Поршень двигателя внутреннего сгорания
Номер патента: U 6192
Опубликовано: 30.04.2010
Авторы: Соколов Владимир Николаевич, Клушин Валерий Александрович, Изобелло Александр Юрьевич, Волочко Александр Тихонович, Овчинников Владимир Васильевич

Текст
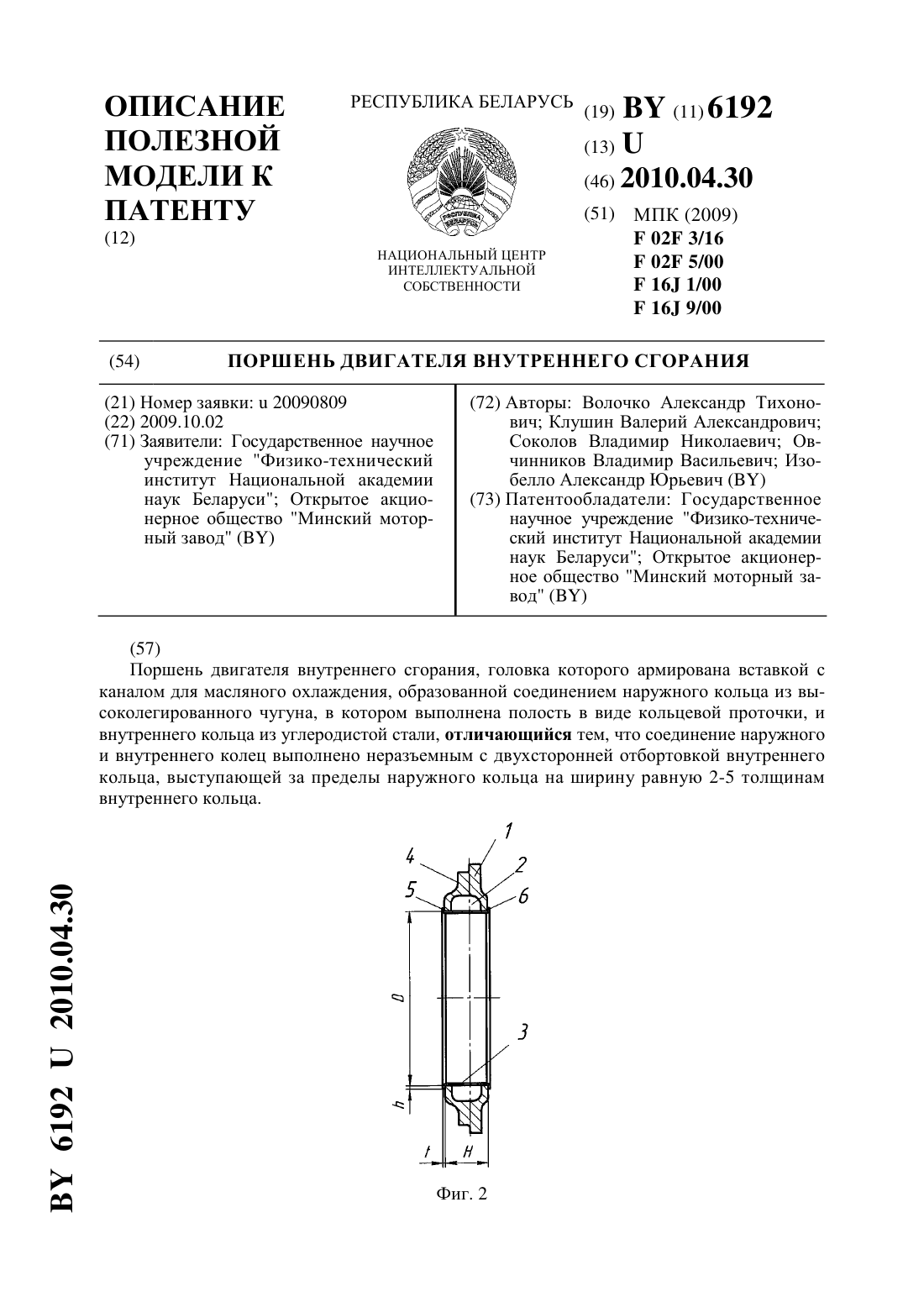
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ ПОРШЕНЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ(71) Заявители Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси Открытое акционерное общество Минский моторный завод(72) Авторы Волочко Александр Тихонович Клушин Валерий Александрович Соколов Владимир Николаевич Овчинников Владимир Васильевич Изобелло Александр Юрьевич(73) Патентообладатели Государственное научное учреждение Физико-технический институт Национальной академии наук Беларуси Открытое акционерное общество Минский моторный завод(57) Поршень двигателя внутреннего сгорания, головка которого армирована вставкой с каналом для масляного охлаждения, образованной соединением наружного кольца из высоколегированного чугуна, в котором выполнена полость в виде кольцевой проточки, и внутреннего кольца из углеродистой стали, отличающийся тем, что соединение наружного и внутреннего колец выполнено неразъемным с двухсторонней отбортовкой внутреннего кольца, выступающей за пределы наружного кольца на ширину равную 2-5 толщинам внутреннего кольца.(56) 1. Патент Германии 10163060, МПК 02 3/22, 2003. 2. Патент Испании 04000387, МПК В 21 53/18, 2005. 3. Волочко А.Т., Клушин В.А., Изобелло А.Ю. Теоретическое обоснование технологических параметров тепловой сборки нирезистовой вставки с галереей масляного охлаждения поршня // Вестник ПГУ. Серия В. Промышленность. Прикладные науки. - Полоцк. 2009 -8. (прототип). Полезная модель относится к области машиностроения, в частности к автомобилестроению, и может быть использована при разработке и изготовлении поршней двигателей внутреннего сгорания (ДВС) с галереей масляного охлаждения. Известен поршень из легкого сплава 1, головка которого армирована вставкой, на внутренней стороне которой устанавливают трубчатый охлаждающий канал для циркуляционного (галерейного) охлаждения поршня. На наружной стороне трубчатого канала устанавливают цилиндрические или кольцевые дистанционные элементы, которые свариваются со вставкой под поршневое кольцо для формирования зазора между радиально внутренней стороной вставки и радиально наружной стороной канала от 0,7 мм до 10 от диаметра поршня. Зазор необходим для беспрепятственного затекания металла в литейную форму при отливке поршня. При таком исполнении канала происходит недостаточный отвод тепла от трущейся пары гильза-поршень. Данная конструкция поршня предусматривает изготовление вставки под поршневое кольцо и трубчатого канала из материалов, имеющих более низкий коэффициент линейного расширения, чем у поршневого алюминиевого сплава. При последующем алитировании, перед заливкой алюминиевым расплавом и в процессе термообработки поршня может происходить нарушение сплошности между сплавом и внешней стенкой канала, что приводит к прорыву газов и влечет за собой вероятность отрыва дна поршня. Известен поршень, головка которого армирована вставкой, включающей наружное и внутреннее кольца с образованием охлаждающей камеры -образного сечения 2. Внутреннее кольцо армирующей вставки поршня выполнено в виде тонкостенной торообразной оболочки, полученной методом холодного пластического деформирования с последующей сваркой встык гнутого профиля. Свободные кромки внутреннего кольца присоединяются к кольцевым гнездам на внутренней поверхности вставки с помощью кольцевых сварных швов. В результате получается канал для охлаждения, внутренняя поверхность которого образована торообразной оболочкой и внутренней поверхностью наружного кольца. Недостатком поршня 2 является то, что -образное металлическое кольцо имеет коэффициент линейного расширения более низкий, чем у поршневого сплава, что сказывается на интенсивности теплоотвода, из-за возможности возникновения зазора между кольцом и материалом поршня. В качестве прототипа выбран поршень 3 двигателя внутреннего сгорания, головка которого армирована вставкой с каналом для масляного охлаждения, образованной соединением наружного кольца из высоколегированного чугуна, в котором выполнена полость в виде кольцевой проточки, и внутреннего кольца из углеродистой стали. Полость масляного охлаждения формируют в наружном кольце из высоколегированного чугуна (нирезиста), коэффициент линейного расширения которого близок к коэффициенту линейного расширения поршневого алюминиевого сплава, что способствует увеличению интенсивности теплоотвода и сохранению надежной связи между этими разнородными материалами в процессе циклического воздействия механических и термических нагрузок. Соединение колец в известном поршне осуществляют тепловой сборкой, путем установки внутреннего кольца в разогретое наружное кольцо, в котором выполнен канал для масляного охлаждения поршня. 