее кольцо относительно наружного при сборке недостаточное термическое расширение для запрессовки разупрочнение наружного кольца Из приведенных данных следует, что при использовании заявляемого способа формирования охлаждающего нирезистового канала интенсивность теплоотвода увеличивается до 15 по сравнению с прототипом и уменьшается вероятность нарушения связи между охлаждающим нирезистовым каналом и поршневым алюминиевым сплавом за счет близости коэффициентов линейного расширения. Источники информации 1. Патент Германии 10163060, МПК 02 3/22, 2003. 2. Патент Испании 04000387, МПК 21 53/18, 2005 (прототип). 3. Афанасьев В.К. и др. Поршневые силумины. - Кемерово Полиграф, 2005. - 161 с. 4. Изобелло А.Ю, Волочко А.Т. Моделирование распределения температурных полей поршня двигателя внутреннего сгорания // Новые функциональные материалы, современные технологии и методы исследования. Тез. докл. 4-й региональной конференции молодых ученых. - Гомель ИММС НАН Беларуси, 2008. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 4
МПК / Метки
МПК: F02F 3/00
Метки: изготовления, канала, охлаждающего, поршня, способ, сгорания, двигателя, внутреннего
Код ссылки
<a href="https://by.patents.su/4-13832-sposob-izgotovleniya-ohlazhdayushhego-kanala-porshnya-dvigatelya-vnutrennego-sgoraniya.html" rel="bookmark" title="База патентов Беларуси">Способ изготовления охлаждающего канала поршня двигателя внутреннего сгорания</a>
Способ изготовления поршня двигателя внутреннего сгорания
Номер патента: 10263
Опубликовано: 28.02.2008
Авторы: Ласковнев Александр Петрович, Волочко Александр Тихонович, Овчинников Владимир Васильевич, Жданович Олег Егорович
МПК: B22D 15/00
Метки: сгорания, внутреннего, способ, поршня, двигателя, изготовления
Текст:
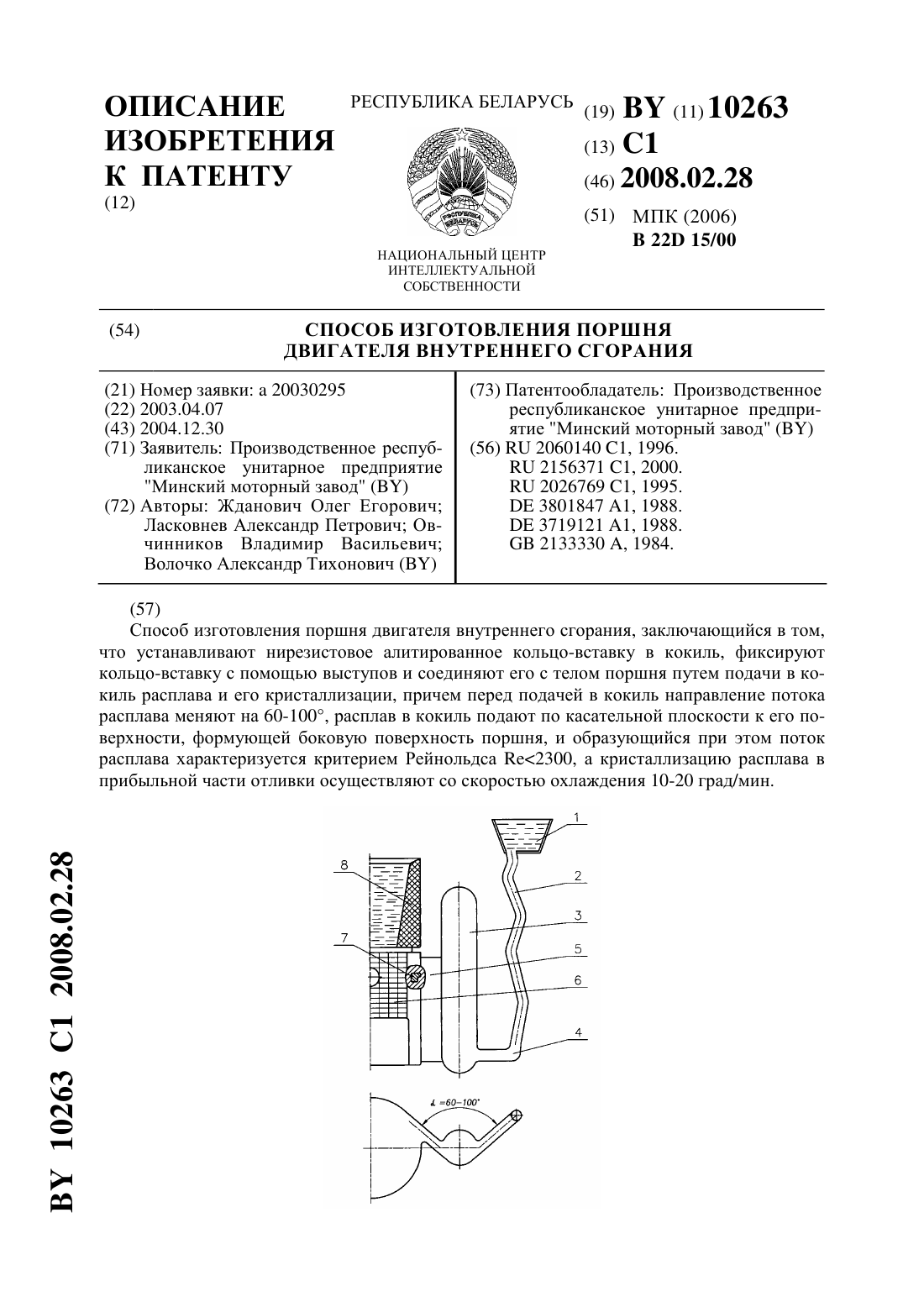
...подают по касательной плоскости к его поверхности, формующей боковую поверхность поршня, и образующийся при этом поток расплава характеризуется критерием Рейнольдса 2300, а кристаллизацию расплава в прибыльной части отливки осуществляют со скоростью охлаждения 10-20 град/мин. Способ может осуществляться по представленной схеме. На фигуре представлена литниковая чаша 1 со стояком 2, выполненным в виде гусиной шейки, который соеди 2 10263...
Способ упрочнения днища поршня из сплава алюминия с кремнием двигателя внутреннего сгорания
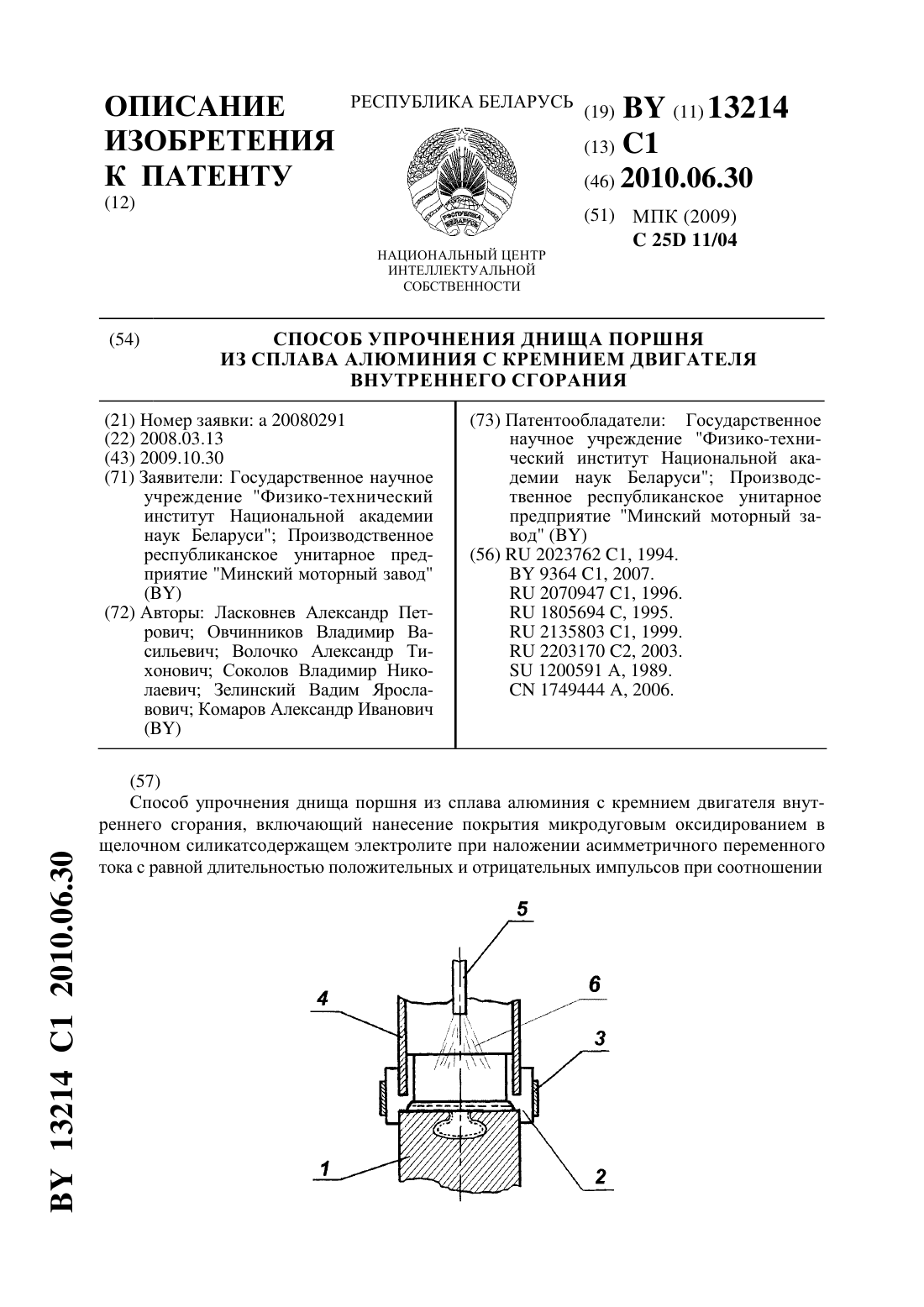
Номер патента: 13214
