Боковая стена кузова вагона
Номер патента: U 6221
Опубликовано: 30.04.2010
Авторы: Мякота Александр Васильевич, Фиглин Зиновий Фриделевич, Волков Евгений Иванович, Колесин Алексей Артурович, Краснов Игорь Александрович
Текст
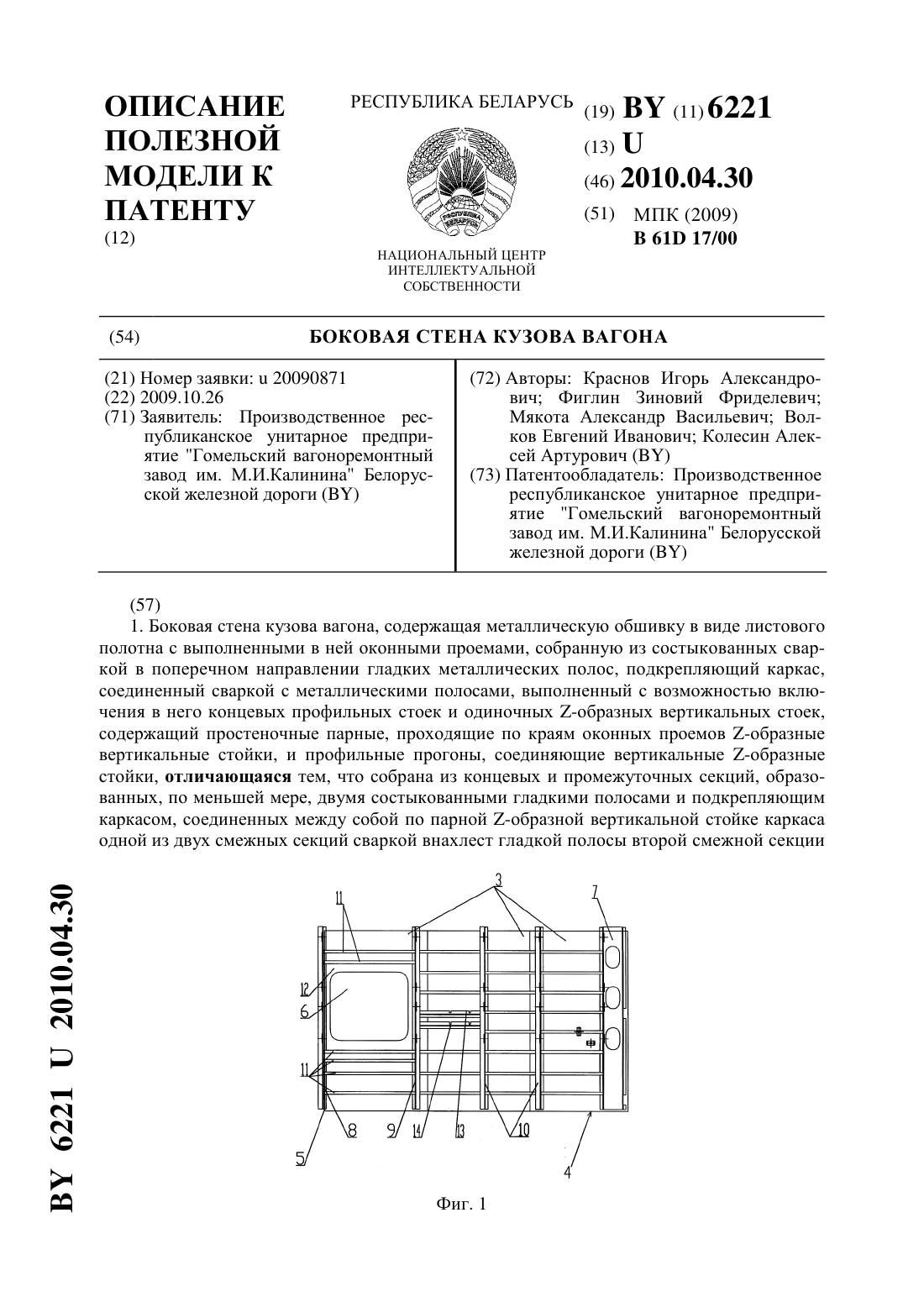
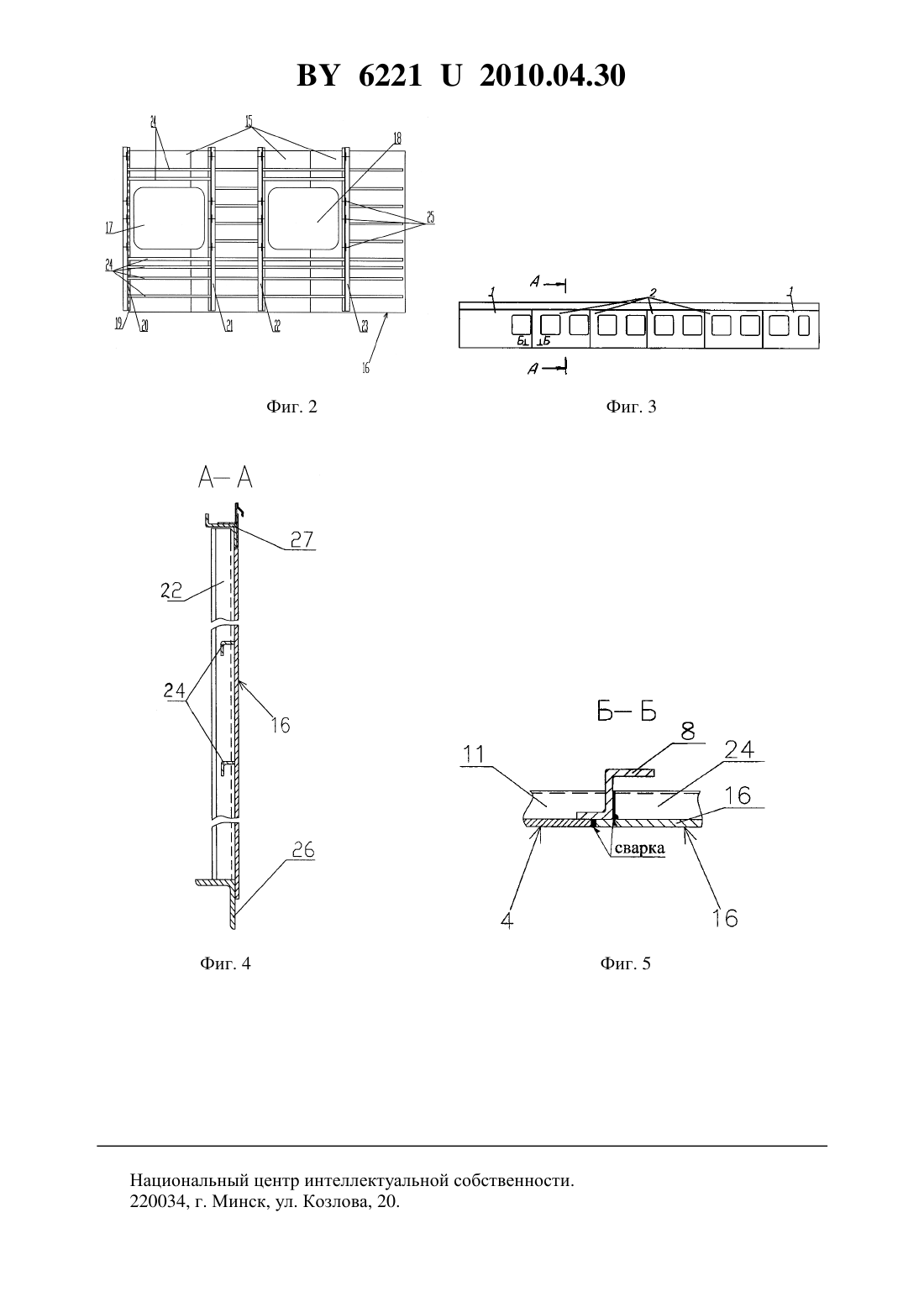
(51) МПК (2009) НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ БОКОВАЯ СТЕНА КУЗОВА ВАГОНА(71) Заявитель Производственное республиканское унитарное предприятие Гомельский вагоноремонтный завод им. М.И.Калинина Белорусской железной дороги(72) Авторы Краснов Игорь Александрович Фиглин Зиновий Фриделевич Мякота Александр Васильевич Волков Евгений Иванович Колесин Алексей Артурович(73) Патентообладатель Производственное республиканское унитарное предприятие Гомельский вагоноремонтный завод им. М.И.Калинина Белорусской железной дороги(57) 1. Боковая стена кузова вагона, содержащая металлическую обшивку в виде листового полотна с выполненными в ней оконными проемами, собранную из состыкованных сваркой в поперечном направлении гладких металлических полос, подкрепляющий каркас,соединенный сваркой с металлическими полосами, выполненный с возможностью включения в него концевых профильных стоек и одиночных -образных вертикальных стоек,содержащий простеночные парные, проходящие по краям оконных проемов -образные вертикальные стойки, и профильные прогоны, соединяющие вертикальные -образные стойки, отличающаяся тем, что собрана из концевых и промежуточных секций, образованных, по меньшей мере, двумя состыкованными гладкими полосами и подкрепляющим каркасом, соединенных между собой по парной -образной вертикальной стойке каркаса одной из двух смежных секций сваркой внахлест гладкой полосы второй смежной секции 62212010.04.30 с полкой -образной вертикальной стойки с образованием обшивки вагона в виде листового полотна и сваркой встык торцов профильных прогонов каркаса второй смежной секции со средней частью -образной вертикальной стойки, при этом каркас концевых секций содержит концевую профильную вертикальную стойку. 2. Боковая стена кузова вагона по п. 1, отличающаяся тем, что содержит четыре промежуточные секции, в каждой из которых выполнено по два оконных проема.