2 61922010.04.30 В дальнейшем при изготовлении поршня армирующую вставку подвергают дробеструйной очистке, алитированию и затем помещают в кокиль в качестве армирующей составляющей для последующего получения алюминиевой отливки поршня с каналом для циркуляционного охлаждения. Недостатком прототипа является то, что гарантированный натяг соединения колец армирующей вставки поршня, полученный тепловой сборкой деталей, значительно уменьшается в процессе последующей операции алитирования, сопровождающейся нагревом соединения до температуры 800 С, из-за различных коэффициентов теплового расширения материалов колец наружного и внутреннего, что может приводить к выпадению внутреннего кольца во время нагрева при алитировании или при кокильном литье поршня или затеканию расплава алюминиевого сплава в канал для охлаждения. Кроме того, соединение деталей с гарантированным натягом должно удовлетворять требованиям неподвижности соединения и прочности сопрягаемых деталей. Взаимное смещение колец в армирующей вставке (неподвижность соединения) предотвращается за счет сил трения на поверхностях контакта и зависит от величины натяга или величины среднего контактного давлениямежду наружным и внутренним кольцами армирующей вставки. Таким образом, известная полезная модель поршня 3 может быть реализована, если гарантированный натяг в соединении колец армирующей вставки поршня при тепловой сборке будет больше разницы изменения посадочных размеров наружного и внутреннего колец при последующих операциях изготовления поршня (алитирования и кокильного литья), вызванных различными коэффициентами термического расширения материалов наружного и внутреннего колец. Второе условие реализации - фактический натяг в соединении (среднее контактное давление) должен обеспечивать неподвижность соединения и прочность сопрягаемых деталей. Проведенные исследования оптимальных технологических режимов изготовления охлаждающего канала 3 показали, что при гарантированном натяге при сборке колец армирующей вставки 0,4 мм на диаметр фактический натяг в соединении уменьшился до 0,15 мм при алитировании. При этом следует отметить, что натяг 0,4 мм был принят, как максимально допустимый по условию отсутствия пластической деформации в соединении. С учетом принятых допусков на посадочные размеры соединяемых деталей минимальное значение вероятностного натяга при сборке колец будет равно 0,36 мм и фактический натяг при алитировании уменьшится соответственно до 0,11 мм. В связи с чем для обеспечения герметичности и неподвижности соединения необходимо строгое соблюдение режимов сборки, в части исполнения сопрягаемых поверхностей в заданном узком интервале допусков и температурных режимов сборки и последующих операций изготовления поршня, что связано со значительной трудоемкостью изготовления. В основу полезной модели положена задача повышения герметичности канала охлаждения поршня. Поставленная задача достигается тем, что в поршне двигателя внутреннего сгорания,головка которого армирована вставкой с каналом для масляного охлаждения, образованной соединением наружного кольца из высоколегированного чугуна, в котором выполнена полость в виде кольцевой проточки, и внутреннего кольца из углеродистой стали,соединение наружного и внутреннего колец выполнено неразъемным с двухсторонней отбортовкой внутреннего кольца, выступающей за пределы наружного кольца на ширину,равную 2-5 толщинам внутреннего кольца. Сущностью заявляемого технического решения является то, что охлаждающий канал остается герметичным на всех стадиях изготовления поршня. Отбортовка внутреннего кольца создает в соединении гарантированный натяг в осевом направлении, который и обеспечивает герметичность соединения на стадии его сборки. В последующем при алитировании и получении отливки поршня натяг в соединении в месте отбортовки увеличивается за счет большего значения термического расширения наружного кольца по сравнению с расширением внутреннего кольца. 