Опубликовано: 30.06.2010
Авторы: Зелинский Вадим Ярославович, Волочко Александр Тихонович, Комаров Александр Иванович, Овчинников Владимир Васильевич, Соколов Владимир Николаевич, Ласковнев Александр Петрович
МПК: C25D 11/04
Метки: двигателя, внутреннего, алюминия, упрочнения, кремнием, сплава, сгорания, днища, способ, поршня
Текст:
...факторов (состав, температура электролита, оксидируемый сплав, токовый режим и т.п.), так и от их совокупности. Способ упрочнения днища поршня поясняется схемой (фиг. 1). Поршень 1 изолирован герметизирующей прокладкой 2, которую удерживает от больших объемных изменений при уплотнении ограничительное кольцо 3 с помощью создающего прижимного усилия части корпуса электрохимической ячейки 4. Названные детали создают корпус ванны, в...
Устройство для электризации топлива, подаваемого в камеру сгорания двигателя внутреннего сгорания
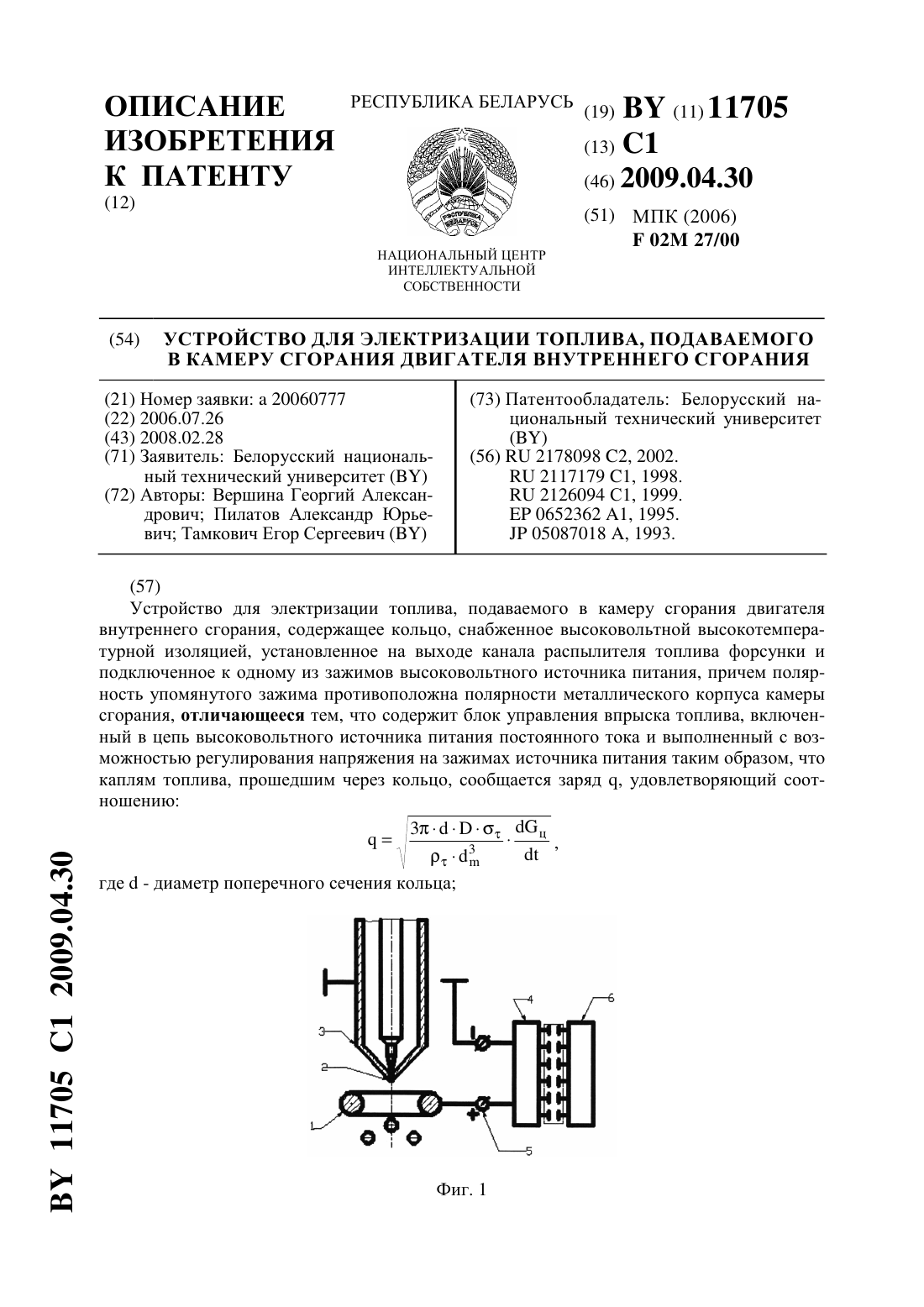
Номер патента: 11705
Опубликовано: 30.04.2009
Авторы: Пилатов Александр Юрьевич, Вершина Георгий Александрович, Тамкович Егор Сергеевич
МПК: F02M 27/00
Метки: внутреннего, камеру, подаваемого, устройство, электризации, двигателя, топлива, сгорания
Текст:
...подключенное к одному из зажимов высоковольтного источника питания,причем полярность зажима противоположна полярности металлического корпуса камеры сгорания, содержит блок управления впрыска топлива, включенный в цепь постоянного высоковольтного источника питания постоянного тока и выполненный с возможностью регулирования напряжения на зажимах источника питания таким образом, что каплям топлива, прошедшим через кольцо, сообщается заряд ,...
Поршень двигателя внутреннего сгорания

Номер патента: U 5936
Опубликовано: 28.02.2010
Авторы: Волочко Александр Тихонович, Овчинников Владимир Васильевич, Клушин Валерий Александрович, Изобелло Александр Юрьевич
МПК: F02F 3/16, F16J 1/00, F02F 5/00...
Метки: поршень, двигателя, сгорания, внутреннего
Текст:
...наружного и внутреннего колец армированной вставки, за счет возможности перемещения его (внутреннего разрезного кольца) свободного конца под действием,распределенной в радиальном направлении, нагрузки. Совмещение концов разрезного внутреннего кольца друг с другом внахлест выполняют на длине превышающей разницу термического расширения материалов наружного и внутреннего колец армированной вставки. Совмещение концов разрезного внутреннего кольца...