(56) 1.3631817, МПК В 61 17/08 А, 1972.01.04. 2.44616 1, МПК В 61 17/08, 2005.03.27. 3.2271293 С 2, МПК В 61 17/08, 2005.10.27. Полезная модель относится к транспортному машиностроению, а именно к железнодорожному вагоностроению, и касается конструкции боковых стен кузовов рельсового подвижного состава, преимущественно пассажирских вагонов. Известна боковая стенка кузова вагона 1, содержащая каркас, выполненный из вертикальных стоек и горизонтальных элементов жесткости, к которому приварены панели,состоящие из наружного, преимущественно гладкого, листа, подкрепленного внутренним гофрированным листом. Гофрированные листы расположены между двумя соседними вертикальными стойками каркаса стенки кузова и при помощи специальных кронштейнов прикреплены дуговой электросваркой к вертикальным стойкам каркаса. Это усложняет конструкцию боковой стенки и увеличивает объем сварочных работ, в том числе не механизированных, и недостаточно увеличивает несущую способность конструкции. Известна также боковая стена кузова пассажирского вагона 2, состоящая из обшивки и подкрепляющего ее каркаса, при этом каркас состоит из продольных и поперечных наборов элементов, обшивка выполнена из металлических листов, объединенных в пояса и неразъемно связанных между собой внахлест, например с помощью сварки, в части листов обшивки выполнены вырезы для установки окон и/или дверей. Обшивка выполнена из двух поясов, соединенных между собой по длине одним нахлесточным сварным соединением, верхний пояс обшивки выполнен плоским и снабжен вырезами для установки окон и/или дверей, нижний пояс выполнен гофрированным, причем форма и количество гофр выбраны из условия обеспечения несущей способности боковой стены, ее эстетического вида и удобства в эксплуатации. Недостатком такой конструкции является большая трудоемкость и технологическая сложность при проведении ремонтно-восстановительных работ по замене металлической обшивки кузова. Наиболее близкой по технической сущности к заявляемой полезной модели является боковая стена вагона 3, содержащая металлическую