3 61922010.04.30 Практически установлено, что отбортовка внутреннего кольца, выступающая за пределы наружного кольца, на ширину меньше 2-х толщин внутреннего кольца не обеспечивает должной герметичности соединения, а ширина отбортовки более 5-ти не оправдана экономически. Технический результат реализован тем, что соединение наружного и внутреннего колец армирующей вставки поршня выполнено неразъемным и с гарантированным осевым натягом, который увеличивается в процессе алитирования вставки и при заливке формы отливки поршня расплавом алюминиевого сплава. Заявляемое техническое решение поясняется фиг. 1-3, где на фиг. 1 приведен сборочный чертеж армирующей вставки поршня без отбортовки внутреннего кольца, на фиг. 2 сборочный чертеж армирующей вставки поршня с отбортовкой внутреннего кольца, на фиг. 3 поршень двигателя внутреннего сгорания с охлаждающим каналом. Армирующая вставка поршня ДВС (фиг. 1) состоит из наружного кольца 1, в котором выполнена полость 2 для масленого охлаждения поршня в виде кольцевой проточки, и внутреннего кольца 3. Наружное кольцо 1 выполняют из высоколегированного чугуна, а внутреннее кольцо 3 из углеродистой стали. Внутреннее кольцо 3 в исходном состоянии выполняют длиннее наружного кольца высотой , на величину 2, необходимую для осуществления в последующем отбортовки внутреннего кольца на ширину , равную 2-5 толщинамвнутреннего кольца (фиг. 2), выступающей за пределы наружного кольца. Соединение 4 наружного и внутреннего колец (фиг. 2) выполнено неразъемным с двухсторонней отбортовкой 5, 6 внутреннего кольца 3, выступающей за пределы наружного кольца 2 на ширину , равную 2-5 толщинамвнутреннего кольца. Поршень двигателя внутреннего сгорания (фиг. 3) включает головку 7 и юбку 8 из алюминиевого сплава. Головка 7 поршня армирована вставкой 4 с охлаждающим каналом 2 на месте установки верхнего компрессионного кольца. Изготовление поршня двигателя внутреннего сгорания осуществляют следующим образом. В начале осуществляют сборку армирующей вставки (фиг. 1) с гарантированным натягом в радиальном направлении по посадочному размерутепловой сборкой, для чего наружное кольцо 1 нагревают до температуры 600-850 С в течение 20-30 мин и помещают в него холодное внутреннее кольцо 3 с таким расчетом, чтобы длинавыступающих за пределы наружного кольца концов внутреннего кольца была по возможности одинаковой и обеспечивала бы получение отбортовки в рекомендуемых интервалах значений(25). Натяг в радиальном направлении выполняют с условием отсутствия пластической деформации в сопрягаемых деталях. Затем осуществляют окончательную сборку армирующей вставки путем отбортовки,выступающих за пределы наружного кольца 1 (фиг. 2), концов внутреннего кольца 3 длинойс образованием фланца под углом 90 к оси внутреннего кольца шириной , равной 2-5 его толщины . Отбортовку осуществляют в штампе на прессе, на специальных станках для фасонирования концов труб или токарных станках с использованием давильного инструмента. Герметичность соединения сопрягаемых деталей в осевом направлении достигается за счет гарантированного натяга в радиальном направлении при тепловой сборке колец и в осевом направлении при отбортовке концов внутреннего кольца с образованием фланцев под углом 90. Гарантированный натяг в осевом направлении по размерувозникает в результате упругой деформации наружного кольца в зоне контакта с внутренним кольцом в процессе отбортовки (отгиба) его выступающих концов. Далее осуществляют дробеструйную очистку и алитирование армирующей вставки 4. В процессе алитирования армирующую вставку 4 помещают в расплав алюминиевого сплава, где она разогревается до 800 С, при этом даже при возможном градиенте температур 100-200 С в начальный момент нагрева наружного и внутреннего колец (внутреннее с меньшей толщиной стенки разогревается быстрее наружного) не происходит уменьшение натяга в осевом направлении и, следовательно, нет опасности разгерметизации соединения. 4 61922010.04.30 В последующем при выравнивании температуры нагрева достигают максимального значения увеличения натяга между наружным и внутренним кольцами в осевом направлении в месте отбортовки, за счет большего значения коэффициента термического расширения материала наружного кольца, по сравнению с материалом внутреннего кольца. После алитирования армирующую вставку 4 устанавливают в кокиль на место установки верхнего компрессионного кольца (фиг. 3) и производят заливку формы расплавом алюминиевого сплава. При получении отливки поршня исключается возможность разгерметизации канала охлаждения и попадания расплава алюминиевого сплава в полость канала 2, в виду того,что гарантированный натяг в осевом направлении в соединении наружного 1 и внутреннего 3 колец армирующей вставки 4 выполненной неразъемной с двухсторонней отбортовкой внутреннего кольца, за пределы наружного кольца на ширину, равную 2-5 толщинам внутреннего кольца увеличивается за счет большего значения термического расширения наружного кольца по сравнению с расширением внутреннего кольца. Пример использования предлагаемой полезной модели. Осуществляли изготовление охлаждающего канала для галерейного охлаждения поршня высокофорсированного двигателя внутреннего сгорания, соответствующего экологическим требованиям Евро-4, Евро-5 и выше, осваиваемого в производстве на ЗАО Минский моторный завод. Наружное кольцо 1 (фиг. 1) выполняли из высоколегированного чугуна марки ЧН 15 Д 7 толщиной , равной 19 мм, и с полостью для масляного охлаждения в виде кольцевой проточкой диаметром 80,6 