Способ работы поршневого двигателя внутреннего сгорания с продолженным расширением и двигатель внутреннего сгорания для его осуществления
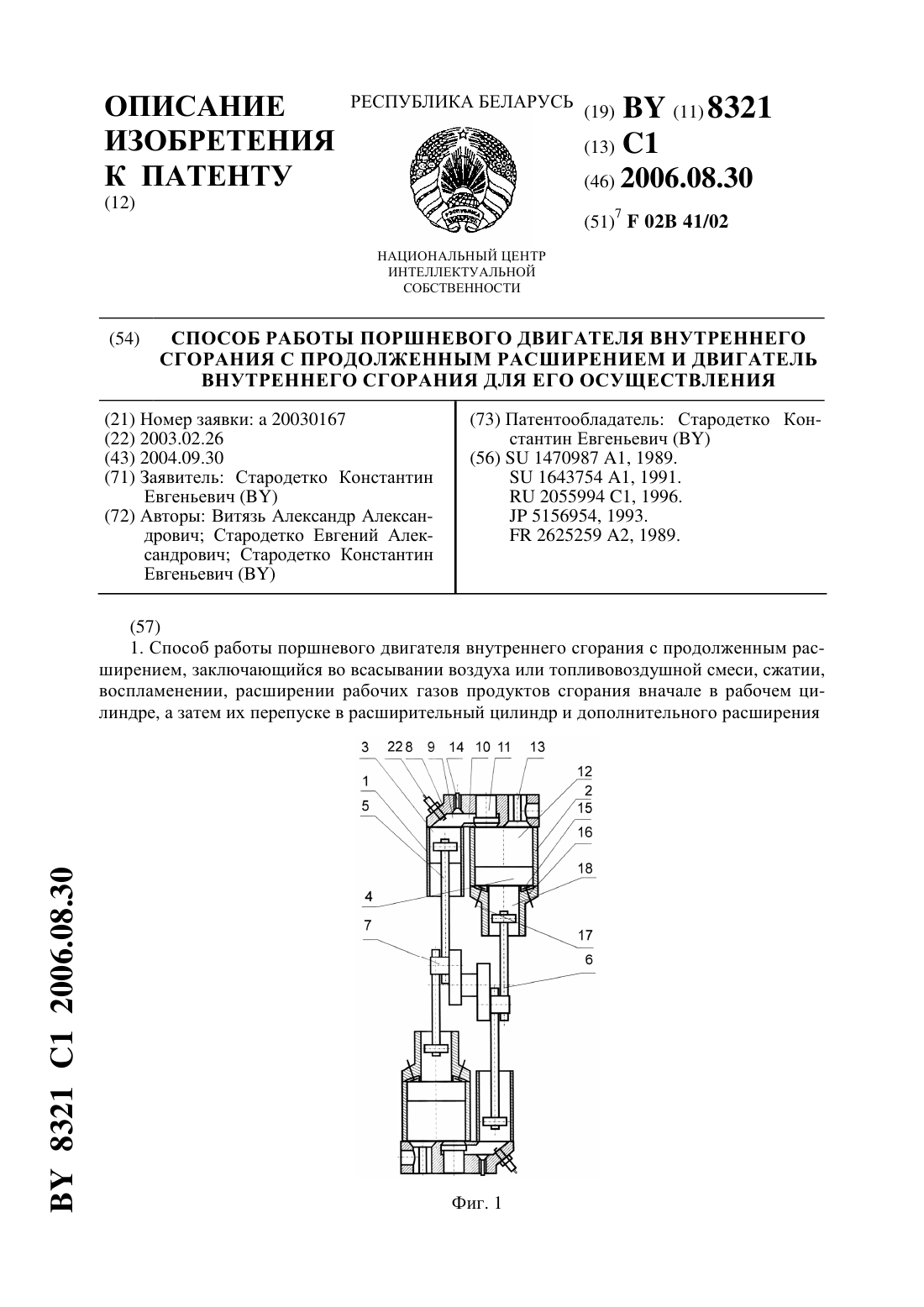
Номер патента: 8321
Опубликовано: 30.08.2006
Авторы: Стародетко Константин Евгеньевич, Стародетко Евгений Александрович, Витязь Александр Александрович
МПК: F02B 41/02
Метки: внутреннего, сгорания, расширением, работы, осуществления, способ, поршневого, продолженным, двигатель, двигателя
Текст:
...смеси, а расширительная камера снабжена клапанами, один из которых соединяет ее с общей камерой сгорания, а другой - с выхлопом. Поставленная задача решается также и тем, что цилиндры двигателя и компрессора установлены параллельно друг другу в одном блоке и снабжены общей головкой с камерой сгорания, а их поршни установлены в противофазе и связаны шатунами с шатунными шейками одного коленчатого вала, образуя рабочую секцию....
Предыдущий патент: Полимерная втулка подшипника скольжения
Следующий патент: Способ восстановления дефекта зуба при кариесе дентина
Случайный патент: Желоб для выпуска чугуна