обшивку в виде листового полотна с выполненными в нем оконными проемами, собранное из состыкованных сваркой в продольном и поперечном направлениях гладких полос равной длины с частями простенков,ширина одной из которых больше другой в два раза, подкрепленное по контуру гофрированными листами, профильные стойки, соединенные в каркас парными, проходящими по краям оконных проемов, и одиночными профильными прогонами, простеночные гофрированные листы и обвязочный профиль. Полотно на каждом конце подкреплено расположенным между концевой стойкой торцами гофрированных листов уголковым подгоночным профилем, соединенным внахлест с полкой концевой стойки. Недостатком конструкции является большая трудоемкость ремонта коррозионноизношенных металлических элементов боковых стен вагона, который требует частичной замены элементов кузова. Кроме этого, в процессе замены изношенных металлических элементов боковых стен не обеспечивается соблюдение требуемого качества ввиду вы 2 62212010.04.30 полнения работ по месту без оснастки с большим объемом ручных работ, что приводит к короблению плоскостности боковых стен. Задачей, решаемой полезной моделью, является создание боковой стены кузова вагона, позволяющей проводить высокотехнологичную их замену при капитальновосстановительном ремонте вагонов, а также обладающей повышенной коррозионностойкостью, удобной в эксплуатации. Поставленная задача решается за счет того, что боковая стена кузова вагона, содержащая металлическую обшивку в виде листового полотна с выполненными в ней оконными проемами, собранную из состыкованных сваркой в поперечном направлении гладких металлических полос, подкрепляющий каркас, соединенный сваркой с металлическими полосами, выполненный с возможностью включения в него концевых профильных стоек и одиночных -образных вертикальных стоек, содержащий простеночные парные, проходящие по краям оконных проемов -образные вертикальные стойки, и профильные прогоны, соединяющие вертикальные -образные стойки, согласно полезной модели, собрана из концевых и промежуточных секций, образованных, по меньшей мере,двумя состыкованными гладкими полосами и подкрепляющим