Н 7 мм, шириной 13 мм и глубиной 11,4 мм. Внутреннее кольцо 4 (фиг. 1) изготавливали из стали 45 (наружный диаметр 80,96 мм,толщина 1,0 мм, ширина 270,1 мм). Сборку армирующей вставки (фиг. 1) осуществляли тепловой сборкой с гарантированным натягом в радиальном направлении, равным 0,3 мм. Окончательную сборку армирующей вставки (фиг. 2) осуществляли двухсторонней отбортовкой внутреннего кольца,выступающих за пределы наружного кольца на ширину, равную 2-5 толщинам внутреннего кольца. Отбортовку осуществляли на токарном станке с использованием в качестве давильного инструмента формовочных роликов, смонтированных в подшипниках качения и установленных на державках, закрепленных в суппорте станка. Армирующую вставку (фиг. 1) устанавливали в трехкулачковый патрон токарного станка. Во время вращения шпинделя с полуфабрикатом армирующей вставки (400-600 об/мин.) к выступающему концу внутреннего кольца вставки с его внутренней стороны подводили давильник и осуществляли отбортовку фланца посредством перемещения суппорта. Аналогичным образом осуществляли отбортовку второго выступающего конца внутреннего кольца армирующей вставки. Далее осуществляли алитирование армирующей вставки и ее заливку в поршень(фиг. 3). В процессе алитирования армирующая вставка 4 разогревалась до 800 С, наружное кольцо 1 из нирезиста расширялось на большую величину, чем внутреннее кольцо 3 из углеродистой стали, из-за разных значений коэффициентов линейного расширения материалов, что обеспечило дополнительный натяг между наружным и внутренним кольцами в месте отбортовки на величину, определяемую зависимостью Т(1 - 3)19800(20,510-6 - 15,010-6)0,07 мм,где- температура нагрева колец армирующей вставки при алитировании и заливки формы поршня 1 и 3 соответственно коэффициенты термического расширения наружного и внутреннего колец армирующей вставки поршня. Для возможности объективной оценки герметичности охлаждающего канала поршня было изготовлено 20 поршней по прототипу и 20 по заявляемой полезной модели. Изготовленные образцы были распилены в нескольких местах в радиальном направлении. В результате этого было установлено, что в 14 из 20 образцов изготовленных по прототипу произошло затекание алюминиевого расплава в полость охлаждения. В свою очередь во 5 61922010.04.30 всех образцах, выполненных по заявляемой полезной модели затекания расплава алюминиевого сплава в охлаждающий канал не обнаружено, качество сформированного канала удовлетворяет ТУ. Для оценки механических свойств и герметичности канала масляного охлаждения предлагаемой полезной модели поршня были проведены соответствующие испытания. Испытания заключались в проверке прочности на разрыв соединения армирующей вставки с телом поршня проверки качества спая нирезистовой наружного кольца армирующей вставки с основным материалом поршня собщаемости канала охлаждения поршня с отверстием для подвода масла путем продувки сжатым воздухом при давлении 0,2-0,4 МПа. Испытания показали прочность на разрыв отливки составила 550610 МПа,качество спая, определяемое относительным количеством энергии, прошедшей через область соединения нирезистовой вставки с основным материалом, составляет 58-62 ,проверка собщаемости канала охлаждения поршня с отверстием для подвода масла показала полную герметичность системы охлаждения поршня ДВС. При этом предлагаемая полезная модель поршня ДВС не ухудшает основных достоинств прототипа, в части интенсификации отвода тепла и вероятности нарушения связи между наружным кольцом армированной вставки из нирезиста и головкой поршня из алюминиевого сплава, за счет близости коэффициентов их линейного расширения. Таким образом, использование заявляемой полезной модели поршня ДВС обеспечивает герметичность канала его охлаждения, сформированного в армирующей вставке путем выполнения соединения наружного и внутреннего колец неразъемным с двухсторонней отбортовкой внутреннего кольца, за пределы наружного кольца на ширину, равную 2-5 толщинам внутреннего кольца. Герметичность канала охлаждения поршня обеспечивается гарантированными натягами в осевом и радиальном направлениях наружного и внутреннего колец, выполненных из материалов с различными коэффициентами теплового расширения. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 6
МПК / Метки
МПК: F16J 9/00, F16J 1/00, F02F 5/00, F02F 3/16
Метки: двигателя, поршень, внутреннего, сгорания
Код ссылки
<a href="https://by.patents.su/6-u6192-porshen-dvigatelya-vnutrennego-sgoraniya.html" rel="bookmark" title="База патентов Беларуси">Поршень двигателя внутреннего сгорания</a>
Поршень двигателя внутреннего сгорания

Номер патента: U 5936
Опубликовано: 28.02.2010
Авторы: Клушин Валерий Александрович, Волочко Александр Тихонович, Изобелло Александр Юрьевич, Овчинников Владимир Васильевич
МПК: F02F 5/00, F16J 1/00, F02F 3/16...
Метки: двигателя, внутреннего, сгорания, поршень
Текст:
...наружного и внутреннего колец армированной вставки, за счет возможности перемещения его (внутреннего разрезного кольца) свободного конца под действием,распределенной в радиальном направлении, нагрузки. Совмещение концов разрезного внутреннего кольца друг с другом внахлест выполняют на длине превышающей разницу термического расширения материалов наружного и внутреннего колец армированной вставки. Совмещение концов разрезного внутреннего кольца...
Поршень двигателя внутреннего сгорания с галерейным охлаждением
Номер патента: U 4713
Опубликовано: 30.10.2008
Авторы: Ласковнев Александр Петрович, Рачинский Семен Семенович, Волочко Александр Тихонович, Овчинников Владимир Васильевич, Садоха Мечислав Антонович, Соколов Владимир Николаевич
МПК: F02F 3/00
Метки: поршень, охлаждением, двигателя, сгорания, галерейным, внутреннего
Текст:
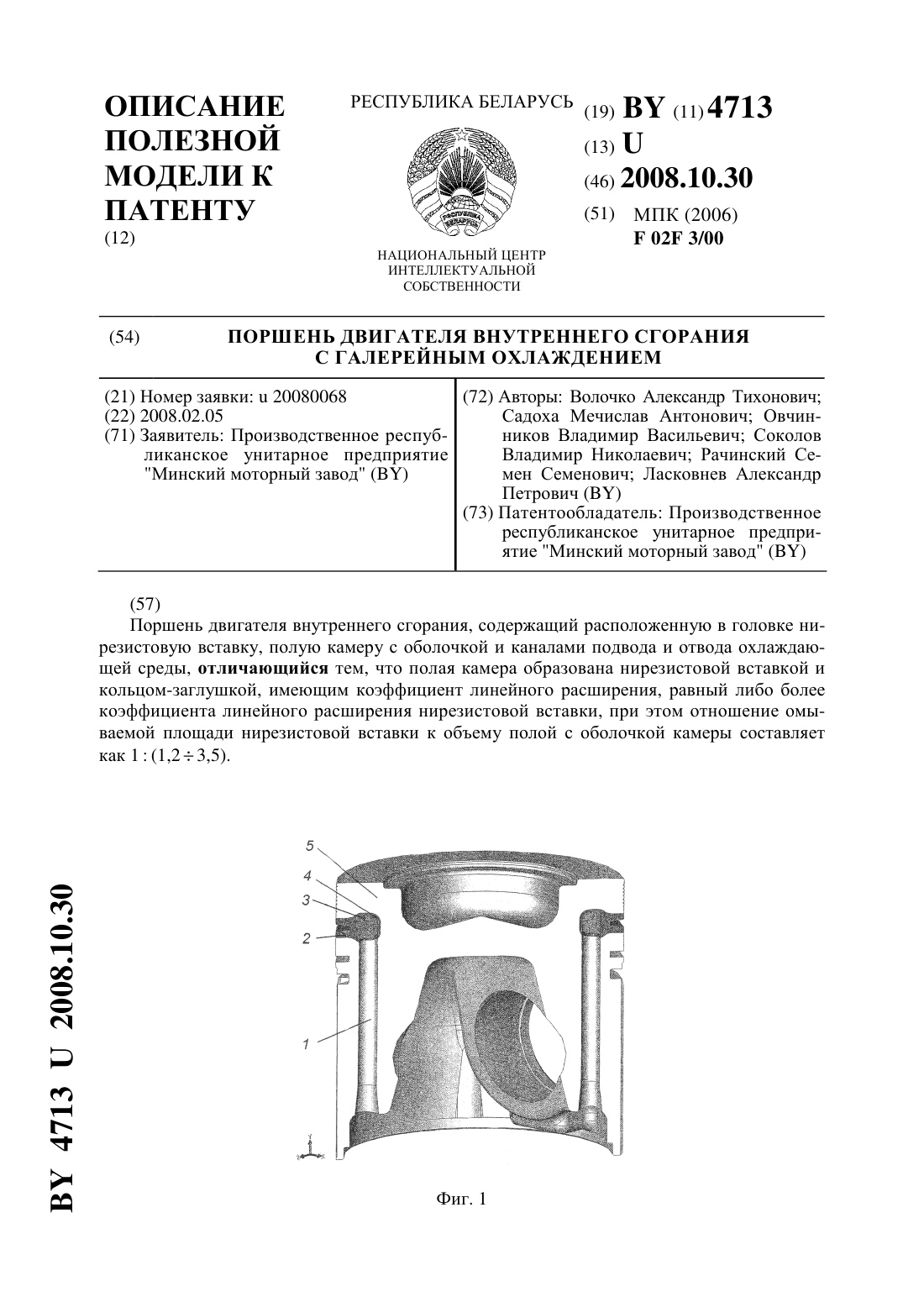