каркасом, соединенных между собой по парной -образной вертикальной стойке каркаса одной из двух смежных секций сваркой внахлест гладкой полосы второй смежной секции с полкой -образной вертикальной стойки с образованием обшивки вагона в виде листового полотна и сваркой встык торцов профильных прогонов каркаса второй смежной секции со средней частью образной вертикальной стойки, при этом каркас концевых секций содержит концевую профильную вертикальную стойку. В предпочтительном варианте исполнения боковая стена содержит четыре промежуточных секции, в каждой из которых выполнено по два оконных проема. Оконные проемы боковой стены могут быть выполнены плазменной резкой. Сущность предлагаемого технического решения поясняется чертежами. На фиг. 1 изображена концевая секция боковой стены (вид изнутри вагона), на фиг. 2 промежуточная секция боковой стены (вид изнутри вагона), на фиг. 3 - вид боковой стены со стороны обшивки на фиг. 4 - разрез А-А на фиг. 3 на фиг. 5 - разрез Б-Б на фиг. 3. Боковая стена (фиг. 3) вагона собрана из двух концевых секций 1 и четырех промежуточных секций 2. Концевая секция 1 (фиг. 1) боковой стены вагона состоит из трех прямоугольных металлических листов 3 (фиг. 1), свариваемых между собой встык в поперечном направлении и образующих полотно 4, в котором вблизи вертикального бокового края 5 полотна 4 плазменной резкой вырезают оконный проем 6 с радиусными углами. Внутри полотно 4 усилено каркасом, включающим приваренные внахлест к полотну концевую профильную стойку 7, простеночные парные 8, 9 и одиночные 10 -образные вертикальные стойки, обеспечивающие жесткость полотна в поперечном направлении, и соединяющие их профильные прогоны 11 Г-образной формы, приваренные встык к средней части вертикальных стоек 7, 8, 9, 10 и внахлест к полотну 4. Простеночные парные 8, 9 образные вертикальные стойки приварены вблизи оконного проема 6. Количество и размер прогонов 11 выбраны из расчета обеспечения необходимой жесткости полотна в продольном направлении. Простеночная -образная вертикальная стойка 8, усиливающая наряду с парной стойкой 9 оконный простенок 12, приварена частью полки