...отрыва дна поршня. Задачей заявляемой конструкции поршня с галерейным охлаждением является обеспечение технологичности его изготовления и повышение эффективности теплоотвода. Поставленная задача решается таким образом, что поршень ДВС, содержащий расположенную в головке нирезистовую вставку, полую камеру с оболочкой и каналами подвода и отвода охлаждающей среды, причем полая камера, образованная нирезистовой вставкой и кольцом-заглушкой,...
Поршень двигателя внутреннего сгорания
Номер патента: 8575
Опубликовано: 30.10.2006
Авторы: Петухов Арнольд Александрович, Жданович Олег Егорович
Метки: поршень, сгорания, двигателя, внутреннего
Текст:
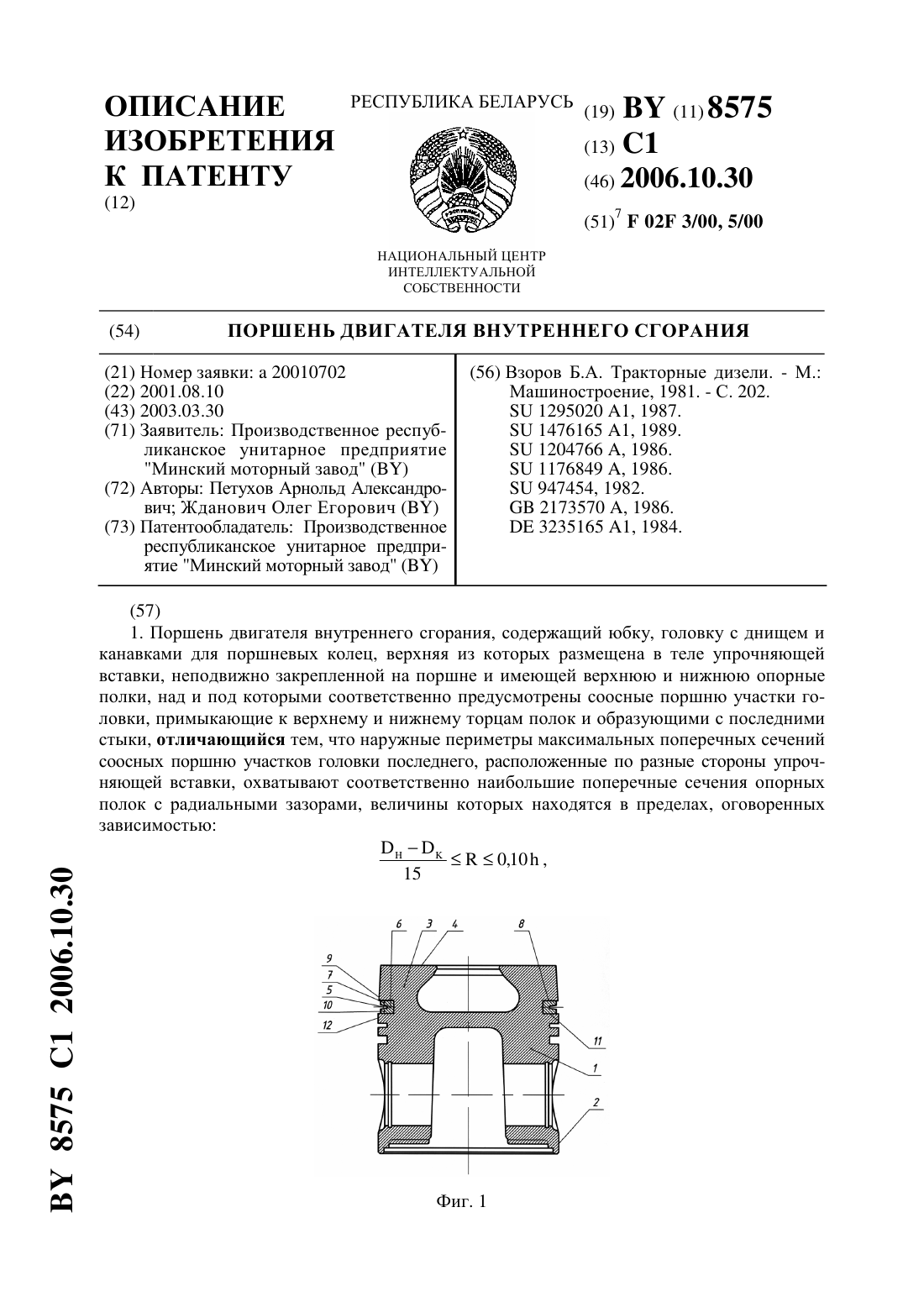
...затратам в производстве и снижению долговечности ЦПГ (как следствие и использующего двигатель агрегата) в рядовой эксплуатации. Для снижения проявления вышеуказанных отрицательных факторов (в основном прихват и клинение поршней) используют щадящие режимы обкатки, зеркало цилиндра с пониженной твердостью (что ухудшает прочностные и износные характеристики последнего), добавляют специальные присадки в масла, наносят специальные приработочные...
Устройство для электризации топлива, подаваемого в камеру сгорания двигателя внутреннего сгорания
Номер патента: 11705
Опубликовано: 30.04.2009
Авторы: Тамкович Егор Сергеевич, Вершина Георгий Александрович, Пилатов Александр Юрьевич
МПК: F02M 27/00
Метки: внутреннего, камеру, сгорания, устройство, топлива, двигателя, электризации, подаваемого
Текст:
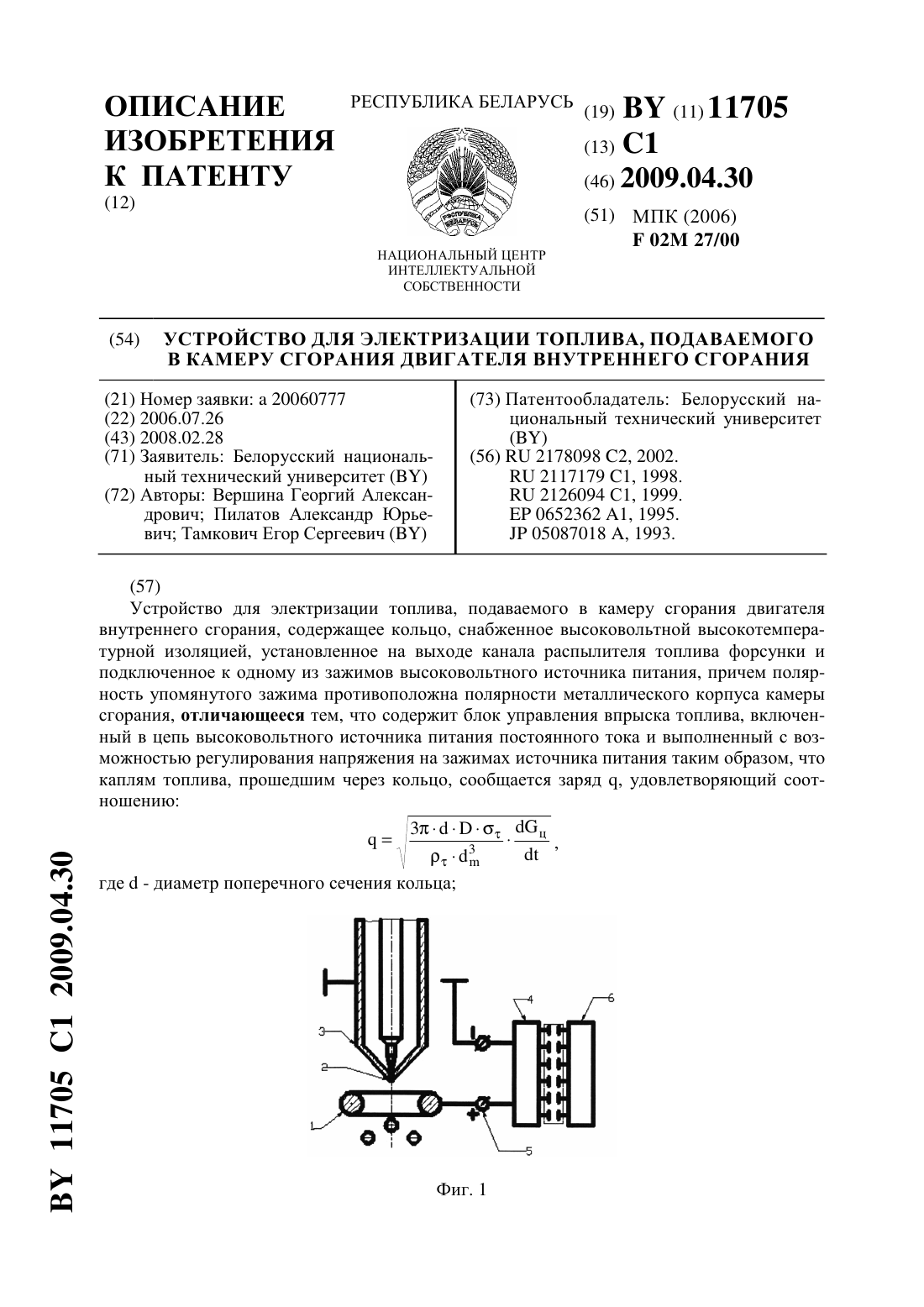
...подключенное к одному из зажимов высоковольтного источника питания,причем полярность зажима противоположна полярности металлического корпуса камеры сгорания, содержит блок управления впрыска топлива, включенный в цепь постоянного высоковольтного источника питания постоянного тока и выполненный с возможностью регулирования напряжения на зажимах источника питания таким образом, что каплям топлива, прошедшим через кольцо, сообщается заряд ,...