к боковому краю 5 полотна 4. На секции 1 установлены профили 13, 14 для крепления внутреннего оборудования вагона. Промежуточная секция 2 (фиг. 2) боковой стены (фиг. 3) вагона также состоит из трех прямоугольных металлических листов 15 (фиг. 2), свариваемых между собой встык в поперечном направлении и образующих полотно 16, в котором плазменной резкой вырезаны оконные проемы 17, 18 с радиусными углами, причем оконный проем 17 расположен вблизи бокового края 19 полотна 16. Внутри полотно 16 усилено каркасом, включающим приваренные внахлест к полотну простеночные парные 20, 21 и 22, 23 -образные верти 3 62212010.04.30 кальные стойки вблизи оконных проемов 17 и 18 соответственно, обеспечивающие жесткость полотна в поперечном направлении, и соединяющие их профильные прогоны Гобразной формы 24, приваренные встык к средней части вертикальных стоек 20, 21, 22, 23 и внахлест к полотну 16. Количество и размер прогонов 24 выбраны из расчета обеспечения необходимой жесткости полотна 16 в продольном направлении. Одна из простеночных -образных стоек 20, усиливающая наряду с парной стойкой 21 оконный проем 17,приварена частью полки к вертикальному боковому краю 19 полотна 16. Используемые в каркасах обеих секций -образные вертикальные стойки содержат отверстия 25, необходимые для крепежа внутреннего оборудования вагона. Каждая секция изготавливается отдельно на стапелях. Предварительно изготавливается полотно секции путем сварки встык нескольких металлических полос. Затем в полотне плазменной резкой вырезаются оконные проемы, после чего к полотну приваривается каркас. На собранную секцию наносится защитное покрытие. Ввиду того, что заявляемое техническое решение используется при проведении капитально-восстановительного ремонта кузовов пассажирских вагонов, заключающегося, в частности, в замене пришедших в негодность боковых стен кузова, перед установкой боковых стен предварительно полностью вырезаются поврежденные металлические боковые стены от верхней до нижней обвязок каркаса кузова по высоте и от одного тамбурного проема двери до второго. Устанавливаются и привариваются готовые секции поочередно, начиная