Способ работы поршневого двигателя внутреннего сгорания с продолженным расширением и двигатель внутреннего сгорания для его осуществления
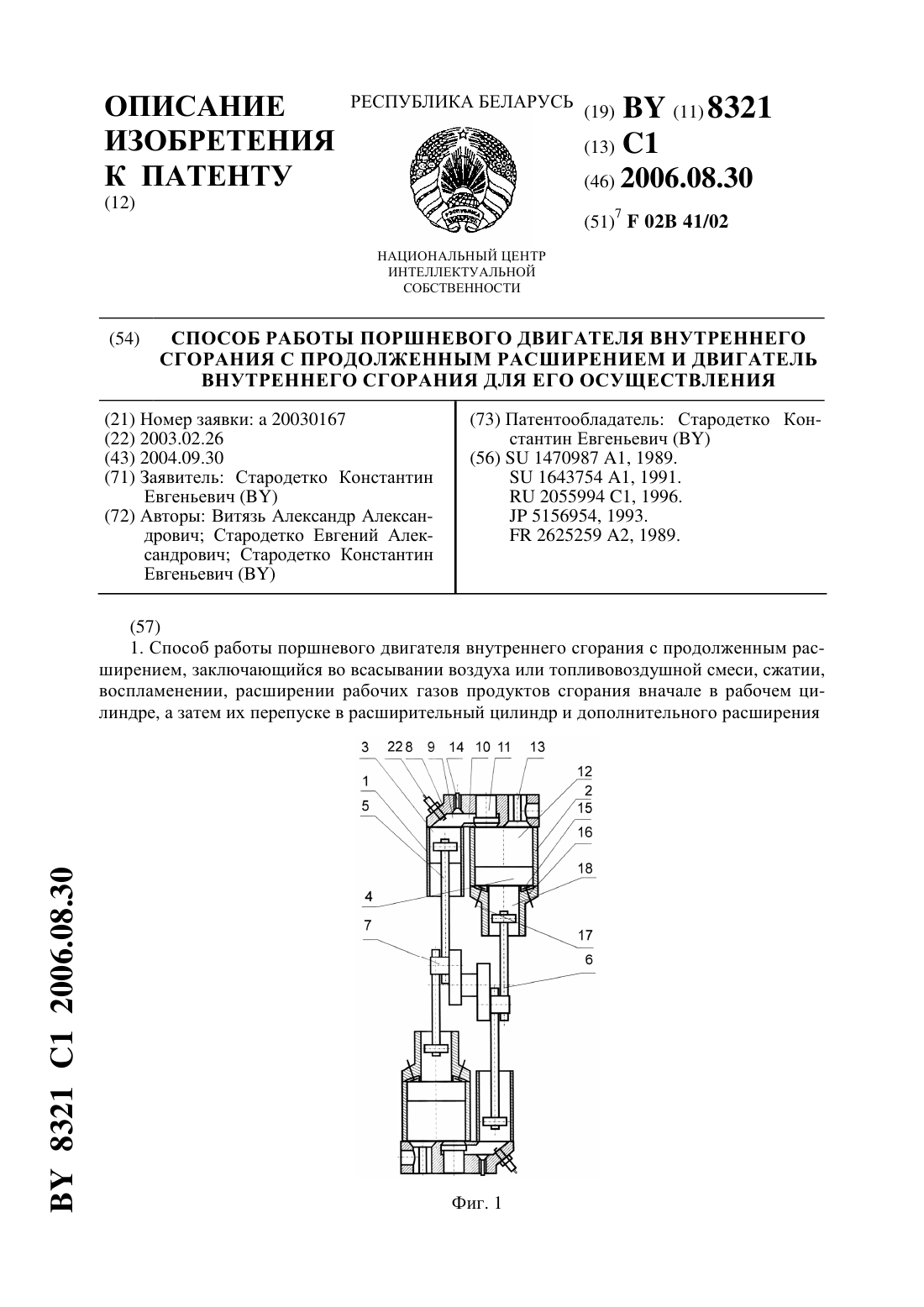
Номер патента: 8321
Опубликовано: 30.08.2006
Авторы: Витязь Александр Александрович, Стародетко Евгений Александрович, Стародетко Константин Евгеньевич
МПК: F02B 41/02
Метки: двигатель, поршневого, внутреннего, способ, работы, сгорания, продолженным, осуществления, двигателя, расширением
Текст:
...смеси, а расширительная камера снабжена клапанами, один из которых соединяет ее с общей камерой сгорания, а другой - с выхлопом. Поставленная задача решается также и тем, что цилиндры двигателя и компрессора установлены параллельно друг другу в одном блоке и снабжены общей головкой с камерой сгорания, а их поршни установлены в противофазе и связаны шатунами с шатунными шейками одного коленчатого вала, образуя рабочую секцию....
Предыдущий патент: Устройство для циркуляционной регенерации фильтра скважины
Следующий патент: Солнечная камерная сушилка
Случайный патент: Спирально-шнековый высевающий аппарат