с концевой 1,при этом секция 1 устанавливается внахлест на нижнюю обвязку 26 (Г-образный профиль)(фиг. 4) каркаса кузова и стыкуется внахлест с верхней обвязкой 27 (-образный профиль), после чего по периметру приваривается. Следующая смежная с секцией 1 промежуточная секция 2 устанавливается полотном 16 внахлест на нижнюю обвязку 26 каркаса кузова, стыкуется внахлест с верхней обвязкой 27, в вертикальном направлении стыкуется с полотном 4 по свободной части полки -образной вертикальной стойки 8 первой приваренной концевой секции 1 и приваривается по периметру (фиг. 5). Торцы профильных прогонов 24 привариваются к средней части парной -образной вертикальной стойки 8. Таким же способом к секции 2 присоединяется следующая смежная промежуточная секция 2. Последней присоединяется вторая концевая секция 1. В результате такого способа соединения секций между собой наружная обшивка вагона имеет вид единого листового металлического полотна. Наличие незначительного количества нахлесточных соединений и отсутствие выступающих частей при эксплуатации вагона облегчает условия по удалению загрязнений и окраске кузовов вагонов, способствует повышению коррозионностойкости за счет исключения труднодоступных полостей - концентраторов коррозии и сохранению лакокрасочного покрытия боковых стен вагона. Предлагаемая конструкция боковой стены позволяет получить технический результат,заключающийся в повышении технологичности, снижении трудоемких работ, улучшении условий эксплуатации, при этом боковая стена вагона имеет привлекательный внешний вид. Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20. 5
МПК / Метки
МПК: B61D 17/00
Метки: стена, вагона, боковая, кузова
Код ссылки
<a href="https://by.patents.su/5-u6221-bokovaya-stena-kuzova-vagona.html" rel="bookmark" title="База патентов Беларуси">Боковая стена кузова вагона</a>
Стена торцевая кузова полувагона
Номер патента: U 3566
Опубликовано: 30.06.2007
Авторы: Пигунов Анатолий Владимирович, Чернин Игорь Леонидович, Сенько Вениамин Иванович, Путято Артур Владимирович
МПК: B61D 3/00, B61D 17/00
Метки: полувагона, торцевая, стена, кузова
Текст:
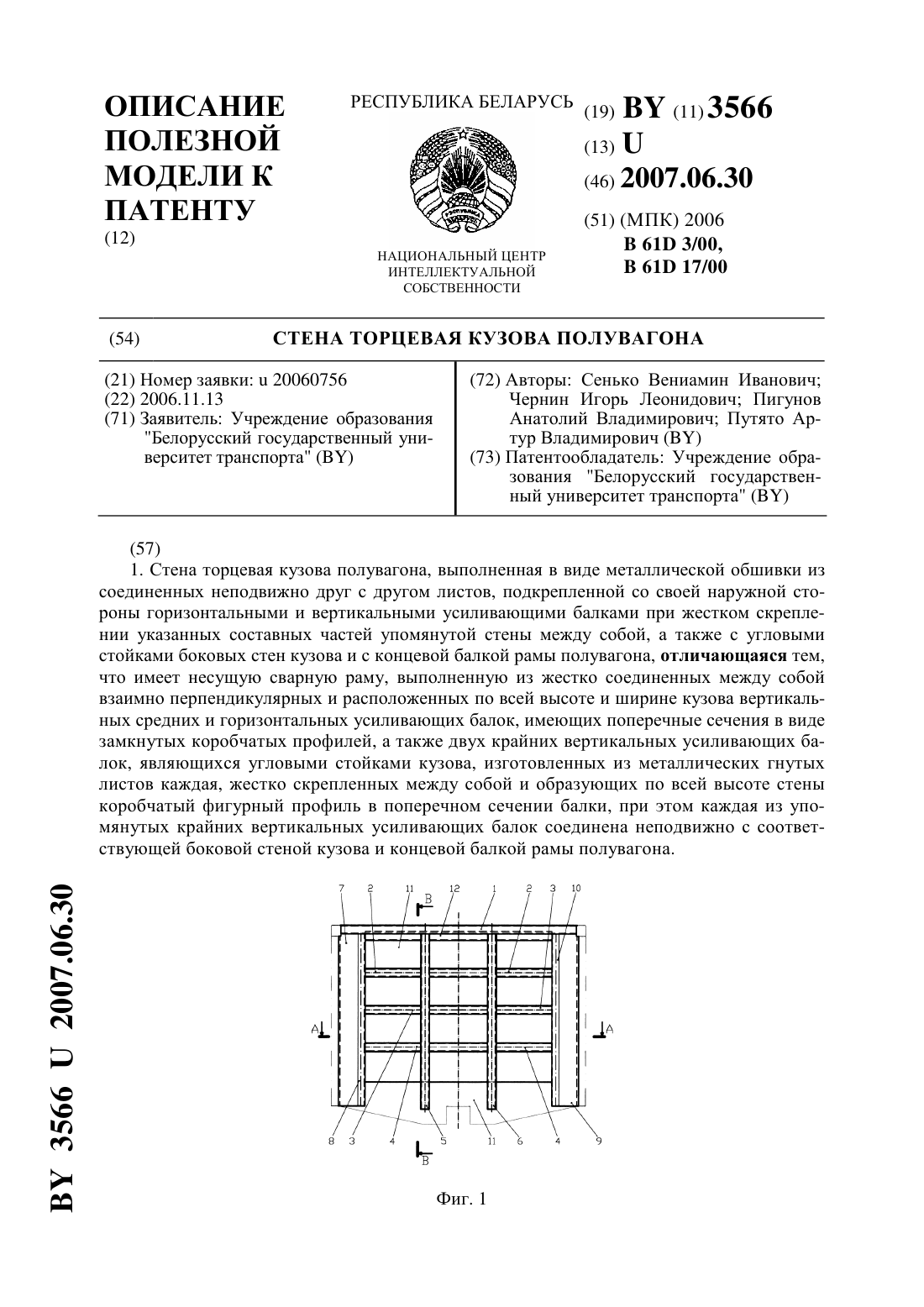
...в средней части стены, расположенные симметрично относительно вертикальной оси последней. Горизонтальные элементы жесткости и листовая обшивка торцевой стены соединены жестко при помощи электросварки с боковыми стенами кузова, каждая их которых в концевой части усилена гладким листом и подкрепляющим прокатным профилем в виде швеллера (угловые стойки кузова полувагона). Недостатками отмеченной сплошной торцевой стены кузова полувагона...
Крепление листовой подшивки крыши кузова вагона
Номер патента: U 4008
Опубликовано: 30.10.2007
Авторы: Сенько Вениамин Иванович, Пигунов Анатолий Владимирович, Свириденко Валерий Викторович, Путято Артур Владимирович, Чернин Игорь Леонидович
МПК: B61D 3/00, B61D 17/00
Метки: вагона, подшивки, крыши, кузова, листовой, крепление
Текст:
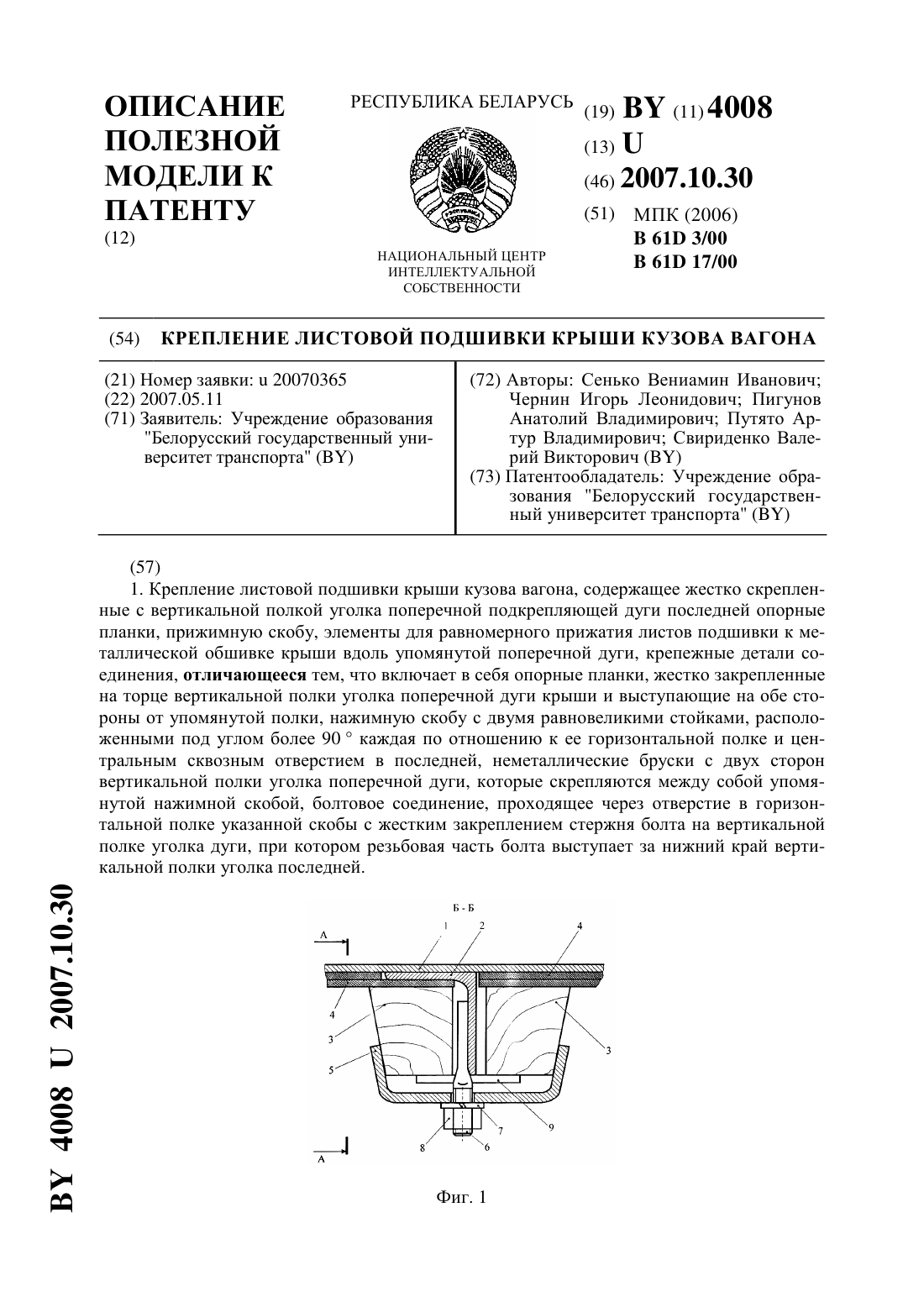
...гнутой нажимной охватывающей скобы (неравновеликие по высоте стойки, смещенное сквозное отверстие в горизонтальной перемычке), проявляющиеся при ее изготовлении. Задачей заявляемой полезной модели является снижение расхода металлопроката и трудоемкости сборки и ремонта вагонов. Задача решается за счет того, что крепление листовой подшивки крыши содержит закрепленные на вертикальной полке уголка подкрепляющей дуги последней опорные...
Крепление внутренней неметаллической листовой подшивки крыши кузова вагона

Номер патента: U 981
Опубликовано: 30.09.2003
Авторы: Сенько Вениамин Иванович, Сенько Надежда Григорьевна, Пастухов Иван Федорович, Белогуб Виктор Владимирович, Чернин Игорь Леонидович
МПК: B61D 3/00, B61D 17/00
Метки: подшивки, вагона, крыши, внутренней, крепление, неметаллической, кузова, листовой
Текст:
...является создание крепления листовой защитной подшивки, которое могло бы обеспечить плотное прилегание листов к металлической обшивки крыши вдоль подкрепляющей дуги, изготовленной из уголкового профиля,удобство при монтаже и разборке, а также снижение расхода металла. Задача решается за счет того, что крепление внутренней неметаллической листовой подшивки крыши кузова вагона включает уголок прижатия листа подшивки только с одной стороны уголка...
Дверь кузова автомобиля сдвижная
Номер патента: 10714
Опубликовано: 30.06.2008
Автор: ГЕРАСИМЕНКО ИГОРЬ ЯКОВЛЕВИЧ
МПК: B60J 5/06
Метки: автомобиля, сдвижная, дверь, кузова
Текст:
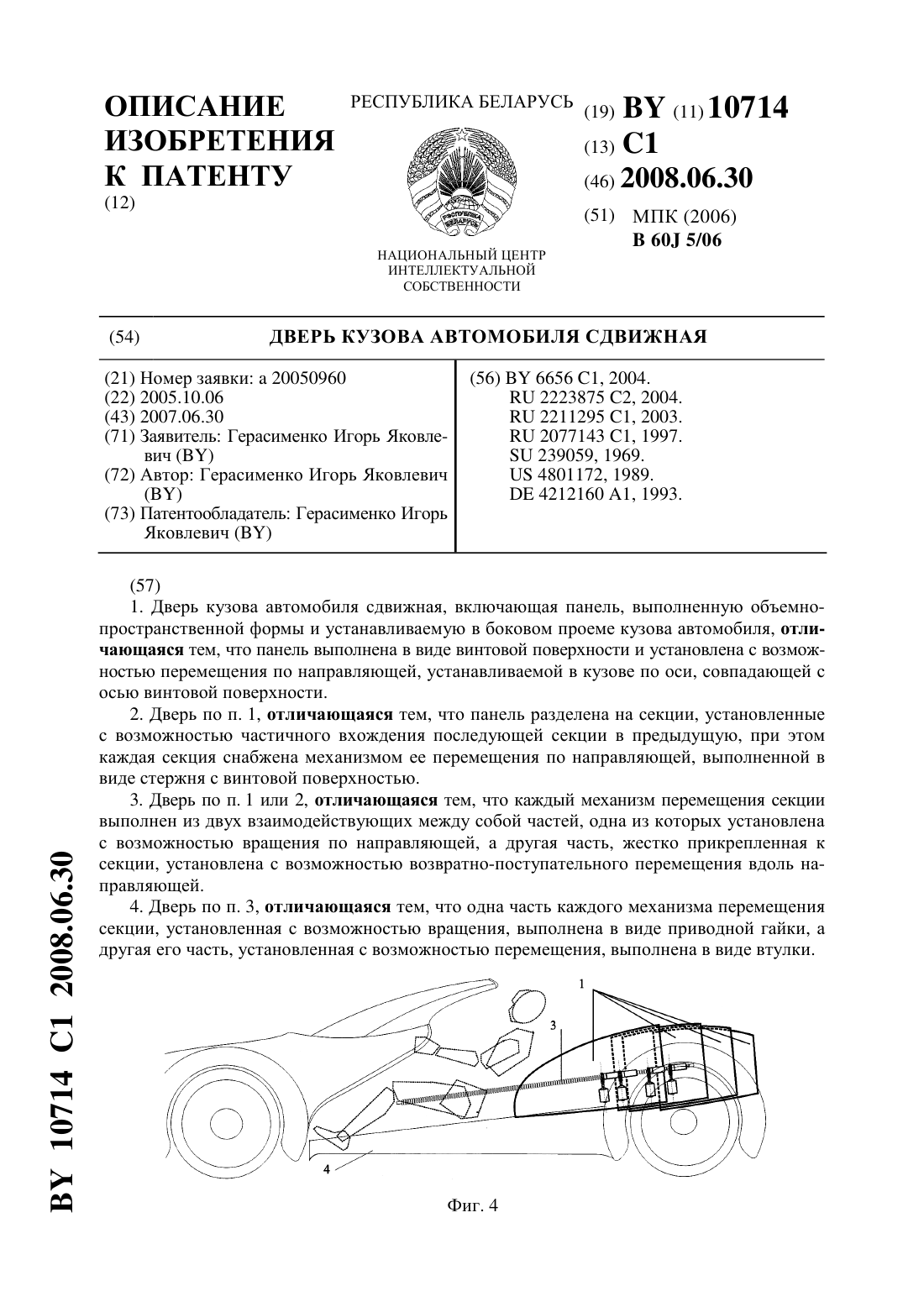
...панель выполнена в виде винтовой поверхности и установлена с возможностью перемещения по направляющей, устанавливаемой в кузове по оси, совпадающей с осью винтовой поверхности панель разделена на секции, установленные с возможностью частичного вхождения последующей секции в предыдущую, при этом каждая секция снабжена механизмом ее перемещения по направляющей, выполненной в виде стержня с винтовой поверхностью каждый механизм...
Дверь купе вагона

Номер патента: U 1883
Опубликовано: 30.03.2005
Авторы: Толкачев Виктор Иванович, Комаровский Игорь Сергеевич, Гершанов Петр Самуилович, Ющенко Игорь Петрович
МПК: B61D 19/00
Текст:
...вагона.На фиг. 2 - механизм соединения двери с верхней направляющей и фиксатор, взаимодействующий с ригелем механизма запора.На фиг. 3 - элементы механизма запора двери.На фиг. 4 - паз в нижней части двери с направляющей, упором И подшипниками, расположеннь 1 ми в нем.Дверь состоит из деревянного каркаса 1, облицованного дверным полотном из фанеры и пластика. К верхней части двери прикреплена металлическая пластина 2, которая вместе с...
Предыдущий патент: Солнечный элемент
Следующий патент: Солнечная водонагревательная установка
Случайный патент: Способ динамического испытания основания и фундамента здания или сооружения